6203深沟球轴承生产控制标准
深沟球轴承标准

深沟球轴承标准深沟球轴承是一种常见的轴承类型,广泛应用于机械设备中。
它具有结构简单、使用方便、承载能力大等优点,因此在工业生产中得到了广泛的应用。
深沟球轴承的标准对于保证其质量和性能起着至关重要的作用,下面将对深沟球轴承标准进行详细介绍。
首先,深沟球轴承的尺寸标准是保证其安装和使用的基础。
深沟球轴承的尺寸标准包括内径、外径、宽度等参数,这些参数的精准度直接影响着轴承的安装和使用效果。
在生产制造过程中,必须严格按照国家标准或行业标准对深沟球轴承的尺寸进行生产,确保轴承能够与设备配合良好,达到预期的使用效果。
其次,深沟球轴承的材质标准是保证其使用寿命和性能稳定的关键。
常见的深沟球轴承材质包括铬钢、不锈钢等,不同的材质具有不同的特性,选择合适的材质对于提高轴承的使用寿命和承载能力至关重要。
因此,在制定深沟球轴承标准时,对于材质的选择和材质的性能要求都需要明确规定,以确保轴承的质量和稳定性。
此外,深沟球轴承的检测标准是保证其质量可靠的重要手段。
在生产制造过程中,对于深沟球轴承的尺寸、材质、硬度、轴承间隙等参数都需要进行严格的检测,以确保轴承的质量符合标准要求。
因此,深沟球轴承的检测标准需要明确规定各项检测参数和方法,以保证轴承的质量可靠。
最后,深沟球轴承的包装标准也是保证其运输和存储质量的重要环节。
良好的包装能够有效保护轴承不受外界环境的影响,避免轴承在运输和存储过程中受到损坏。
因此,在制定深沟球轴承标准时,对于包装材料、包装方式、包装标识等都需要进行规范,以确保轴承在运输和存储过程中能够保持良好的状态。
总之,深沟球轴承标准是保证其质量和性能稳定的重要保障。
通过对尺寸标准、材质标准、检测标准和包装标准的规范制定,可以有效提高深沟球轴承的质量和可靠性,满足不同机械设备对于轴承的需求,推动工业生产的发展。
希望各生产厂家和相关部门能够重视深沟球轴承标准的制定和执行,共同推动轴承行业的健康发展。
深沟球轴承 国标
深沟球轴承国标深沟球轴承是一种常见的滚动轴承,它具有结构简单、承载能力高、摩擦系数小等优点。
根据国家标准,深沟球轴承有一系列的规格和技术要求,以确保其质量和可靠性。
深沟球轴承主要由外圈、内圈、滚动体和保持架组成。
外圈和内圈是由高品质的钢材加工而成,通过热处理提高硬度和强度。
滚动体是球状的,通过滚动来承受载荷。
保持架则用于固定滚动体的位置。
深沟球轴承的设计使得它能够承受径向和轴向载荷。
在使用过程中,外圈和内圈之间会形成一定的接触角度,从而减小滚动体与保持架之间的接触压力,降低摩擦系数。
这使得深沟球轴承在高速旋转时具有较低的能量损耗,提高了效率。
深沟球轴承的国家标准规定了各种规格的尺寸、公差、耐磨性、承载能力等技术要求。
例如,标准规定了深沟球轴承的公差等级,以确保其精度和可靠性。
同时,标准还规定了各种尺寸的最大和最小值,以及特殊要求如密封性能等。
在实际应用中,深沟球轴承被广泛应用于各种机械设备中。
例如,它常用于汽车发动机、电动工具和家用电器等。
深沟球轴承具有安装方便、维护简单的特点,可以减少机器的故障率和维修成本。
然而,深沟球轴承也有一些局限性。
由于其滚动体为球状,使得其接触面积相对较小,承载能力有限。
在高速运转和高负载情况下,可能会导致轴承过热和损坏。
此外,深沟球轴承在承受径向和轴向载荷时,其承载能力会有所不同,需要根据实际应用情况选择合适的轴承类型。
深沟球轴承是一种常见且重要的滚动轴承,具有结构简单、承载能力高等优点。
国家标准规定了深沟球轴承的各种规格和技术要求,以确保其质量和可靠性。
在实际应用中,深沟球轴承被广泛应用于各种机械设备,为其提供可靠的支持和运转。
然而,深沟球轴承也有一些局限性,需要根据实际应用情况进行选择和使用。
对于机械设备的设计和维护人员来说,了解深沟球轴承的国家标准和技术要求是至关重要的,可以帮助他们选择合适的轴承,提高机器的性能和可靠性。
深沟球轴承技术参数

深沟球轴承公差
外形尺寸公差和旋转精度符号
d Δds Δdmp Δd1mp
Vdp Vdmp D ΔDs ΔDmp VDp VDmp
公称内径 单一内径偏差 单一平面平均内径偏差 基本圆锥孔在理论大端的
平均内径偏差 单一径向平面内径变动量
平均内径变动量 公称外径 单一外径偏差 单一平面平均外径偏差 单一径向平面外径变动量
平均外径变动量
B ΔBs Vbs
C ΔCs VCs Kia Kea Sd S
D Sia Sea 内圈公称宽度 内圈单一宽度偏差 内圈宽度变动量 圈公称宽度 外圈单一宽度偏差 外圈宽度变动量 成套轴承的内圈径向跳动 成套轴承的外圈径向跳动 内圈端面对内孔的跳动 外圈端面对内孔的跳动 成套轴承内圈端面对滚道的跳动 成套轴承外圈端面对滚道的跳动
0级公差内圈
0级公差外圈
μm
2)与同一轴承的内圈所标ΔBs值相同
6级公差内圈
μm
6级公差外圈
2)与同一轴承的内圈所标ΔBs值相同
5级公差内圈
μm
5级公差外圈
2)与同一轴承的内圈所标ΔBs值相同
4级公差内圈
4级公差外圈
μm
2)与同套轴承的内圈所标ΔBs或VBs值相同
[ 返回]。
6000系列深沟球轴承型号规格表

6000系列深沟球轴承型号规格表6000系列深沟球轴承型号规格表轴承代码内径d毫米英寸外径D毫米英寸宽度W毫米英寸倒角r毫米英寸基本额定负荷KN极限转速重量Kg/pc动负荷C静负荷C0脂r/min油r/min6000 6001 6002 6003 6004 6005 6006 6007 6008 6009 6010 6011 6012 6013 6014 6015 6016 6017 601810 .393712 .472415 .590617 .669320 .787425 .984330 1.181135 1.378040 1.574845 1.771750 1.968555 2.165460 2.362265 2.955170 2.755975 2.952880 3.149685 3.346590 3.543326 1.023628 1.102432 1.259835 1.378042 1.653547 1.850455 2.165462 2.440968 2.677275 2.952880 3.149690 3.543395 3.7402100 3.9370110 4.3307115 4.5276125 4.9213130 5.1181140 5.51188 .31508 .31509 .354310 .393712 .472412 .472413 .511814 .551215 .590616 .629916 .629918 .708718 .708718 .708720 .787420 .787422 .868122 .868124 .94490.3 .0120.3 .0120.3 .0120.3 .0120.6 .0240.6 .0241.0 .0391.0 .0391.0 .0391.0 .0391.0 .0391.1 .0431.1 .0431.1 .0431.1 .0431.1 .0431.1 .0431.1 .0431.5 .0594.555.105.606.809.4010.1013.2016.0016.8021.0021.8028.3029.5031.9039.7041.6047.5049.5058.001.962.392.843.355.055.858.3010.3011.5015.1016.6021.2023.2025.0031.0033.5040.0043.0049.5020000190001800017000150001300012000100008000720064005700500048004600440043004200400028000260002400022000190001700015000130001100090007800700063006100580056005500530051000.0190.0210.0300.0390.0690.0800.1160.1550.1850.2310.2500.3620.3850.4400.6000.64000.85400.89001.02006200系列深沟球轴承规格型号表代码内径d毫米英寸外径D毫米英寸宽度W毫米英寸倒角r毫米英寸基本额定负荷KN极限转速重量Kg/pc动负荷C静负荷C0脂(r/min)油(r/min)6200 6201 6202 6203 6204 6205 6206 6207 6208 6209 6210 6211 6212 6213 6214 6215 621610 .393712 .472415 .590617 .669320 .787425 .984330 1.181135 1.378040 1.574845 1.771750 1.968555 2.165460 2.362265 2.559170 2.755975 2.952880 3.149630 1.181132 1.259835 1.378040 1.574847 1.850452 2.047062 2.440972 2.834680 3.149685 3.346590 3.5433100 3.9370110 4.3307120 4.7244125 4.9213130 5.1181140 5.11819 .354310 .393711 .433112 .472414 .551215 .590616 .629917 .669318 .708719 .748020 .787421 .826822 .866123 .905524 .944925 .984326 1.02360.6 .0240.6 .0240.6 .0240.6 .0241.0 .0391.0 .0391.0 .0391.1 .0431.1 .0431.1 .0431.1 .0431.5 .0591.5 .0591.5 .0591.5 .0591.5 .0592.0 .0785.106.107.759.6012.8014.0019.5025.7029.1032.5035.0043.5052.5058.5063.7068.9072.502.392.753.604.606.657.8511.3015.3017.8020.4023.2029.2036.0040.5045.0049.0053.0019000180001700016000140001200010000880077006800610055005000480046004400420026000240002200020000180001600013000100009200820073006600600058005600540053000.0320.0370.0450.0660.1060.1280.1990.2870.3670.4160.4620.6020.7890.9901.1001.2001.4006300系列深沟球轴承规格型号表轴承代码内径d毫米英寸外径D毫米英寸宽度W毫米英寸倒角r毫米英寸基本额定负荷KN 极限转速重量Kg/pc动负荷C静负荷C0脂r/min油r/min6300 6301 6302 6303 6304 630510 .393712 .472415 .590617 .669320 .787425 .984335 1.378037 1.456742 1.653547 1.850452 2.047262 2.440911 .433112 .472413 .511814 .551215 .590617 .66930.6 .0241.0 .0391.0 .0391.0 .0391.1 .0431.1 .0438.209.7011.4013.5015.9021.203.504.205.456.557.9010.901500014000130001200011000100002100020000180001700015000130000.0530.0600.0820.1150.1440.21936306 6307 6308 6309 6310 6311 6312 6313 6314 631530 1.181135 1.378040 1.574845 1.771750 1.968555 2.165460 2.362265 2.559170 2.755975 2.952872 2.834680 3.149690 3.5433100 3.9370110 4.3307120 4.7244130 5.1181140 5.5118150 5.9055160 6.299219 .748021 .826823 .905525 .984327 1.063029 1.141731 1.220533 1.299235 1.374037 1.45671.1 .0431.5 .0591.5 .0591.5 .0592.0 .0792.0 .0792.1 .0832.1 .0832.1 .0832.1 .08326.7033.5040.5053.0062.0074.1085.2097.50111.00119.0015.0019.1024.0032.0038.5045.0052.0060.0068.0076.508000680058005000440042004000390038003600100008000720062005500530051005000480056000.34980.45420.63940.83631.08221.35001.70002.10002.50003.00006400系列深沟球轴承型号规格表轴承型号孔径外径宽度倒角额定载荷(KN) 钢球参数极限转速(转/分) 重量/套DynamicCrStaticCorNo.SizemmGreaser/minOilr/minKG(套)6403 17 0.6693 62 2.4409 17 0.6693 1.1 22.7 10.8 6 12.7 14000 16000 0.27 6404 20 0.7874 72 2.8346 19 0.7480 1.1 28.5 13.9 6 15.081 12000 14000 0.4 6405 25 0.9843 80 3.1496 21 0.8268 1.5 34.5 17.5 6 17.000 10000 12000 0.53 6406 30 1.1811 90 3.5433 23 0.9055 1.5 43.5 23.9 6 19.05 8800 10000 0.735 6407 35 1.3779 100 3.9370 25 0.9843 1.5 55.0 31.0 6 21.000 7800 9100 0.952 6408 40 1.7716 110 4.3307 27 1.0630 2.0 63.5 36.5 7 21.000 7000 8200 1.23 6409 45 1.7716 120 4.7244 29 1.1417 2.0 77.0 45.0 7 23.000 6300 7400 1.53 6410 50 1.9650 130 5.1181 31 1.2205 2.1 83.0 49.5 7 25.4 5700 6700 1.88 6411 55 2.1653 140 5.7087 33 1.2992 2.1 89.0 54.0 7 26.988 5200 6100 2.29 6412 60 2.3620 150 5.9055 35 1.3780 2.1 102 64.5 7 28.575 4800 5700 2.77 6413 65 2.5590 160 6.2992 37 1.4567 2.1 111 72.5 7 30.162 4400 5200 3.30 6414 70 2.7559 180 7.0886 42 1.6535 3.0 128 89.5 7 34.000 4100 4800 4.83 6415 75 2.9528 190 7.4803 45 1.7717 3.0 138 99.0 7 36.512 3800 4500 5.72 6416 80 3.1496 200 7.8740 48 1.8898 3.0 164 125 7 38.1 3600 4200 6.76 6417 85 3.3465 210 8.2677 52 2.0472 4.0 165 128 7 40.000 3400 4000 7.95 6418 90 3.5466 225 8.8583 54 2.1260 4.0 184 149 7 42.862 3200 3800 11.4 6419 95 3.7402 240 94488 55 2.1654 4.0 186 153 7 45.000 3000 3500 13.4 6420 100 3.9370 250 9.8425 58 2.2835 4.0 206 175 7 47.625 2900 3400 15.0。
6203深沟球轴承生产控制标准汇编

方法
样本
容量
频率
过程控制方法
预防
探测
反应计划
1件/2串(操作工) 20件
/2小时 (巡检 )按过程检验 规范抽检
首件确认
操作工自检、检验员 巡检和抽检 /检验记
录
发现不合格品后应立即停机调 整,并将不合格批隔离后按不合 格品控制程序执行 -操作工、检
验员
圆度 3~16波 圆度 2~500波
≤0.25um ≤0.55um
无砂轮痕迹、划伤、
目测
磕碰伤、断丝、白点
过程
特殊特 性分类
产品 / 过程规范 / 公 差
评价 /测量技术
05-240
超精外沟
7
圆度 3~16波
8
圆度 2~500波
9
波纹度 3~16波
10
波纹度 17~100波
11
沟曲率
12
粗糙度 Ra08um
≤0.007um
Z
R4.67 +0.03 0 mm
外观 圆度 3~16波 圆度 2~500波 波纹度 3~16波
特性 产品
尺寸 椭圆度 锥度
外观
送料速度 砂轮修整量
磨削轮转速 导轮转速
≤2.5um 无可碰伤、划卡伤、
烧伤 2.5 ~6.3m/min
5~10um Ф 47 +0.25 +0.18
≤2um ≤2um ≤3um 无黑皮、裂纹、烧伤 、磨伤、划伤、卡伤 、磕碰伤 ≤0.6um ≤1.0um ≤0.08um 1250r/min
20件 /次(操作工 ) 按 GB/T 2828-2003" 一般检
查水平 " Ⅰ类抽检 AQL1.0( 检验员 )
深沟球轴承技术参数

深沟球轴承公差
外形尺寸公差和旋转精度符号
d Δds Δdmp Δd1mp
Vdp Vdmp D ΔDs ΔDmp VDp VDmp
公称内径 单一内径偏差 单一平面平均内径偏差 基本圆锥孔在理论大端的
平均内径偏差 单一径向平面内径变动量
平均内径变动量 公称外径 单一外径偏差 单一平面平均外径偏差 单一径向平面外径变动量
平均外径变动量
B ΔBs Vbs
C ΔCs VCs Kia Kea Sd S
D Sia Sea 内圈公称宽度 内圈单一宽度偏差 内圈宽度变动量 圈公称宽度 外圈单一宽度偏差 外圈宽度变动量 成套轴承的内圈径向跳动 成套轴承的外圈径向跳动 内圈端面对内孔的跳动 外圈端面对内孔的跳动 成套轴承内圈端面对滚道的跳动 成套轴承外圈端面对滚道的跳动
0级公差内圈
0级公差外圈
μm
2)与同一轴承的内圈所标ΔBs值相同
6级公差内圈
μm
6级公差外圈
2)与同一轴承的内圈所标ΔBs值相同
5级公差内圈
μm
5级公差外圈
2)与同一轴承的内圈所标ΔBs值相同
4级公差内圈
4级公差外圈
μm
2)与同套轴承的内圈所标ΔBs或VBs值相同
[ 返回]。
6203深沟球轴承生产控制标准

6203深沟球轴承生产控制标准深沟球轴承生产控制标准是指为了保证深沟球轴承的质量和性能稳定,并确保生产过程中遵循一定的工艺流程和技术要求,制定的一系列生产控制标准。
以下是一个关于6203深沟球轴承生产控制标准的详细介绍,以确保生产过程中的质量控制和产品性能稳定。
一、原材料控制1.1目标:确保使用优质的原材料,符合标准要求。
1.2流程:a)建立供应商评价和选择制度,选择优质的原材料供应商。
b)对原材料进行来料检验,包括外观、尺寸和材料成分等方面的检验。
c)建立原材料质量档案,记录来料检验结果和供应商信息。
二、生产工艺控制2.1目标:确保深沟球轴承的生产工艺合理、稳定。
2.2流程:a)建立工艺流程图,明确每个生产工序的要求和顺序。
b)制定工艺指导书,规定每个工序的操作要点和注意事项。
c)进行工艺能力评估,确定每个工序的工艺参数。
d)建立工艺记录和工艺变更管理制度,记录和管理每个工序的生产过程。
三、设备管理和维护3.1目标:确保生产设备的正常运行和维护,提高生产效率和产品质量。
3.2流程:a)建立设备管理制度,包括设备购置、安装、调试等方面的管理要求。
b)制定设备保养计划,定期对设备进行维护、保养和检修。
c)进行设备验收、维修、更新等记录和管理,确保设备状态和性能稳定。
四、成品检验控制4.1目标:确保成品深沟球轴承的质量符合标准要求。
4.2流程:a)制定成品检验规程,规定成品检验的项目、方法和标准。
b)建立成品检验记录,记录每个批次的成品检验结果和问题处理情况。
c)建立不良品管理制度,对不合格品进行分类、处理和追溯。
五、过程改进和持续改善5.1目标:通过分析和改进,提高生产过程的效率和稳定性。
5.2流程:a)建立过程改进管理制度,鼓励员工提出改进意见和建议。
b)对生产过程中的问题进行分析,找出原因并采取改进措施。
c)建立持续改善机制,定期评估工艺流程和生产控制标准的有效性。
总结:以上是关于6203深沟球轴承生产控制标准的详细介绍,从原材料控制、生产工艺控制、设备管理和维护、成品检验控制、过程改进和持续改进等方面确保品质控制和生产过程的稳定性及质量的提升。
6203深沟球轴承生产控制标准

6203深沟球轴承生产控制标准
准确
一、标准范围
本标准适用于60、62、63系列、国产深沟球轴承,涉及轴承的技术要求、检验方法和检验规则。
二、技术要求
2.1尺寸公差
深沟球轴承尺寸公差符合GB/T307.1任规要求,按照下表执行。
尺寸公差/mm
内径d:0.002
外径D:0.003
宽度B:0.01
外圈D及内圈d允许偏差:
内径d:0.002
外径D:0.004
2.2外形尺寸
深沟球轴承的外形尺寸及形状符合下表要求:
外形尺寸及形状
内径d径向放置度:≤0.015mm
外径D径向放置度:≤0.025mm
内径D面设计允许偏差:0.005mm
外径D面设计允许偏差:0.01mm
锥度:≤0.001mm
2.3滚道圆度
深沟球轴承滚道圆度应符合下表要求:
外圆滚道圆度 0.0015mm
2.4高度公差
深沟球轴承圆柱度或直面度允许偏差符合GB/T307.1要求,按照下表执行:
高度公差/mm
高h:0.003
2.5滚动质量
深沟球轴承的滚动质量符合下表要求:
滚动质量
静力学滚动质量:滚道深度>0.6mm时,误差≤0.003mm
滚动质量:滚道深度>0.6mm时,误差≤0.003mm
2.6轴承游隙
深沟球轴承的轴承游隙应符合下表要求:轴承游隙。
深沟球轴承公差标准

深沟球轴承公差标准深沟球轴承是一种常见的滚动轴承,它由内圈、外圈、钢球和保持架组成。
在机械设备中,深沟球轴承被广泛应用于各种领域,如汽车、摩托车、电动工具、纺织机械等。
为了确保深沟球轴承的精度和稳定性,制定了相关的公差标准,本文将对深沟球轴承的公差标准进行详细介绍。
首先,深沟球轴承的公差标准主要包括尺寸公差和形位公差。
尺寸公差是指轴承零件的尺寸允许偏差范围,包括内径、外径、宽度等尺寸的偏差范围。
形位公差是指轴承零件的几何形状和位置的偏差范围,包括圆度、平行度、垂直度等形位偏差。
这些公差标准的制定,可以保证深沟球轴承在装配和使用过程中的互换性和可靠性。
其次,根据国际标准化组织ISO的相关标准,深沟球轴承的公差分为等级P0、P6、P5、P4和P2。
其中,P0级别的公差最大,精度最低,适用于一般要求不高的场合;而P2级别的公差最小,精度最高,适用于高速、高精度的场合。
不同级别的公差标准可以满足不同工况下的使用要求,用户可以根据实际需要选择合适的轴承精度等级。
另外,深沟球轴承的公差标准还受到国家标准和行业标准的影响。
在国家标准GB307-84《滚动轴承公差》中,对深沟球轴承的公差进行了具体规定,包括尺寸公差、形位公差、几何特性等方面的要求。
同时,针对特定的行业应用,如汽车行业、航空航天行业等,还制定了相应的行业标准,对深沟球轴承的公差标准进行了补充和细化。
最后,为了确保深沟球轴承的公差标准得到有效实施,生产厂家需要建立严格的质量控制体系,对原材料、加工工艺、检测手段等方面进行全面把控。
同时,用户在选型和使用过程中,也需要严格按照相关的公差标准和要求进行操作,以确保轴承的性能和可靠性。
综上所述,深沟球轴承的公差标准是保证其精度和稳定性的重要依据,通过严格的公差控制,可以满足不同工况下的使用要求。
在实际应用中,厂家和用户都需要充分理解和遵守相关的公差标准,共同保障深沟球轴承的质量和可靠性。
深沟球轴承质量标准

深沟球轴承质量标准When it comes to the quality standard of deep groove ball bearings, there are several key factors to consider. First and foremost, it is essential to ensure that the materials used in the manufacturing process are of high quality. This includes the steel used for the bearing rings and balls, as well as the lubricant and seals. High-quality materials are crucial for ensuring the durability and performance of the bearings.In addition to the materials used, the design and manufacturing process of deep groove ball bearings also play a significant role in determining their quality. The precision and accuracy of the manufacturing process are critical for ensuring that the bearings meet the required specifications and performance standards. This includes factors such as the geometry of the bearing, the surface finish, and the heat treatment process.Another important aspect of the quality standard fordeep groove ball bearings is the testing and inspection procedures used to ensure that the bearings meet the required performance and reliability standards. This includes various types of testing, such as dimensional inspections, material analysis, and performance testing. These tests are essential for identifying any potential issues or defects in the bearings and ensuring that they meet the required quality standards.Furthermore, it is crucial to consider the environmental and operating conditions in which the bearings will be used when defining the quality standard. Bearings used in harsh or demanding environments, such as high temperatures or corrosive atmospheres, must meet higher quality standards to ensure their performance and longevity. Similarly, bearings used in critical applications, such as in the aerospace or medical industry, must meet stringent quality and reliability standards to ensure the safety and performance of the equipment in which they are used.From a customer perspective, the quality standard ofdeep groove ball bearings is crucial for ensuring the reliability and performance of the equipment in which they are used. Customers rely on high-quality bearings to ensure the smooth and efficient operation of their machinery, and any issues with the quality of the bearings can lead to costly downtime and maintenance. Therefore, it is essential for customers to have confidence in the quality standard of the bearings they purchase, knowing that they have been manufactured and tested to meet the required performance and reliability standards.From a manufacturer's perspective, defining and adhering to a high-quality standard for deep groove ball bearings is essential for maintaining a competitive edge in the market. High-quality bearings are essential forbuilding a reputation for reliability and performance, which can lead to repeat business and positive word-of-mouth referrals. Additionally, meeting and exceedingquality standards can also lead to opportunities for new business and partnerships, as customers and industry partners seek out reliable and high-quality bearing suppliers.In conclusion, the quality standard of deep groove ball bearings is a multifaceted consideration that encompasses the materials, design, manufacturing, testing, and operating conditions of the bearings. From both a customer and manufacturer perspective, ensuring that deep grooveball bearings meet the required quality standards is essential for the reliability, performance, and reputation of the equipment in which they are used. By focusing on high-quality materials, precision manufacturing, rigorous testing, and consideration of operating conditions, the quality standard of deep groove ball bearings can be defined and maintained to ensure their performance and reliability.。
深沟球轴承执行标准

深沟球轴承执行标准深沟球轴承是一种常见的滚动轴承,广泛应用于机械设备中,其执行标准对于产品质量和性能起着至关重要的作用。
深沟球轴承执行标准主要包括国际标准、国家标准和行业标准,下面将对这些执行标准进行详细介绍。
首先,国际标准是指国际标准化组织(ISO)制定的相关标准,其中包括了深沟球轴承的尺寸、质量、性能、检验方法等方面的要求。
国际标准的制定是为了促进国际贸易、提高产品质量和性能、促进技术交流与合作。
在国际市场上,符合ISO标准的深沟球轴承更容易受到认可和接受。
其次,国家标准是指由国家标准化管理委员会制定的相关标准,其中包括了深沟球轴承的技术要求、检验方法、标志、包装、运输等方面的规定。
国家标准的制定是为了保障国内产品质量、保护消费者权益、维护国家经济利益。
符合国家标准的深沟球轴承在国内市场上更容易受到认可和信任。
最后,行业标准是指由行业协会或行业组织制定的相关标准,其中包括了深沟球轴承的特殊要求、行业规范、技术参数等方面的规定。
行业标准的制定是为了规范行业内的产品质量、促进行业健康发展、提高产品竞争力。
符合行业标准的深沟球轴承在特定行业领域更容易受到认可和应用。
综上所述,深沟球轴承的执行标准对于产品质量和性能至关重要,不同的执行标准适用于不同的市场和行业。
作为深沟球轴承的生产者和用户,应当严格遵守相关的执行标准,确保产品质量和性能达到标准要求,提升产品竞争力,赢得市场认可。
同时,相关部门和组织也应当加强标准的宣传和培训,提高人们的标准意识,推动整个行业的健康发展。
在实际生产和使用过程中,我们应当不断学习和吸取国际先进经验,不断提高产品质量和技术水平,努力满足市场和用户的需求,为行业的可持续发展做出贡献。
深沟球轴承执行标准的制定和执行,不仅仅是产品质量的问题,更是一个国家和行业整体实力的体现。
只有不断提高标准意识,严格执行标准要求,才能赢得市场和用户的信任和支持,实现行业的长足发展和繁荣。
标准6203轴承尺寸
标准6203轴承尺寸标准6203轴承是一种常见的滚动轴承,广泛应用于各种机械设备中。
它具有标准的尺寸和规格,能够承受较大的径向和轴向载荷,因此备受工程师和制造商的青睐。
在本文中,我们将详细介绍标准6203轴承的尺寸参数,希望能够为相关领域的专业人士提供参考和帮助。
首先,让我们来看一下标准6203轴承的外形尺寸。
该轴承的外径为40mm,内径为17mm,整体厚度为12mm。
这些尺寸是其标准规格的重要组成部分,也是设计和安装时需要特别关注的地方。
外形尺寸的准确性对于轴承的安装和运行至关重要,因此在生产和加工过程中需要严格控制。
其次,我们来看一下标准6203轴承的额定载荷和额定转速。
根据相关标准,该轴承的基本动载荷为9.55kN,基本静载荷为4.8kN。
此外,标准6203轴承的额定转速为18000转/分钟。
这些参数是在设计和选型时需要考虑的重要因素,能够直接影响到轴承的使用寿命和运行性能。
除此之外,标准6203轴承的密封和润滑也是非常重要的。
通常情况下,该轴承采用金属盖或橡胶密封来防止灰尘和杂质的进入,从而延长轴承的使用寿命。
在润滑方面,常见的方式包括脂润滑和油润滑,具体选择取决于轴承的工作环境和要求。
最后,让我们来谈一谈标准6203轴承的安装和维护。
在安装过程中,需要保证轴承和轴承座的清洁,并采用专用的安装工具,以免在安装过程中对轴承造成损坏。
在日常维护中,需要定期检查轴承的运行状态和润滑情况,及时发现并解决问题,以确保轴承的正常运行。
总的来说,标准6203轴承作为一种常见的滚动轴承,具有标准的尺寸和规格,能够承受较大的径向和轴向载荷。
在使用时,需要特别关注其外形尺寸、额定载荷和转速、密封和润滑、安装和维护等方面的问题。
只有全面了解和掌握这些关键信息,才能够更好地应用和运用标准6203轴承,为各种机械设备的正常运行提供保障。
6203深沟球轴承生产控制标准汇编

控制计划中重要特性用符号“Z”表示。
零件/ 过程名称/操作 过程 编号 编号
特性 生产设备/工 装模具 序号 产品 过程 特殊特 性分类 产品/过程规范/公 差
派工单 详见热处理作业指导 书 Q/ZD 01 3095
方法 样本 评价/测量技术 容量
对比确认 1份
过程控制方法 频率
每批
反应计划 探测
盘点 退货,并重新按要求领料-领料 人、仓管员 按操作说明重新布料-作业员
济南泽凯轴承有限公司
第 1 页,共 14 页
零件号:6303-2RS 编制日期: 修订日期:2013-07-13 版次: A/2 顾客工程批准/日期(如被要求时): / / /
控制计划
样件 控制计划编号: 零件编号/工程更改水平: 小组成员: 零件名称/说明: 保持架/进货检验 组织/工厂:宁波丰硕轴承有限公司 零件/ 过程名称/操作 过程 编号 编号 特性 生产设备/工 装模具 序号 产品 过程 特殊特 性分类 产品/过程规范/公 差 评价/测量技术 容量 频率 预防 探测 组织/工厂批准日期: 顾客质量批准/日期(如被要求时): 其他批准/日期(如被要求时): 方法 样本 过程控制方法 反应计划 CP001 试生产 √ 生产 主要的连络人/电话:
首件确认 发现不合格品后应立即停机调 操作工自检、检验员 整,并将不合格批隔离后按不合 巡检和抽检/检验记 格品控制程序执行-操作工、检 录 验员
4 05-120 滚研外径 5 6
外观
无黑皮、裂纹、烧伤 、振文、划伤、磕碰 伤
目测
圆度3~16波 圆度2~500波
≤0.25um ≤0.55um Y9025C 需要时检测(操作工)5 件/4小时(巡检)10件/批 (抽检)
6203轴承标准

6203轴承标准
6203轴承尺寸是:内径17mm,外径40mm,厚度12mm。
6203轴承属于深沟球轴承系列,内圈肩部直径:24.5mm,外圈肩部凹槽直径:34.98mm,外圈倒角尺寸(min):0.6mm。
6203轴承广泛应用于:脚踏焊机、工艺试验机、干燥设备、行车、自动喷砂机、口服液制药设备、其它未分类、点胶设备、玻璃打孔机、水泥机械、磨床、烫平机、压合机、燃烧器配件、对焊焊机、横切机、化工设备配件、静电喷涂机、压力试验机、带锯床等领域。
轴承在周期负荷的作用下,接触外表很轻易发作疲惫破坏,即涌现龟裂剥落,这是轴承的重要破坏情势。
因而,为了进步轴承的运用寿命,轴承钢必需具备很高的接触疲惫强度。
深沟球轴承与浅沟球轴承的区别
1、结构设计
深沟球轴承的结构设计比较特殊,它的内外圈之间的球道是球形的,而且球的直径比较小。
这种设计使得深沟球轴承能够承受较大的径向负荷和一定的轴向负荷。
而浅沟球轴承的结构设计相对简单,它的内外圈之间的球道是圆弧形的,球的直径比深沟球轴承要大一些。
2、适用范围
深沟球轴承适用于高速旋转和高负荷的场合,比如汽车发动机、电机等。
而浅沟球轴承适用于低速旋转和中小负荷的场合,比如家用电器、自行车等。
3、安装方式
深沟球轴承和浅沟球轴承在安装方式上也有所不同。
深沟球轴承通常采用内装式安装,即将轴承装在轴上,再将轴承和轴一起装入外壳中。
而浅沟球轴承通常采用外装式安装,即将轴承装在外壳中,再将轴放入轴承内。
GB2766203轴承外径国标

GB2766203轴承外径国标
GB2766203轴承是一种具有重要意义和广泛应用的轴承,也是国家标准GB2766203中规
定的轴承。
该轴承规定的外径范围为20mm-140mm。
该规格的轴承的外径取决于不同的
应用场合,以满足用户的不同需求和应用场合。
GB2766203轴承外径规格有20*47*14mm、25*52*15mm、30*52*17mm、35*62*17mm、40*68*17mm、45*75*19mm、50*80*20mm、55*85*20mm、60*90*23mm、
65*100*25mm、70*110*25mm、75*115*25mm、80*120*28mm、85*130*30mm、
90*135*30mm、95*140*32mm、100*145*32mm、110*150*38mm等多种规格。
从机械角度来讲,轴承外径越大,其承受力越强,能够传递更大的负荷。
但是,在使用
GB2766203轴承时,需要谨慎选择合适规格的轴承,避免过大或过小。
虽然有各种尺寸的GB2766203轴承,但总的来说,综合考虑安装空间和传动力等因素,
应根据实际需要选择适合的外径,并遵守相关规定,以达到良好的运行效果。
总而言之,使用GB2766203轴承时,用户应认真选择合适的外径规格,避免选择过大或
过小的轴承,避免与任何不符合机械性能规格的产品,以保证良好的使用效果。
深沟球轴承技术条件-20121204
10 8 6 10 10 10 6 9 10 20
30 50 0 -9
11 9 7 13 13 13 7 10 10 20
50 80 0 -11
14 11 8 16 16 16 8 13 11 20
80 120 0 -13 P6
120 150 0 -15
16 16 10 20 20 20 19 19 11 25 25 25
11 35 6 45 14 40 6 50
150 180 0 -25
31 31 19 36 33 38 19 45 5 60
180 250 0 -30
38 38 23 44 41 -- 23 50 4 70
250 315 0 -35
44 44 26 49 46 -- 26 60 3 80
18 30 0 -8
120 180 0 -25
31 31 19 19 30 22 36 0 -250 30
10 18 0 -7
97 5
5 7 7 10 0 -120 20
18 30 0 -8 30 50 0 -10 P6 50 80 0 -12 80 120 0 -15 120 180 0 -18 10 18 0 -5 18 30 0 -6 P5 30 50 0 -8 50 80 0 -9 80 120 0 -10
三、产品标志和包装防护要求
1、轴承标志 1.1 除非得到我方授权,供方提供产品不得打字。我公司产品要求两等分打字, 分别打型号和品牌,授权情况下,开式轴承在外圈端面打印;闭式轴承标志 打印在防尘盖或密封圈上;公差等级代号在型号后面按规定标志。开式轴承 要求电腐蚀字头打字。 1.2 闭型轴承的代号中,密封圈代号或防尘盖代号应简略标识。例如-2Z 简略 为-Z;-2RS 简略为-RS。我方有专门要求的不适用。 1.3 产品标志字体、字号按我方图纸和专门的技术文件执行。 无论是开式还是闭式轴承,在批量生产前,其打字效果需得到我方确认。 1.4 我方对于打印标志有特殊要求的,按双方共同协商的规定。 1.5 标志内容和位置应正确;字迹应端正、清晰;线条应粗细均匀。 1.6 中心圆直径、圆周间距等不得有目测可见的偏移,字体不得歪斜。 2、成品轴承油封防锈包装 2.1 成品轴承包装前必须清洗、甩干后涂防锈油。 2.2 油封包装的成品轴承在正确储运的条件下,自出厂之日起防锈期为一年, 对 P5 及以上级别的轴承防锈期为二年。 2.3 成品轴承包装:内包装要求采用聚乙烯塑料桶或我方认可的方式,外包装 采用中性包装纸箱,批量发运时要求采用木托盘捆扎。塑料筒应按我方样品 格式制作。每箱重量原则上不超过 25 公斤。 3、产品发运
小型深沟球轴承技术条件

3技术要求3.1 轴承套圈及滚动体用GCr15轴承钢制造。
如顾客有特殊要求时,可采用其他材料制造。
3.2 用GCr15钢制造的轴承套圈,其硬度值应为60-65HRC(套圈有效壁厚到12mm);钢球的硬度应为61-66HRC;同一零件硬度的均匀性应在1HRC以内。
3.3 轴承套圈马氏体淬回火后显微组织应由隐晶、细小结晶马氏体、均匀分布的细小残留碳化物、少量残留奥氏体以及少量的屈氏体组成,淬回火后显微组织要求应符合JB/T1255规定。
3.4 轴承零件不允许有裂纹、锐边、毛刺和锈蚀;沟道工作区不允许有上道工序加工痕迹;配合表面不允许有磕碰伤和明显色泽差异。
3.5 P4级及以上的轴承套圈零件,须经尺寸稳定处理。
零件表面不允许有氧化皮。
3.6 轴承套圈零件经酸洗后,工作表面不应有烧伤,配合表面不应有未经酸洗可见的烧伤痕迹。
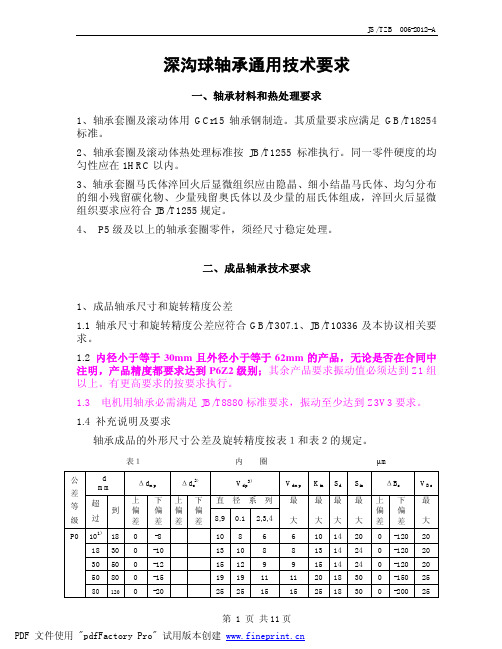
3.7 轴承公差轴承成品的外形尺寸公差及旋转精度按表1和表2的规定。
表1内圈µm注:1)包括10在内2)仅适用于直径系列0,2,3,43)直径系列7无规定值表2 外圈μm注:1)仅适用于直径系列0,2,3及42)适用于(P0,P6级公差)内外止动环安装前或拆卸后3)表列直径系列数字以外的均无规定值4)表列空格均无规定值3.8 配套用钢球的公差等级3.8.1 配套用的钢球公差等级不应低于表3的规定。
3.8.2 对振动值有要求的轴承,配套钢球应符合相应加速度振动级的钢球要求。
表3 轴承公差等级与选用的钢球等级3.9 轴承的径向游隙3.9.1 轴承的无负荷径向游隙,见表4。
表4 无负荷径向游隙μm3.9.2 有负荷测量的径向游隙值,是本厂装配工序和成品检验的内控标准,按表5规定。
表5 有负荷径向游隙μm3.9.3 同一轴承的径向游隙最大值与最小值之差应符合表6的规定。
表6 各等级间单个轴承径向游隙的最大差值3.10 振动值3.10.1 轴承内孔直径10~50毫米,直径系列0,2,3的深沟球轴承其振动加速度级值不应超过表7的规定,直径系列8,9深沟球轴承的振动加速度级值不应超过表8的规定。
深沟球轴承公差标准

.;..深沟球轴承公差标准深沟球轴承公差内径带的位置和大小与一般基准孔不同,(G与E)或(0与6)滚动轴承的内径是有特殊公差带位置的基准孔,各精度等级轴承内径的公差带从零线起向下布置,上偏差为零,下偏差为负值。
深沟球轴承公差外径带位置与基轴制类似,从零线起向下布置。
1、当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。
2、轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。
3、选用与滚动轴承的精度有关:①与G(0)级轴承配合的轴,其公差等级一般为IT6,外壳孔为②与E(6)、D(5)级轴承配合,轴一般为IT5,外壳孔为IT6。
要看具体使用条件,如果对轴是旋转负荷,转速较高,负荷较大,则要求紧一些;如是静止负荷,则可松些;也要看安装方式,如果内外圈同时安装,为装配方便计,也应松些;一般情况下,轴一般标0~+0。
005 如果是不常拆的话,就是+0。
005~+0。
01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。
我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。
005~0的间隙配合,最大也不要超过0。
01的间隙配合轴承一般是轴承与孔过渡或间隙,特殊用途用过盈,如果选择过盈的话轴承孔选N7,P7,轴分别选N6,P6,孔的公差提高一等级。
楼上的K7是过渡配合,也可以选的,在一般如果要求精度不高的情况下,可以使用轴承与孔过渡配合。
6203标准游隙多大

6203标准游隙多大6203标准是指轴承的尺寸系列和规格。
在轴承的设计和选择中,了解6203标准游隙的大小是非常重要的。
游隙是指轴承内外圈之间的间隙,它对轴承的转动精度、承载能力和使用寿命都有着重要影响。
那么,6203标准游隙到底有多大呢?6203标准游隙主要有C0、C2、C3、C4和C5等几种。
C0游隙是标准的游隙,适用于一般的工况。
C2游隙比C0小,适用于高速旋转和精密设备。
C3游隙比C0大,适用于高温和高速工况。
C4游隙比C3大,适用于高温和冲击负荷工况。
C5游隙比C4大,适用于特殊工况,如振动较大或温度较高的情况。
不同的游隙适用于不同的工况,选择合适的游隙对于轴承的使用寿命和性能至关重要。
在实际应用中,选择6203标准游隙的大小需要根据具体的工况来确定。
一般来说,对于一般的工况,可以选择C0游隙的轴承。
如果是高速旋转或精密设备,可以选择C2游隙的轴承。
而对于高温、高速或冲击负荷工况,则需要选择相应的C3或C4游隙的轴承。
在特殊工况下,需要根据实际情况来选择合适的游隙,以确保轴承能够正常工作并具有较长的使用寿命。
除了游隙的选择外,安装和使用过程中也需要注意一些问题。
在安装轴承时,需要保证轴承和座孔的配合间隙符合要求,以免因间隙过大或过小导致轴承损坏。
在使用过程中,需要定期检查轴承的运转情况,及时发现并处理异常情况,以确保轴承的正常工作。
总之,6203标准游隙的大小需要根据具体的工况来选择,不同的游隙适用于不同的工况。
正确选择和使用轴承游隙,可以提高轴承的使用寿命和性能,减少故障率,提高设备的可靠性和稳定性。
因此,在选择和使用轴承时,务必要重视6203标准游隙的大小,以确保设备的正常运转和长期稳定工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第 2 页,共 14 页
特性 零件/ 过程名称/操作 生产设备/工装 过程编 编号 模具 号 序号 产品 过程 特殊特 性分类 产品/过程规范/公 差
10~55℃ — 8~10 10.1±2.5 HZ Z 60~65HRC 洛氏硬度计 热处理/回火 热处理电阻炉 RCM-120-9 15 16 17 硬度差 温度 网带速度 Z Z Z ≤0.8 175℃±10 15.9±2.5 HZ 温控仪
热处理电阻炉 RCM-120-9
详见热处理作业指导书 Q/ZD 01 3095 3件/小时(操作工)按过程检 验规范抽检(检验员)
操作工自检/检验记录 发现不合格品后将不合格批隔离 、检验员抽检/检验记 并上报-检验员 录
1次/批 数显仪 20件/次(操作工) 按GB/T 2828-2003"一般检查水平" Ⅰ类抽检AQL1.0(检验员) 详见抛光作业指导书 Q/ZD 01 3117
样本 评价/测量技术 容量 频率 预防
过程控制方法 探测
反应计划
产品
宽度 平行差
MZ7650 双端面磨床
05-100
磨平面
05-100
磨平面
3
外观 送料速度
无可碰伤、划卡伤、 烧伤 2.5~6.3m/min
2件/5分钟(操作工)20件/2 小时(巡检)按过程检验规 范抽检 目测
首件确认
发现不合格品后应立即停机调 操作工自检,检验员 整,并将不合格批隔离后按不合 巡检和抽检/检验记录 格品控制程序执行-操作工、检验 员
数量 标识 型号、数量
生产跟单 生产跟单 派工单 ≤0.5mT
清点数量 目测 对比确认 残磁仪
1份 1份 1份 10件 1次
每批 每批 每批 每批 每月
台帐、盘点 标识管理制度 派工单 退磁作业指导书Q/ZD 01 3098 详见作业指导书Q/ZD 01 3017 6S检查 盘点 检验员抽检
由操作工重新盘点确认-仓管员、 操作工 由检验员重新检验确认-仓管员、 检验员 退货,并重新按要求领料-领料人 、仓管员 重新退磁-操作工、检验员 重新清洗-操作工、检验员
4 05-120 滚研外径 5 6 7
外观
无黑皮、裂纹、烧伤 、振文、划伤、磕碰 伤
目测
圆度3~16波 圆度2~500波 波纹度3~16波
≤0.25um ≤0.55um ≤0.04um Y9025C 需要时检测(操作工)5件 /4小时(巡检)10件/批(抽检)
详见作业指导书Q/GY 6303/01 3003
试生产 CP001
√
生产 主要的连络人/电话: 编制日期: 修订日期:2013-07-13
零件号:6303-2RS 版次: A/2 顾客工程批准/日期(如被要求时): 顾客质量批准/日期(如被要求时): 组织/工厂批准日期: 其他批准/日期(如被要求时): 方法 / / /
序号
产品
过程
特殊特 性分类
详见作业指导书Q/GY 6303/01 3003
8
气动系统最大 压力 数量
0.6MPa
压力表
1次/班
目测
重新设定-操作工、检验员 由操作工重新盘点确认-仓管员、
1 05-130 入库 2
生产跟单
清点数量
1份
每批
台帐、盘点
操作工 第 4 页,共 14 页 6S检查
标识
生产跟单
目测
1份
每批
标识管理制度
对比确认 1份
过程控制方法 频率
每批
反应计划 探测
盘点 退货,并重新按要求领料-领料人 、仓管员 按操作说明重新布料-作业员
预防
派工单
05-70
领料
1
型号、数量
热处理/上料
1
数量
目测
1份
每批
目测
2
硬度
HRC63~66 洛式硬度计
3件/小时(操作工)按过程 检验规范抽检(检验员)
操作工自检/检验记录 、检验员抽检/检验记 录 发现不合格品后将不合格批隔离 并上报-检验员
变频器
1次/班
详见作业指导书Q/GY 6303/01 3001
目测
重新设定 -操作工、检验员 第 3 页,共 14 页
D051 1件/2串(操作工)20件/2 小时(巡检)按过程检验规 范抽检
首件确认 发现不合格品后应即停机调 操作工自检、检验员 整,并将不合格批隔离后按不合 巡检和抽检/检验记录 格品控制程序执行-操作工、检验 员
D913
5 05-110 粗、精磨外径 6 7 8
外观
目测
圆度3~16波 圆度2~500波 波纹度3~16波
Y9025C
需要时检测(操作工)5件 /4小时(巡检)10件/批(抽检) 详见作业指导书Q/GY 6303/01 3002
变频器 20~200r/min
1次/班
目测
重新设定-操作工、检验员
特性 零件/ 过程名称/操作 生产设备/工装 过程编 编号 模具 号 序号 产品 过程 特殊特 性分类 产品/过程规范/公 差
2 3
沟径
Ф41.240±0.01mm
沟道椭圆度
≤2um 沟道表面丝缕均匀, 无砂轮痕迹、划伤、 磕碰伤、断丝、白点
4
沟道外观
目测
控制计划中重要特性用符号“Z”表示。
特性 零件/ 过程名称/操作 生产设备/工装 过程编 编号 模具 号 序号 产品 过程 特殊特 性分类 产品/过程规范/公 差
≤0.50um ≤0.90um Y9025C 9 10 05-240 超精外沟 11 12 波纹度3~16波 波纹度17~100波 沟曲率 粗糙度Ra 工件转速(粗) 13 Z Z ≤0.08um ≤0.007um R4.67 +0.03 0 mm 轮廓仪 ≤0.05um 25~35HZ 显示屏
方法 样本 评价/测量技术 容量 频率 预防 探测 过程控制方法 反应计划
1 3MK147B 外沟 磨床
沟径尺寸
2件/10分钟(操作工)20件/2 小时(检验员)
首件确认 发现不合格品后应立即停机调 操作工自检、检验员 整,并将不合格批隔离后按不合 巡检/检验记录 格品控制程序执行-操作工、检验 员
特性 序号
1 2
方法 过程 特殊特 性分类 产品/过程规范/公 差
14 -0.02 -0.04 G903 ≤2.5um 2件/5分钟(操作工)20件/2 小时(巡检)按过程检验规 范抽检 首件确认 发现不合格品后应立即停机调 操作工自检,检验员 整,并将不合格批隔离后按不合 巡检和抽检/检验记录 格品控制程序执行-操作工、检验 员
方法 样本 评价/测量技术 容量 频率 预防 探测 过程控制方法 反应计划
7 8
圆度3~16波 圆度2~500波
需要时检测(操作工) 10件/4小时(检验员)
设备参数记录
重新设定-操作工、检验员
抛光机Q326C
1
外观
无毛刺、黑皮等
目测
操作工自检、检验员 抽检/检验记录 不合格品由操作工重新按工艺加 工-操作工、检验员 目测
05-90
抛光 2 时间 磨料与套圈比 例 15分钟 设定 — —
3
—
称重
—
—
控制计划中重要特性用符号“Z”表示。
零件/ 过程名称/操作 生产设备/工装 过程编 编号 模具 号
序号
产品
过程
特殊特 性分类
产品/过程规范/公 差
反应计划 评价/测量技术 容量 频率 预防 探测
发现不良品时首先应通知部门主 管,将该不良品单独隔离后再通 知品保部-操作工
05-190
磁粉探伤(委外检 测)
磁粉探伤机
1
裂纹
Z
无裂纹
目测
100%
每批
见作业指导书
检验记录
第 5 页,共 14 页
1 05-200 入库 2 05-210 05-220 05-230 领料 退磁 退磁机 轴承零件清洗机 OHL-1A 1 1 1 残磁
6
加热温度
Z
816~818℃±10
温控仪
1次/批
设备参数记录
重新设定-操作工、检验员
7 8 9 控制计划中重要特性用符号“Z”表示。
网带速度 油槽温度 油槽提升机速 度
Z
16.0±2.5 HZ 75~95℃ 10.1±2.5 HZ
数显仪 1次/批 温控仪 数显仪 设备参数记录 重新设定-操作工、检验员
3 4 05-80 热处理/淬火 热处理电阻炉 RCM-120-9 5
硬度差 金相组织
≤0.8HRC 1~4级 金相显微镜 1件/批 检验员抽检 详见热处理作业指导书 Q/ZD 01 3095 操作工自检、检验员 抽检/检验记录
变形量
椭圆度≤0.06mm
D051
10件/小时(操作工)按GB/T 2828-2003"一般检查水平" Ⅰ类抽检(检验员)
清洗
清洁度
含污量
清洁度试验
检验记录单
1 3MZ329G 外沟 超精机 05-240 超精外沟
超削量
9~12um D923 2件/10分钟(操作工) 20 件/2小时(检验员) 首件确认 发现不合格品后应立即停机调 操作工自检、检验员 整,并将不合格批隔离后按不合 巡检/检验记录 格品控制程序执行-操作工、检验 员
需要时检测(操作工)5件 /4小时(检验员) 详见作业指导书Q/GY 6303/01 3004 1次/班 目测 重新设定-操作工、检验员
每批 每批 每批
台帐、盘点 标识管理制度 派工单 6S检查 盘点
由操作工重新盘点确认-仓管员、 操作工 由检验员重新检验确认-仓管员、 检验员 退货,并重新按要求领料-领料人 、仓管员 —