倒角标准及规范
倒角标准及规范(标准相关)
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
加劲板倒角规范
加劲板倒角规范
1、倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工。
2、图纸应对不允许倒角的地方做出明确规定。
3、图纸中所需要倒圆角的地方需要明确注明。
4、图纸已有明确标注的按图加工检验。
5、图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:
外螺纹倒角,图纸有要求的,按图纸要求加工检验。
内螺纹倒角,图纸有要求的,按图纸要求加工检验。
对轴倒角,图纸有要求,按图纸要求。
6、图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过半厘米。
7、原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
8、工艺图应考虑粗加工及半精加工时倒角应放余量的具体尺寸,无工艺图由操作工参考标准执行。
操作上应考虑加工的顺序和刀具的磨损,避免倒角后仍有翻边毛刺的情况。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
机械学习知识——倒圆倒角形式及尺寸
机械学习知识——倒圆倒角形式及尺寸倒圆和倒角是机械设计和制造中常用的加工形式之一,用于提高零部件的外观质量、加强结构强度以及避免尖锐边缘对工人和使用者的伤害。
本文将详细介绍倒圆和倒角的概念、应用场景以及尺寸规范。
一、倒圆和倒角的概念1.倒圆(Fillet)倒圆是通过给定的两个曲面的交线处添加一段圆弧,使其具有圆滑过渡的效果。
倒圆一般用于消除零件边缘的尖锐边,提高零件的外观质量和机械性能。
常见的倒圆形状有圆弧、斜弧和椭圆弧等。
2.倒角(Chamfer)倒角是通过将两个曲面的棱角修剪成斜边,使其具有45度角或其他所需的角度。
倒角一般用于增加零件的强度、防止零件边缘的损坏以及避免伤害工人和使用者。
常见的倒角形状有V型倒角、L型倒角和U型倒角等。
二、倒圆和倒角的应用场景1.倒圆的应用场景倒圆主要应用于以下几个方面:(1)零件的边缘处理:倒圆可以去除零件边缘的尖锐边,提高外观质量,减少应力集中;(2)连接部件的过渡:倒圆可以在连接部件的过渡处添加圆弧,提高连接的强度和可靠性;(3)模具结构:倒圆可以减少模具等零件的应力集中,提高零件的寿命;(4)液压油缸和气动缸:倒圆可以减少密封件与活塞杆的磨损,延长密封件的使用寿命。
2.倒角的应用场景倒角主要应用于以下几个方面:(1)防止刀具磨损:倒角可以减少零件边缘的尖锐棱角,降低切削力,延长刀具的使用寿命;(2)增加零件的强度:倒角可以增加零件边缘的强度,提高零件的承载能力;(3)避免伤害:倒角可以去除锐利边缘,减少对工人和使用者的伤害;(4)提高装配性能:倒角可以减少零件边缘的尺寸误差,提高装配的精度和效率。
三、倒圆和倒角的尺寸规范倒圆和倒角的尺寸规范一般遵循国际标准,根据实际需求和加工条件进行选择。
1.倒圆的尺寸规范(1)倒圆的半径:倒圆的半径一般选择与管道或零件的直径相匹配,一般建议选择直径的1/10到1/4作为倒圆的半径;(2)圆弧的长度:圆弧的长度一般选择2到3倍倒圆的半径;(3)倒圆的宽度:倒圆的宽度一般选择倒角宽度的1.5到2倍。
倒(圆)角尺寸标准
Q/WH 卫华集团有限公司企业标准Q/WH J—XXXX前言本标准按照GB/T 1.1-2009给出的规则起草。
本标准由卫华集团有限公司提出。
本标准由卫华集团技术标准化分委员会归口。
本标准主要起草单位:郑州卫华工程机有限公司技术部。
本标准主要起草人:郭莹峰、代富贵 、闫建英。
本标准于2011年 月首次发布。
倒(圆)角尺寸标准1 范围本标准规定了减速机产品齿轮及轴类零件倒(圆)角尺寸的内容。
本标准适用于郑州卫华工程机械有限公司减速机产品设计,其它公司可参照使用。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T6403.4-1986 零件圆角与倒角JB/ZQ4238-1997 退刀槽3 原则3.1 倒(圆)角尺寸标准主要是针对减速机齿轮及轴类零件的配合部位,过渡圆角和倒角的规范文件,应考虑零部件的装配关系不干涉、加工工艺性好、装配工艺性好、经济合理、安全生产的原则。
3.2 确定倒(圆)角类型及尺寸的依据产品订货图;零部件装配关系图;现有设备及工艺条件;产品规范性要求。
3.3 本单位新设计及转化的减速机类图纸,应按此标准设计倒角、圆角。
4 主要内容及有关规定4.1 外R和外倒角(GB/T6403.4-1986)见图1和表1对于外圆以车工序为最终精加工工序的轴类零件及配合件的倒角和圆角可设计为外R和外倒角。
(应注意相配合件的倒角尺寸不得干涉,常用轴承的圆角最小尺寸见4.3)图1 表1直径D ≤3 >3~6 >6~10>10~18>18~30>30~50>50~80 R R1 0.1 0.2 0.3 0.4 0.5 0.6 0.8 1.0 1.2 1.5 2.0CCmax(C<0.58R1)0.1 0.1 0.2 0.2 0.3 0.4 0.5 0.6 0.8 1.0 直径D>80~120>120~180>180~250>250~320>320~400>400~500>500~630>630~800>800~1000>1000~1250>1250~1600R R1 2.5 3.0 4.0 5.0 6.0 8.0 10 12 16 20 25CCmax(C<0.58R1)1.2 1.22.0 2.53.04.05.06.0 8.0 10 124.2 退刀槽结构(JB/ZQ4238-1997)见表2对于外圆以磨削作为最终精加工工序的轴类零件,采用退刀槽结构,轴肩作为装配基准须靠磨的如齿轮挡肩和轴承挡肩采用B型退刀槽,轴肩不作为装配基准的,如所装齿轮非基准面顶轴套的采用A 型退刀槽。
孔、轴倒角规范

孔、轴倒角工艺规范编号:1.目的:针对目前公司对孔、轴加工倒角无明确规范,造成飞边、毛刺残留、影响装配及产品质量。
为确保装配方便、快捷,提高装配效率及质量,特制定孔、轴倒角工艺规范。
2.适用范围:本规范适用于本公司桩工事业部的各种机型零部件的设计、生产、加工及质检部门。
3.质量职责:3.1 本工艺规范由工艺部制定并解释。
3.2 本工艺规范由生产车间实施、生产管理中心监督。
3.3 本工艺规范由质检部作为检验依据,判定产品零件倒角尺寸是否合格。
4.孔、轴倒角要求4.1螺纹倒角要求:4.1.1 普通外螺纹倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:倒角为c×45°,其中c=0.1d--0.15d。
4.1.2 普通内螺纹倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:倒角后最大直径为1.05d、角度90°或120°锥角。
4.2光孔倒角要求:4.2.1光孔倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:4.2.1.1 当d<Ø20时,倒角为(0.5-1)×45°。
4.2.1.2 当Ø20≤d<Ø80时,倒角为(1-1.5)×45°。
4.2.1.3 当d≥Ø80时,倒角为(1.5-2)×45°。
4.3 轴倒角要求:4.3.1 轴倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:4.3.1.1 当d<Ø20时,倒角为(0.5-1)×45°。
4.3.1.2当Ø20≤d<Ø80时,倒角为(2-3)×45°。
4.3.1.3 当d≥Ø80时,倒角为(3-5)×45°。
编制:审核:批准:Welcome To Download !!!欢迎您的下载,资料仅供参考!。
倒角标准及规范
倒角标准及规范The Standardization Office was revised on the afternoon of December 13, 2020本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
倒角标准及规范

本标准适用我公司所有加工件、部套.1。
倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0。
5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3。
如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺.企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角.4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0。
1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1—1.5)*45°d≥φ80 倒角(1。
5—2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0。
倒角标注标准

倒角标注标准倒角标注是一种在机械加工中常见的标注方式,用于表示工件边缘的倒角大小和类型。
倒角标注的标准通常由机械制图和加工标准确定,以下是一些常见的倒角标注标准和注意事项:一、标注方法1.倒角大小标注:在倒角标注中,通常会使用“X”和“C”等符号来表示倒角的大小。
“X”表示倒角大小为1/2的直径,“C”表示倒角大小为1/4的直径。
例如,标注“C1”表示工件的边缘倒角大小为1/4的直径。
2.倒角类型标注:倒角类型通常分为圆角和斜角两种。
圆角是指倒角边缘呈圆弧形,而斜角是指倒角边缘呈斜面形。
在标注中,通常使用“R”表示圆角,使用“Tr”表示斜角。
例如,标注“R2”表示工件的边缘采用半径为2的圆角倒角。
二、标准规范1.标注清晰:倒角标注应该清晰明了,易于理解。
标注应该位于倒角的位置附近,并使用适当的符号和数值进行标识。
2.符合机械制图标准:倒角标注应该符合机械制图标准,包括符号、数值、线型、字体等方面。
3.标注完整性:对于需要多个倒角的工件,应该对每个倒角进行标注,并保持标注的完整性。
4.标注统一性:同一工件的所有倒角标注应该统一,包括符号、数值、线型、字体等方面。
三、注意事项1.了解加工要求:在进行倒角标注时,应该了解加工要求,包括工件的材料、硬度、加工工艺等方面,以便确定合适的倒角大小和类型。
2.注意安全:在进行倒角加工时,应该注意安全操作规程,确保工件固定牢固,避免出现飞溅、崩刃等危险情况。
3.保证加工精度:在进行倒角加工时,应该保证加工精度,包括角度、尺寸等方面。
对于重要的倒角加工面,应该进行测量和校验,以确保符合要求。
4.保持表面质量:在进行倒角加工时,应该注意保持工件表面质量,避免出现划痕、毛刺等问题。
对于需要抛光或打磨的工件表面,应该进行相应的处理。
5.遵循标准规范:在进行倒角标注时,应该遵循标准规范,使用统一的符号、数值、线型、字体等进行标识。
同时,也应该注意与机械制图等相关标准的协调一致。
铸造件倒角标准
铸造件倒角标准
铸造件倒角标准在不同情况下有所不同,以下是一些常见的铸造件倒角标准:
1. 最小要求:一般情况下,铸造件倒角的最小要求是1mm,这个数值可以作为起点参考。
2. 一般标准:常见的铸造件倒角标准在1-3mm之间,一般情况下2mm左右可以满足大部分的产品要求。
3. 特殊情况:针对一些非常特殊的工件或者特殊材料,倒角设置需要根据实际情况进行调整,以保证产品质量和生产效率。
这些铸造件倒角标准仅为一般性指导,具体的标准和规格可能根据工件的设计和用途有所不同,也可能涉及到一些行业标准和规范。
在实际应用中,需要根据具体的情况和需求进行选择和调整。
机加工倒角技术标准

本厂机械设计倒角技术标准
1.夹具体上棱边面均倒角C2~C3,底面棱边C1;(如图1)
2.夹具体螺栓安装孔上下两面均倒角C1;
3.螺纹孔口倒角C0.5(M3~M5)、C1(M6~M10)、C1.5(M12~M16)、C2(M18~M24)
图1
4.零部件中凡接触到的人部位的地方必须倒角(除图纸中有特殊要求的例外);例如图2
图2
倒角C2 上下面安装孔倒C1
5.放置O型圈处倒角,但有孔处不能倒角,得去毛刺;例如图3
此处倒C0.5防
O型圈损伤
图3
6.配油器内部放置O型圈的地方必须得倒角; 例如图4,5
此处倒角防
O型圈损伤
图4
图5
7.未注倒角(指图中已有倒角画出但未标注出来); 8.锐边倒钝(指去毛刺);
9.以上倒角要求均得在图纸中标注出来,必须得列入校对内容里面.
技 术
部 2011.7.10日。
孔、轴倒角规范
孔、轴倒角工艺典型之阳早格格创做编号:1.手段:针对于暂时公司对于孔、轴加工倒角无精确典型,制成飞边、毛刺残留、做用拆置及产品本量.为保证拆置便当、快速,普及拆置效用及本量,特制定孔、轴倒角工艺典型.2.适用范畴:原典型适用于原公司桩工职业部的百般机型整部件的安排、死产、加工及量检部分.3.本量工做:3.1原工艺典型由工艺部制定并阐明.3.2原工艺典型由死产车间真施、死产管制核心监督.3.3原工艺典型由量检部动做考验依据,判决产品整件倒角尺寸是可合格.4.孔、轴倒角央供4.1螺纹倒角央供:4.1.1一般中螺纹倒角,如图纸有央供,按图纸央供加工,除别的按原工艺典型真止:倒角为c×45°,其中c=0.1d--0.15d.4.1.2一般内螺纹倒角,如图纸有央供,按图纸央供加工,除别的按原工艺典型真止:倒角后最大曲径为1.05d、角度90°或者120°锥角.4.2光孔倒角央供:4.2.1光孔倒角,如图纸有央供,按图纸央供加工,除别的按原工艺典型真止:4.2.1.1当d<Ø20时,倒角为(0.5-1)×45°.4.2.1.2当Ø20≤d<Ø80时,倒角为(1-1.5)×45°.4.2.1.3 当d≥Ø80时,倒角为(1.5-2)×45°.4.3 轴倒角央供:4.3.1轴倒角,如图纸有央供,按图纸央供加工,除别的按原工艺典型真止:4.3.1.1当d<Ø20时,倒角为(0.5-1)×45°.4.3.1.2当Ø20≤d<Ø80时,倒角为(2-3)×45°.4.3.1.3 当d≥Ø80时,倒角为(3-5)×45°.体例:考查:接受:。
孔、轴倒角规范
孔、轴倒角工艺规范编号:1.目的:针对目前公司对孔、轴加工倒角无明确规范,造成飞边、毛刺残留、影响装配及产品质量。
为确保装配方便、快捷,提高装配效率及质量,特制定孔、轴倒角工艺规范。
2.适用范围:本规范适用于本公司桩工事业部的各种机型零部件的设计、生产、加工及质检部分。
3.质量职责:3.1本工艺规范由工艺部制定并解释。
3.2本工艺规范由生产车间实施、生产管理中心监督。
3.3本工艺规范由质检部作为检验依据,判定产品零件倒角尺寸是否合格。
4.孔、轴倒角要求4.1螺纹倒角要求:4.1.1普通外螺纹倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:倒角为c×45°,其中c=0.1d--0.15d。
4.1.2普通内螺纹倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:倒角后最大直径为1.05d、角度90°或120°锥角。
4.2光孔倒角要求:4.2.1光孔倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:4.2.1.1当d<Ø20时,倒角为(0.5-1)×45°。
4.2.1.2当Ø20≤d<Ø80时,倒角为(1-1.5)×45°。
4.2.1.3 当d≥Ø80时,倒角为(1.5-2)×45°。
4.3 轴倒角要求:4.3.1轴倒角,如图纸有要求,按图纸要求加工,除此外按本工艺规范执行:4.3.1.1当d<Ø20时,倒角为(0.5-1)×45°。
4.3.1.2当Ø20≤d<Ø80时,倒角为(2-3)×45°。
4.3.1.3 当d≥Ø80时,倒角为(3-5)×45°。
编制:审核:批准:。
倒角的接受标准
倒角的接受标准
倒角的接受标准通常取决于具体的应用和要求。
以下是一些常见的倒角接受标准:
1.角度:倒角的角度应符合相关行业或产品的标准要求。
一般来说,倒角的角度越大,边缘越圆滑,对人体和物体的伤害风险越小。
2.平滑度:倒角后的边缘应该是光滑、平整的,不应有明显的刀痕、毛刺或凹凸不平的现象。
光滑度的要求可以根据产品的功能和使用环境的不同而有所变化。
3.尺寸:倒角的尺寸应根据需要来确定,有的是锐角倒棱,有的是装配的需要。
一般来说,直径小于20mm到10mm的倒角尺寸为0.5×45°,大于20到80的倒角尺寸为1×45°。
4.倒角处的边长:倒角处的边长应符合设计要求,一般不超过10mm。
5.外观:倒角应具有美观的外观,不应有明显的缺陷或瑕疵。
需要注意的是,不同的行业和产品可能会有不同的倒角接受标准。
因此,在进行倒角设计时,应参考相关行业或产品的标准要求,并确保满足这些要求。
倒角标准及规范【范本模板】
本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2。
常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3。
如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4。
倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°).②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0。
15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0。
5-1)*45°Φ20<d<φ80 倒角(1—1.5)*45°d≥φ80 倒角(1.5—2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0。
倒角标准及规范(完整资料).doc
【最新整理,下载后即可编辑】本标准适用我公司所有加工件、部套。
1. 倒角的目的①安全需要:为了使在接触工件时不被锋利的边角划伤手;②外观需要:为了使加工出来的工件更加美观;③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因为应力集中而料裂;2. 常用术语及符号如未注倒角C0.5,各边倒角C0.5①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角①根据零件类别分类:基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔配合的,都应倒角。
②根据零件材质及零件使用功能分类:如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;③图纸中所需要倒圆角的地方需要明确注明;④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;(d为直径或板面厚度)⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径1.05d,角度90°或120°对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:d<φ20 倒角(0.5-1)*45°Φ20<d<φ80 倒角(1-1.5)*45°d≥φ80 倒角(1.5-2)*45°对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:d<φ20 倒角(0.5-1)*45°Φ20≤d<φ80 倒角(2-3)*45°d≥φ80 倒角(3-5)*45°⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角大小最大不超过0.5mm;⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
模具倒角设计规范
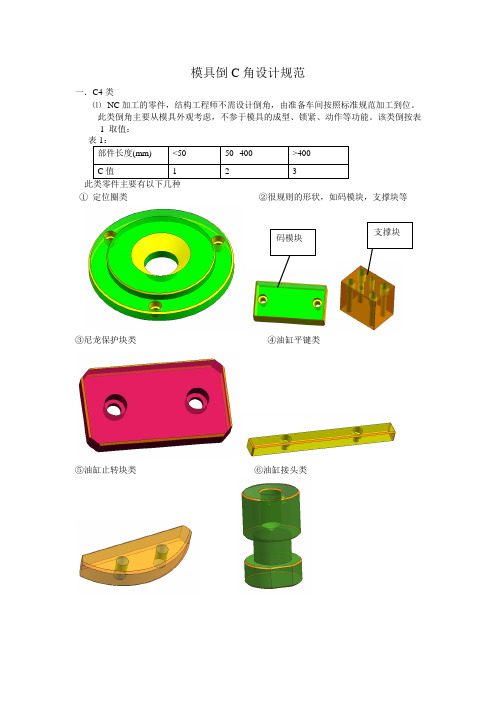
模具倒C 角设计规范一.C4类⑴ NC 加工的零件,结构工程师不需设计倒角,由准备车间按照标准规范加工到位。
此类倒角主要从模具外观考虑,不参于模具的成型、锁紧、动作等功能。
该类倒按表1 取值: 表1:部件长度(mm) <50 50--400 >400C 值123此类零件主要有以下几种① 定位圈类 ②很规则的形状,如码模块,支撑块等③尼龙保护块类 ④油缸平键类⑤油缸止转块类 ⑥油缸接头类码模块支撑块⑦U型块类⑧行程开关垫板类⑨行程开关撞块类⑩压线板类11.支撑柱类12.方导柱类13.集水器类14.插穿保护块类15.非标的耐磨板,承压板等16.锁模片类17.特制螺钉18.导套压板类19.推板导套压板类20.吊模块21.导滑块类22.垫片/压板类备注:工程师设计的倒角大小符合表1中所述的尺寸,工程师就不需要在图形上设计倒角,准备车间按照表1取值倒角。
如果有特殊情况不符合,工程师需要在3D图形上设计倒角,零件图上明确标准。
⑵有一部分需NC加工的C4类零件,工程师需要在3D图形上设计上,NC按照3D图形加工到位。
此类零件主要有以下几种1.形状比较复杂,小圆台,斜面准备无法加工的,如下图所示⑶.需要线割的零件,工程师需要在3D图形上设计上,线割完成后,转入准备车间,由准备工序加工倒角。
如方斜顶、小镶块排料等。
备注:如果工程师设计的倒角符合符合上面的标准二.模板类⑴.标准件建腔的,用lem软件都能检测到,研究所按照http://192.168.63.10:8880/jiedian/PTA030.htm将标准件建腔体更新到位,工程师直接用标准件建腔即可。
工程师发图之前,必须用lem软件检测一遍,所有网站上标准的型孔lem软件必须识别。
⑵.非标准建腔的,工程师需要在3D图形上设计上,NC按照3D图形加工到位。
1.各模板外凌边、孔必须倒角,倒角尺寸要一致,根据模架大小,以1.5*45°~3*45°为宜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
当前版本更改次数
更改日期
最新更新作者
作者&创建日期
审核&审核日期
会签&日期
批准&日期
更新次数更新日期修订作者主要修订摘要第一版
本标准适用我公司所有加工件、部套。
1. 倒角的目的
①安全需要:为了使在接触工件时不被锋利的边角划伤手;
②外观需要:为了使加工出来的工件更加美观;
③工艺需要:在配合部位避免互相干涉,另外倒角还可以去除内应力防止工件热处理后因
为应力集中而料裂;
2. 常用术语及符号
如未注倒角C0.5,各边倒角C0.5
①未注倒角:有两种理解,第一种工件所有边倒角,第二种图纸上有倒角形状却没有标注
尺寸。
②各边倒角:图纸上无特别标注尖角的,所有边倒角。
③沿周倒角:常指某一特征(如R角、C角)沿着所指出的某一轮廓轨迹特征加工倒角。
3. 如何判断零件可不可以倒角
①根据零件类别分类:
基本件:如无特别要求,都应倒角,去毛刺。
企标件:如无特别要求,所有不涉及刃口及刀口的边缘均需倒角,所有配合处理要求轴和孔
配合的,都应倒角。
②根据零件材质及零件使用功能分类:
如材质为45#的零件一般为辅助零件,皆应倒角。
4. 倒角规定
①倒角范围:外形楞、槽、台阶、孔口、螺纹孔口等部件C角、R角加工(C倒角:45°)。
②图纸应对不允许倒角的地方做出明确规定;
③图纸中所需要倒圆角的地方需要明确注明;
④图纸已有明确标注的按图加工检验,下表为普通零件倒角或圆角一般参考值;
d <3 3-6 6-10 10-18 18-30 30-50
C或R 0.2 0.4 0.6 0.8 1.0 1.6
d 50-80 80-120 120-180 180-250 250-320 320-400
C或R 2.0 2.5 3.0 4.0 5.0 6.0
d 400-500 500-630 630-800 800-1000 1000-1250 1250-1600
C或R 8.0 10 12 16 20 25
(d为直径或板面厚度)
⑤图纸画出倒角而未标注的为未注倒角。
未注倒角按技术要求所约定尺寸加工检验:
外螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角为:C*45°,C=0.1d-0.15d
内螺纹倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,倒角后最大直径 1.05d,角度90°或120°
对光孔倒角,图纸有要求的,按图纸要求加工检验,无图纸要求的,分以下几种情况:
d<φ20 倒角(0.5-1)*45°
Φ20<d<φ80 倒角(1-1.5)*45°
d≥φ80 倒角(1.5-2)*45°
对轴倒角,图纸有要求,按图纸要求,若无要求倒角原则为:
d<φ20 倒角(0.5-1)*45°
Φ20≤d<φ80 倒角(2-3)*45°
d≥φ80 倒角(3-5)*45°
⑥图纸未画出倒角、未标明尖角且在技术要求中未作约定的,以不伤手为原则倒角,倒角
大小最大不超过0.5mm;
⑦原则上各道工序的倒角由本道工序自行解决,倒角时遵循可机加工就不用手工操作的原
则,但对某些不适合倒角的工序,工艺应综合考虑其成本和美观,另行安排工序倒角。
⑧工艺图应考虑粗加工及半精加工时倒角应放余量的具体尺寸,无工艺图由操作工参考标准执行;
⑨操作上应考虑加工的顺序和刀具的磨损,避免倒角后仍有翻边毛刺的情况。
⑩零件配合时倒圆、倒角应遵循的原则为:
A. 内角倒圆,外角倒角时,C>R(C为倒角大小,R为倒圆半径)
B.内角倒圆,外角倒圆时,Ra>R(Ra为外角倒圆半径,R为内角倒圆半径)
C.内角倒角,外角倒圆时,C<0.58R(C为倒角大小,R为外角倒圆半径)
D.内角倒角,外角倒角时,Ca>C(Ca为外角倒角大小,C为内角倒角大小)
?关于零件内角问题,应遵循以下原则:
A.需要清角的内角,技术图纸必须标注。
B.当图纸未标注清角时,内尖角以R3弧过渡;
当出现刀具长度不能满足R3倒角时,反馈设计人员征询技术解决方案。
上述关系装配时,内角与外角取值要适当,外角倒角或倒圆取值过大会影响零件工作面,内角倒角或倒圆取值过小会产生应力集中。
参考资料:
国家标准GB/T 6403.4-2008 零件倒圆与倒角
那是心与心的交汇,是相视的莞尔一笑,是一杯饮了半盏的酒,沉香在喉,甜润在心。
我无所谓成功不成功,但我在乎我自己的成长;我无法掌握别人,但我可以掌握自己。
我唯一能把握的,是我会一直尽力走下去,不为了别人,为了给自己一个交代。
这个世界上有太多的事情是我们无法掌握的,你不知道谁明天会离开,你不知道意外和你等的人谁先到来。
最可怕的是因为怕失去而放弃拥有的权利。
我们都会遇到很多人,会告别很多人,会继续往前走,也许还会爱上那么几个人,弄丢那么几个人。
关键在于,谁愿意为你停下脚步?
对于生命中每一个这样的人,一千一万个感激。
有一些人、一些事是不需要理由的:
比如天空的颜色;
比如连你自己都不知道为什么会喜欢上的那个人;
比如昨天擦肩而过的人变成了你今天的知己。
梦想这东西,最美妙的在于你可以制造它,重温它。
看一本书,听一首歌,去一个地方,梦想就能重新发芽,那个在你体内扎根的与生俱来的梦想。
我们唯一能把握的事情是,成为最好的自己,我们可以不成功,但是我们不能不成长,没有什么比背叛自己更可怕。
你唯一能把握的,是变成最好的自己。
也许你最后也没能牵到那个人的手,但是你付出了就不会有遗憾;
也许最后你也只是默默无闻,但你曾经为了将来努力地奋斗了一把;
也许你最后也没能环游世界,可是你在实现梦想的途中找到了自己。
那是能够为了一个目标默默努力的自己,不抱怨,不浮躁,不害怕孤单,沉默却又努力的自己。
说不定你想要苦苦追寻的梦想,已经握在你手中了。