工艺验证记录表
工艺验证记录表
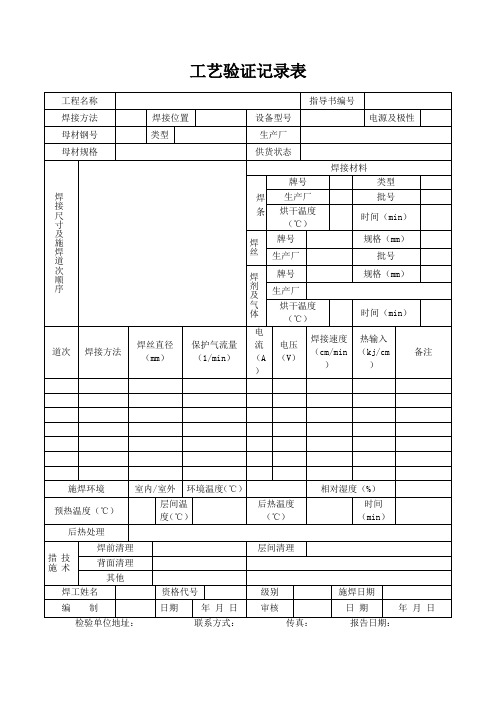
(1/min)
电流
(A)
电压
(V)
焊接速度
(cm/min)
热输入
(kj/cm)
备注
施焊环境
室内/室外
环境温度(℃)
相对湿度(%)
预热温度(℃)
层间温度(℃)
后热温度(℃)
时间(min)
后热处理
技术
措施
焊前清理
层间清理
背面清理
其他
焊工姓名
资格代号
级别
施焊日期
编 制
日期
年 月 日
审核
日 期
年 月 日
检验单位地址: 联系方式: 传真: 报告日期:
工艺验证记录表
工程名称
指导书编号
焊接方法
焊接位置
设备型号
电源及极性
母材钢号
类型
生产厂
母材规格
供货状态
焊接尺寸及施焊道次顺序
焊接材料
焊 条
牌号
类型
生产厂
批号
烘干温度(℃)
时间(min)
焊丝
牌号
规格(mm)
生产规格(mm)
生产厂
烘干温度
(℃)
时间(min)
道次
焊接方法
焊丝直径
(mm)
ccp的确认和验证记录表
该CCP确认合格
确认人签字:
确认日期:
确认记录
CCP3:金探
确认项目
确认记录
1、危害分析与CCP点的确定
金探
2、建立CL的依据
设备的工艺参数和美国良好操作规范
3、监控计划的制定
每批次
4、纠偏措施制定的依据
添加量超过GB2760规定的限量要求
5、记录的真实性与合理性
记录真实合理
确认结论:
该CCP确认合格记录复查记录是Fra bibliotek正确正确
记录是否真实
真实
复核人是否及时审核
复核
是否被及时收集归档
是
验证总结
验证结论:
该CCP控制有效
验证人:验证日期:
CCP点验证记录
CCP3:金探监控人:生产部负责人
关键限值的控制
满足设备的检测参数
监控的实施
监控人是否在岗
在岗
频率是否相符
相符
金探是否正常使用
正常使用
监控对象是否正确
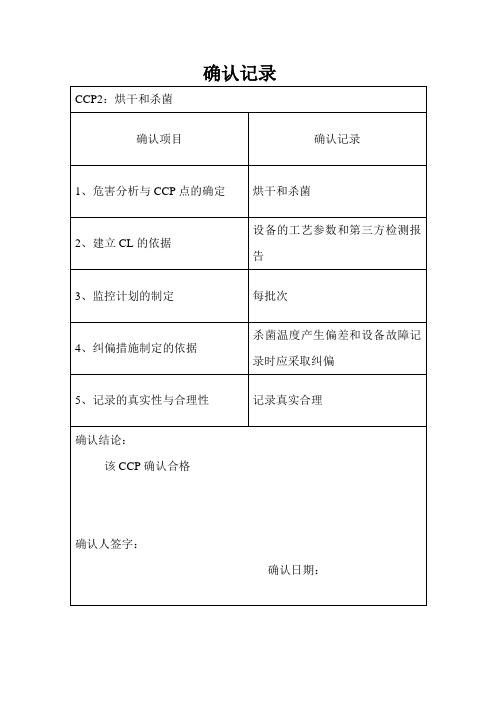
确认记录
CCP2:烘干和杀菌
确认项目
确认记录
1、危害分析与CCP点的确定
烘干和杀菌
2、建立CL的依据
设备的工艺参数和第三方检测报告
3、监控计划的制定
每批次
4、纠偏措施制定的依据
杀菌温度产生偏差和设备故障记录时应采取纠偏
5、记录的真实性与合理性
记录真实合理
确认结论:
该CCP确认合格
确认人签字:
确认日期:
确认记录
CCP1:原辅料验收
确认项目
确认记录
1、危害分析与CCP点的确定
原辅料验收
2、建立CL的依据
食品厂工艺制程检查表-检查记录
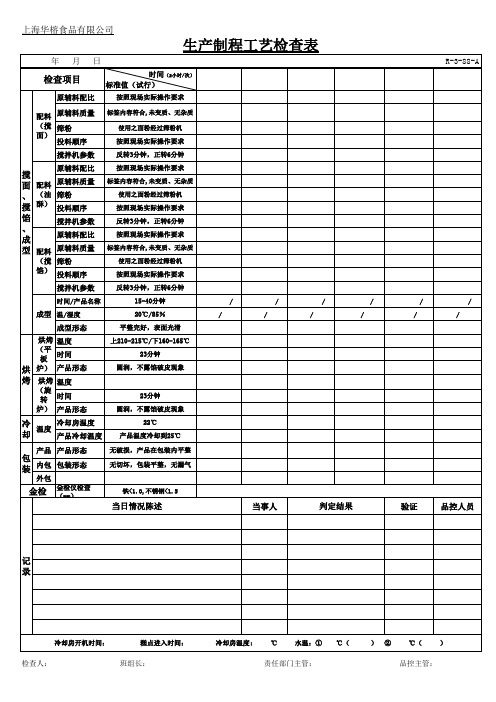
金检
金检仪检查(mm)
铁<1.0,不锈钢<1.5当日情况陈述当事人判定结果
验证
品控人员
记 录
冷却房开机时间:
糕点进入时间:
冷却房温度:
℃
水温:①
℃(
)
②
℃(
)
检查人:
班组长:
责任部门主管:
品控主管:
上海华榕食品有限公司
生产制程工艺检查表
年 月 日
时间(2小时/次) 标准值(试行)
按照现场实际操作要求
标签内容符合,未变质、无杂质 使用之面粉经过筛粉机
R-3-88-A
检查项目
原辅料配比 配料 原辅料质量 (搅 筛粉 面) 投料顺序 搅拌机参数 原辅料配比 配料 原辅料质量 (油 筛粉 酥) 投料顺序 搅拌机参数 原辅料配比 配料 原辅料质量 (搅 筛粉 馅) 投料顺序 搅拌机参数
时间/产品名称
按照现场实际操作要求 反转3分钟,正转6分钟 按照现场实际操作要求
标签内容符合,未变质、无杂质 使用之面粉经过筛粉机
搅 面 、 搅 馅 、 成 型
按照现场实际操作要求 反转3分钟,正转6分钟 按照现场实际操作要求
标签内容符合,未变质、无杂质 使用之面粉经过筛粉机
按照现场实际操作要求 反转3分钟,正转6分钟 15-40分钟 20℃/85% 平整完好,表面光滑 上210-215℃/下160-165℃ 23分钟 圆润,不露馅破皮现象 / / / / / / / / / / / /
成型 温/湿度 成型形态 烘烤 温度 (平 时间 板 烘 炉) 产品形态 烤 烘烤 温度 (旋 转 时间 炉) 产品形态 冷却房温度 冷 温度 却 产品冷却温度
23分钟 圆润,不露馅破皮现象 22℃ 产品温度冷却到25℃ 无破损,产品在包装内平整 无切坏,包装平整,无漏气
工艺纪律检查记录表

冲压工艺纪律检查记录表检查时间检查时间 : 检查人:检查人: 序号序号考核项目考核项目分值分值 被检查者被检查者 得分得分 备注备注1 产品图样、工艺文件不齐全完好,作业指导书未悬挂现场2 2操作者不熟悉技术标准,不知道自已所在岗位、工序作业指导书的技术要求、检验要求等内容技术要求、检验要求等内容 33原始记录原始记录: :51. 记录填写不符合规定要求记录填写不符合规定要求,,漏项漏项2. 记录数据不真实记录数据不真实3. 字迹不清楚正确字迹不清楚正确4. 记录保存不完好记录保存不完好5. 无模具使用记录无模具使用记录4 是否严格按照设备维护保养规定进行设备的保养维护工作并如实填写记录填写记录35 是否严格按照工艺规定的检验频次进行检验并记录3 6 模具安装前未按规定对模具上、下模板及工作台面进行清理;压件前及压件过程中未按规程对模具进行检查清理和润滑;前及压件过程中未按规程对模具进行检查清理和润滑;压件后模具压件后模具清理不彻底,润滑不良,末件丢失。
2 7 野蛮操作,不注意保护冲件及模具,造成冲压件变形、磕碰划伤、脏污,模具部件损伤脏污,模具部件损伤5 8 在模具使用过程中出现的模具损坏情况,生产线没有事故记录,不及时将损坏情况上报及时将损坏情况上报3 9 模具出现严重磨损、定位不准、工件误差,带病运转,不及时上报 3 10 工位器具未定置摆放,产品件摆放超出,地面有产品件等不良情况 2 11 板材、毛坯料、冲压件有锈蚀、磕碰、脏、划伤、坑包或其它缺陷未修复转下序未修复转下序3 12 不认真执行首件、末件检验,未按有关程序交检。
2 13 首件首件//末件放置是否合适并有标识末件放置是否合适并有标识2 14 检验员对首件质量判定不及时有错检/错判错判//误判的情况误判的情况3 15 每批生产工序结束后操作者是否主动交检验员检查产品件 3 16 巡检员对转序件进行确认合格后是否在《产品追溯记录卡》上加盖自己的检验章,自己的检验章,2 17 压件时双料叠压,二次冲压,模具内压入异物等情况发生 5 18 检验过程中的抽检比例,检验方法是否符合要求5 19 生产过程发现质量异常应是否立即处理,并填写《产品异常通知单》,追查原因,并矫正及作成记录防止再发。
PRP验证记录表

2.2.3龙头设置是否根据工艺要求,布局合理。上、下工序衔接要紧凑
是
2.2.4冷水管是否不在生产线和设备包装台上方通过,防止冷凝水滴入食品
是
2.2.5安装是否符合工艺卫生要求,与屋顶(天花板)、墙壁等有足够的距离
是
2.2.6设备是否用脚架固定,与地面应有一定的距离?
是
2.2.7各类料液输送管道是否避免死角或盲端,设排污阀或排污口,便于清洗、消毒,防止堵塞
不符合
2.1.29冷藏库及冷冻库是否有自动温度记录装置或自动报警装置?温度分别为______
不符合
2.2设备、工具、管道
2.2.1凡接触食品物料的设备、工具、管道,是否用无毒、无味、抗腐蚀、不吸水、不变形的材料制作
是
2.2.2设备、工具、管道,是否清洁,边角圆滑,无死角,不易积垢,不漏隙,便于拆卸、清洗和消毒
是
2.1.13车间、门、窗是否有防蚊蝇、防尘纱门并便于拆下洗刷
是
2.1.14通道是否宽畅,便于运输和卫生防护设施
是
2.1.15楼梯、电梯传送设备等处是否便于维护和清扫、洗刷和消毒
是
2.1.16生产车间、仓库是否有良好通风?采用自然通风时通风面积与地面积之比是否不低于1:16:采用机械通风时换气量是否不小于每小时换气三次
是
2.3.5是否根据生产需要,有的车间、部门还应配备消毒手套和统一大服装清洗和消毒场所
是
2.3.6车间入口检查处是否配备足够数量的指甲刀、指甲刷和洗涤剂、消毒液等
是
2.3.7是否在洗手处配备一定浓度的手消毒液?消毒液的种类和浓度_75%乙醇消毒液_
是
2.3.8生产车间进口,是否设有工作靴消毒池(卫生监督部门认为无需穿靴鞋的车间可免设)?消毒液的种类和浓度________
医疗器械质量体系关键工序特殊工序验证确认记录表
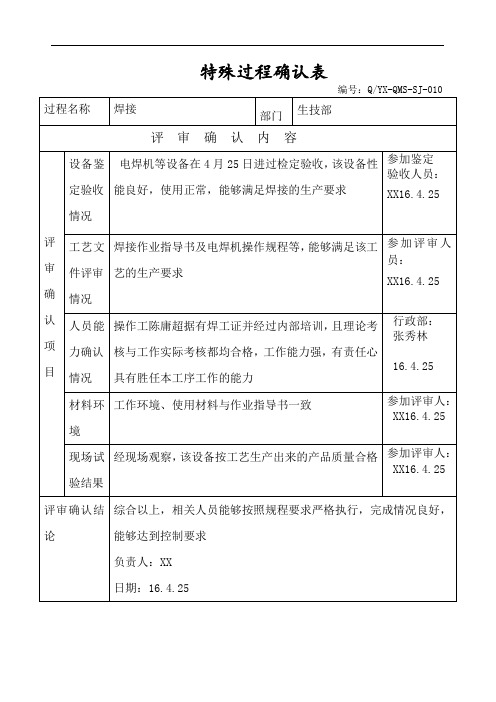
XX16.4.2够按照规程要求严格执行,完成情况良好,能够达到控制要求
负责人:XX
日期:16.4.25
特殊过程确认表
编号:Q/YX-QMS-SJ-010
过程名称
焊接
部门
生技部
评 审 确 认 内 容
评
审
确
认
项
目
设备鉴定验收
情况
电焊机等设备在4月25日进过检定验收,该设备性能良好,使用正常,能够满足焊接的生产要求
参加鉴定
验收人员:
XX16.4.25
工艺文件评审
情况
焊接作业指导书及电焊机操作规程等,能够满足该工艺的生产要求
参加评审人 员:
XX16.4.25
人员能力确认
情况
操作工陈庸超据有焊工证并经过内部培训,且理论考核与工作实际考核都均合格,工作能力强,有责任心具有胜任本工序工作的能力
行政部:
张秀林
16.4.25
材料环境
工作环境、使用材料与作业指导书一致
参加评审人:
XX16.4.25
现场试验结果
经现场观察,该设备按工艺生产出来的产品质量合格
PRP验证记录表
1.5生产区是否同生活区分开?并且生产区应在生活区的下风向?
1.6厂区内是否有适当的排水系统?
1.7厂区内垃圾和易产生灰尘的燃料存放是否有遮蔽?
1.8原料、产品和垃圾与燃料入厂是否有单独的门?
1.9厂区内是否存在导致虫害存在的遮蔽物?
3.5成品包装完毕后,是否按批次入库、贮存,并贴上唯一的标识?
4卫生和质量检验的管理
4.1食品厂是否设立与生产能力相适应的卫生和质量检验室,并配备经专业培训、考核合格的检验人员,从事卫生、质量的检验工作?
4.2检验室是否具备无菌检测的场地、工作台和实验仪器?
4.3检验室是否具备一般化学检测的一起和场地?
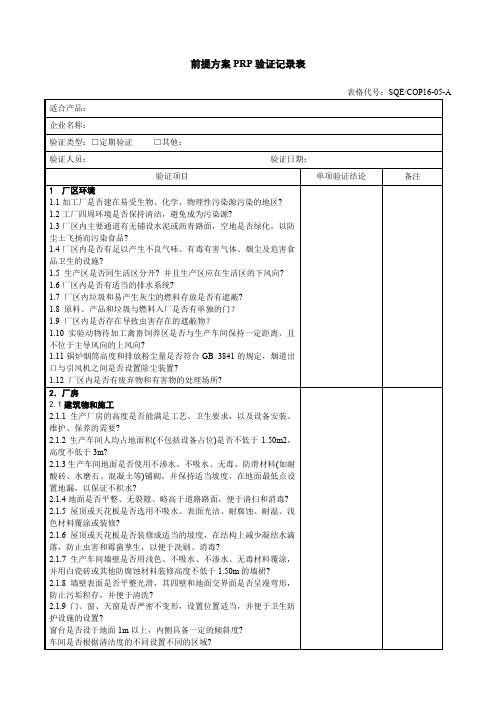
前提方案PRP验证记录表
表格代号:SQE/COP16-05-A
适合产品:
企业名称:
验证类型:□定期验证□其他:
验证人员:验证日期:
工厂是否建在易受生物、化学、物理性污染源污染的地区?
1.2工厂四周环境是否保持清洁,避免成为污染源?
1.3厂区内主要通道有无铺设水泥或沥青路面,空地是否绿化,以防尘土飞扬而污染食品?
2.1.2生产车间人均占地面积(不包括设备占位)是否不低于1.50m2,高度不低于3m?
2.1.3生产车间地面是否使用不渗水、不吸水、无毒、防滑材料(如耐酸砖、水磨石、混凝土等)铺砌,并保持适当坡度,在地面最低点设置地漏,以保证不积水?
2.1.4地面是否平整、无裂隙、略高于道路路面,便于清扫和消毒?
2.2.2设备、工具、管道表面是否清洁,边角圆滑,无死角,不易积垢,不漏隙,便于拆卸、清洗和消毒?
2.2.3设备设置是否根据工艺要求,布局合理。上、下工序衔接要紧凑?
提方案验证记录表
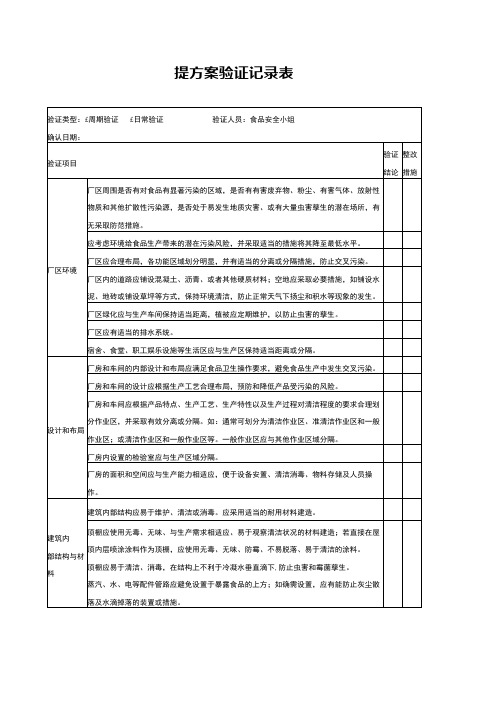
自备水源及供水设施应符合有关规定。供水设施中使用的涉及饮用水卫生安全产品还应符合国家相关规定。
排水系统的设计和建造应保证排水畅通、便于清洁维护;应适应食品生产的需要,保证食品及生产、清洁用水不受污染。
根据对食品加工人员清洁程度的要求,必要时应可设置风淋室、淋浴室等设施。
应具有适宜的自然通风或人工通风措施;必要时应通过自然通风或机械设施有效控制生产环境的温度和湿度。通风设施应避免空气从清洁度要求低的作业区域流向清洁度要求高的作业区域。
应合理设置进气口位置,进气口与排气口和户外垃圾存放装置等污染源保持适宜的距离和角度。进、排气口应装有防止虫害侵入的网罩等设施。通风排气设施应易于清洁、维修或更换。
仓库应以无毒、坚固的材料建成;仓库地面应平整,便于通风换气。仓库的设计应能易于维护和清洁,防止虫害藏匿,并应有防止虫害侵入的装置。
原料、半成品、成品、包装材料等应依据性质的不同分设贮存场所、或分区域码放,并有明确标识,防止交叉污染。必要时仓库应设有温、湿度控制设施。
贮存物品应与墙壁、地面保持适当距离,以利于空气流通及物品搬运。
应准确绘制虫害控制平面图,标明捕鼠器、粘鼠板、灭蝇灯、室外诱饵投放点、生化信息素捕杀装置等放置的位置。
厂区应定期进行除虫灭害工作。
采用物理、化学或生物制剂进行处理时,不应影响食品安全和食品应有的品质、不应污染食品接触表面、设备、工器具及包装材料。除虫灭害工作应有相应的记录。
使用各类杀虫剂或其他药剂前,应做好预防措施避免对人身、食品、设备工具造成污染;不慎污染时,应及时将被污染的设备、工具彻底清洁,消除污染。
工艺验证方案模版(原料药)

工艺验证方案本公司产品XXXXX是非无菌原料药产品,为保证生产工艺在实际生产中的有效性和可靠性,故对其进行工艺验证,本工艺验证采用同步验证的方式。
本生产工艺的验证是由质量管理部负责组织,生产技术部、设备工程部、生产车间及QC检验室有关人员参与实施。
本工艺验证方案参考了ICH Q7A的生产工艺验证的指导原则。
验证小组成员方案制订方案审核方案批准目录1. 基本情况 61.1. 概述 61.2. 生产工艺 61.2.1. 生产工艺流程图 61.2.2. 生产工艺的详细描述 61.2.3. 关键工艺步骤和参数 62. 验证目的 73. 验证前提 73.1. 工艺环境包括公用系统情况 73.2. 工艺设备情况 73.3. 所用原辅料和包装材料情况 73.4. 所用文件的准备情况 83.5. 人员情况 84. 验证方案 84.1. 验证计划 84.2. 第一步反应(生产XXXXX粗品)的验证(应包括所有重点考察的生产关键参数、结晶、离心、干燥) 84.2.1第一步反应(生产XXXXX粗品)关键工艺参数验证 84.2.2第一步反应收率情况验证 94.2.3第一步反应中间体的质量情况验证 94.3. 粗品精制工序的验证 104.3.1溶解脱色验证 104.3.2 结晶工序验证 104.3.3 分离工序验证 114.3.4 干燥工序验证 124.3.5小批成品收率情况验证 124.3.6小批成品的质量情况验证 134.4批混合工艺的验证 134.4.1批混合工序关键工艺参数验证 134.4.2批混合效果的验证 134.5最终成品的质量情况验证 145. 偏差处理 146.验证结果评定与结论: 151. 基本情况1.1. 概述本公司生产的XXXXX是非无菌原料药产品,为保证生产工艺在实际生产中的有效性和可靠性,采取同步验证的方式来验证XXXXX的整个生产工艺过程(说明是按变更管理规程而进行的验证)。
1.2. 生产工艺1.2.1. 生产工艺流程图应有洁净区的标识。
前提方案验证记录表

1.6厂区内是否有适当的排水系统
1.7厂区内垃圾和易产生灰尘的燃料存放是否有遮蔽
1.8原料、产品和垃圾与燃料入厂是否有单独的门
1.9厂区内是否存在导致虫害存在的遮蔽物
1.10实验动物待加工禽畜饲养区是否与生产车间保持一定距离,且不位于主导风向的上风向
2.3.3龙头设置是否保证人数在200人以内者,按每个10人1个,200人以上者每增加20人增设1个
2.3.4洗手设施是否包括干手设备(如热风、消毒干毛巾、消毒纸巾等)
2.3.5是否根据生产需要,有的车间、部门还应配备消毒手套和统一大服装清洗和消毒场所
2.3.6车间入口检查处是否配备足够数量的指甲刀、指甲刷和洗涤剂、消毒液等
2.5.7药品使用是否由经过培训的人员按照使用方法进行配置
2.5.8除卫生和工艺需要,是否在车间使用和存放可能污染食品的任何种类的药剂
2.5.9生产车间使用的药剂是否经过适当的标识、放置在指定场所并由专人管理
2.5.10是否有专人和专用区饲养实验动物和待加工禽畜的管理,防止污染食品
2.5.11厂区设置的污染物收集设施,是否为密闭式或带盖,是否要定期清洗、消毒,保证污染物不外溢,并于24h之内运出厂区处理。做到日产日清,防止有害动物集聚滋生
2.1.17机械通风管道进风口是否距地面2m以上,并远离污染源和排风口,开口处是否设防护罩
2.1.18饮料、熟食、成品包装等生产车间或工序必要时是否增设水幕、风幕或空调设备
2.1.19车间或工作地是否有充足的自然采光或人工照明,并且光照不改变加工物品的本色
2.1.20位于工作台、食品和原料上方的照明设备是否加防护罩
5.9所以库房(包括:排酸库、原料库、成品库、包装材料库)所安装的灯具是否有防爆设施
工艺验证方案
验证方案1概述XXXXX为公司一个主要生产品种,已对现行制备工艺进行了多次小试及中试,工艺稳定,各步中间体及成品质量符合规定。
为满足规模生产能力,制备小型玻璃器皿放大为反应罐,生产场地由实验室改为在公司二车间。
二车间的厂房设施、公用系统、关健设备均已进行了验证,空调净化系统、工艺用水系统已进行了验证,本次随生产工艺验证进行同步再验证。
所用原辅材料、内外包材均是由合格供应商提供的符合我公司质量标准的产品;公司的各级人员经过了相应规范意识和操作技能的培训。
已建立了系统化的生产质量管理文件体系并经过培训和试运行。
公司已具备工艺验证条件,准备进行工艺验证,证明在现有厂房设施、生产设备、机构人员和各项管理制度和规程整体运行下,工艺稳定可靠。
本产品生产工艺及使用的设备见《XXXXX生产工艺规程》。
验证批生产按现行生产质量程序正常进行。
2验证目的为评价XXXXX生产的工艺规程的可行性和重现性,根据GMP要求制定本验证方案,对其生产过程进行验证,以保证在正常生产条件下,生产出质量合格、均一、稳定产品。
3职责车间验证的组织实施;生技部经理负责工艺验证方案和报告的起草;工程部负责设备的正常运行、仪器仪表校验;QA 负责现场监控和取样;QC 负责按计划完成工艺验证方案中相关检验任务,确保检验结论正确可靠;质量部经理负责工艺验证方案及报告的审核;生产副总经理负责工艺验证方案及报告的批准。
4验证小组成员4验证工艺规程编码《XXXXX饮片生产工艺规程》STP-SC001-00 5验证批量猪胆膏原料150kgXXXXX成品约33kg6工艺流程图(见下页)911 .生产过程参数确认(记录见附表1)12 验证工序及内容粗品制备:主要工艺参数及设备参数皂化时间、温度:12小时/102~105℃皂化液冷却温度:至室温酸化PH值:调PH值至3记录填写:填写规范、准确及时、真实、完整,按规定修改验证项目(记录见附表2)●生产过程和关键参数确认验证方法:在生产过程中由QA全过程跟踪监控,按验证记录要求,独立观察记录关键过程参数,工序操作结束后与工艺规程、批记录核对。
工艺纪律检查记录表

序号
检查内容
1 工艺文件、生产图纸是否正确、完整,能有效指导生产
2
工艺文件是否按有关技术通知及时进行了更改、内容正确、手续齐全, 符合规定要求,版本是否受控。
3
工艺文件是否确定重要工序、特殊工序,其参数是否按要求进行了监控, 是否进行了质量记录。
4 工艺文件中质量要求、工艺参数、设备、工装等是否齐全。
11 工装满足工艺文件规定要求,保证精度和良好的状态。
12 生产用的计量测量器具测量能力适宜,状态良好,按规定使用、送检。
13 对工艺上有特殊要求的作用环境,应满足工艺文件要求,并做好监控记录。
14 是否建立原材料、外购件检验标准,是否按要求进行了检验并记录。
15 生产现场原材料、外购件、在产品存放、防护标示管理符合规定要求。
备注(整改日期)
5 是否按工艺文件要求进行操作,查工艺文件执行情况。
6 操作人员进行岗位培训,满足上岗要求,满足工艺文件要求。
7 特殊关键工序人员提供相关资格证明,持证上岗。
8 操作人员熟悉工艺文件内容,严格按照图纸执行。
9 操作人员按规定进行自检、互检工作,记录规精度和良好的性能,确保正常运行、安全、可靠,并有 日常维护、保养、检查记录,生产人员熟悉设备安全操作规程。
16 产品采用的代用材料是否符合审批手续。
17
新工艺、新技术、新材料和新装备必须经过验证合格后纳入工艺文件 方可正式使用。
18 操作人员发现不合格品、不稳定状态及时汇报。
19 生产现场做好定置管理,产品区域及状态标示符合规定,生产现场整洁有序。
检查人员:
检查记录
检查时间: 站 别:
责任部门/责任 人
工艺验证报告
工艺验证报告工艺验证报告项目代号:实施单位:编制:审核:批准:___年月工艺验证报告No.共页第1页一、工艺验证时间工艺验证完成时间:年月日至年月日二、工艺验证类别首台份(OTS样车)□___线□小批(PP节拍认证\FEU)□SOP批量提升□现产品改进□零部件三、验证地点冲压□焊装□涂装□总装四、验证依据产品设计技术标准,工艺设计指标、工艺方案、工艺路线、流程、生产纲领、工艺文件。
五、验证人员及资质验证组组长:验证组成员:姓名单位职务/职称姓名单位职务/职称六、验证情况一)工艺路线、流程验证该项目工艺路线、流程经过试制验证基本符合工艺设计要求,但需要进行流程修订,包括冲压、焊装、涂装和总装。
详见[工艺流程修订表]。
二)工艺装备验证1、冲压模具本项目共有模具套数,其中大型模具套和小冲模具套。
在本次验证中,共验证了套模具,其中存在问题项,包括严重不合格项、一般不合格项、可接受项和需整改再验收项。
详见[模具验证记录表]。
2、工装本项目共有工装套数,在本次验证中,共验证了套工装,其中存在问题项,包括严重不合格项、一般不合格项、可接受项和需整改再验收项。
详见[工装验证记录表]。
3、设备冲压设备与模具匹配满足生产要求。
冲压设备部分与模具不匹配,不能满足生产需求,详见[冲压设备验证记录表]。
焊装设备型号、数量满足生产需求。
焊装设备型号、数量不满足生产需求,详见[焊装设备验证记录表]。
涂装设备满足生产需求。
涂装设备不满足生产需求,详见[涂装设备验证记录表]。
总装设备满足生产需求。
总装设备不满足生产需求,详见[总装设备验证记录表]。
4、工位器具冲压共需种,本次验证种,合格满足使用要求的种,需进行改进的种,详见[冲压工位器具验证记录表]。
焊装共需种,本次验证种,合格满足使用要求的种,需进行改进的种,详见[焊装工位器具验证记录表]。
涂装共需种,本次验证种,合格满足使用要求的种,需进行改进的种,详见[涂装工位器具验证记录表]。
工艺验证模版
86(300mg)工艺验证方案86 (300mg) PROCESS VALIDATIONPROTOCOL86(300mg)86 (300mg )工艺验证方案共35 页第1 页PROCESS VALIDATIONPROTOCOL修订记录History 文件编号File code版本Version页数PageV-0382(P)V 01共35页***公司86(300mg )工艺验证方案86 (300mg) PROCESS VALIDATIONPROTOCOL作者签名 Signature of th authoro共 35 页第 2 页您的签名表明这份文件的准备(编制/修订)符合企业验证主计划、工艺验证主计划、GMP 规范和企 业生产的要求,并且充分反映了工艺验证全过程中应完成的必要任务,可以付诸对86 工艺验证的实施。
The signature means the drafting/revising confirms to validation master plan, process validation master plan, GMP,and in-house specifications. It includes all the contents need to be validated that can be applied to the process validationof 86 tablets.审核签名 Checking signature您的签名表明您已经仔细审阅了本文件,确认它正确并已全面反映了验证任务,可以付诸对 86 工艺验证的实施。
The signature means the protocol is checked thoroughly and carefully. It includes all the contents need to bevalidated that can be applied to the process validation of 86 tablets.批准签名 Approv a Signaturer您的签名表明这份文件符合企业验证主计划、工艺验证主计划、企业生产检验标准以及现行的 GMP规范,并且在此包含的文件和信息是充分的,并可直接应用。