日本托太尼—BH-600B、BH-60HV、BH-60HVLL、BH-70HVLL—三边封制袋机 操作规程
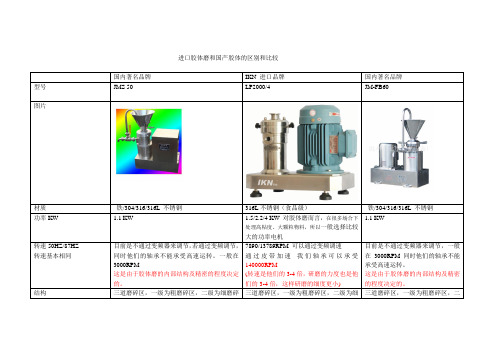
进口胶体磨和国产胶体的区别和比较
特殊德国PDFE轴封,可以运行10000小时,
可选择德国机械密封,
填料密封或骨架密封
可选择机械密封
电机
国内和ABB电机
进口ABB电机
国内和ABB电机
设计
分体设计
目前流行的分体设计
目前流行的分体设计和卧室设计
模块头
只有一种模块头
可以选择六种不同的模块头,实现多种功能,如三级乳化模块,超高速模块,CM胶体模块,CMO胶体模块,批次粉液液混合模块,连续粉液混合模块。
进口胶体磨和国产胶体的区别和比较
国内著名品牌
IKN进口品牌
国内著名品牌
型号
JMS 50
LP2000/4
JM-FB60
图片
材质
铁/304/316/316L不锈钢
316L不锈钢(食品级)
铁/304/316/316L不锈钢
功率KW
1.1 KW
1.5/2.2/4 KW对胶体磨而言,在很多场合下处理高粘度、大颗粒物料,所以一般选择比较大的功率电机
真空泵型号

【2SK系列两级水环式真空泵】型号意义:SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格旋片式真空泵价格【2XZ型直联旋片式真空泵】型号意义:旋片式真空泵价格SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格【2X型双级旋片式真空泵】型号意义:旋片式真空泵价格SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格【SK系列水环式真空泵】型号意义:SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格旋片式真空泵价格【SK型直联水环式真空泵】型号意义:SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格旋片式真空泵价格【SZB型水环式真空泵】型号意义:SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格旋片式真空泵价格【SZ型水环式真空泵】型号意义:SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格旋片式真空泵价格【XD型单级旋片式真空泵】型号意义:旋片式真空泵价格SK型分体式水环真空泵价格SK直联式水环真空泵价格SZ型水环式真空泵价格SHB循环水真空泵价格SZB水环式真空泵价格伽利略Galileo泵-欧洲品质。
Omega HPP-600 胸部手泵说明书

HPP-600Pneumatic Hand PumpVolume ControlThe HPP-600pump is equipped with two knobs for fine adjustment of the system pressure.The vent knob can be used to slowly reduce the system pressure.The vent knob should be closed prior to pressurizing the system by turning the knob away from the pump housing.The Vernier knob can be used to increase or decrease the system at a more controlled rate.For fast relieve of the pressure,move the pressure/vacuum pin to the opposite direction.Pressure/Vacuum SelectorThe pump can be used to generate pressure or vacuum depending on the position of the pin located in the pressure/vacuum switch.Press the pin on the side of the pump housing according to labels for the desiredoperation.For High Pressure OperationPrior to pressurizing, back out the Vernier knob until the ring on the Vernier shaft is showing. Pump to pressurize. Turn the Vernier knob towards the pump housing and the pressure should easily be able to reach 600 psi.NOTE:The pump uses a Schrader valve instead of a needle valve.Thus,full open or closed is several turns from the end of the travel.Over-tightening does not increase the seal.FittingsThe pump is equipped with 1/8" and 1/4" BSP ports. In order to use NPT fittings, a NPT to BSP Parallel Thread Adapter is required. These adapters, which are included with the pump, have a bonded washer attached to the male end of the adapter.MAINTENANCENo routine maintenance is required.A periodic check of system calibration is recommended.The Pump is not field serviceable and should be returned to Omega Engineering if repair is needed (field repair should not be attempted and may void warranty).Be sure to include a brief description of the problem plus any relevant application notes.Contact customer service to receive a return goods authorization number before shipping.FOR WARRANTY RETURNS, please have the following information available BEFORE contacting OMEGA:1.Purchase Order number under which the product was PURCHASED,2.Model and serial number of the product under warranty, and 3.Repair instructions and/or specific problems relative to the product.FOR NON-WARRANTY REPAIRS, consult OMEGA for current repair charges. Have the following information available BEFORE contacting OMEGA:1. Purchase Order number to cover the COST of the repair,2.Model and serial number of the product, and 3.Repair instructions and/or specific problems relative to the product.OMEGA’s policy is to make running changes, not model changes, whenever an improvement is possible. This affords our customers the lat-est in technology and engineering.OMEGA is a registered trademark of OMEGA ENGINEERING, INC.© Copyright 2008 OMEGA ENGINEERING, INC. All rights reserved. This document may not be copied, photocopied, reproduced, translated, or reduced to any electronic medium or machine-readable form, in whole or in part, without the prior written consent of OMEGA ENGINEERING, INC.WARRANTY/DISCLAIMER OMEGA ENGINEERING, INC. warrants this unit to be free of defects in materials and workmanship for a period of 13 months from date of purchase. OMEGA’s WARRANTY adds an additional one (1) month grace period to the normal one (1) year product warranty to cover handling and shipping time. This ensures that OMEGA’s customers receive maximum coverage on each product.If the unit malfunctions, it must be returned to the factory for evaluation. OMEGA’s Customer Service Department will issue an Authorized Return (AR) number immediately upon phone or written request. Upon examination by OMEGA, if the unit is found to be defective, it will be repaired or replaced at no charge. OMEGA’s WARRANTY does not apply to defects resulting from any action of the purchaser, including but not limited to mishandling, improper interfacing, operation outside of design limits, improper repair, or unauthorized modification. This WARRANTY is VOID if the unit shows evidence of having been tampered with or shows evidence of having been damaged as a result of excessive corrosion; or current, heat, moisture or vibration; improper specification;misapplication; misuse or other operating conditions outside of OMEGA’s control. Components in which wear is not warranted,include but are not limited to contact points, fuses, and triacs.OMEGA is pleased to offer suggestions on the use of its various products. However, OMEGA neither assumes responsibility for any omissions or errors nor assumes liability for any damages that result from the use of its products in accordance with information provided by OMEGA, either verbal or written. OMEGA warrants only that the parts manufactured by the company will be as specified and free of defects. OMEGA MAKES NO OTHER WARRANTIES OR REPRESENTATIONS OF ANY KIND WHATSOEVER, EXPRESSED OR IMPLIED, EXCEPT THAT OF TITLE, AND ALL IMPLIED WARRANTIES INCLUDING ANY WARRANTY OF MERCHANTABILITY AND FITNESS FOR A PARTICULAR PURPOSE ARE HEREBY DISCLAIMED. LIMITATION OF LIABILITY: The remedies of purchaser set forth herein are exclusive, and the total liability of OMEGA with respect to this order, whether based on contract, warranty,negligence, indemnification, strict liability or otherwise, shall not exceed the purchase price of the component upon which liability is based. In no event shall OMEGA be liable for consequential, incidental or special damages.CONDITIONS: Equipment sold by OMEGA is not intended to be used, nor shall it be used: (1) as a “Basic Component” under 10 CFR 21 (NRC), used in or with any nuclear installation or activity; or (2) in medical applications or used on humans. Should any Product(s)be used in or with any nuclear installation or activity, medical application, used on humans, or misused in any way, OMEGA assumes no responsibility as set forth in our basic WARRANTY/DISCLAIMER language, and, additionally, purchaser will indemnify OMEGA and hold OMEGA harmless from any liability or damage whatsoever arising out of the use of the Product(s) in such a manner.RETURN REQUESTS /INQUIRIES Direct all warranty and rep air requests/inquiries to the OMEGA Customer Service Department. BEFORE RETURNING ANY PRODUCT(S) TO OMEGA, PURCHASER MUST OBTAIN AN AUTHORIZED RETURN (AR) NUMBER FROM OMEGA’S CUSTOMER SERVICE DEPARTMENT (IN ORDER TO AVOID PROCESSING DELAYS). The assigned AR number should then be marked on the outside of the return package and on any correspondence.The purchaser is responsible for shipping charges, freight, insurance and proper packaging to prevent breakage in transit. regulations that apply. OMEGA is constantly pursuing certification of its products to the European New Approach Directives. OMEGA will add the CE mark to every appropriate device upon certification.The information contained in this document is believed to be correct, but OMEGA Engineering,Inc. accepts no liability for any errors it contains, and reserves the right to alter specifications without notice. WARNING: These products are not designed for use in, and should not be used for, human applications.。
商务标书投标文件

目录目录 (1)第一部分投标商务文件部分 (2)一、法定代表人身份证明书 (3)二、法定代表人授权委托书 (3)二、法定代表人授权委托书 (4)三、投标函 (5)四、报价汇总表 (6)五、费用报价书 (7)(一)、主要设备、材料清单报价表 (8)(二)、安装费清单报价表 (9)(三)、质保期内备品、备件一览表 (10)六、商务条款偏离表 (11)七、服务承诺书 (12)第一部分投标商务文件部分单位名称:单位性质:地址:成立时间:经营期限:姓名:性别: 年龄: 职务:系的法定代表人。
特此证明。
(附贴授权代表人身份证复印件)投标人: (盖章)日期:年月日本授权委托书声明:我系的法定代表人,现授权委托的为我单位本次项目的全权代表,以本单位的名义参加公司组织的招标活动。
全权代表在参加中央空调系统项目中所签署的一切文件和处理与之有关的一切事务,我均予以承认。
全权代表无转委托权,特此委托。
(附贴授权代表人身份证复印件)全权代表:(签字) 性别:年龄:单位:部门:职务:身份证号码:投标人:(盖章)法定代表人签字或印章:日期:年月日三、投标函致:有限公司经研究,我方决定参加中央空调系统项目的公开招标活动并提交投标文件。
为此,我方郑重声明以下诸点,并负法律责任:1、我方完全理解和接受招标文件的一切规定和要求,按规定提交投标文件:正本一份,副本三份,电子版本一份。
2、我方承诺贵方可根据工程需要进行选择和修正方案,并保证按贵方要求免费修改施工图设计,直至达到贵方要求。
3、如果我方的投标文件被接受,我方将履行招标文件中规定的每一项要求,并按我方投标文件的承诺,保证按期完成项目的实施。
4、我方理解,最低报价不是中标的唯一条件,你们有选择中标人的权利。
5、我方愿按《中华人民共和国合同法》履行自己的全部责任.6、我方同意按招标文件要求交纳投标保证金,遵守对本项目所做的有关规定。
7、我方投标文件的有效期为投标截止时间起90天。
日本托太尼—BH-600B、BH-60HV、BH-60HVLL、BH-70HVLL—三边封制..
1.目的为了让操作人员更好的了解和掌握规范的操作方法及具体的步骤,以正确的操作步骤使用设备,防止因操作不当导致安全事故、质量事故及设备损坏的现象发生,同时也为了公司内部的操作方法达到标准化、规范化,保证安全生产、产品质量稳定和优质、设备正常运转为目的,特制定本操作规程。
2.适用范围本操作规程适用于设备厂家日本托太尼BH-600B、BH-60HV、BH-60HVLL、BH-70HVLL型号的三边封制袋机的指导操作。
3.术语及定义无4.职责4.1.生产操作人员负责按照本操作规程的要求进行日常作业操作。
4.2.车间负责人员负责监督员工是否按操作规程要求进行实施。
5.工作程序目录5.1.安全规程……………………………………………………………………………………………P25.2.生产前的准备工作…………………………………………………………………………………P25.3.各环节具体操作方法………………………………………………………………………………P3~P45.4.理袋及装箱要求……………………………………………………………………………………P55.5.日常检查和保养……………………………………………………………………………………P5~P65.6.环境卫生……………………………………………………………………………………………P65.7.结束工作……………………………………………………………………………………………P65.8.制袋常见质量问题及处理方法……………………………………………………………………P6~P85.1.安全规程5.1.1.设备运转和安全5.1.1.1.发现异常要及时停机和检修,不得让设备带病运转;5.1.1.2.严禁携带易燃易爆物品进入车间,严禁在车间内有明火出现,如遭遇设备着火,立即切断设备电源,用灭火器抢救;5.1.2.人身安全5.1.2.1.员工上机前必须穿戴好劳保用品;5.1.2.2.女员工上机前不得将长发披下来;5.1.2.3.设备运转过程中,不得用手触摸运转部件,严禁戴手套触摸运转部件;5.1.2.4.烫条温度较高,严禁接触;5.1.2.5.更换烫条时,须等烫条温度降下后,方可操作;5.1.2.6.调整烫条压力时,需用工具进行操作;5.1.2.7.修理切刀或调整切刀时,注意安全;5.1.2.8.搬运原料及装料时,小心谨慎,轻拿轻放;5.1.2.9.调整烫条位置时,注意电源接头;5.1.2.10.用溶剂清洗导辊时,切不可将溶剂滴在烫条上;5.1.2.11.不得用溶剂擦洗送料胶辊;5.1.2.12.生产过程中,观察中封情况时,注意安全,防止手被送料胶辊压伤;5.1.2.13.注意观察冷却水管,防止冷却水流出;5.1.2.14.紫外线杀虫灯是高压装置,严禁接触杀虫灯;5.2.生产前准备工作5.2.1.对所生产品种的工艺作业单认真阅读,核对样品袋或样品稿(第一次生产的产品所需);5.2.2.根据生产的品种,领取该品种的半成品料,拉链夹底袋还要领取相应的辅料;5.2.3.按工艺单要求选用相应的制袋模具(烫条)和其他辅助装置(打孔器等),如有损坏不能使用的应通知设备动力部进行维修;5.2.4.准备好该品种的包装箱;5.2.5.准备好扎条或橡皮筋(对成品袋捆扎有特殊要求需用橡皮筋捆扎的)、包裹的空白膜、卷边料的纸管。
HEVVY PUMPS HT TWINS HS系列高效率潜水泥浆泵说明书

HT TWINS HS SERIESIn HEVVY PUMPS, we have created a product line that embodies both imagination and technological advancement. Over the course of our 40 year history as TOYO PUMPS, the company has progressively evolved. Our valued customers have helped to shape us, and from years of listening to their particular needs, dreams and continuous positive feedback - we created the HEVVY PUMPS product line to service these requirements. We don’t believe in relying on past merits alone.HEVVY pushes the limits of technology and design, to propel the future and challenge the industry to be more reliable, efficient and accountable to its customers and the environment. It is an exciting new future when “heritage” and “imagination” meet to benefit both worlds. With HEVVY and its new product lines, we are ready to make a real impact globally.HE VV Y PUMPSHISTORYWhere heritage meets imagination - the evolution of TOYO PUMPS.Make no mistake - the TOYO name has served us well. TOYO is a proven technology, despite being developed years ago. HEVVY is about embracing our proven technology and incorporating it into our new designs to bothimprove and create better products.We can truly partner with our customers and consider ourselves an extension of our customer’s operation.We are not trying to be everything to everybody and therefore do not have the unfocused range of product lines that most of our conglomerate competitors have. As a result we are able to move faster and adapt with technology.We realize that by gaining just five efficiency points, we can effectively save our customers thousands of dollars a year in electricity costs.We also realize that by not basing our business model on surviving off spare parts revenues, we can invest in designing pumps that actually last the test of time - thereby offering our customers a lower total cost of ownership.HE VV Y PUMPSADVANTAGEHEVVY PUMPS are designed in-house by our engineers and crafted inNorth America using our own local workforce and know-how. HEVVY is our name and it signifies we are no lightweight.HEVVY is a niche player in the solids handling market and knows the applications better than anyone else. This knowledge brings with it the following advantages:We have named ourselves HEVVY - perfectly summing up who we are &the industries we serve.Anti-Clog Run-Dry designBalanced radial forces for longer bearing & seal life Increased wall thickness to withstand abuse Balanced shaft loadingLarge internal passagesT op dischargeRobust agitatorHigh-Chrome wear componentsDouble mechanical seal with SiC facesHI slurry class 1Built in thermal protectionTML 10 > 100 000 Hours -the expected bearing life is designed for a minimum of 100 000 hoursExtra Thick Side Walls -in the discharge tubes for extended life of the pump from abrasion wearSemi-open Impeller Design -for non-clog, optimal performancewhile handling abrasive slurriesDouble Mechanical Seal - with SiC-SiC seal facesEpoxy Sealed Cable Entry -protects the pump against leakage Thermal Protection -the motor from overheatingOil Baffles -the mechanical sealfrom the pump eliminates solids from accumulating on the bottom of the sump, significantlyreducing maintenance costs and downtime due to solids building up and choking off the suction ofconventional pumpsTwin Volute Casing -results in a balanced radial load on the shaft, seal & bearings. This reduced load helps extend the life of the pump With the Twin-Volute design, the thrust force is balanced by opposing 180 degree discharge outlets . The result is less loading on the motor bearings and seal which will extend the life of the pump.Volute / Casing Semi-open Impeller - High ChromeDouble DischargeHT PUMPS are capable of pumping CLASS 1 slurriesHTFAMILY CURVE (60Hz)Robust Medium DutySlurry PumpsHT SUBMERSIBLE3 4 6 10 20 30 40 50 100 200m 3/SMINE READY HT– THE HT-MS SERIES OPTIONHT-MS Series pumps come standard with a shielded power cable equipped with a built-in diode for ground fault monitoring with available option to upgrade the pump casing to high chrome.EXTENDED RUN-DRY PUMPING UP TO 100 HPCLASS 3 SLURRIESA robust mechanical seal is an essential part of any successful slurry pumping formula which is why when we designed the HS pump we made sure we engineered the perfect seal to accompany it.HS Series seals are individually protected and in tandem configuration. This means each set of springs are protected from the slurry and provides equal and real back up in the event a lower seal is compromised.IT’S ALL IN THE SEALNext, we made some industry leading advancements in the seal chamber itself. We incorporated anti-vortex oil veins, which ensure the seal remains clean and lubricated without the internal eddies and vortexes created by oil lifters. Then, we boosted the pressure venting in the seal chamber to allow for greater submergence as well as less internal pressure on the seal itself.All this means you get the best bang for your buck while having the peace of mind thatwe invested our time in all the right places.T andem double mechanical sealsIndependent seals with independent springs Rubber encapsulated springs for slurry protection TC-TC seal faces Operating in oil bathAnti-vortex oil veins which reduces the internal eddies and vortexes created by oil lifters Moisture sensorPressure balanced seals for greater submergence: rated to 6 bar (200ft)Class H insulationBuilt-in thermal protectionExtended run-dryBearings are sealed &greased for life - L 10 100,000 HoursEpoxy sealed cable entryprotects the pumpagainst leakageVentedseal chamberTwo Wet End Optionsmade entirely inhigh chromeT andem sealswith independent seals that protects them from the slurryPressure balanced seals Seals rated for deep submergence (150 ft)Replaceable elbowHS SUBMERSIBLEEXTENDED RUN-DRY PUMPING UP TO 100 HPWET ENDDESIGNSThe E Wet End has a fully recessed vortex impeller that permits an unobstructed passage of large solids. Fibrous material can also be handled without difficulty due to the natural flow of the fluid through the pump casing and the fact that the flow is virtually isolated from the impeller (only 15% of pumped liquid is in contact with the impeller). This pump is ideally suited for low shear applications.The S Wet End is a fantastic semi-open, high efficiency, solids handling pump. This wet end is capable of handling Class 1, 2, & some Class 3 slurries. It boasts a special elliptical cut-water design which maximizes efficiencies and reduces wear.ESHS SUBMERSIBLEThe HS-E Wet End has a fullyrecessed vortex impeller that permitsan unobstructed passage.This design allows solids with the same diameter ofthe discharge to pass through without the dangerof clogging. It has some of the highest efficienciesavailable for a recessed impeller due to the uniqueaxial spiral casing.m3/HS/METERS E E T200 300 400 6001000 20003000 4000 600090858075706560555045403530252015105275250225200175150125100755025HS SUBMERSIBLEThe HS-S Wet End is a fantastic medium duty, high efficiency solids handling pump for Class 1, Class 2 and some Class 3 slurries.This semi-open wet end boasts a special elliptical cut-water design to improve efficiency and reduce wear. It also has curved back vanes to help displace solids from behind the impeller and an adjustablefront wear plate.METERSE T1601501401301201103010520480440400360320280240120 80 40m 3/H S /At HEVVY PUMPS we were born out of our passion for pumping solids. The majority of pumping companies began life as a water pumping company. Therefore, if they now offer a “slurry” pump, they’ve simply adapted one of their water pumps to do a slurry pumps’ job. This is not always the ideal solution (similar to asking a pick-up truck to do a dump truck’s job).To find the right solution for your application it is important to first understand what it is you are trying to pump. Slurries come in many shapes, sizes, weights, levels of abrasion or corrosion and consistency. For your convenience, the industry defines slurries by classes . We have included a very simplified chart (see below) to assist you in understanding what slurry class you might be dealing with. As always we are happy to help you choose the right solution for your application. Please give us a call if this is all as clear as well… slurry .HE VV Y SLURRYThe above chart is for use as a guide only. It assumes 2.65 Ss silica-based solids. Adjust rating to account for solids of different abrasivity using ASTM G75-95. The chart is based on the Hydraulic Institute’s Slurry Class guideline. For more information about the HI Slurry Classes please visit or call HEVVY PUMPS for assistance.SLURRY TYPES: SILT | SAND | TAILINGSS L U R R Y S P E C I F I C G R A V I T YAVERAGE d50 PARTICLE SIZE (MICRONS)50 500 500021.81.61.41.2110%CLASS 3CLASS 4Need something He vv ier?The HT and HS Pump Series are excellent submersible pump solutions for class 1 & 2 slurries up to 100HP.What if you need more? The Hevvy HNS Series is the world’s only modular submersible slurry pump with pressurized sealing technology, run dry capability, and even capable of passing a 5” rock. It is available up to 1000 HP and can handle Class 4 slurries. The HNS is available with four wet end choices and can pump up to 10,000 GPM.Give us your worstHEVVY PUMPS is proud to offer a complimentary pump audit of your four worst pumping applications, complete with a report.HE VV Y’s No Risk Trial ProgramBe confident that your HEVVY PUMP will work with our No R isk Trial Program . All we need is a little information about your application and a commitment from you - when our pump meets the expectations that we both agree on - that you will keep the pump.T o find out more please contact your local Regional Manager for details or email ***************************T oyo Pumps North America, Corp.Hevvy Pumps, Inc.1550 Brigantine Drive | Coquitlam, B.C. | Canada V3K 7C1。
凝汽器常用管材牌号特性和主要应用范围

凝汽器常用管材牌号特性和主要应用范围钢号与技术条件特性主要应用范围类似钢号H68A GB/T 8890-98H68A黄铜具有很好的塑性和较高的强度,切削加工性好,易于焊接。
由于黄铜中含有微量砷,故能有效地拟制黄铜的脱锌腐蚀。
在大气及淡水中有较高的耐蚀性,但在轻度污染的冷却水中会出现层状脱锌与溃蚀。
用于凝汽器管时,冷却水中允许的悬浮物和含砂量不超过100mg/L,在采用硫酸亚铁处理时,悬浮物的允许含量可提高到500mg/L~1000mg/L用于制造热交换器铜管,如低压加热器、凝汽器铜管,使用在溶解固形物<300mg/L、氯离子<50mg/L的冷却水中70/30Brass(CZ105)(英国)ЛМЩ-68-0.06(前苏联)HSn70-1 GB/T 8890-98HSn70-1A称为锡黄铜,具有良好的力学性能,在热态和冷态下加工性能好,切削性能尚可,易于焊接和钎焊。
在大气和淡水中有较高的耐腐蚀性,但在管子表面有沉积物或碳膜时易发生点蚀。
由于锡黄铜中含有微量砷,用于制造凝汽器管,使用在溶解固形物<1000mg/L、氯离子<150mg/L的冷却水中Admiraltybrass(CZ111)(英国)CuZn28Sn(SOMS71)(德国)ЛМЩ故有一定的抗脱锌能力,用于凝汽器管时,冷却水中允许的悬浮物和含砂量不超过300mg/L,在采用硫酸亚铁处理时,悬浮物含量可提高到500mg/L~1000mg/L -70-1-0.06(前苏联)BSTF(日本)CuZn29Sn1(法国)Alloy 433(美国)HAI77-2 GB/T 8890-98HAI77-2A称铝黄铜。
由于加入少量铍,使其具有高的强度、硬度和良好的塑性。
可在热态及冷态下进行压力加工。
又由于铝黄铜中含有微量砷和锑,故对海水及盐水有良好的耐蚀性。
HAI77-2A管耐砂蚀性能差,用于凝汽器管时,冷却水中允许的悬浮物和含砂量不超过50mg/L,在悬浮物及含砂量较高的海水或淡水中,会使冷却水入口处管端产生严重的冲刷和腐蚀,腐蚀表面呈金黄色,腐蚀坑呈马蹄形,并有方向性。
纳美电机产品简介说明书

SINGLE PHASE, 56C FRAME, TEFC1/3 HP—2 HP; 2 or 4-Pole High Starting TorquesCapacitor Start / Capacitor Run Design Rolled Steel Construction Removable FeetSINGLE PHASE, COMPRESSOR DUTY, ODP3 HP–5 HP; 2 or 4-Pole High Starting TorqueCapacitor Start / Capacitor Run Design Rolled Steel ConstructionTHREE -PHASE, 56C FRAME, TEFC1/3 HP—3 HP; 2 or 4-Pole High Starting Torque Rolled Steel Construction Removable FeetTHREE -PHASE, TEFC1 HP—10 HP;2 or 4-Pole High Starting Torque Rolled Steel ConstructionTHREE -PHASE, OPEN DRIP PROOF1 HP—20 HP;2 or 4-Pole High Starting Torque Rolled Steel ConstructionWASHDOWN DUTY MOTORS STAINLESS STEEL1/3 HP—20 HP; 2, 4 or 6-Pole C -Flange w/ Feet or Round Body Inverter Duty (20:1 VT; 10:1 CT)CLOSE COUPLED PUMP MOTORS1 HP—75 HP;2 or 4-Pole Totally Enclosed Fan Cooled Inverter Duty (20:1 VT; 10:1 CT)EXPLOSION PROOF MOTORS1—250 HP; 2, 4 or 6-PoleAll Motors Meet or Exceed UL 674 SpecificationAs Required By OSHA For Installation and Use In Hazardous LocationsTotally Enclosed Explosion Proof (TEXP) Inverter Rated (10:1 VT; 5:1 CT)OIL WELL PUMP MOTORS, TEFC2 HP—150 HP; 6 or 8-PoleNEMA Design D; High Slip (5%—8% Slip) Special Purpose Oil Well Pump Motors Inverter Duty (20:1 VT; 10:1 CT)OIL WELL PUMP MOTORS, ODP7.5 HP—100 HP; 6-PoleNEMA Design D; High Slip (5%—8% Slip) Special Purpose Oil Well Pump Motors Inverter Duty (20:1 VT; 10:1 CT)VERTICAL HOLLOW SHAFT PUMP MOTORS10 HP—500 HP; 4-PoleExtra High Thrust / Double Stacked Bearings AvailableInverter Rated (10:1 VT) or Inverter Duty (20:1 VT)ROTARY UNIT MOTOR FOR ROTARY PHASE CONVERTER3 HP—60 HP; 4-PoleFor Use with Rotary Phase Converters To Run Three Phase Equipment From Single Phase PowerTotally Enclosed Fan CooledSHAFT MOUNT REDUCERS & ACCESSORIES2—10 Box SizeGear Ratios: 15:1 or 25:1Screw Conveyor Adaptors Available Repair Kits Also AvailableCONTROLS:Safety/Disconnect Switches Across the Line Starters (ATL) Part Wind Starters (PWS) Soft StartersVFDs (Available in NEMA 3R, 4, 4X and 12)MOTOR SLIDE BASESAvailable 56—505U FrameSingle -Adjusting Screw Type (56—145T Frame) Double -Adjusting Screw Type (182T—505U Frame)GENERAL PURPOSEINVERTER DUTY MOTORS1 HP—300 HP; 2, 4, 6 or 8-Pole NEMA Design BTotally Enclosed Fan Cooled or Open Drip ProofInverter Duty (20:1 VT; 10:1 CT)ALUMINUM FRAMEINVERTER DUTY MOTORS1 HP—10 HP;2 or 4-Pole Totally Enclosed Fan Cooled Inverter Duty (20:1 VT; 10:1 CT)SINGLE PHASE, FARM DUTY, TEFC1/3 HP—10 HP; 2 or 4-Pole High Starting TorquesManual Overload Protection (1/3 HP—5 HP) Capacitor Start / Capacitor Run Design Rolled Steel ConstructionCRUSHER DUTY MOTORS1 HP—600 HP; 4, 6 or 8-Pole NEMA Design CTotally Enclosed Fan CooledInverter Duty (20:1 VT; 10:1 CT) (1 HP—300 HP) Inverter Rated (10:1 VT; 5:1 CT) (250 HP—600 HP)ROUND BODY MOTORS1 HP—30 HP; 4-Pole; 1800 RPM C -Flange without FeetTotally Enclosed Fan Cooled Inverter Duty (20:1 VT; 10:1 CT)SAFETY SWITCHES – HEAVY DUTY30 AMP—1200 AMP 480 VAC / 600 VAC3-Pole / 3-Wire / Non -Fused or Fused NEMA 3R EnclosureVFD–ECONOMY1 HP—800 HP Variable Torque ½ HP—600 HP Constant Torque Siemens Series DriveNon -Combo, Circuit Breaker or Fused NEMA 3R, 4, 4X or 12 EnclosureSOFT STARTERS–CRUSHER/ULTRA20 HP—800 HPSAF MS6 Series DevicesUltra Heavy Duty (500% FLA for 30 Seconds) Full Start -Rated ContactorCircuit Breaker w/ Through Door NEMA 3R or 4/12 EnclosureSOFT STARTERS15 HP—300 HPSiemens 3RW40 Series Device Normal Duty or Heavy Duty Non -Combo or Circuit Breaker NEMA 3R, 4X or 4/12 EnclosurePART WIND STARTERS10 HP—200 HPIEC Rated Contactors Circuit Breaker or Fused NEMA 3R EnclosureACROSS THE LINE START-ERSNEMA 1—NEMA 5NEMA Full Rated ContactorCircuit Breaker or Fused w/ FlangedVFD–STANDARD1 HP—800 HP Variable Torque ½ HP—600 HP Constant Torque Siemens Series Drive Circuit Breaker or FusedNEMA 3R, 4, 4X or 12 EnclosureVFD–POSITIVE DISPLACEMENT PUMP3 HP—600 HPSiemens Series Drive Constant TorqueCircuit Breaker w/ Flanged NEMA 3R EnclosureVFD–IRRIGATION1 HP—800 HPSiemens Series Drive24/7 Programmable & 0—10 Backspin Timer Variable TorqueCircuit Breaker or Fused NEMA 3R EnclosureVFD–SUBMERSIBLE½ HP—200 HPSiemens Series Drive24/7 Programmable & 0—10 Backspin Timer Variable TorqueCircuit Breaker or Fused NEMA 3R EnclosureVFD–WASHDOWN/STAINLESS1 HP—200 HP Variable Torque ½ HP—150 HP Constant Torque Siemens Series Drive Circuit Breaker or Fused NEMA 4X EnclosureVFD–BEAM PUMP1 HP—200 HPSiemens Series Drive ReGen Avoidance Design Constant TorqueCircuit Breaker w/ Flanged NEMA 3R EnclosureCUSTOM PANELSMotor Controls Panel Customization Made EasyNAE Motor Controls offers customers the ability to custom configure and order their control panel to meet their specific needs and have it shipped quickly. All NAE packaged panels are backed by our 2 year warranty and eligible for up to 6 years of protection with the “NO Hassle ” Chassis Exchange program.NO Hassel Bumper to Bumper Chassis Exchange ProgramOptional three (3) year Warranty with Lightning & Surge Protection including NAE ’s “No Hassel ” Chassis Exchange program.Scan or visit our website at to learn more.。
禧玛诺 SEIHAKOU 60 使用说明书
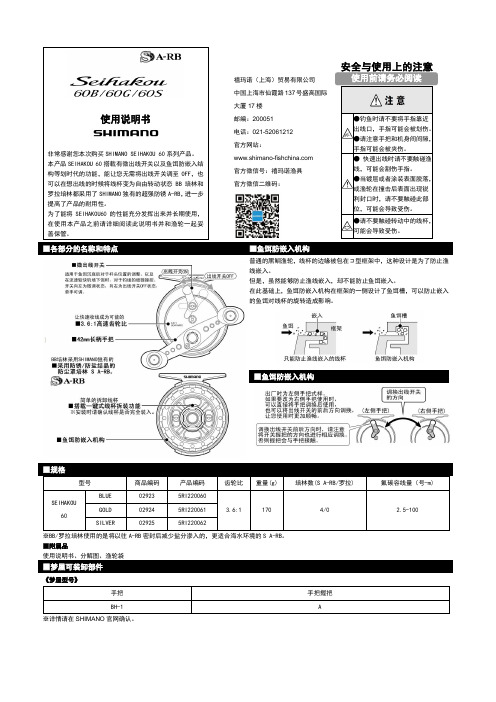
使用说明书非常感谢您本次购买SHIMANO SEIHAKOU 60系列产品。
本产品SEIHAKOU 60搭载有微出线开关以及鱼饵防嵌入结构等划时代的功能,能让您无需将出线开关调至OFF ,也可以在想出线的时候将线杯变为自由转动状态BB 培林和罗拉培林都采用了SHIMANO 独有的超强防锈A-RB ,进一步提高了产品的耐用性。
为了能将SEIHAKOU60的性能充分发挥出来并长期使用,在使用本产品之前请详细阅读此说明书并和渔轮一起妥善保管。
禧玛诺(上海)贸易有限公司中国上海市仙霞路137号盛高国际大厦17楼 邮编:200051电话:************官方网站: 官方微信号:禧玛诺渔具 官方微信二维码:事项●钓鱼时请不要将手指靠近出线口,手指可能会被划伤。
●请注意手把和机身间间隙,手指可能会被夹伤。
● 快速出线时请不要触碰渔线,可能会割伤手指。
●当镀层或者涂装表面脱落,或渔轮在撞击后表面出现锐利封口时,请不要触碰此部位,可能会导致受伤。
●请不要触碰转动中的线杯,可能会导致受伤。
■各部分的名称和特点■鱼饵防嵌入机构普通的黑鲷渔轮,线杯的边缘被包在コ型框架中,这种设计是为了防止渔线嵌入。
但是,虽然能够防止渔线嵌入,却不能防止鱼饵嵌入。
在此基础上,鱼饵防嵌入机构在框架的一侧设计了鱼饵槽,可以防止嵌入的鱼饵对线杯的旋转造成影响。
■鱼饵防嵌入机构■规格型号商品编码 产品编码 齿轮比重量(g)培林数(S A-RB/罗拉)氟碳容线量(号-m)SEIHAKOU60BLUE029235RI2200603.6:11704/02.5-100GOLD029245RI220061SILVER029255RI220062※BB/罗拉培林使用的是将以往A-RB 密封后减少盐分渗入的,更适合海水环境的S A-RB 。
■附属品使用说明书、分解图、渔轮袋■梦屋可装卸部件《梦屋型号》手把 手把握把BH-1A※详情请在SHIMANO 官网确认。
Sunnen Honing Guide

HONING GUIDEH e l p f u l T i p s F o r S o l v i n g B o r e S i z i n g & F i n i s h i n g P r o b l e msPRINTED IN U.S.A. 0410©COPYRIGHT SUNNEN ®PRODUCTS COMPANY 2004, ALL RIGHTS RESERVED X-SP-5061PSUNNEN PRODUCTS COMPANY7910 Manchester Ave., St. Louis, MO 63143 U.S.A.Phone: 314-781-2100 Fax: 314-781-2268U.S.A. Toll-Free Sales and Service –Automotive: 1-800-772-2878 • Industrial: 1-800-325-3670International Division Fax: 314-781-6128 e-mail:*****************GENERAL HONE CORP (A Sunnen Company)471 US 250 East, Ashland, OH 44805 U.S.A.Phone:419-289-3000 Fax: 419-281-0700U.S.A. Toll-Free Sales and Service: 1-800-837-1999SUNNEN PRODUCTS LIMITED No. 1 Centro, Maxted RoadHemel Hempstead, Herts HP2 7EF ENGLANDPhone:++ 44 1442 39 39 39 Fax: ++ 44 1442 39 12 12SUNNEN AG Fabrikstrasse 18586 Ennetaach-Erlen, SwitzerlandPhone:++ 41 71 649 33 33 Fax: ++ 41 71 649 34 34Sunnen®reserves the right to change or revise specifications and product design in connection with any feature of our products contained herein. Such changes do not entitle the buyer to corresponding changes,improvements, additions, or replacements for equipment, supplies or accessories previously sold. Information contained herein is considered to be accurate based on available information at the time of printing.Should any discrepancy of information arise,Sunnen recommends that user verify discrepancy with Sunnen before proceeding.SHANGHAI SUNNEN MECHANICAL CO., LTD.889 Kang Qiao East Road, PuDong Shanghai 201319, P.R. ChinaPhone:86 21 5 813 3322 Fax: 86 21 5 813 2299SUNNEN ITALIA S.R.L.Viale Stelvio 12/1520021 Ospiate di Bollate (MI) ItalyPhone:39 02 383 417 1 Fax: 39 02 383 417 50“SUNNEN AND THE SUNNEN LOGO ARE REGISTERED TRADEMARKS OF SUNNEN PRODUCTS COMPANY.”Standard Sunnen Tooling and Procedures will satisfy all ordinary honing requirements. If problems are encountered, they can usually be solved by following procedure suggested below. For detailed information on difficult or unusual honing problems contact your local Sunnen Field Engineer or Sunnen Customer Service Department in St. Louis, Missouri, USA.CONDITION TO BE CORRECTED STEP1STEP2STEP3STEP4STEP5STONE GLAZED*Sharpen A or J stone Increase cutting Increase stroking Use a softer stone Check oil to be STONE Stone surface looks with MAN-700pressure speed(one with a lower sure you are using NOT clean but cutting diamond dresser; use hardness number)Sunnen Industrial CUTTING grains are dulledLBN-700 dressing stick Honing Oil*on all other stones (Honing dial STONE LOADED*Clean stone with Increase stroking Use a softer stone Use a coarser grit Check oil to be needle moves Stone surface looks LBN-700 dressing pressure (one with a lower stone (one with a sure you are using too slowly)smeared and stickhardness number)lower grit number)Sunnen Industrial clogged with chipsHoning Oil*SLOW STOCK REMOVAL*Increase spindle speedIncrease cutting Check oil to be Use a softer stone Use a coarser grit (Honing dial needle moves too slowly)pressuresure you arc using (one with a Lower stone (one with a Sunnen Industrial hardness number)lower grit number)Honing Oil*POOR STONE LIFE* Decrease cutting Use faster spindle Use harder stone Use coarser grit stone Using Sunnen (Honing dial needle moves too fast)pressur e spe ed (higher hardness number) (lower g rit number) Industrial Honing Oil/Coolant*BELLMOUTH True stone and shoes Use softer stone If Bore is LONGERShorten STONE only If bellmouth persists with truing sleeve (OK with lower than 2/3 stone length:(or row of stones)shorten stones still If part is short or hardness number)slightly on both ends more but do not shorten unbalanced, shorten shoes any further stroke length If Bore is SHORTER Shorten STONES and CAUTION:than 2/3 stone length:SHOES equally to Overcorrection of1-1/2 times bore bellmouth will lead length to barrel conditionBARREL True stone and shoes Use finer grit stone Use longer stone or Use mandrel with CAUTION:with truing sleeve (one with higher grit shorten guide shoes longer stone and shoe Overcorrection ofnumber)on both ends barrel will leadto bellmouth conditionTAPER IN True stone and shoes Change stroke so tight Reverse work on If power stroking, make OPEN HOLE with truing sleeveend of bore is stroked mandrel more oftensure spindle and stroker over stone further are in alignment TAPER IN Shorten stone and True stone and shoes If hole has insufficient Provide sufficient Provide adequate oil BLIND HOLE shoes to about 3/4frequently with truing or no relief at bottom,relief at bottom of flow at bottom of hole shorten stone more sleeveuse hard tip stone holeto wash cutting out if taper persists OUT-OF-ROUNDMake sure honing Thoroughly true stone If thin wall part,If stone stops cutting If power stroking tool is recommended and shoes to exact decrease cutting at decreased pressure make sure spindle size for diameter to hole diameter pressure use stone with lower and stroker are in be honedhardness numberalignmentWAVINESS Use honing tool with sufficient stone length to bridge waviness (or Iands and ports in bore)RAINBOWUse L, BL, or multi-stone mandrel. Stone Use shorter stroke Use stone with lower length should be at least 1-1/2 times the length hardness number to length of bore for best bow correction (less overstroke)avoid part flexing FINISH TOO ROUGH*Decrease cutting Use finer grit stone Check oil to be sure Thoroughly true shoes For extremely fine pressure(one with higher grit you are using Sunnen to exact hole diameterfinishes in soft or number)Industrial Honing Oil*exotic material, use bronze mandrel or bronze shoes RANDOM SCRATCHESDecrease cutting Use finer grit stone Use softer stone If hard steel mandrel is Check oil to be pressure(one with higher grit (one with lower being used, change to sure you are using number)hardness number)soft steel mandrel. If Sunnen Industrial soft steel mandrel or Honing Oil*shoes are being used,change to bronze mandrel or shoes*Many honing problems, such as poor cutting action, poor stone life, and rough finish are caused by wrong honing oil, insufficient honing oil, dirty honing oil, or contaminated honing oil. Use only clean, full-strength Sunnen Industrial Honing Oil. Make sure that honing oil is neither diluted or "cut" with other oils. Keep solvents and cleaning fluids away from honing machine.{{FOR FAST STOCK REMOVAL IN DE-BURRED, BORED, REAMED OR GROUND HOLESFOR FINE FINISHING SOFT STEELHARDENED STEELIN PREVIOUSLHONED HOLES DIAMETER HONING FOR INCLUDIES: CAST STEELS HARD SOFT STEEL,SPINDLE OF BOREUNITDE-BURRING & STAINLESS STEELS FOR OCCASIONALFOR SOFT CAST IRON,CARBIDE GLASSS STEEL,BRONZE,CARBIDE,GLASSSPEED IN ROUGH (USE BRONZE MANDREL WORKPRODUCTION BRASSBRONZE &SOFT ALUMINUM CERAMICRPM HOLESOR SHOES IN WORK RUNS&CERAMIC * * *BRASSCAST IRON(MAX)STAINLESS STEEL)ALUMINUM * * *ALL FOR FOR TRY THIS IF FIRSTCHOICE MATERIALS OCCASIONALPRODUCTION STONE DOES NOT CUT,* *!!mm INCHES WORK WORK FIRST USE THIS STONE1,52- 2,03(0.060-0.080)D2D6-A67D6-A67D6-NM69D6-A65D6-A63D6-NM69D6-J63D6-J67D6-DM57D6-DM57D6-J93D6-J95D6-DR07D6-DR0730002,03- 2,54(0.080-0.100)D2D8-A67D8-A67D8-NM69D8-A65D8-A63D8-NM69D8-J63D8-J67D8-DM57D8-DM57D8-J93D8-J95D8-DR07D8-DR0730002,54- 3,05(0.100-0.120)K3K3-A611K3-A67K3-NM69K3-A65K3-A63K3-NM69K3-J63K3-J67K3-DM57K3-DM57K3-J93K3-J95K3-DMO7K3-DMO73000BU L3-A611L3-A67L3-NM69L3-A65L3-A63L3-NM69L3-J63L3-J67L3-DM57L3-DM57L3-J93L3-J95L3-DMO7L3-DMO73,05- 3,81(0.120-0.150)K4K4-A611K4-A67K4-NM69K4-A65K4-A63K4-NM69K4-J63K4-J67K4-DM57K4-DM57K4-J93K4-J95K4-DMO7K4-DMO73000BL4L4-A611L4-A67L4-NM69L4-A65L4-A63L4-NM69L4-J63L4-J67L4-DM57L4-DM57L4-J93L4-J95L4-DMO7L4-DMO73,81- 4,70(0.150-0.185)K5K5-A611K5-A67K5-NM69K5-A65K5-A63K5-NM69K5-J63K5-J57K5-DM57K5-DM57K5-J93K5-J95K5-DMO7K5-DMO73000BL5L5-A611L5-A67L5-NM69L5-A65L5-A63L5-NM69L5-J63L5-J57L5-DM57L5-DM57L5-J93L5-J95L5-DMO7L5-DMO74,70- 6,22(0.185-0.245)K6, JK6K6-A415K6-A57K6-NM69K6-A55K6-A63K6-NM69K6-J63K6-J57K6-DM57K6-DM57K6-J93K6-J95K6-DMO7K6-DMO73000L6, BL6L6-A413L6-A57L6-NM69L6-A55L6-A63L6-NM69L6-J63L6-J57L6-DM57L6-DM57L6-J93L6-J95L6-DMO7L6-DMO7K8, JK8K8-A413K8-A57K8-NM55K8-A55K8-A63K8-NM55K8-J63K8-J57K8-DM55K8-DM55K8-J93K8-J95K8-DMO5K8-DM056,22- 7,82(0.245-0.308)L8, BLS L8-A413L8-A57L8-NM55L8-A55L8-A63L8-NM55L8-J63L8-J57L8-DM55L8-DM55L8-J93L8-J95L8-DM05L8-DMO53000Y8Y8-A49Y8-A57'Y8-A55Y8-A63*Y8-J63Y8-J57****Y8-J93Y8-J95****K10, JK10K10-A413K10-A57K10-NM55K10-A55K10-A63K10-NM55K10-J63K10-J57K10-DM55K10-DM55K10-J93K10-J95K10-DM05K10-DMO57,82- 9,40(0.308-0.370)L10, BL10L10-A413L10-A57L10-NM55L10-A55L10-A63L10-NM55L10-J63L10-J57L10-DM55L10-DM55L10-J93L10-J95L10-DM05L10-DMO52000Y10Y10-A49Y10-A57*Y10-A55Y10-A63*Y10-J63Y10-J57****Y10-J93Y10-J95****K12, JK12K12-A413K12-A57K12-NM55K12-A55K12-A63K12-NM55K12-J63K12-J57K12-DM55K12-DM55K12-J93K12-J95K12-DM05K12-DMO516009,40- 12,57(0.370-0.495)L12, BL12L12-A413L12-A57L12-NM55L12-A55L12-A63L12-NM55L12-J63L12-J57L12-DM55L12-DM55L12-J93L12-J95L12-DMO5L12-DMO5to Y12Y12-A49Y12-A57*Y12-A55Y12-A63*Y12-J63Y12-J57****Y12-J93Y12-J95****2000K16, JK16K16-A413K16-A57K16-NM55K16-A55K16-A63K16-NM55K16-J63K16-J57K16-DM55K16-DM55K16-J93K16-J95K16-DMO5K16-DMO512,57- 15,72(0.495-0.619)L16, BL16L16-A413L16-A57L16-NM55L16-A55L16-A63L16-NM55L16-J63L16-J57L16-DM55L16-DM55L16-J93L16-J95L16-DMO5L16-DMO51270Y16Y16-A49Y16-A57"Y16-A55Y16-A63*Y16-J63Y16-J57**Y16-J93Y16-J95K20, JK20K20-A413K20-A57K20-NM55K20-A55K20-A63K20-NM55K20-J63K20-J57K20-DM55K20-DM55K20-J93K20-J95K20-DMO5K20-DMO515,72- 18,90(0.619-0.744)L20, BL20L20-A413L20-A57L20-NM55L20-A55L20-A63L20-NM55L20-J63L20-J57L20-DM55L20-DM55L20-J93L20-J95L20-DMO5L20-DMO51000P20P20-A413P20-A57P20-NM55P20-A55P20-A63P20-NM55P20-J63P20-J57P20-DM55P20-DM55P20-J93P20-J95P20-DMO5P20-DMO5Y20Y20-A411Y20-A57Y20-A55Y20-A63*Y20-J63Y20-J57""**Y20-J93Y20-J95AK20, JAK20K20-A413K20-A57K20-NM55K20-A55K20-A63K20-NM55K20-J63K20-J57K20-DM55K20-DM55K20-J93K20-J95K20-DMO518,90- 25,40(0.744-1.00)AL20, BAL20L20-A413L20-A57L20-NM55L20-A55L20-A63L20-NM55L20-J63L20-J57L20-DM55L20-DM55L20-J93L20-J95L20-OM05800P20P20-A413P20-A57P20-NM55P20-A55P20-A63P20-NM55P20-J63P20-J57P20-DM55P20-DM55P20-J93P20-J95P20-DMO5AAY20N20Y20-A411Y20-A57*Y20-A55Y20-A63*Y20-J63Y20-J57****Y20-J93Y20-J95**AK20, JAK20K20-A413K20-A57K20-NM55K20-A55K20-A63K20-NM55K20-J63K20-J57K20-DM55K20-DM55K20-J93K20-J95K20-DM05K20-DMO525,40- 26,19(1.000-1.031)AL20, BAL20L20-A413L20-A57L20-NM55L20-A55L20-A63L20-NM55L20-J63L20-J57L20-DM55L20-DM55L20-J93L20-J95L20-DMO5L20-DMO5640P28P28-A413P28-A57P28-NM55P28-A55P28-A63P28-NM55P28-J63P28-J57P28-DM55P28-DM55P20-J93P20-J95P20-DMO5P20-DMO5R28R28-A413R28-A57R28-NM55R28-A55R28-A63R28-NM55R28-J63R28-J57R28-DM55R28-DM55Y20-J93Y20-J95..AK20K20-A413K20-A57K20-NM55K20-A55K20-A63K20-NM55K20-J63K20-J57K20-DM55K20-DM55K20-J93K20-J95K20-DMO5K20-DMO526,19- 31,75(1.031-1.250)P28P28-A413P28-A57P28-NM55P28-A55P28-A63P28-NM55P28-J63P28-J57P28-DM55P28-DM55L20-J93L20-J95L20-DMO5L20-DMO5640R28R28-A413R28-A57R28-NM55R28-A55R28-A63R28-NM55R28-J63R28-J57R28-DM55R28-DM55P28-J93P28-J95P28-DMO5P28-DMO531,75- 92,08(1.250-3.625)P28P28-A413P28-A57P28-NM55P28-A55P28-A63P28-NM55P28-J63P28-J57P28-DM55P28-DM55P28-J93P8-J95P28-DMO5P28-DMO5640 to R28R28-A413R28-A57R28-NM55R28-A55R28-A63R28-NM55R28-J63R28-J57R28-DM55R28-DM55R28-J93R8-J95R28-DMO5R28-DMO550092,08-152,40(3.625-6.000)P28P28-A413P28-A57P28-NM55P28-A55P28-A63P28-NM55P28-J63P28-J57P28-DM55P28-DM55P28-J93P28-J95P28-DMO5P28-DMO5200R28R28-A413R28-A57R28-NM55R28-A55R28-A63R28-NM55R28-J63R28-J57R28-DM55R28-DM55R28-J93R28-J95R28-DMO5R28-DM0525,20- 34,93(0.992-1.375)Y32Y32-A49Y32-A57*Y32-A55Y32-A63*Y32-J63Y32-J57****Y32-J93Y32-J95****640 to 50034,67- 44,45(1.365-1.750)Y44Y44-A49Y44-A57*Y44-A55Y44-A63*Y44-J63Y44-J57****Y44-J93Y44-J95****500 to 40044,20- 57,15(1.740-2.250)Y56Y56-A49Y56-A57*Y56-A55Y56-A63*Y56-J63Y56-J57****Y56-J93Y56-J95****400 to 32056,90- 69,85(2.240-2.750)Y72Y72-A49Y72-A57*Y72-A55Y72-A63*Y72-J63Y72-J57****Y72-J93Y72-J95****320 to 25069,60- 82,55(2.740-3.250)Y88Y88-A49Y88-A57*Y88-A55Y88-A63*Y88-J63Y88-J57****Y88-J93Y88-J95****25082,30- 98,42(3.240-3.875)Y104Y104-A49Y104-A57*Y104-A55Y104-A63*Y104-J63Y104-J57****Y104-J93Y104-J95****20063,50- 68,58(2.500-2.700)AN-600G25-A47G25-A45*G25-A45G25-A63*G25-J63G25-J45G25-DV57G25-DV57G25-J85G25-J87G25-DV87**G25-DV87**25068,58-104,14(2.700-4.100)AN-600M27-A47M27-A45*M27-A45M27-A63*M27-J63M27-J45M27-DV57M27-DV57M27-J85M27-J87M27-DV87**M27-DV87**20088,90-139,70(3.500-5.500)AN-600N37-A47N37-A45*N37-A45N37-A63*N37-J63N37-J45N37-DV57N37-DV57N37-J85N37-J87N37-DV87**N37-DV87**20063,50- 83,82(2.500-3.300)AN-600GY25-A47GY25-A45*GY25-A45GY25-A63*GY25-J45GY25-J45****GY25-J85GY25-J85****250GG25-A47GG25-A45*GG25-A45GG25-A63*GG25-J45GG25-J45****GG25-J85GG25-J85****83,82-106,68(3.300-4.200)AN-600MY33-A47MY33-A45*MY33-A45MY33-A63*MY33-J45MY33-J45****MY33-J85MY33-J85****200MM33-A47MM33-A45*MM33-A45MM33-A63*MM33-J45MM33-J45****MM33-J85MM33-J85****101,60-142,24(4.000-5.600)AN-600NY40-A47NY40-A45*NY40-A45NY40-A63*NY40-J45NY40-J45****NY40-J85NY40-J85****200NN40-A47NN40-A45*NN40-A45NN40-A63*NN40-J45NN40-J45****NN40-J85NN40-J85****ABRASIVE TYPESGRIT SIZEHARDNESSRECOMMENDED STONESGRIT SIZEMATERIAL ABRASIVE TYPE 801001502202803204005006001200HARD ALUMINUM OXIDE 25 / 0,65–20 / 0,5018 / 0,4512 / 0,3010 / 0,25 5 / 0,12 3 / 0,08 1 / 0,03–STEEL SILICON CARBIDE CBN/BORAZON ®–55 / 1,4045 / 1,1540 / 1,0028 / 0,70–20 / 0,50–7 / 0,18 2 / 0,05SOFT ALUMINUM OXIDE 80 / 2,00–35 / 0,9025 / 0,6520 / 0,5016 / 0,407 / 0,18 4 / 0,10 2 / 0,05–STEEL SILICON CARBIDE CBN/BORAZON ®–65 / 1,60–70 / 1,75––25 / 0,65–16 / 0,40 5 / 0,12CAST SILICON CARBIDE 100 / 2,50–30 / 0,7520 / 0,5012 / 0,30– 6 / 0,15 5 / 0,12 3 / 0,08–IRON DIAMOND –––80 / 2,00––50 / 1,27–20 / 0,5012 / 0,30ALUMINUM,SILICON CARBIDE 170 / 4,30–80 / 2,0055 / 1,4033 / 0,8527 / 0,7016 / 0,4012 / 0,30 2 / 0,05–BRASS, BRONZE CARBIDE DIAMOND ––30 / 0,7520 / 0,50––7 / 0,18– 3 / 0,08 1 / 0,03CERAMIC DIAMOND ––50 / 1,2740 / 1,00––20 / 0,50–15 / 0,4010 / 0,25GLASSDIAMOND––95 / 2,4070 / 1,80––30 / 0,75–15 / 0,408 / 0,20SUNNEN STONE GUIDEAPPROXIMATE SURFACE FINISH IN MICROINCHES R A / MICROMETERS (MICRONS) R A* CBN/Borazon stones available on special order. !CBN/Borazon stones available on special order. ** CBN/Borazon stones available on special order.*** CBN/Borazon stones available on special order.FINISH FIGURES BASD ON USE OF SUNNEN HONING OIL. IN GENERAL, USE OF WATER BASED COOLANTS RESULT IN FINER SURFACE FINISH AND REDUCED METAL REMOVAL RATES.A—ALUMINUM OXIDE C —SILICON JCARBIDE DM DR —DIAMONDDV NM CBN /NR —NVBORAZON1—702—803—1004—1505—2206—2807—3208—4009—5000—60090—90000—12001—SOFT2—3—5—7—11—15—HARDK8 –A57SERIES ABRASIVE GRIT HARD-TYPE SIZE NESS}}}HONING GUIDEInformation shown is applicable to (conventional) stones, which must be used with honing oil, and NM & DM stones (metal bond)which may be used with either honing oil or water based coolant. The process fluid is very important. Many honing problems,such as poor cutting action, poor stone life, and rough finish are traceable to the process fluid. In general, honing performance will be reduced when water based coolants are used.。
日本食品农产品进口商名录

日本食品农产品进口商名录香港进口商名录日本综合贸易商社ALC。
INC。
地址:东京都中央区新川1-23-5SHINKAWA-EAST,1-23-5,SHINKAWA,CHUO-KU,TOKYO Tel:0081-3-5541-2053 Fax:0081-3-5541-2140E-mail:YOUSIHARA@aicinc.co.jp社长:本村博志资本金:23,000万日元从业人数:175人设立:1979年1月业务内容:食品特色:消费物资输入各国(株)爱峰商会AIHOO TRADINGCO,LTD。
地址:奇玉县大宫市日进町3-493-23-493-2。
NISSHINCHO,OMIRATel:0081-48-668-5055 Fax:0081-48-668-1243社长:荻谷弘康复资本金:1,500万日元老派从业人数:4人设立:1983年6月业务内容:冷冻蔬菜等农业产业加工品特色:中国贸易的多年的业务经验有专业商社(株)葵源六甲AOLGEN-ROKKOCORP地址:京都府京都市南区久世高田町126Tel:0081-75-931-5525 Fax:0081-75-931-5584社长:杉山正义资本金:1000万日元老派从业人数:3人设立:1993年3月业务内容:食品青山贸易(株)http/AOYAMA TRADECO,LTD地址:兵车县姬路市青山14641464,AOYAMA,HIMEJI,HYOGOTel:0081-792-66-6035 Fax:0081-792-67—4624 E-mail:aoyamaz@siluer.ocn.ne.jp社长:赵善云资本金:1000万日元从业人数:15人设立:1992年10月业务内容:化学品(株)本铺AKACHAN HONPOCO,LTD地址:大阪府大阪市中央区南本町3-3-213-3-21 MINAMI-HONMACHI,CHUO-KU,OSAKATel:0081-6-6251-0625 Fax:0081-6-6251-3340社长:小原正司资本金:19000万日元从业人数:2700人设立:1941年2月业务内容:进口生活用品及生产资料朝阳贸易(株)ASAHI TRADINGCO,LTD地址:东京都中央区八丁堀4-10-4 白铜第一HKUDODALLTLBLDG,4-10-4,HATTYOBORL,CHUO-KU,TOKYO Tel:0081-3-3351-0771 Fax:0081-3-3351-2344社长:华井满资本金:9600万日元从业人数:50人设立:1968年9月业务内容:原料羽毛,进出口食品原料及健康食品(株)亚细亚交易AJAKOEKICO,LTD地址:大分县别府市原町18-2418-24,HARA-MACHI,BEPPU,OITATel:0081-977-21-0888 Fax:0081-977-21-2048 E-mail:tukasaki@mocha.ocn.ne.jp社长:圜田展久资本金:2000万日元从业人数:3人设立:1972年5月业务内容:进口竹制品制药(株)ASGENPHARMACEUTICAL CO,LTDhttp/www.asgen.cojp地址:爱知县名古屋市东区泉2-28-22-28-2,IZUML,HLGASHI-KU,NAGOYATel:0081-52-9031-1212 Fax:0081-52-931-1331E-mail:asgen@asgen.co.jp社长:水墅昌树资本金:1000万日元从业人数:60人设立:1968年1月业务内容:中药材,中成药,化工医药品,食品原料(株)甘栗太郎AMAGURITARO CO,LTD地址:东京都千代田区神田松永町1111,MATSUNAGACHO,KANDA,CHIYODA-KU,TOKYO Tel:0081-3-3251-9021 Fax:0081-3-3251-9280社长:田中康则资本金:1280万日元从业人数:130人设立:1956年11月业务内容:天津甘栗(株)新井清太郎商店SEITARO ARAICO,LTD地址:神奈川县横浜市中区尾上町1-81-8,ONOE-CHO-NAKA-KU,YOKOHANATel:0081-45-681-6729 Fax:0081-45-662-2357社长:新井光世资本金:2000万日元从业人数:100人设立:1888年4月业务内容:香辛料,辣椒干,脱水蔬菜,植物生产品,柳腾制品,轻工品。
Eaton SL800 Classic 7.2千伏特、720公安姆电流真空接触器安装、运行和维护说明

SL800 7.2 Kilovolt, 720 Ampere Vacuum ContactorHAZARDOUS VOLTAGERead and understand these instructions before attempting any installation, operation or maintenance of the SL vacuum contactor. Retain this document for future use.This equipment shall be installed and serviced only by qualified electrical personnel. Aqualified person is one who is familiar with the construction and operation of this equipment and who is aware of the hazards involved.Instructions for Installation, Operation and Maintenance of the SL800 Classic 7.2 Kilovolt, 720 Amp. Vacuum contactorInstruction BulletinDESCRIPTIONThe SL800 Classic vacuum contactor is a 7.2kV, 720 amp contactor designed for starting and controlling three-phase, 50 or 60 Hz AC motors. Horsepower ratings are shown in Table I. Motor full load current should not exceed the contactor current rating.The short-circuit capacity of the power system may exceed the interrupting capacity of the contactor. The contactor should have short-circuit protection with current-limiting fuses as specified for the application. Substitute fuses should not be used without proper authorization by the factory. Ratings for the contactor are shown in Table II.TABLE I. APPLICATION DATARange of System VoltageHorsepower Ratings TransformerSwitchingRating(kVA)Interrupting Capacity (rms)Symmetrical at Nominal UtilizationVoltage SynchronousMotorInductionMotorFuses(kA)Controller(kVA)0.8 PF 1.0 PF2200-2500 3000 3500 3000 250 50 200,000 3800-5000 5000 6000 5000 4500 50 350,000 6200-7200 8000 10000 8000 6000 50 570,000TABLE II. RATINGSMaximum Interrupting Current (3 Operations) 12,500A Control VoltagesAC 110/120, 220/240 VoltsRated Current 720 Amperes 50/60 Hz Maximum Rated Voltage 7,200 Volts DC 125 VoltsMaking/Breaking Capacity Control Circuit Burden (Rated Volt) AC4-Make 8,000 Amperes UL7,650 Amperes IECClosing 2600 VAAC4-Break 6,400 Amperes UL6,120 Amperes IECHolding 80 VAShort Time Current Auxiliary Contact Rating30 Seconds 4,800 Amperes Voltage (Maximum) 600 Volts1 Second 12,000 Amperes Continuous Current 10 Amperes7.8 Milliseconds 89.2 kA Making Capacity (AC) 7200 VA Mechanical Life 250,000 Operations Making Capacity (DC) 200 VA Electrical Life 200,000 Operations Breaking Capacity (AC) 720 VABIL 60kV Breaking Capacity (DC) 200 VA Dielectric Strength (60 Hz) 18.2 kV (1 minute) Latch (when specified)Closing Time 80 Milliseconds Mechanical Life 250,000 OperationsOpening Times 50 to 330 MillisecondsDip Switch SelectableRefer to Table IIIb Trip Voltages (DC) 24/48/96 VoltsTrip Voltages (AC) 110/120/220/240 Volts(50/60 Hz)Arcing Time 12 Milliseconds(3/4 cycle) or less Min Trip Voltage 80% Rated Coil Voltage Trip Burden 24 VDC 1200 VAPickup Voltage 80% Rated Coil Voltage 48 & 96 VDC 400 VA Dropout Voltage 60% Rated Coil Voltage 110 & 220 VAC 500 VAINSTALLATIONALL WORK PERFORMED ON THIS CONTACTOR SHOULD BE DONE WITH THE MAINDISCONNECT DEVICE OPEN AND LOCKED OUT. AS WITH ANY CONTACTOR OF THIS VOLTAGE, THERE IS DANGER OF ELECTROCUTION AND/OR SEVERE BURNS.MAKE CERTAIN THAT POWER IS OFF. CHECK FOR VOLTAGE WITH VOLTAGE SENSOR OR A METER OF THE APPROPRIATE RANGE.MAKE CERTAIN THAT ALL TRANSFORMERS ARE ISOLATED TO PREVENT FEEDBACK AND THE RESULTANT GENERATION OF HIGH VOLTAGE.The SL800 Classic contactor is a direct replacement for SJA800A contactors in Classic Ampgard starter assemblies. No mechanical changes to the starter cell or the contactor are required when installing the SL800 Classic contactor.The contactor weighs about 210 pounds. It should be handled gently to avoid damage to the vacuum bottles and factory adjustments. A horizontal plate is provided at the front for pulling the contactor out of its cell, or for pushing it back into place.When a type SJA contactor is installed in a medium voltage controller it can be moved to a draw out position or removed from the enclosure as follows:1. Provide a lift truck or suitable platform to receive the contactor as it comes out.2. Make sure all circuits are de-energized.3. Remove the three power circuit fuse assemblies using the fuse puller supplied with the starter.4. Disconnect the control plug and stow it so that the cable will not be damaged. Disconnect the two 3-point separable terminal blocks on the right front of the isolating switch.5. Trip the latch on the left side by holding it upward (using your foot if desired, when unit is at floor level).6. While holding the latch up, pull the contactor out ward. It will roll forward and should re-latch at a detent position, partially out of the cell. All routine inspection and maintenance can be done with the contactor in this latched position.7. To remove the contactor completely, reverse the latch, pressing it downward. The contactor can then be rolled out of its cell.Once the contactor is on the floor, it can be moved easily by means of a short length of 0.75-inch (19.1-mm) pipe inserted into a bracket on the top front of the right side sheet. The contactor can be pushed or pulled like a wagon in this manner.To install the SL800 Classic contactor, reverse the procedure.Fig. 1 Moving the ContactorCONTACTOR OPERATIONThe SL contactor has its main contacts sealed inside ceramic tubes from which all air has been evacuated, i.e., the contacts are in vacuum. The arc simply stops when the current goes through zero as it alternates at line frequency. The arc usually does not survive beyond the first half cycle after the contacts begin to separate. The ceramic tube with the moving and stationary contacts enclosed is called a vacuum interrupter or a vacuum bottle and there is one such bottle for each pole of the contactor. A metal bellows (like a small, circular accordion) allows the moving contact to be closed and pulled open from the outside without letting air into the vacuum chamber of the bottle.The moving contacts are driven by a molded plastic crossbar rotating with a square steel shaft supported by two shielded, pre-lubricated ball bearings that are clamped in true alignment for long life and free motion. Only the end edges of the square shaft are rounded to fit the bearings, so that portions of the four shaft flats go through the bearings for positive indexing of the mechanical safety interlocks.The contacts in an un-mounted vacuum bottle are normally-closed, because the outside air pressure pushes against the flexible bellows. For contactor duty, the contacts must be open when the operating magnet is not energized. Therefore, the contacts of the vacuum bottles must be held apart mechanically against the air pressure when used in a contactor.In the SL contactor, all of the bottles are held open by two kickout springs on the front of the contactor. The kickout springs press against the moving armature and crossbar and thereby force the bottles into the open contact position. Note that in the open position, the crossbar is pulling the moving contacts to hold them open.Up to an altitude of 3300 feet, the contactor is designed to tolerate normal variations in barometric pressure. Special factory modifications are required if the contactor is to be applied at high altitude. Contact the factory if the contactor will be applied at elevations above 3300 feet.The contactor is closed by energizing the contactor control board with the appropriate control voltage at terminals 1 and 2. The control board rectifies the input voltage and applies a pulse width modulated DC output voltage to the coil. The output voltage is approximately full voltage for the first 200 milliseconds after energization, during which time the contactor closes and seals. The output voltage is then automatically reduced to approximately 15 VDC to maintain the contactor in the closed position.The coil core is magnetized which rotates the armature shaft, armature, and crossbar. As the armature moves toward the coil core, the main contacts close. The crossbar continues to move an additional distance (known as overtravel), which allows for contact preload and wear. The overtravel distance is the gap between the lower bottle nut and the pivot plate as shown in Figure 2.Fig. 2 Closed ContactorWhen control power is removed from the control board, the magnetically held contactor remains closed for a preset time and then opens. The range of time between the removal of control power and contact opening is from 50 to 330 milliseconds depending on the setting selected on the control board. The time can be adjusted for such factors as fuse coordination and voltage loss ride-through. Unless otherwise specified, the factory default dropout setting is 130 milliseconds, or approximately 8 line cycles (60Hz). To maintain proper coordination with the starter power fuses, do not use the 50ms setting.A selectable dip switch is located on the control board for setting the control voltage level and the contactor dropout time. See Figure 3. The control board must be removed from the cavity in the contactor housing to gain access to the dip switch. Table IIIa lists the available voltage settings and Table IIIb lists the available dropout settings. These tables are also printed on the back of the control board. The control voltage setting should match the starter control circuit voltage.Fig. 3 Coil Control Board with Dip SwitchTABLE IIIb. CONTROL BOARD DROPOUT SETTINGS Delay Setting SW4 SW5SW6 50 ms On Off Off 130 ms Off On Off 250 ms On On Off 330 msOffOffOnThe control board provides the economizing function for the main coil circuit. The L63 interlock used in the economizing circuit on the SJA800A contactor is therefore not needed in this design. It has been removed from the SL800 Classic contactor.WIRINGRefer to Figure 4 for standard control wiring formagnetically held contactors. To close the contactor, apply power to terminals 1 and 2 on the controlboard. Power must be maintained to terminals 1 and 2 to keep the contactor in the closed position. The closing coil is connected to terminals 5 and 6.Fig. 4 Connections for Magnetically Held ContactorRENEWAL AND REPLACEMENT PARTS•SL800 Classic VI Assemblies, set of three - 54A1307G27• Control Board- 54A1307G24•Contactor Coil - 54A1307G18。
双杆阀值系列说明书

Double solenoid valve DN 40 - DN 125 nominal diameters DMV-D/11DMV-DLE/117.31Technical descriptionThe DUNGS double solenoid valve DMV integrates two solenoid valves in one com-pact fitting.- Automatic shut-off valves as per DIN EN 161 Class A Group 2.- Two A valves in one housing - Double seat valves - High flow rates - Max. operating pressure up to 0.5 bar - Fast closing - Fast opening (DMV-D/11) or slow open-ing (DMV-DLE/11) with adjustable fast stroke for start gas volume - Adjustable main volume - DC solenoid - Mountable closed position signal con-tact- Compact, light-weight ApplicationDouble solenoid valves are used where two single valves were mounted previously. In connection with DUNGS gas regulators and additional components, a wide varietyof regulating tasks can be performed.It does not contain any non-ferrous metals, suitable for gases of up to max. 0.1 vol.% H 2S, dry. Suitable for gases of families 1, 2, 3 and other neutral gaseous media.ApprovalsEC type test approval as per EC Gas Appli-ance Directive:DMV-…5040-5125/11 CE-0085 AN 2801EC type test approval as per EC Pressure Equipment Directive:DMV-…5040-5125/11 CE0036Approvals in other important gas consum-ing countries.P r i n t e d i n G e r m a n y • R ös l e r D r u c k • E d i t i o n 02.06 • N r. 218 376SpecificationsNominal diametersFlangeMax. operating pressureSolenoid valve V1Solenoid valve V2Closing timeOpening timeFast strokeMain valve restrictorMaterials of gas conveying parts Ambient temperatureInstallation positionDirt trapMeasuring gas connectionIgnition gas connectionVoltage/frequencyRating / power consumptionat 230 V AC, + 20°CDegree of protection / switch-on duration Electrical connectionRadio interferenceClosed position signal contact DN 40 50 65 80 100 125Connection flange as per DIN 2501 Part 1, to fit preweld flanges as per DIN 2633 (PN 16) DN 40 to DN 125, ISO 7005 - 1 (PN 16), ISO 7005 - 2 (PN 16) Construction length as per DIN 3202 Part 1, row F1 for DN 65 to DN 125500 mbar (50 kPa)Automatic shut-off valve as per EN 161: Class A, Group 2Automatic shut-off valve as per EN 161: Class A, Group 2< 1 sDMV-D…/11: < 1 sDMV-DLE…/11: approx. 20 s at room temperature +20°C and without fast stroke AdjustableAdjustableHousing: aluminium, steel, no non-ferrous metalsSeals at valve seat: NBR basis, suitable for gases as per G260/l-15 °C to +60 °CSolenoid vertically upright to lying horizontallySieve installed. To protect the complete gas train we recommend you to install an upstream gas filter (refer to Datasheet 2.03)G 1/4 DIN ISO 228 centrally upstream of V1 and downstream of V2G 1/8 DIN ISO 228 on both sides upstream of V1, between V1 and V2, downstream of V2G 3/4 ignition gas flange as per ISO 228, possible on both sides between V1 and V250 - 60 Hz, 220 V - 240 V AC, -15% +10%, further voltages on requestOther preferred voltages: 110 V - 120 V AC, 24 V - 28 V DCVersion Approx. rating [VA] Approx. operating current [A] DMV-D(LE) 5040/11 90 0.37DMV-D(LE) 5050/11 90 0.37DMV-D(LE) 5065/11 110 0.46DMV-D(LE) 5080/11 110 0.46DMV-D(LE) 5100/11 135 0.56DMV-D(LE) 5125/11 200 0.84IP 54 / 100 %PG* 11 cable gland, plug connection as per DIN EN 175301-803 on request (* = heavy-gauge conduit thread)Degree of interference NType K01/1 (DIN tested), can be mounted on V1 and V2Important: Always order,plug connection and system accessories separately.◆= standard (◆) = on request -- = not possibleSystem accessoriesThe double solenoid valve is prepared for direct mounting of DUNGS system accessories and additional equipment.Information on system acces-soriesVPS 504 valve proving system Datasheet 8.10Pressure limiter ÜB, NB...A2 for multiple actuatorsDatasheet 5.08If a system accessory isadded, it may not be pos-sible to mount further devices. Compact pressure switch for mul-tiple actuators GW…A5Datasheet 5.02K01/1 closed position signal con-tact to monitor closed position ofvalvesDatasheet 12.01We reserve the right to make any changes in the interest of technical progress.Double solenoid valve Flow diagram DN 40 - DN 125 nominal diameters DMV-D/11DMV-DLE/11Head Offices and FactoryKarl Dungs GmbH & Co. KG Siemensstraße 6-10D-73660 Urbach, Germany Telephone +49 (0)7181-804-0Fax +49 (0)7181-804-166Postal addressKarl Dungs GmbH & Co. KG Postfach 12 29D-73602 Schorndorf, Germany ********************Internet 。
v300日标密封圈尺寸

v300日标密封圈尺寸1.引言1.1 概述密封圈是机械密封元件的重要组成部分,用于防止液体、气体或粉尘等物质从机械设备的接合部分泄漏。
V300日标密封圈作为一种常见的密封圈类型,具有较为广泛的应用范围。
本文旨在对V300日标密封圈的尺寸进行详细介绍和分析。
我们将首先对其概述进行阐述,然后按照文章的结构逐步展开。
V300日标密封圈具有一定的标准尺寸,通常由内径、外径和厚度等参数来描述。
这些尺寸的合理性和准确性直接关系到密封效果的好坏以及机械设备的正常运行。
因此,深入了解V300日标密封圈的尺寸参数是十分必要的。
在本文的正文部分,我们将围绕V300日标密封圈的尺寸展开讨论。
首先,我们将介绍第一个要点,即V300日标密封圈内径的尺寸范围、测量方法以及对应的应用场景。
接着,我们将重点探讨第二个要点,涉及V300日标密封圈外径和厚度的尺寸标准,以及在不同工况下的选择原则和注意事项。
在结论部分,我将从两个要点的总结出发,对V300日标密封圈尺寸的重要性进行强调,并提出一些建议和改进建议,以进一步提高密封圈的使用效果和寿命。
通过本文的撰写,我们旨在为读者提供关于V300日标密封圈尺寸的全面了解,并为相关设备的密封性能提供一定的参考依据。
随着机械行业的不断发展,我们相信对于V300日标密封圈尺寸的深入研究将有助于推动密封技术的创新和应用的进一步提升。
1.2 文章结构文章结构部分的内容应该包括对整篇文章的组织和框架的描述。
以下是文章结构部分的内容示例:在本篇文章中,我们将会按照以下结构来讨论V300日标密封圈的尺寸问题。
首先,在引言部分,我们将对整个文章进行概述,介绍V300日标密封圈及其重要性,并说明本文的目的和意义。
接着,我们将详细介绍整篇文章的结构安排,帮助读者了解本文的内容框架。
接下来,我们将进入正文部分,其中包括两个主要要点。
在第一个要点中,我们将深入探讨V300日标密封圈的尺寸设计原则和标准,包括与其他密封圈规格的比较和适用范围的分析。
富士胶片 内镜系列 双气囊肠镜 说明书

Iris Image storage Power rating Dimensions W×H×D
Weight DICOM
HD-SDIHDTV 1080i 2ch
DVI Digital Visual Interface
1280×1024p Ethernet100 / 10Base RGB1280×1024p SDTV 120V/NTSC,230V/PAL
Less invasiveness
EPX-3500HD
Tube kit
Over-tubes Balloons
Hood
System Configuration
Using silicone rubber accessories
New
Balloon Controller: PB-30/PB-20
Tube Kit: TY-500*
DBE 3.2mm
Close Focus
Double-balloon endoscope suitable for both observation and treatment. The 3.2mm instrument channel diameter enables improved suction performance and supports a wider variety of procedures including hemostasis and balloon dilatation. The new High Resolution Super CCD ensures vivid and high quality images, and the new optical lens enables the observation range of 2-100mm and a wide-angle 140° field of view.
产品简介(摩戈)

轮胎密封剂Tire Sealant 轮胎堵漏剂 戳孔密封剂Puncture Seal HD 当出现戳孔自动密封
抗滞塞合成剂Anti-Seize Compounds 微粒铜 微粒铜 钻钢润滑剂 钻钢润滑剂 食品级 二硫化钼类 酷伯ALL(Kopper All) 酷伯Plate(Kopper Plate) 维特磨尔Whitmore钻钢油(Drill Steel Lubricant) 锌50(Zinc 50) 大奖章白色抗滞塞(Medallion™ White Anti-Seize) 魔力极压(Moly EP) 适用于电子连接 高温达980° C 含石墨、铜和MoS2. 基础为锌粉 NSF H-1认可 最佳应用于钢和铝质部位
德国克鲁勃 Kluber
美国 Lubriplate
Paint
美国KATS Coating防锈涂料
Industrial Product
美国Air Sentry 工业空气呼吸器 天津摩戈科技发展有限公司
Tianjin MOGO Technology Co. Ltd
美国维特磨尔Whitmore
特种润滑脂Greases 机动车辆 卡特彼勒规格 抗化学 商业买断 联轴器润滑脂 食品级 高温 高温 高温 降噪 低温-易泵 矿山机械脂 多用途 多用途 多用途 铁路弯道润滑脂 钢铁润滑脂 钢铁润滑脂 合成 抗水 美骑士高性能润滑脂(Matrix®) 卡力伯3M和5M(Caliber™ 3M & 5M) 美骑士高性能润滑脂(Matrix®) 卡力伯蓝色润滑脂(Caliber™ Blue) 沃德士联轴器润滑脂(Vortex™) 大奖章食品机械润滑脂(Medallion™ FM Grease) 美骑士高性能润滑脂(Matrix®) 全能高温脂(Omnitemp®) 诺华高温脂Novatemp™ 降噪1050润滑脂(LN 1050) 莱格斯低温润滑脂(Legacy M-EP 1) 诺华卫士(Novagard®) 美骑士高性能润滑脂(Matrix®) 全能500系列(Omnilith™ 500) 全能360系列(Omnilith™ 360) 见“铁轨润滑剂类” 康派斯(Compass™) 昂尼克斯(Onyx™) 莱格斯低温润滑脂(Legacy M-EP 1) 美骑士高性能润滑脂(Matrix®) 用于轧机和传动轴承 用于密封轧机轴承 长寿,适合高速轴承 天津摩戈科技发展有限公司 抗水和酸,终止锈蚀 Tianjin MOGO Technology Co. Ltd 适用于地盘和轮轴 含3%或5%二硫化钼 抗酸碱 用于重型设备润滑 用于联轴器,油不会出现分离 NSF H-1和Kosher认证产品 高温达400° F (200° C)以上 高温达400° F (200° C)以上 高温达750° F (400° C) 用于器械,电动工具,玩具等等 1号脂,低温-46°C可泵送 易泵送的抗极压润滑脂 机械人,抗极压,高温达400°F (200°C) 抗极压,高温达350°F (175°C) 抗极压,高温达210°F (100°C)
阿姆巴尼双扭泵型号SH系列产品说明说明书

A LBANY P UMPS Twin Screw Displacement PumpsType SH1 Series. Internal Bearing Twin Screw PumpUse - For pumping liquids with lubricating properties.Type SH2 Series. External Bearing Twin Screw PumpUse - For pumping non-lubricating and high viscosity liquids at pressure and elevated temperature.Type SH3 Series. Internal Seal Twin Screw PumpUse - For pumping non-lubricating or light viscosity products.CONSTRUCTIONAlbany Twin Screw pumps are fitted with hardened timing gears and locating bearings. This ensures there is no con-tact between the screws. The ratio between outside and root diameters is designed to provide maximum shaft stiffness which eliminates body bore wear.PUMPING ACTIONAs the shafts rotate, the fluid is drawn to the suction ends of the casing and propelled to the central delivery area through the right and left hand scrolls. The specially designed profile of these screws provides maximum volumetric efficiency.The mechanical seals (or packed glands) are under inlet pressure. The central discharge ensures that the shafts are hydraulically balanced to eliminate any end thrust.MATERIALSAlbany Twin Screw pumps are manufactured in materials best suited to the pumped liquid and to the application.Materials currently offered cast iron, cast steel, stainless steel, aluminium bronze or gunmetal, duplex alloys. Nace specification is available.DRIVE ARRANGEMENTSThe pumps run at 4 pole synchronous motor speeds for normal applications. This eliminates the need for speed reducers.Smaller pumps can run at 2 pole speeds on certain duties.On applications such as oily water or very high viscosity (over 20,000 c/s) 6 or 8 pole, or even slower speeds, can be used.CAPACITY PERFORMANCECapacity range - 10-600 M³/hrPressures - from low pressure up to 50 bars Viscosity's - 1-60,000 centistokesSUCTION PERFORMANCEAlbany Twin Screw pumps give excellent suction lift. Due to the design and gentle action of the screws the pumps require a low NPSH.NPSH required is dependant on viscosity and speed, and can be as low as 0.5M.HORIZONTAL MODELSDESIGN OPTIONSSH1 internal bearings for lubricating fluidsSH2 external bearings for non-lubricating & highviscosity fluidsSH3 internal seal for clean fuels of low viscosityFEATURES•Heating options available•API 676 compliant•Pressures up to 20 bar•Temperatures up to 200ºCVERTICAL MODELSDESIGN OPTIONSSV1 internal bearings for lubricating fluidsSV3 internal seal for clean fluids of low viscositiesFEATURES•Vertical models save space•With or without integral relief valve•API 676 compliant•Pressures up to 20 bar•Temperatures up to 200ºCSV3 typeAlbany Twin Screw pumps are based on Stothert & Pitts twin screw pump design. Albany can also supply repeat pumps and spares for all Stothert & Pitt pumps.We are the only Company to hold the records, drawings and original pattern equipment.TWIN SCREW PUMPSTable of Outputs andPowers for pumps handling fluids of 1 Centistoke viscosity.(50 Hertz supply)PUMP SIZEPRESSUREBranch flange Screw typePump Speed2 BAR4 BAR6 BAR Inmm OUTPUT M³/h POWER kW OUTPUT M³/h POWER kW OUTPUT M³/h POWER kW 80 3 3 80 80 A B 1450 1450 15 20 1.6 2.0 13 18 2.5 3.2 10 15 3.4 4.4 111 4 4 100 100 A B 1450 1450 39 51 4.2 5.1 35 46 6.6 8.2 31 41 9.0 11 135 6 6 150 150 A B 1450 1450 80 104 7.8 10 73 98 13 16 67 92 18 22 150 6 6 150 150 A B 1450 1450 104 136 10 13 96 128 17 21 88 120 23 29 170 8 8 200 200 A B 1450 1450 164 213 16 19 154 202 25 31 144 191 35 43 196 8 8 200 200 A B 1450 1450 238 306 23 29 224 292 38 47 210 278 52 65 210 8 8 200 200 A B 1450 1450 305 395 30 37 289 379 48 60 273 363 66 82 235 10 10 250 250 A B 1450 1450 425 539 43 52 405 520 67 83 385 501 92 113 26512 12300 300A B1450 1450624 79957 71598 77693 116575 753129 161Quality Assurance to BS EN ISO 9001:2000Certificate No. FM 20986A LBANY E NGINEERING C OMPANY L IMITED , Church Road, Lydney, GLOS GL15 5EQ U.K.Tel: +44 (0) 1594 842275 e-mail:*********************.uk Fax: +44 (0) 1594 842574 www: APPLICATION GUIDE:Albany Twin Screw pumps are used in a wide range of industrial, marine and offshore applications. These include:-INDUSTRIAL, OIL EXPLORATION & PETROCHEMICALAircraft refuelling Fuel Oil Boiler firing Railcar loading Railcar discharge Crude oil gathering Lubricating Oil Vegetable Oil Bitumen Slops Chocolate Fuel handling (high & low pressure) MARINE, OFFSHORE AND DOCKSLubricating Oil Fuel Oil, to 70 bars Cargo pumping: Crude oil & oil products Slops Stripping Oily water Sea water, bilge & ballast Fresh water Fire foam concentrate Sludge DOCUMENTATION, QA, TESTS AND PAINTMany of our customers in the Petrochemical Industry and Offshore have special requirements in these areas.Albany is Certified to ISO 9001 and has great experience in preparing all necessary documentation. We prepare CAD drawings and carry out computer assisted tests.Albany makes pumps to comply with customers data sheets and strict specifications.SERVICE AND SPARE PARTSAll Albany Twin Screw pumps are fully guaranteed.Maintenance can normally be carried out without disconnecting either the suction or delivery pipework and with the elec-tric motor remaining in situ.Albany have a Spares & Service Department to cover any service work which may be required after expiry of warranty. Service contracts can be arranged which allow periodic pump inspection and reporting.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的为了让操作人员更好的了解和掌握规范的操作方法及具体的步骤,以正确的操作步骤使用设备,防止因操作不当导致安全事故、质量事故及设备损坏的现象发生,同时也为了公司内部的操作方法达到标准化、规范化,保证安全生产、产品质量稳定和优质、设备正常运转为目的,特制定本操作规程。
2.适用范围本操作规程适用于设备厂家日本托太尼BH-600B、BH-60HV、BH-60HVLL、BH-70HVLL型号的三边封制袋机的指导操作。
3.术语及定义无4.职责4.1.生产操作人员负责按照本操作规程的要求进行日常作业操作。
4.2.车间负责人员负责监督员工是否按操作规程要求进行实施。
5.工作程序目录5.1.安全规程……………………………………………………………………………………………P25.2.生产前的准备工作…………………………………………………………………………………P25.3.各环节具体操作方法………………………………………………………………………………P3~P45.4.理袋及装箱要求……………………………………………………………………………………P55.5.日常检查和保养……………………………………………………………………………………P5~P65.6.环境卫生……………………………………………………………………………………………P65.7.结束工作……………………………………………………………………………………………P65.8.制袋常见质量问题及处理方法……………………………………………………………………P6~P85.1.安全规程5.1.1.设备运转和安全5.1.1.1.发现异常要及时停机和检修,不得让设备带病运转;5.1.1.2.严禁携带易燃易爆物品进入车间,严禁在车间内有明火出现,如遭遇设备着火,立即切断设备电源,用灭火器抢救;5.1.2.人身安全5.1.2.1.员工上机前必须穿戴好劳保用品;5.1.2.2.女员工上机前不得将长发披下来;5.1.2.3.设备运转过程中,不得用手触摸运转部件,严禁戴手套触摸运转部件;5.1.2.4.烫条温度较高,严禁接触;5.1.2.5.更换烫条时,须等烫条温度降下后,方可操作;5.1.2.6.调整烫条压力时,需用工具进行操作;5.1.2.7.修理切刀或调整切刀时,注意安全;5.1.2.8.搬运原料及装料时,小心谨慎,轻拿轻放;5.1.2.9.调整烫条位置时,注意电源接头;5.1.2.10.用溶剂清洗导辊时,切不可将溶剂滴在烫条上;5.1.2.11.不得用溶剂擦洗送料胶辊;5.1.2.12.生产过程中,观察中封情况时,注意安全,防止手被送料胶辊压伤;5.1.2.13.注意观察冷却水管,防止冷却水流出;5.1.2.14.紫外线杀虫灯是高压装置,严禁接触杀虫灯;5.2.生产前准备工作5.2.1.对所生产品种的工艺作业单认真阅读,核对样品袋或样品稿(第一次生产的产品所需);5.2.2.根据生产的品种,领取该品种的半成品料,拉链夹底袋还要领取相应的辅料;5.2.3.按工艺单要求选用相应的制袋模具(烫条)和其他辅助装置(打孔器等),如有损坏不能使用的应通知设备动力部进行维修;5.2.4.准备好该品种的包装箱;5.2.5.准备好扎条或橡皮筋(对成品袋捆扎有特殊要求需用橡皮筋捆扎的)、包裹的空白膜、卷边料的纸管。
5.3.各环节具体操作方法5.3.1.上料、穿料、下料5.3.1.1.将复合熟化好或分切好的半成品料用上料车运到机台上料处;5.3.1.2.首先根据原料热封层表里关系,确定出卷方向,其次放掉上料轴气体,放开离合器开关,将上料轴穿入卷料纸管中;5.3.1.3.将上料车上的上料轴摆放在机架上的导槽内,合上离合器开关;5.3.1.4.观察物料的表面状况,用布擦去表面灰尘,把半成品料摆放在气胀轴的中心位置,如生产立体袋,底料需靠底料气胀轴的里边上料,并充入气体;5.3.1.5.将EPC纠偏电眼控制调整到手动状态,按上升或下降按钮,调整大斜三角架至0刻度,如生产立体袋还需将底料斜三角架根据底料宽度将左右移动调整至相对刻度的位置;5.3.1.6.将卷料根据要求穿过放料各导辊到达第一处送料压轮(大斜三角架与卷料之间),抬起送料压轮将卷料穿过放料各导辊到达分料刀位置,放下送料压轮;5.3.1.7.抬起分料刀,将原料拉长距分料刀1米,放下分料刀,根据需要拉动原料到适当长度;5.3.1.8.先穿下层后穿上层,将原料依次穿过小斜三角架、送料张力器、边封烫条、第二处送料压轮(边料刀位置处);5.3.1.9.按住电脑屏幕上的手动进给键将原料进给到第三处送料压轮(切袋刀位置处),然后将物料依次穿过浮动辊、底封烫条、底封冷却装置、分袋刀刀架及送料压轮;5.3.1.10.手动将半成品料上下移动至分料刀的中间位置再来确定EPC电眼的位置并设定好敏感度,将手柄上的拨动开关(AUTO/HAND)拨向左边——自动纠偏状态。
5.3.2.更换烫条、调整烫条5.3.2.1.烫条冷却后,戴上手套,左手托着烫条,右手松开上部螺丝,卸下烫条,存放在模具间的指定位置;5.3.2.2.根据工艺单要求将选取的烫条固定在相应烫条座上,生产拉链袋时要将宽板冷却换上一根同横封烫条宽度一样的冷却;5.3.2.3.上烫条时用左手托起烫条,对准螺丝孔,右手拧紧螺丝柄,使其固定在烫条座上;5.3.2.4.烫条用压条和螺丝将聚四氟乙烯垫布固定在烫条上或固定在垫布支架上;5.3.2.5.在停止送料的状态下启动机器用专用工具旋转烫条座和冷却装置两端连杆上的行程调节螺母,使其左右行程一致,处于平衡状态,一般行程为2MM。
行程大(顺时针旋转)则压力大,反之压力就小。
弹簧上面的螺母也是用来调整压力大小(调整方法同上)。
压力调整完毕,按下工作台操作侧停止键(红)停机。
5.3.3.工艺参数设定5.3.3.1.按“数据变更”键,将可显示的数据“变更禁止”、“上部数据变更可能”、“下部数据变更可能”;5.3.3.2.移动光标键,用“数据十”、或“数据一”可以打开和关闭温度、设定温度和启动、关闭相关功能;5.3.3.3.根据工艺作业单,设定各加热器的温度、每扎袋只数、冲孔工作方式、传送带输送长度、接头报警转装置,根据袋长及设备底封段可用长度设定是否采用倍送控制,设定制袋速度;5.3.4.试开机5.3.4.1.按‘低速’键调整到合适速度,生产拉链袋需将拉链烫条座控制开关拨动至自动状态,然后依此启动开机按钮,屏幕右侧复位按钮(白),等待三秒——准备按钮(绿)——运转按钮(兰);5.3.4.2.检查EPC位置,确定分料刀是否在原料版面的中心切开。
如有偏差,(比如分料刀以下版面大)则需调整EPC电眼右侧微调旋钮,顺时针旋转,大斜三角架自动上升,原料也随之上移,反之则下移;5.3.4.3.检查原料上下层前后版面是否对正及左右版面是否对齐,调节旋钮在送料张力器上方,上下层前后版面调节ˋ柄合ˊ旋钮,顺时针旋转,下层原料向后(上料方向)移动;逆时针旋转,下层原料向前(进给方向)移动。
左右版面调节ˋ耳合ˊ旋钮,顺时针旋转,上层原料向操作侧移动;逆时针旋转,上层原料向非操作侧移动;5.3.4.4.调整制袋机边封(或夹底模具)位置并放下边料刀,随即将边料卷入边料机;5.3.4.5.调整横封加热器位置,使其处于样袋封口位置,使其刀口位置与样袋相同;5.3.4.6.再次开机前,用生产出的废品袋与标样进行对比并测试牢度,有不足之处及时调整,一切正常即可开机进行最后调试。
5.3.5.正常生产5.3.6.1.调试正常后,即开始制袋。
按高速键调整到正常袋速度,对照产品档案进行自检,自检合格后交班长、在线质检员进行首签,首签合格后才能正常生产。
5.3.6.自检内容5.3.6.1.根据产品档案的要求进行自检,如括号中内容(①袋子的尺寸,符合工艺作业单;②烫条宽度及位置符合工艺作业单;③袋子的版面是否在中央位置;④烫痕是否平整,是否烫平;⑤袋子切口、冲孔的位置及切口、冲孔是否起毛;⑥袋子的热封强度和气密性;⑦袋子表面是否有拉丝;⑧开口性是否良好等)。
5.4.理袋及装箱要求5.4.1.理袋5.4.1.1.理袋要求整齐,不得有交错和突出现象,不整齐度要求:宽度方向≤5mm;长度方向≤2mm(理齐的一端);对三边封袋,在两个方向上均要求≤2mm;5.4.1.2.图案方向一致,数量准确;5.4.1.3.捆扎紧度适中,以略施加力量,使袋子不脱落而又不使袋子卷曲为准;5.4.1.4.对于宽度≥100mm的袋子,捆扎绳的长度在打结后,剩余长度不得超过10cm;对于宽度<100mm的袋子,捆扎绳的长度在打结后,剩余长度不得超过70cm;5.4.1.5.捆扎绳子的位置,位于袋子的中间或偏下。
5.4.2.装箱5.4.2.1.装箱的总体要求整齐,图案方向一致,松紧适中,数量准确;5.4.2.2.装箱若平放装,则袋子须放平,不得交差、错叠;若竖装则不得出现交错和突出现象;不整齐度≤10mm;5.4.2.3.装箱时,不得使成品袋有卷曲,折叠现象;5.4.2.4.装箱松紧适度,以使成品袋保持平整不变形为准;平装以轻轻一按能与箱高平齐,竖装以与箱高平齐为准;5.4.2.5.装箱时须在箱底和箱顶垫上清洁的塑料薄膜,以防灰尘,不得使用复合膜或已通知的印刷膜;5.4.2.6.用胶带将箱子底部开口封好;5.4.2.7.其他特殊要求,按工艺作业单执行。
5.5.日常检查和保养5.5.1.日常检查5.5.1.1.交接班时,了解上班设备运转情况;5.5.1.2.检查电机、加热系统、冷却水装置是否正常;5.5.1.3.检查各活动部位的运转情况;5.5.1.4.检查主操作屏幕是否正常;5.5.1.5.检查各导辊是否灵活。
5.5.2.设备的日常保养5.5.2.1.活动部位的加油孔每班加一次机油;5.5.2.2.其他部位加油孔,每月协助机修加油;5.5.2.3.每班清扫一次设备。
5.6.环境卫生5.6.1.各种工具、原料料、纸管必须按指定地点存放;5.6.2.生产中保持机台、工作台及周围环境干净卫生;5.6.3.机台周围环境由各班相应操作工负责;5.6.4.各班员工应保持更衣间的卫生(特别是中夜班员工);5.6.5.上机前的原料必须整齐堆放在木板上;5.6.6.制好的袋子随时放进纸箱;5.6.7.废袋及时清理并放入指定箱内;5.6.8.及时清理地面上及设备表面上的机油;5.6.9.做好的袋子按数量整齐堆放在箱子里,箱子按规定整齐存放;5.6.10.严禁车间内随地吐痰,随地扔杂物;5.6.11.车间窗户按规定进行清理;5.6.12.关好纱窗,用好门帘,防止飞虫进入车间;5.7.结束工作5.7.1.每班结束后,要保持机台、工作台及周围环境卫生;5.7.2.根据本机台生产情况,认真如实地填写操作记录自检表;5.7.3.填写生产班报表,做好统计工作;5.7.4.做好交接班工作;5.7.5.生产和废料按工序分开,送到指定地点;5.8.常见制袋质量问题点及解决方法5.8.1.宽度不合要求5.8.2.长度不合要求5.8.3.夹边不合要求5.8.4.袋子正版面不合要求5.8.5.切口位置,底封位置不对,或四边封调整底封烫条、电眼、位置5.8.6.热封处不平整5.8.7.热封牢度不合理要求5.8.8.拉丝5.8.9.回粘现象6.生产日报表操作记录跟踪卡。