过滤器完整性测试问题分析
完整性测试仪失败原因调查-滤芯完整性测试

滤芯完整性失败分析/故障解决如果除菌过滤器没有成功完成完整性测试,它可能受到损坏,但是也有其他的失败原因,包括错误装配(不完全密封)和不完全润湿(参见7.7.1)。
应在文件中记录过滤器失败调查和再测试程序。
为了区别过滤器损坏和测试造成失败或假结果,可采取以下措施;·确认选择适当的完整性测试方法·使用了正确的测试参数·使用了正确的润湿液和润湿方法·测试系统没有泄露·过滤器装置温度稳定,在测试过程中符合标准(例如隔热效应*。
见下面的备注)·对设备进行了合理的校准·合理装配了测试结构且运转正常·安装了正确的过滤器为了证实纠正措施有效,可采取以下再测试措施:·按照规范重新润湿过滤器,重新测试(参见图的第一步)如果过滤器完整性测试再次失败,可采取如下措施:·通过增加冲洗量/时间、增加压差和/或使用背压来加强润湿条件(参见图中的第二步)如果过滤器完整性测试再次失败,采取如下措施:·在表面张力较低的参比溶液进行完整性测试,来评估过滤器的可润湿性变化(参见的第三步)·如果使用参比溶液仍然失败,则过滤器没有通过测试。
若在进行失败分析过程中(下图中)的任一点上过滤器通过了完整性测试,则认为该过滤器是完整的且能够产生无菌液。
在图中提供了一个判断树,它可用于对完整性测试失败进行评估。
*注意:隔热效应是当测试气体进入滤壳时的快速扩散,这可引起制冷效应,使得气体在滤壳中压缩。
这种效应能够导致假阳性的完整性测试失败,因为在测试时间之外,随着时间的增加,扩散/顺流将持续降低。
为了克服这一点,需对这些系统延长稳定和测试时间。
v1.0 可编辑可修改7.5.1润湿不充分的失败分析一般来说,过滤器完整性测试失败是由于对过滤器的润湿不充分。
不完全润湿可能是由于没有对所有气孔进行充分冲洗加以润湿、吸收了疏水性污染物,或是由于存在能够改变滤膜的表面润湿特点的其他配方成分。
过滤器完整性测试问题分析

过滤器完整性测试问题分析制药工艺过程中除菌级过滤器的完整性测试,是一个非常关键的操作。
如果正确操作,完整性测试可以快速准确且以非破坏性的方式来确保过滤器的截留效能。
但如果操作不正确,可能会导致一根完整的过滤器产生失败的完整性测试结果,这不仅浪费时间,而且可能导致生产力降低和产品损失。
过滤器的完整性测试是基于完全润湿的膜孔内液体的毛细管力的大小,孔径越小,毛细管力越大。
泡点法测量的是克服液体毛细管力的气体压力,因此跟孔径直接相关。
扩散流测量的是在低于泡点的压力下,气体溶解并扩散通过完全润湿膜的流速。
任何一个影响毛细管力、气体扩散、气体流速和压力测量准确度的因素都会影响完整性测试的结果。
常见的假阴性测试结果(过滤器完整,但完整性测试失败)可能由于膜的不完全润湿造成。
但不完全润湿是一个常见问题,并不是唯一的潜在问题。
这篇技术文章,我们会考虑所有潜在测试错误的根源,应用逻辑方法来解决问题和重新测试。
目的是增强结果的可信度,为重新测试提供理由,最终理解问题所在并排除问题,保证完整性测试在第一时间就被正确执行。
1. 一般的完整性测试结果分类(1)通过泡点和扩散流在指标之内并且在合理范围之内。
例如,一根滤芯的最小泡点是50psi,实际结果在52—58psi;或者扩散流指标是13.3ml/min,典型的结果范围在8-12mL/min。
当测试结果在典型的范围内时,这根滤芯的完整性结果是比较可信的。
(2)一般性失败例如,无论是扩散流还是泡点测试,在较低压力下就观察到较大的气体流速,通常就为一般性失败。
一根真实的有缺陷的滤芯,典型的结果就是一般性失败。
比如一根滤芯遭受过大的压差、物理性的撞击或者高温等状况,由此产生的缺陷比滤芯的正常孔径要大,其结果就是低的毛细管力和低压下高的气体流速。
出现这种情况时,通常会进行问题分析并且重新测试,但重新测试获得“通过”结果的可能性通常比较低。
(3)边缘性失败例如指标值是50psi 泡点,测试结果为48.8psi;或者扩散流指标是13.3mL/min,测试结果为15mL/min。
完整性测试的问题
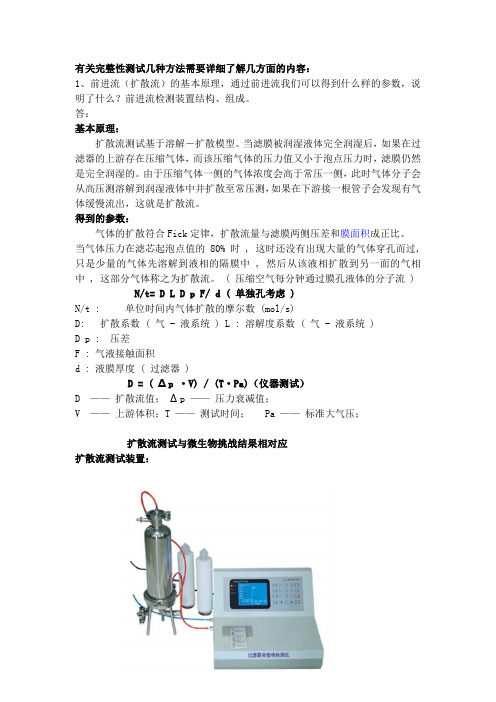
有关完整性测试几种方法需要详细了解几方面的内容:1、前进流(扩散流)的基本原理,通过前进流我们可以得到什么样的参数,说明了什么?前进流检测装置结构、组成。
答:基本原理:扩散流测试基于溶解-扩散模型。
当滤膜被润湿液体完全润湿后,如果在过滤器的上游存在压缩气体,而该压缩气体的压力值又小于泡点压力时,滤膜仍然是完全润湿的。
由于压缩气体一侧的气体浓度会高于常压一侧,此时气体分子会从高压测溶解到润湿液体中并扩散至常压测,如果在下游接一根管子会发现有气体缓慢流出,这就是扩散流。
得到的参数:气体的扩散符合Fick定律,扩散流量与滤膜两侧压差和膜面积成正比。
当气体压力在滤芯起泡点值的80%时,这时还没有出现大量的气体穿孔而过,只是少量的气体先溶解到液相的隔膜中,然后从该液相扩散到另一面的气相中,这部分气体称之为扩散流。
(压缩空气每分钟通过膜孔液体的分子流) N/t= D L D p F/ d (单独孔考虑)N/t : 单位时间内气体扩散的摩尔数(mol/s)D: 扩散系数(气-液系统) L : 溶解度系数(气-液系统)D p : 压差F : 气液接触面积d : 液膜厚度(过滤器)D = (∆p·V) / (T·Pa)(仪器测试)D ——扩散流值;∆p ——压力衰减值;V ——上游体积;T ——测试时间; Pa ——标准大气压;扩散流测试与微生物挑战结果相对应扩散流测试装置:2、泡点测试的基本原理,通过泡点测试我们可以得到什么样的参数,这些参数说明了什么?泡点测试装置结构、组成。
答:原理:起泡点测试基于毛细管模型。
滤膜的结构中充满了微孔流道,这些微孔流道就形成了很多“毛细管”,当滤膜被润湿液体完全润湿后,液体受到表面张力的作用而保留于滤膜内部,如果要想将液体挤出膜孔就需要外加一个气体压力。
能够克服表面张力将膜孔内的液体完全挤出时所需要的最小压力,就是滤膜的泡点值压力,也就是我们常说的起泡点,基于这种原理的测试方法,就是起泡点测试法。
滤芯完整性试验检测方法

滤芯完整性试验检测方法
1.水浸法:将滤芯完全浸入水中,观察是否有气泡冒出。
如果有气泡
冒出,说明滤芯存在漏孔或裂纹。
2.压力测定法:将滤芯固定在测试设备上,通过给滤芯施加一定的压力,观察是否有压力下降。
如果压力下降较快,说明滤芯存在堵塞或滤材
破损。
3.吸湿比重法:将滤芯完全浸入水中,测量浸入前后的重量差。
如果
重量差明显增加,说明滤芯存在渗漏。
4.气泡点法:在滤芯接口处涂上肥皂水,通过施加一定的气压,观察
是否有气泡冒出。
如果有气泡冒出,说明滤芯存在漏气的问题。
5.核素探测法:在滤芯内加入一定量的放射性核素,并使用探测仪器
来测量核素的透过率。
如果透过率超过设定的限值,说明滤芯存在破损或
滤材不完整。
6.阻力测定法:在滤芯的进出口处测量流量和压力差,通过计算得到
阻力差。
如果阻力差超过设定的限值,说明滤芯存在堵塞或使用寿命已经
过半。
7.外观检查法:通过目测滤芯的外观,观察是否存在破损、变形或污
染等问题。
如果有明显的外观缺陷,说明滤芯存在问题。
需要注意的是,不同类型的滤芯可能需要不同的完整性试验检测方法。
在实际应用中,应根据滤芯的特点和要求来选择适合的方法进行检测,并
严格按照相应的标准和规范进行操作。
同时,滤芯的完整性试验检测应该
定期进行,以保证其性能和过滤效果的稳定性和可靠性。
过滤器完整性检测仪的检测原理分析 检测仪工作原理

过滤器完整性检测仪的检测原理分析检测仪工作原理过滤器的完整性检测紧要有:起泡点法测试原理:当滤膜和滤芯用确定的溶液完全浸润,然后通过气源在一侧加压(我们仪器里面有进气掌控系统,可以稳定压力,调整进气),随着压力的加添,气体从滤膜的一侧放出,表现膜一侧显现大小、数量不等的气泡,通过仪器判定出对应的压力值就是泡点。
扩散流法测试原理:扩散流测试是指当气体压力在滤芯起泡点值的80%时,这时还没有显现大量的气体穿孔而过,只是少量的气体先溶解到液相的隔膜中,然后从该液相扩散到另一面的气相中,这部分气体称之为扩散流。
为什么扩散流的方法更好:起泡点值只是一个定性的值,从开始起泡到后的群起泡是一个比较长的过程,不能精准的定量。
而测量扩散流值是一个定量值,不但能精准的确定过滤器的完整性,而且还能反应出膜的孔隙率、流量和有效过滤面积等方面的问题,这也就是为什么国外厂家都用扩散流法测试完整性的原因。
水侵入法测试原理:水侵入法专用于疏水性滤芯的测试,疏水性膜抗拒水,孔径越小,把水挤入疏水膜中需要的压力越大。
所以在确定的压力下,测量挤入滤膜中的水流量来判定滤芯的孔径。
在选择有毒有害气体检测仪时存在的问题我们在选用各类检测仪时存在的问题还比较多,实在体现在如下几点:(1)对可燃气体的检测重于对有毒气体的检测。
(2)对可能引起急性中毒气体的检测重于对可能引起慢性中毒的气体的检测。
由于浩繁可燃气体泄漏所引起的爆炸事故的血的教训,使人们对于可燃气体检测特别重视,可以讲,任何一个石化、化工厂,绝大多数的不安全气体检测仪都是LEL检测仪。
但仅配备LEL检测仪对于真正保护工人的安全和健康还是远远不够的。
不可否认的是,大多数的挥发性不安全气体都是可燃气体,但是,催化燃烧式的可燃气体检测仪(LEL)并不是对全部的可燃气体检测都是较佳选择。
它是专门为检测甲烷设计的,而对其它物质的检测性能比较差。
所以,它们可以检测出的除甲烷以外的可燃气体的下限浓度要远远高于它们的允许浓度。
冻干机过滤器完整性测试
2 为什么要进行过滤器完整性检测?
5
2. 为什么要进行过滤器完整性检测?
过滤器是防止通过空气传播的微粒进入箱体内的最后屏障,空气正是通过 它们进入受控空间的。箱体内要想达到设计的洁净等级并且保持不变,很大 程度上取决于这些过滤器的性能。因此,对所有安装在冻干机上的过滤器进 行测试,保证它们符合设计规范,是最普遍且最有效的方法。
WIT
过滤器组成及冻干机应用 为什么要进行过滤器完整性检测? 过滤器完整性测试常见方法 WIT原理 全自动WIT控制流程
1
1过滤器组成及冻干机应用
2
滤壳
底 座
底座
1. 过滤器组成及冻干机应用
滤 芯
滤 芯 和 底 座
3
1. 过滤器组成及冻干机应用
冻 干 机 双 级 过 滤 器 进 气 复 压 系 统
11
4.WIT原理
5 全自动WIT控制流程
12
5. 全自动WIT控制流程
5-
过
滤
1-在线制水 2-保压测试 3-过滤器1进水 4-过滤器1检测
器 2
进
水
6-
过
滤
10-过滤器2干燥 9-过滤器1干燥 8-过滤器1、2排水 7-过滤器1排水
器 2
检
11-结束控制
测
13
亲水性膜
疏水性膜
前进流 压力衰减 泡点 水侵入
9
4 WIT原理
10
水侵入法是一种针对疏水性滤器的在线进行完整性测试的方法, 即WIT(Water Intrusion Test)。WIT是以水为介质测量浸没在水中的疏水滤器 上游空气压力的降低速率。
WIT是以水为介质进行测试的,施加的压力必须足以克服膜孔中的毛细管压力 才能使水自由流过疏水微孔膜的膜孔,这个起始临界压力叫作“水穿透点压力(WPP)”, WPP由过滤膜的材质和疏水性决定,与膜孔径呈反比。
过滤器完整性试验

过滤器完整性试验完整性试验(integrity test)是过滤和超滤工作中必不可少的检测方法。
除菌滤器(滤膜或滤芯)或超滤器使用前后均需做完整性检测。
以此确认滤芯孔径、滤芯安装是否正确,滤芯受损情况及滤芯和厂家认证是否一致。
只有这样才能确保除菌或超滤有成功的把握。
尤其是经处理后重复使用的滤芯和超滤膜,更有必要在使用前后做相应的完整性检测。
完整性检测分破坏性检测和非破坏性检测两类。
厂家以颗粒挑战试验或细菌挑战试验来评价或验证滤芯的质量,因滤芯试验后滤膜被颗粒堵塞和污染而废弃,故称为破坏性检测。
用户常用的是非破坏性检测。
本节仅就非破坏性检测作一简介。
FDA认可的非破坏性检测方法有3种,即起泡点试验(bubble point test),扩散流试验(forward flow or diffusive flow test)和压力保持实验或压力衰减试验(pressure hold test or pressure decay test)。
通过非破坏性检测方法可以检测滤器性能,但前提必须是供货商提供经过破坏性试验验证的非破坏性试验标准合格值,否则检测数据无意义。
一、起泡点试验1.试验原理起泡点试验是最古老的试验方法,它是颇尔博士于1956年发明的,用于对微米级过滤器进行非破坏性完整检测(David B Patent3007334.Filed November 30.1956)。
其原理是基于毛细管(孔)模型,完全润湿的膜由于表面张力和毛细管压力的作用,使孔径内充满湿润液,当气体的压力达到一定程度液体充满润湿液的膜孔管压力时,液体则被压出膜孔外,然后气体也通过膜孔产生气泡。
气泡点压力是从完全润湿的膜中从最大孔径压出液体时的压力。
2.检测方法检测起泡点压力有两种方法:如在下游(滤器出口管)充满液体,缓慢加压后,下游管子流出的液量突然增加时,此时的压力即为起泡点压力;如在下游管子没有液体,缓慢加压后,至有连续不断的气泡流出,此时的压力即为起泡点压力,见下列示意图(图9-10)。
完整性测试仪失败原因调查-滤芯完整性测试
滤芯完整性失败分析/故障解决如果除菌过滤器没有成功完成完整性测试,它可能受到损坏,但是也有其他的失败原因,包括错误装配(不完全密封)和不完全润湿(参见7.7.1)。
应在文件中记录过滤器失败调查和再测试程序。
为了区别过滤器损坏和测试造成失败或假结果,可采取以下措施;·确认选择适当的完整性测试方法·使用了正确的测试参数·使用了正确的润湿液和润湿方法·测试系统没有泄露·过滤器装置温度稳定,在测试过程中符合标准(例如隔热效应*。
见下面的备注)·对设备进行了合理的校准·合理装配了测试结构且运转正常·安装了正确的过滤器为了证实纠正措施有效,可采取以下再测试措施:·按照规范重新润湿过滤器,重新测试(参见图7.1-1的第一步)如果过滤器完整性测试再次失败,可采取如下措施:·通过增加冲洗量/时间、增加压差和/或使用背压来加强润湿条件(参见图7.7-1中的第二步)如果过滤器完整性测试再次失败,采取如下措施:·在表面张力较低的参比溶液进行完整性测试,来评估过滤器的可润湿性变化(参见7.7-1的第三步)·如果使用参比溶液仍然失败,则过滤器没有通过测试。
若在进行失败分析过程中(下图中)的任一点上过滤器通过了完整性测试,则认为该过滤器是完整的且能够产生无菌液。
在图7.7-1中提供了一个判断树,它可用于对完整性测试失败进行评估。
*注意:隔热效应是当测试气体进入滤壳时的快速扩散,这可引起制冷效应,使得气体在滤壳中压缩。
这种效应能够导致假阳性的完整性测试失败,因为在测试时间之外,随着时间的增加,扩散/顺流将持续降低。
为了克服这一点,需对这些系统延长稳定和测试时间。
7.5.1润湿不充分的失败分析一般来说,过滤器完整性测试失败是由于对过滤器的润湿不充分。
不完全润湿可能是由于没有对所有气孔进行充分冲洗加以润湿、吸收了疏水性污染物,或是由于存在能够改变滤膜的表面润湿特点的其他配方成分。
过滤器完整性测试

过滤器完整性测试在软件开发过程中,过滤器是一种常用的技术,用于对数据或事件进行控制和处理。
它可以过滤掉不需要的数据或事件,保留需要的内容,提高系统的安全性和性能。
为了确保过滤器的完整性,需要进行完整性测试来验证其正确性和稳定性。
下面将详细介绍过滤器完整性测试的内容和方法。
1.功能性测试:测试过滤器是否按照预期的方式过滤数据或事件。
这需要验证过滤器的各种功能,包括过滤规则的设置、过滤条件的逻辑运算、过滤结果的输出等。
测试人员可以设计各种测试用例,包括正常情况下的输入和输出,以及边界情况和异常情况,确保过滤器能够正确处理各种情况。
2.性能测试:测试过滤器在处理大量数据或事件时的性能表现。
这需要测试过滤器的处理速度、内存占用、响应时间等指标。
可以通过模拟真实的数据流或事件流来进行性能测试,比较不同规模和复杂度的输入对过滤器性能的影响。
性能测试可以帮助发现过滤器的性能瓶颈,进一步优化和调整。
3.安全性测试:测试过滤器在处理恶意数据或事件时的安全性。
这需要模拟各种攻击和恶意行为,如SQL注入、跨站点脚本攻击等,测试过滤器的防御效果。
测试人员可以通过手动输入恶意数据或事件,或利用现有的安全测试工具来进行安全性测试。
安全性测试可以发现过滤器的漏洞和弱点,帮助修复和加强安全性。
4.兼容性测试:测试过滤器在不同环境和平台上的兼容性。
这需要测试过滤器在不同操作系统、不同浏览器、不同设备上的运行情况。
测试人员可以模拟各种环境和平台,验证过滤器的兼容性。
兼容性测试可以帮助发现过滤器在一些特定环境或平台上的问题,及时进行修复和兼容性适配。
5.可靠性测试:测试过滤器的可靠性和稳定性。
这需要测试过滤器在长时间运行或高负载情况下的表现,验证过滤器是否能够持续工作并处理大量的数据或事件。
可靠性测试也可以测试过滤器在异常情况下的恢复能力,如断电、崩溃等。
测试人员可以模拟各种场景和情况,验证过滤器的可靠性和稳定性。
为了进行过滤器完整性测试,需要有一套完整的测试计划和测试用例。
过滤器完整性测试故障

四、过早的出现仪器校验界面
• • • 确认客户没有修改过时间,如果修改过,改回来即可 确认仪器编号,同工厂确认出厂时间 如果客户着急使用,让他按下确认键,继续使用,等不急用时寄回公司,校 验后给客户返回去。一般工厂最快需要一周的时间才能出货
五、测试泡点时间过长
• • • • 确认过滤器没有泄露 把起测压力调到接近泡点(差50---100mbar) 4.0调到一过泡点就自动退出,避免测最终泡点 如果进气到某一个压力点后,仪器就停止不动了,就需要进行内部校验,内 部校验时下游一定不能接过滤器,上游的压力要大于3500mbar.
过滤器完整性测试仪故障解决
(内部资料) 崔志强 2010年4月
一、仪器自检不通过
• • • • 了解客户的操作过程,4000mbar时3到5分钟自检。 确认出气管道已经拔掉,避免因过滤器泄漏造成自检不通过 自检泄漏后,让客户先做一次内部校验,避免因传感器漂移而出现自检泄漏 重复做两次自检,如果还是泄漏,先跟客户解释因物流原因出现故障,客户 急着使用咱们给他寄样机。 检查气源压力是否足够,要保证整个检测过程中,气源压力始终要大于自检 压力。
•
二、打印机不打印,或打印一半
• • • • • • • 确认打印机的绿灯是否亮 确认打印纸安装正确,让客户重新安装打印纸 自检打印机,听打印机的声音,有正常的走纸和打印声,可以确定打印机无 故障 如果是热敏打印确定打印机的外壳已盖好 如果是针式打印机,换色带 如果打印出现乱码,自检后重启仪器,反复测试 打印一半多出现于针式打印机,可能是客户经常手动的扯纸导致针断了,基 本上是必须要换的
三、出现花屏,死机
• • • • • 出现花屏并死机时,马上重启仪器,并在开机后等上3-4分钟,再操作;如果 10次中出现1次,这是偶发现象,太频繁即显示屏有问题。 在操作过程中出现花屏,没有死机,连续按两次取消键,可解除故障;让客 户在使用时按键稍慢一点户换新机 询问客户的使用环境,电磁强度太大同样会出现花屏,或按键失灵,建议客 户在干燥无电磁地方使用 询问客户电源是否是220v。GMP车间的电源有的会偏高
净水设备检查中的问题排查与解决技巧详解与案例分析分享

净水设备检查中的问题排查与解决技巧详解与案例分析分享随着人们对健康饮水的重视程度不断提高,净水设备在家庭和商业场所的应用也越来越广泛。
然而,随着使用时间的延长,净水设备可能会出现各种问题,影响净水效果甚至带来安全隐患。
本文将详细介绍净水设备检查中常见的问题排查与解决技巧,并结合实际案例进行分析分享。
一、净水设备检查中的常见问题1. 滤芯污染滤芯是净水设备中最关键的部件之一,起到过滤水质的作用。
长时间使用后,滤芯会逐渐被污染物堵塞,导致净水效果下降甚至完全失效。
检查时,可观察滤芯表面是否有明显污垢,如发现问题需及时更换滤芯。
2. 水质异味净水设备在过滤水质的同时,也会对水质进行消毒和脱臭处理。
如果出现水质异味,可能是由于消毒剂残留或者滤芯老化等原因造成。
检查时,应注意水质是否有异味,如有必要可进行水质检测,找出异味成因并及时排除。
3. 漏水现象净水设备在使用过程中如果出现漏水现象,可能是由于连接处松动、密封件老化或者管路堵塞等原因引起。
检查时,需仔细检查管路连接处是否紧固,密封件是否完好,如有漏水问题应及时修复。
二、净水设备检查中的解决技巧1. 定期维护定期对净水设备进行维护保养是保证净水效果和使用安全的关键。
可以按照设备说明书上的要求,定期清洗滤芯、更换滤芯、消毒灭菌等,确保设备始终处于最佳工作状态。
2. 注意水质水质是影响净水设备使用效果的重要因素之一,不同地区的水质差异较大。
在购买净水设备时,应根据当地水质特点选择合适的净水设备,并在使用过程中注意水质变化,及时调整净水设备工作模式。
3. 及时维修一旦发现净水设备出现问题,应及时进行维修处理,避免问题扩大影响净水效果。
可以联系专业维修人员或者厂家售后服务,根据具体情况对净水设备进行检修,保证设备持续正常运行。
三、案例分析分享小王家购买了一台净水器,使用一段时间后发现净水效果明显下降,水质有异味,同时漏水现象严重。
经过检查排查,发现是滤芯已经过期需要更换,并且连接处有漏水现象。
过滤器效能测试不合格的原因
过滤器效能测试不合格的原因英文回答:The filter efficiency test may fail due to various factors, including:Insufficient filtration media: The filter may not have enough filtration media to effectively remove particles from the air.Poor media quality: The filtration media may be of poor quality, allowing particles to pass through.Improper installation: The filter may not be installed correctly, allowing bypass air to enter the system.Insufficient airflow: The airflow through the filter may be too low, preventing particles from being captured.Excessive airflow: The airflow through the filter maybe too high, causing particles to be blown through the media.Media damage: The filtration media may be damaged, allowing particles to pass through.Incorrect filter size: The filter may be the wrong size for the system, allowing bypass air to enter.Dirty or clogged filter: A dirty or clogged filter will not be able to effectively remove particles from the air.Defective filter: The filter may be defective, preventing it from performing its intended function.Environmental factors: Temperature, humidity, and other environmental factors can affect the performance of the filter.中文回答:过滤器性能测试不合格的原因可能有以下几个方面:过滤介质不足,过滤器可能没有足够的过滤介质来有效地去除空气中的颗粒物。
液体除菌过滤器完整性测试

该方法操作简便,但精度同样 较低,且对微小泄漏的检测能 力有限。
流量法
通过测量过滤器进出口的流量,计算 流量差值,判断过滤器是否存在泄漏。
该方法精度较高,但需要精密的测量 设备,且对操作人员的技术要求较高。
流量法适用于各种类型的过滤器,包 括深层过滤和表面过滤。
04 测试步骤和注意事项
测试前的准备
超滤过滤器
能够去除细菌、病毒等微 生物,适用于医疗、食品 饮料等领域。
纳滤过滤器
能够去除小分子有机物、 重金属等,适用于工业废 水处理。
过滤器的原理和结构
过滤原理
通过物理拦截的方式去除液体或 气体中的杂质。
结构
主要由滤芯、外壳、密封圈等组 成,滤芯是过滤器的核心部件, 由过滤材料制成。
03 完整性测试的方法
压力衰减法
通过向过滤器施加一定压力,观 察压力随时间的变化,判断过滤
器是否存在泄漏。
压力衰减法适用于各种类型的过 滤器,包括深层过滤和表面过滤。
该方法简单易行,但精度相对较 低,容易受到外部环境因素的影
响。
气泡法
通过向过滤器内注入气体,观 察是否有气泡逸出,判断过滤 器是否存在泄漏。
气泡法适用于表面过滤器,不 适用于深层过滤器。
THANKS FOR WATCHING
感谢您的观看
Байду номын сангаас
05 测试结果分析和评估
数据分析方法
对比法
统计分析法
将实验数据与已知数据进行比较,判断测 试结果是否符合预期。
对实验数据进行统计分析,如计算平均值 、标准差等,以评估测试结果的可靠性。
趋势分析法
假设检验法
将多次测试结果进行趋势分析,观察数据 变化趋势,判断过滤器完整性是否稳定。
滤芯完整性测试报告
滤芯完整性测试报告
一、引言
为了确保滤芯的完整性,我们进行了完整性测试,并生成此报告,以记录测试过程和结果。
二、测试目的
三、测试方法
我们采用了以下测试方法来验证滤芯的完整性:
1.目视检查:检查滤芯表面是否有任何可见的破损或缺陷。
2.压力测试:通过应用一定压力到滤芯上,并观察是否会发生出气或漏水现象来判断滤芯是否完整。
四、测试过程
1.目视检查:我们仔细检查了滤芯的外观,并发现滤芯表面没有任何明显的破损或缺陷。
2.压力测试:我们使用了专业的滤芯完整性测试仪器,在不同压力下对滤芯进行了测试。
首先,我们将滤芯安装到测试设备上,然后逐渐增加压力,并观察滤芯是否会出现气泡或漏水现象。
五、测试结果
经过目视检查和压力测试,我们得出以下测试结果:
1.目视检查:滤芯表面没有任何明显的破损或缺陷,外观完好。
2.压力测试:在不同压力下进行的压力测试中,滤芯没有出现气泡或漏水现象,显示其完整性良好。
六、结论
根据我们的测试结果,滤芯经过完整性测试后没有发现任何损坏或破裂的情况,滤芯的完整性良好。
七、建议
尽管滤芯的完整性测试结果良好,我们仍建议在使用滤芯之前进行更详细的测试以确保其完整性。
另外,在使用滤芯时,建议按照生产商的说明书进行正确的使用和维护,以延长滤芯的使用寿命。
八、致谢
感谢所有参与滤芯完整性测试的人员,以及为本测试报告提供支持和帮助的人员。
附录:测试图片和数据表格
(此部分可根据实际情况添加测试图片和数据表格。
生物安全柜高效过滤器完整性测试与分析

生物安全柜的高效空气粒子过滤器,简称高效过滤器(HEPA),是一种具有延伸/皱褶介质过滤膜的干燥型过滤器。
它主要目的是过滤流入安全柜工作区的空气里的灰尘等微粒,确保安全柜里的空气达到一定的洁净度;以及将试验操作过程中样品产生的气溶胶等危险粒子过滤掉,达到保护样品,避免样品间的交叉污染和防止生物危险粒子对试验操作者损害的目的[1]。
同时也避免试验操作过程中样品产生的气溶胶等危险粒子直接排放到环境中去,达到保护环境的目的。
生物安全柜高效过滤器的滤膜是一种一生物安全柜高效过滤器完整性测试与分析Test and Analysis of the Integrity of High Efficiency Particulate Air Filter in Biological Safety Cabinets[摘 要] 高效过滤的完整性是生物安全柜安全使用的重要性能,也是操作使用者高度关注和检测过程中经常遇到的问题。
通过对生物安全柜高效过滤的完整性的测试和分析、评价,为《生物安全柜检测/校准方法研究》课题研究和《生物安全柜性能测评方法》的制定提供技术支持,从而保证在用生物安全柜的安全、可靠。
[关键词] 生物安全柜;高效过滤;测试分析;气溶胶;生物危险粒子Abstract : The integrity of high efficiency particulate air filter (HEPA) is not only an important performance index for the safety use of biological safety cabinets (BSC), but also the frequently encountered problems which the operators have high regards to in the testing processes. The test analysis and evaluation of the integrity provide technical support for the project works of "the study of the BSC testing/calibration methods" and "the measurement methods of BSC performance", so as to ensure the safety and reliability of BSC.Key words: biological safety cabinets (BSC);high efficiency filter;test and analysis; aerosol;biological dangerous particle[中图分类号] TH789;TB9 [文献标志码] B doi:10.3969/j.issn.1674-1633.2010.05.018[文章编号] 1674-1633(2010)05-0054-03胡良勇广州市计量检测技术研究院,广东 广州 510030HU Liang-yongGuangzhou Institute of Measuring and Testing Technology, Guangzhou Guangdong 510030, China收稿日期:2009-11-11基金项目:国家质量检验检疫总局科技计划项目(2008QK285);广东省质量技术监督局地方标准制定计划项目(〔2008〕354-26)。
过滤器完整性试验
过滤器完整性试验
滤网过滤器的完整性试验是确定滤网过滤器的密封性和可靠性的重要
保障工作,可以保证过滤网过滤器对液体或气体的有效过滤和清洁。
滤网
完整性试验具有简单、可靠、快速的优点,是选择滤网过滤器的重要手段
之一、滤网完整性试验的原理和步骤如下:
一、滤网完整性试验的原理
滤网完整性的试验是通过外界加入一定的压力稳定滤料的状态,利用
内部的抽真空手段使滤料内的空气及其气体随之抽出,实现对完整性检测。
如果滤料的完整性很好,抽真空的效率很高,真空值可以达到一定的值
(可以用特性值来表示);如果滤料完整性较差,则真空值也会相应降低。
二、滤网完整性试验的执行步骤
1.准备工作:准备好滤网完整性试验仪,检查是否有损坏,并根据操
作规程做好初步的准备工作。
2.滤网安装:安装滤网的芯片,并加上固定的螺钉,使滤网更加紧密。
3、连接仪器:将滤网完整性试验仪与滤网连接好,调整仪器参数
(如外界压力的大小,抽真空器的真空度),确保仪器正常工作。
4.测试:对滤网进行完整性测试,测试的时间根据滤网的完整性而定。
生物安全柜高效过滤器完整性测试与分析
146研究与探索Research and Exploration ·智能检测与诊断中国设备工程 2020.02 (下)生物安全柜的高效过滤器,也就是高效的空气粒子过滤器,它是一种干燥型的过滤器,其过滤膜是延伸介质或者是皱褶介质。
这个高效过滤器主要的目的就是将生物安全柜工作区域空气中的灰尘等微粒过滤出来,保障生物安全柜内的空气清洁,同时,也可以将试验过程中所产生的危险粒子过滤出去,对样品起到良好的保护作用。
所以,在生物安全柜的使用过程中,只有保障高效过滤器的完整性,才可以保障安全柜的使用指标。
1 检测介质气溶胶的选择根据我国YY0569-2005的检测标准和欧盟NSF49-2002的检测标准,在高效过滤器的完整性检测过程中,应该采用气溶胶喷发剂进行检测,但是,在欧盟EN12469-2000的检测标准中,却采用了自然气溶胶的方法进行检测,经大量研究发现,通过这种方法,不能保障所有的漏隙都被检测到。
因为气溶胶发生器喷发所产生的气溶胶为颗粒状,经过发生器喷发时的压力作用,这些气溶胶颗粒就很容易抵达生物安全柜中所有的检测位置,并且得到均匀分布,特别是可以将过滤器和安全柜之间相互结合的位置完全覆盖住。
但是,通过自然空气产生的气溶胶在空气稳定的安全柜中就会具有较差的动力和流动性,不能全面抵达待测部位,在安全柜中的分布也不够均匀,所以,过滤器和安全柜之间相互结合的位置也就不能被完全覆盖住,这样的情况就会导致检测结果出现误差。
因此,在进行生物安全柜高效过滤器的完整性测试过程中,我们选择依据我国检测标准要求进行检测。
在日常检测过程中,常采用1.5%KI、0.9%NaCl、10%C 6H 12O 6·H 2O 这三种不同介质材料产生的气溶胶发生方法进行检测,根据对三种材料成分及测试数据的分析,三种介质产生的气溶胶性质相当,但是出于价格方面和对过滤器膜的耗损方面考虑,NaCl(0.9%)是最佳的选择。
空气过滤器完整性(起泡点)试验.

空气过滤器完整性(起泡点)试验
1滤芯的“预湿润”
由于滤芯有疏水性,为了增加流通量,将滤芯浸入40%的异丙醇溶液中,不要溅到过滤器的内壁上。
2确认方法(过滤器起泡点试验连接示意图如下)
(1)关闭阀门1、2。
(2)将压力表拆下,把40%的异丙醇溶液倒入过滤器内。
(3)当液体溢出时,将压力表装好,保证密封。
(4)开启压缩空气,开启阀1,阀2。
(5)缓慢加压到0.35㎏/㎝2,控制30S ,观察滤器的气泡处。
如筒体连
接处及O 型密封圈安装不严密或者滤膜没有被完全湿润,则将有连续气泡出现,这时应检查所有连接处或调换O 型圈或重新湿润滤芯;
(6)若无气泡产生,则连续加压,直到在烧杯中观察有连续或稳定气泡出
现,此时所显示压力即为最小起泡点压力。
(7)检查结束后,用纯化水冲洗滤芯,去除残留的异丙醇。
检查结果:
检查人:年月日
复核人:年月日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过滤器完整性测试问题分析
制药工艺过程中除菌级过滤器的完整性测试,是一个非常关键的操作。
如果正确操作,完整性测试可以快速准确且以非破坏性的方式来确保过滤器的截留效能。
但如果操作
不正确,可能会导致一根完整的过滤器产生失败的完整性测试结果,这不仅浪费时间,而且可能导致生产力降低和产品损失。
过滤器的完整性测试是基于完全润湿的膜孔内液体的毛细管力的大小,孔径越小,毛细管力越大。
泡点法测量的是克服液体毛细管力的气体压力,因此跟孔径直接相关。
扩散流测量的是在低于泡点的压力下,气体溶解并扩散通过完全润湿膜的流速。
任何
一个影响毛细管力、气体扩散、气体流速和压力测量准确度的因素都会影响完整性测
试的结果。
常见的假阴性测试结果(过滤器完整,但完整性测试失败)可能由于膜的不完
全润湿造成。
但不完全润湿是一个常见问题,并不是唯一的潜在问题。
这篇技术文章,我们会考虑所有潜在测试错误的根源,应用逻辑方法来解决问题和重新测试。
目的是
增强结果的可信度,为重新测试提供理由,最终理解问题所在并排除问题,保证完整
性测试在第一时间就被正确执行。
1. 一般的完整性测试结果分类
(1)通过
泡点和扩散流在指标之内并且在合理范围之内。
例如,一根滤芯的最小泡点是50psi,
实际结果在52—58psi;或者扩散流指标是13.3ml/min,典型的结果范围在8-
12mL/min。
当测试结果在典型的范围内时,这根滤芯的完整性结果是比较可信的。
(2)一般性失败
例如,无论是扩散流还是泡点测试,在较低压力下就观察到较大的气体流速,通常就
为一般性失败。
一根真实的有缺陷的滤芯,典型的结果就是一般性失败。
比如一根滤
芯遭受过大的压差、物理性的撞击或者高温等状况,由此产生的缺陷比滤芯的正常孔
径要大,其结果就是低的毛细管力和低压下高的气体流速。
出现这种情况时,通常会
进行问题分析并且重新测试,但重新测试获得“通过”结果的可能性通常比较低。
(3)边缘性失败
例如指标值是50psi 泡点,测试结果为48.8psi;或者扩散流指标是13.3mL/min,测
试结果为15mL/min。
这种边缘性失败通常不是由于过滤器缺陷造成,而是由于影响毛细管力或者气体扩散流的现象导致(例如,低的表面张力或者润湿不充分)或者测试
错误导致。
当出现边缘性失败时应采取问题分析或者重新测试,一般重新测试结果很
大可能会是“通过”,说明过滤器是真实完整的。
(4)无效的结果
结果在指标范围之内,但是超出典型的范围。
例如泡点指标是大于50psi,测试结果是80psi, 或者扩散流指标是小于13.3mL/min,测试结果为0mL/min。
这说明测试过程有问题,比如下游阀门没有打开或者与完整性测试仪器连接的阀门没有打开等。
这种类
型的结果比较少见,执行测试和回顾测试的相关人员应该被培训过,能够识别无效的
测试,然后重新测试。
2. 完整性测试失败的可能原因
除了润湿不充分,应考虑所有可能的失败原因。
如下列出的原因可能不近详尽,可能一些特殊的应用或者安装会有一些其他的问题。
3. 建立完整性测试问题分析流程图
理解完整性测试原理和应用问题分析的流程图是良好完整性测试问题分析的核心部分。
这里我们列出了一般性的问题分析流程图,但对每个终端用户来说,还需要结合各自
不同的情况来进行分析。
(1) 初始完整性测试
当进行过滤器初始完整性测试时,尽可能参考过滤器供应商给出的润湿条件和测试建议,例如Durapore和Millipore Express膜过滤器,推荐如下(也可以参考《除菌过滤器完整性测试润湿指南》)。
•液体慢慢充满系统;
•充分排气;
•一分钟的静态高压;
•以1LPM(升每分钟)/0.1m2过滤面积的流速润湿5-10mins
如果第一次测试失败,通常可能会进行简单的重新润湿,然后再测试。
如果测试失败的原因是由于润湿不充分,那么重新润湿可以解决这个问题,得到“通过”的结果。
但正如表1 所列,润湿不充分只是众多失败原因中的一个,如果忽略了其他原因,可能会导致重复失败。
所以在重新测试之前,我们建议根据表1列出的失败原因,同时检查系统,测试操作和过滤器等参数。
其中表2中斜体加粗的失败原因,不用重新测试即可确认是否存在问题。
表2中的一些失败原因,例如错误的滤器和错误的测试程序,可以非常明显地通过检查判定。
其他原因,例如温度改变,需要培训来理解测试过程中流量曲线的生成以及温度如何影响测试的流量曲线。
如在扩散流测试中,流速和时间的关系曲线是趋近于一条直线。
如果在测试过程中直线的斜率发送比较大的改变,说明温度在变化。
在重新测试之前要认识到温度对曲线的变化,找出温度变化的原因。
所以流程图中的下一步建议是:检查上述加粗的失败原因,更正后进行重新润湿,再进行测试。
当检查后,测试装置/程序正确,并且执行操作也没有问题,那么失败的原因不是表2
中强调的那些条目。
可能是如下原因:
•滤膜,密封和过滤器装置损坏
•表面张力的影响
•润湿不充分
•气锁现象
(2) 加强润湿
这时候重新加强润湿后再测试是必要的,下面会列出几个增强润湿的措施,如表3:
表3的5个选项中最有效的是醇润湿,比较常见的醇溶液是70/30的异丙醇(IPA)/
水溶液,具体请参考供应商提供的参数。
它的表面张力比较低,能够很容易地润湿膜孔,克服水润湿的不足。
另外,一些表面张力比水低的活性物质也不会干扰醇的表面
张力。
通常70/30 IPA/水的完整性指标供应商是提供的,因此醇的润湿和测试可以判
定滤器的完整性。
但是醇润湿不能区分是润湿问题还是表面张力问题,因此如果第一
次重新加强润湿就使用醇类的话,不能回答“为什么前面的测试会失败”。
表3中的第2个优选是高压润湿,高压润湿可以通过限制下游的流速来增加系统压力,但是通常情况下,建议同时保证一定的流速。
比如润湿压力可以提高到40psi,但也应结合考虑系统和过滤器的耐受压力来确定润湿压力。
理想情况下,在此压力下,维持
每0.1平方米1LPM(升每分钟)的流速能够使膜内的气体溶解于液体中,并随液体排
出。
该措施能解决润湿不充分的问题,但如果是由吸附性物质残留导致的失败,通过
增加压力并不能解决问题。
所以综合上述各种加强润湿措施的特点,对于接下来要采取的措施,我们的建议如下:(1) 采取高压润湿和再测试
(2) 如果高压重新润湿后测试仍然失败,考虑醇润湿和再测试
(2) 如果滤器在多次润湿之后仍然失败,那么问题可能是由于气锁现象,气锁现象是当膜上下游同时被润湿,膜中间困住的气体。
气锁很难通过冲洗去除,最好的去除气锁
的操作是完全地干燥滤器,通过动态的吹干2小时或者静态的80度烘干8小时之后再标准润湿,一般能通过测试。
当所有的测试都失败时,建议联系供应商,可以将滤器返还给供应商来进行缺陷分析。
缺陷分析通常可以识别是物理性损坏、过压、温度,生产缺陷还是其他原因。
总结
一个完整的完整性测试问题分析流程图如下图所示,我们建议根据下面的流程建立一
个标准的流程(SOP)来分析失败的原因,然后采取正确的措施,并重新进行测试。
可能有时候并不能完全确定失败的原因,例如,利用高压重新润湿也能够简单地去除
掉表面活性物质,因为它增加了额外的冲刷。
但是基于逻辑和典型已知的完整性测试
失败模型,应该能提供有效的流程来解决失败的问题,并采取正确的措施。