气门摇臂工艺过程卡片
设计气门摇杆轴支座零件的机械加工工艺规程...

机械制造工艺学课程设计说明书题目:设计摇臂轴座零件的机械加工工艺规程及专用夹具内容:(1)零件图 1张(2)毛坯图1张(3)机械加工工艺规程卡片 6张(4)夹具装配总图 1张(6)夹具零件图 1张(7)课程设计说明书 1份原始资料:该零件图样一张;生产纲领5000件/年。
班级:1 1 机制(4)班学生:姚波学号:2011509348指导老师:胡荣时间:2014年9月25日《机械制造技术》课程设计任务书按照分组要求(每组3名同学),每组同学在提供的备选题中选择一种零件。
一、设计题目:编制××零件机械加工工艺规程。
二、设计依据:零件资料:(每小组)该零件图样一张;生产纲领:年产量5000件/年;生产班次:每日1班,全年按300天计算。
三、设计内容:⑴、绘制零件、毛坯图各一张(3#图);⑵、编制零件工艺规程,绘制并填写工艺规程卡片;⑶、绘制并填写零件重点工序加工工序卡;⑷、编写零件机械加工工艺规程及工艺装备设计计算说明书。
四、设计要求:工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。
五、设计时间:三周(有效日21天)。
具体分配如下:布置任务、准备资料1天参数选择及计算5天绘制零件、毛坯合图3天编制工艺规程并填写工艺规程卡片4天绘制指定重点工序的工序卡片3天整理设计计算说明书及答辩3天六、参考资料:⑴、机械制造基础相关教材⑵、互换性与技术测量相关教材⑶、机械工艺师设计手册目录第一部分:设计目的 (1)第二部分:设计步骤一、零件的作用 (1)二、确定毛坯,画毛坯、零件图 (2)三、工艺规程设计 (3)四、加工工序设计 (8)五、工序尺寸的计算 (10)六、确定切削用量时及基本工时七、夹具设计…………………………………………八、填写机械加工工艺卡和机械加工工序卡第一部分设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教学环节。
气门摇杆轴支座机械加工工艺规程设计
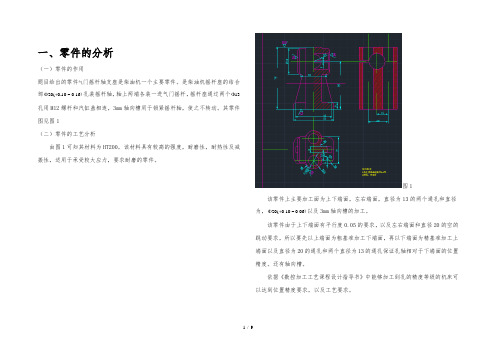
一、零件的分析(一)零件的作用题目给出的零件气门摇杆轴支座是柴油机一个主要零件。
是柴油机摇杆座的结合部)Φ(Φ孔装摇杆轴,轴上两端各装一进气门摇杆,摇杆座通过两个1320+10.0。
16~孔用M12螺杆和汽缸盖相连,3mm轴向槽用于锁紧摇杆轴,使之不转动。
其零件图见图1(二)零件的工艺分析由图1可知其材料为HT200。
该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件。
图1该零件上主要加工面为上下端面,左右端面,直径为13的两个通孔和直径为,).020+Φ以及3mm轴向槽的加工。
(06.0~10该零件由于上下端面有平行度0.05的要求,以及左右端面和直径20的空的跳动要求,所以要先以上端面为粗基准加工下端面,再以下端面为精基准加工上端面以及直径为20的通孔和两个直径为13的通孔保证孔轴相对于下端面的位置精度。
还有轴向槽。
依据《数控加工工艺课程设计指导书》中能够加工到孔的精度等级的机床可以达到位置精度要求,以及工艺要求。
二、确定毛坯(一)毛坯制造方法依据零件材料确定毛坯胚为铸件,因为零件的生产类型为大批量生产,尺寸较大,所以接受砂型机器砂型铸造。
铸件应满足以下要求:(1)铸件的化学成分和力学特性应符合图样规定的材料牌号标准。
(2)铸件的形态和尺寸要求应符合铸件图的规定;(3)铸件表面应进行清砂处理,去除结巴,飞边毛刺,其残留高度应小于或等于1-3mm(4)铸件内部,特别是靠近工作表面处不应有气孔,沙眼,裂纹等缺陷;非工作面不得有严峻的疏松和较大的的缩孔。
(5)铸件应刚好进行热处理。
退火后的硬度小于229HB。
铸件应进行时效处理,消退内应力改善加工性能。
(二)确定毛坯余量接受查表法,查阅《机械制造工艺设计简明手册》表2.2-3该铸造公差等级为CT8-10,MA-H级。
查阅表2.2-4加工表面基本尺寸加工余量等级加工余量数值说明下端面50mm H 4.0 单侧加工上端面48mm H 4.0 单侧加工左端面Φ32mm H 4.0 单侧加工右端面Φ32mm H 4.0 单侧加工,毛坯图三、工艺规程设计(一)定位基准的选择经基准的选择:气门摇杆轴支座下端面既是设计基准又是装配基准所以把它作为精基准满足了基准重合的原则。
方案设计书气门摇杆轴支座零件的机械加工工艺规程...
机械制造工艺学课程设计说明书题目:设计摇臂轴座零件的机械加工工艺规程及专用夹具内容:(1)零件图 1张(2)毛坯图1张(3)机械加工工艺规程卡片 12张(4)夹具装配总图 1张(6)夹具零件图 1张(7)课程设计说明书 1份原始资料:该零件图样一张;生产纲领5000件/年。
班级:06级机制(4)班学生:叶军学号:606014035指导老师:蒋克荣时间:2009年 6月 22日《机械制造技术》课程设计任务书机械工程系06级机制(4)班适用按照分组要求(全班同学共39人,分为13个小组,每组3名同学),每组同学在提供的备选题中选择一种零件。
一、设计题目:编制××零件机械加工工艺规程。
二、设计依据:零件资料:(每小组)该零件图样一张;生产纲领:年产量5000件/年;生产班次:每日1班,全年按300天计算。
三、设计内容:⑴、绘制零件、毛坯图各一张(3#图);⑵、编制零件工艺规程,绘制并填写工艺规程卡片;⑶、绘制并填写零件重点工序加工工序卡;⑷、编写零件机械加工工艺规程及工艺装备设计计算说明书。
四、设计要求:工艺规程可行,参数选择正确,设计计算准确,文字语句通顺,视图绘制规整。
五、设计时间:三周(有效日21天)。
具体分配如下:布置任务、准备资料 1天参数选择及计算 5天绘制零件、毛坯合图 3天编制工艺规程并填写工艺规程卡片 4天绘制指定重点工序的工序卡片 3天整理设计计算说明书及答辩 3天六、参考资料:⑴、机械制造基础相关教材⑵、互换性与技术测量相关教材⑶、机械工艺师设计手册目录第一部分:设计目的 (1)第二部分:设计步骤一、零件的作用…………………………………………1二、确定毛坯,画毛坯、零件图 (2)三、工艺规程设计 (3)四、加工工序设计 (8)五、工序尺寸的计算……………………………………10六、确定切削用量时及基本工时七、夹具设计…………………………………………八、填写机械加工工艺卡和机械加工工序卡第一部分设计目的:机械制造工艺学课程设计是在学完了机械制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个教案环节。
机械加工工艺课程设计气门摇臂轴支座加工工艺设计
课程设计题目气门摇臂轴支座加工工艺设计系机电工程系专业机械制造与自动化课程设计评阅书机械加工工艺课程设计任务书机电工程系一、设计课落款称气门摇臂轴支座零件加工工艺设计二、指导教师:杜维佳三、设计要求1、保证零件加工质量。
2、适合一样现场条件,能显著提高生产效率。
3、降低生产本钱,适应性强。
4、工艺合理,工艺资料齐全,说服力强。
四、设计依据详见零件图五、参考资料1、机械制造工艺学2、机械制造工艺设计手册3、切削用量手册4、公差配合与技术测量六、设计内容及工作量(一)设计内容1、依照零件图确信加工余量。
2、进行加工方案设计与比较。
3、机械制造工艺设计。
4、编写设计说明书。
(二)工作量1、零件图1张;2、工艺卡片一套;3、设计说明书1份(设计内容与要求说明、设计指导思想、零件图样分析、毛坯设计、加工方案分析比较确信、机械制造工艺设计、设计说明、终止语等)(三)设计进度七、说明书的格式和装订顺序要求封面(统一格式)(统一格式)(指导教师下发)注:说明书用A4纸打印,课程设计正文字数很多于10000字(含空格)。
目录前言 (6)第一章课程设计任务概述 (7)第一节课程设计的要紧内容 (7)第二节课程设计指导思想和设计原那么 (7)第二章零件的图样结构分析 (8)第一节零件结构特点 (8)第二节材料分析 (8)第三节零件的整体分析说明 (9)第三章毛坯设计 (10)第一节毛坯的选择 (10)第二节毛坯尺寸的确信 (10)第四章零件的工艺加工方案及工序 (12)第一节加工方案的制定 (12)第二节工艺线路的拟定 (12)第三节工序分析 (14)第四节工艺进程卡 (21)第五节工序卡 (21)第五章课程设计小结 (22)第六章参考资料 (23)附页 (24)前言本次课程设计是咱们学习了大学的全数基础课程课、技术基础课和专业课以后进行的。
这是咱们对所学课程的一次深切的综合性的总温习,也是一次理论联系实际的训练。
本次设计的内容是柴油机气门摇臂支座的课程设计。
气门摇臂轴支座的机械加工工艺规程设计-27页文档资料
气门摇臂轴支座的机械加工工艺规程设计1.零件的工艺分析及生产类型的确定1.1零件的作用本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为18mm 的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm 的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm ,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
图2.1 气门摇臂轴支座零件图1. 2 零件的工艺分析通过对气门摇臂轴支座零件图的重新绘制,知原图样的视图正确、完整,尺寸、公差以及技术要求齐全。
通过对零件图的详细审阅,该零件的基本工艺状况已经大致掌握。
主要工艺状况如下叙述:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下: 1. 22φ外圆的上端面以及与此孔相通的11φ通孔,粗糙度均为12.5;2. 36mm 下端面,根据零件的总体加工特性,36mm 为整个机械加工过程中主要的基准面,粗糙度为6.5,因此在制定加工方案的时候应当首先将此面加工出来;3. 28φ外圆的前后端面,粗糙度为3.2;前后端面倒ο451⨯的角,粗糙度为12.5;以及18φ的通孔,在这里由于18φ通孔所要求的精度较高,因此该孔的的加工是一个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm 下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求。
4. 26φ的前后端面,粗糙度为12.5;前后端面倒ο451⨯的角,粗糙度为12.5;以及16φ的通孔,16φ的通孔同样也是本零件加工一个比较重要的部分,观察零件图就可以知道,16φ的孔要求的表面粗糙度和位置精度和18φ的通孔一样都是比较高的,16φ的通孔表面粗糙度为1.6,孔的轴线与36mm 的地面的平行度为0.05; 通过上面零件的分析可知,36mm 下端面和22φ上端面的表面粗糙度要求都不是很高,因此都不需要精加工来达到要求,而且这两个面也是整个加工工程中主要的定位基准面,因此可以粗加工或者半精加工出这两个面而达到精度要求,再以此作为基准采用专用夹具来对其他表面进行加工,并且能够更好的保证其他表面的位置精度要求。
气门摇臂轴支座工艺卡片
气门摇臂轴支座的加工工艺过程卡片如下所示:01 铸造02 清砂03时效处理04选择上端面和φ28的侧面为基准,粗铣mm22φ下端面05选择下底面和φ28的侧面为基准,粗铣mm22φ上表面06选择下底面、φ28的侧面和宽度为22mm左侧面为基准,钻m m11φ的孔07 选择下底面、φ11的孔和宽度为22mm 的小平面为基准1.粗铣mm28φ外圆前端面2.粗铣mm28φ外圆后端面3.粗铣mm26φ外圆前端面4.粗铣mm26φ外圆后端面08 选择下底面、宽度22mm的左侧面为基准,其端面为辅助定位基准1.钻削18φ的孔2.钻削16φ的孔09选择上顶面和φ28的侧面为基准,半精铣22mmφ下端面10选择下底面、φ18的孔及其另一端面为基准1.半精铣铣28mmφ的前端面2.半精铣铣28mmφ的后端面11 选择下底面、φ11的孔及其端面为基准1.扩φ18的孔2.粗铰φ18的孔3.精铰φ18的孔。
12 选择下底面、Φ18的孔及Φ16的端面为基准1.扩φ16的孔2.粗铰φ16的孔3.精铰φ16的孔13 选择每个倒角面的另一侧面和下底面为基准1.对孔φ18和φ16的前侧面进行倒角2.对孔φ18和φ16的后侧面进行倒角14选择上顶面、φ18的孔及φ28的侧面为基准,钻3 的孔15 钳工去毛刺16 终检。
气门摇臂轴支座的机械加工工序卡片

气门摇臂轴支座的机械加工工序卡片————————————————————————————————作者:————————————————————————————————日期:气门摇臂轴支座加工工序卡片1郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号10产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容铸造车间HT200铸造铸造毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动辅助1 铸造毛坯至毛坯图要求的尺寸游标卡尺23设计(日期) 审核ﻫ(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期气门摇臂轴支座加工工序卡片2郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号30 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容热处理车间HT200 热处理热处理毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1铸造毛坯至毛坯图要求的尺寸游标卡尺23设计审核标准化会签ﻫ气门摇臂轴支座加工工序卡片3郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号40 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动辅助1 以36mm下底面以及Ø28外圆端面定位,粗铣Ø22上端面X52K立式铣床,硬质合金端铣刀,游标卡尺255 65 2 3 1 0.0623 设计审核标准化会签气门摇臂轴支座加工工序卡片4郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号50 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动辅助1以粗铣后的Ø22上端面以及Ø28外圆端面定位,粗铣36mm下底面;X52K立式铣床,硬质合金端铣刀,游标卡尺258 64 2 3 1 0.092 以粗铣后的Ø22上端面以及Ø28外圆端面定位,半精铣36mm下底面495 123 2 1 1 0.093设计(日期) 审核(日期)标准化ﻫ(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期气门摇臂轴支座加工工序卡片5郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号60 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1页第1页车间材料牌号工序名工序内容钻削车间HT200 钻削钻削加工毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动辅助1以加工后的36mm下端面,36mm底座左端面以及Ø28端面定位,钻Ø11的通孔Z525立式钻床, 111360470.1 10.362直柄麻花钻,游标卡尺,塞规3 设计ﻫ(日期)审核(日期)标准化(日期)会签ﻫ(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期气门摇臂轴支座加工工序卡片6郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号70产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø28后端面,X52K立式铣床,硬质合金端铣刀,游标卡尺255 64 2 2 1 0.082以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø26后端面255 64 2 3 10.073 以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,半精铣Ø28后端面490 123 2 1 1 0.07标记处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核ﻫ(日期)标准化ﻫ(日期)会签ﻫ(日期)气门摇臂轴支座加工工序卡片7郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号80产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容铣削车间HT200 铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数铣床X52K立式铣床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1以加工后的Ø11内孔表面定位,半精铣后的36mm下端面以及Ø28后端面定位,X52K立式铣床,硬质合金端铣刀,255 64 2 2 1 0.07粗铣Ø26前端面,粗铣Ø28前端面,半精铣Ø26前端面游标卡尺2以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,粗铣Ø28前端面255 64 2 2 1 0.083以加工后的Ø11内孔表面,半精铣后的36mm下端面以及Ø28前端面定位,半精铣Ø28前端面255 64 2 1 1 0.08标记处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核(日期)标准化ﻫ(日期)会签(日期)气门摇臂轴支座加工工序卡片8郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号90 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共2页第1页车间材料牌号工序名工序内容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数镗床Tx611卧式镗床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1 以加工后的Ø11内孔表面,半精铣后的36mm下端面C,Ø28端面G或F定位,钻Ø17的通孔Tx611卧式镗床麻花钻、扩孔钻、机用铰刀Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀,Ø20的钻咀1124 60 0.1 17 10.352扩Ø17的通孔至Ø17.851000 56 1 0.425 1 0.45 3 粗铰Ø17.85的通孔至17.941000 560.2 0.045 1 0.45 4 精铰Ø17.94通孔至Ø18H81000 70 0.2 0.03 1 0.455两端1X45°的倒角120060 0.1 1处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核ﻫ(日期)标准化(日期)会签ﻫ(日期)气门摇臂轴支座加工工序卡片9郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号100 产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共2页第1页车间材料牌号工序名工序内容钻削车间HT200 钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数镗床Tx611卧式镗床1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时(min)机动工步工时(min)辅助1 以加工后的Ø11内孔表面,以加工后的36mm下端面,Ø28端面定位, 钻Ø15的通孔的通孔,Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀Tx611卧式镗床,麻花钻、扩孔钻、机用铰刀,Ø18的钻咀1000 470.1 15 10.262扩Ø15的通孔至Ø15.851000 490.10.425 1 0.243 粗铰Ø15.85的通孔至Ø15.951000 500.2 0.05 1 0.244 精铰Ø15.95通孔至Ø16H6 1000 50 0.2 0.025 1 0.125 两端1X45°的倒角1200 60 0.1 1处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核(日期)标准化ﻫ(日期)会签(日期)气门摇臂轴支座加工工序卡片10郑州航空工业管理学院机械加工工序卡片产品型号零(部件)图号工序号110产品名称气门摇臂轴支座零(部件)名称气门摇臂轴支座共1 页第1页车间材料牌号工序名工序内容钻削车间HT200 钻削钻削毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(s)准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给ﻫ次数工步工时(min)机动工步工时(min)辅助1 以Ø22上端面偏010以及Ø28端面定位,钻Ø3偏010的内孔Z525立式钻床,直柄麻花钻3,塞规,专用夹具136012.80.1 3 1 0.362 3标记处数更改文件号签字日期标记处数更改文件号签字日期设计ﻫ(日期)审核ﻫ(日期)标准化(日期)会签(日期)。
气门摇臂轴支座的机械加工工艺(doc38页)
气门摇臂轴支座的机械加工工艺(doc 38 页)气门摇臂轴支座的机械加工工艺及夹具设计目录1设计任务书• • •1.1设计题目1.2零件作用1.3气门摇臂轴支座机械加工工艺规程的制订方法1.4夹具设计 (6)2气门摇臂轴支座的机械制造工艺规程设计.2.1零件的工艺分析及生产类型的确定 (12)2.1.1零件的作用 (12)2.1.2零件的工艺分析 (13)2.1.3确定零件的生产类型 (14)1设计任务书1.1设计题目设计如图1.1所示的气门摇臂轴支座零件的机械加工工艺规程及加工sr27通孔和016,川通孔的专用夹具1. 设计内容:(1) 零件、毛坯图:各1张。
(2)机械加工工艺规程卡片:1套。
(3)夹具装配总图:1张。
(4)夹具零件图:1张。
(5)课程设计说明书:1份。
2. 原始资料:零件图纸一张;生产纲领为10000台/年,1件/台;每日1班。
通过设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量 计算,工艺尺寸的确定,编写技术文件及査阅技术文献等各个方面受到一次综合 性的训练。
初步具备设计一个中等复杂程度零件的工艺规程的能力。
能根据被加 工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案, 完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的 专用夹具的能力。
绘制零件图,装配图,提高制图能力。
设计内容:绘制气门摇臂轴支座的二维、三维零件图,根据图纸技术要求等 确定生产类型,本次设计的零件年产量为10000件,分析确定生产类型。
工艺分 析,确定毛坯类型和制造方法,气门摇臂轴支座材料为HT200,拟采用铸造的形 式进行毛坯制造,并确定零件机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。
最后,对/---- -图1.1 气门摇臂轴支座零件图|#|O ^|A16.5¥〃 0.15 A技术要求1、 未注明ISI 角均为R3;2、 去锐谊毛刺锐边;3、 材料为:HT200:4、 时效处理HBS187-220D-璇转某道加工工序进行夹具装配图及主要零件图的设计。
气门摇臂轴支座的机械加工工序卡片

气门摇臂轴支座加工工序卡片1产品型号零 (零件 )图号工序号10航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1页第 1 页产品名称车间资料牌号工序名工序容锻造车间HT200锻造锻造毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数1夹具编号夹具名称切削液工序工时 (s)工位用具编号工位用具名称准终单件工艺主轴转进给量背吃刀量进给工步工时 (min)工步号工步容切削速度速(mm/r)(mm)装备(m/min)次数灵活协助(r/min)1锻造毛坯至毛坯图要求的尺寸游标卡尺23设计审查标准化会签改正文件改正文标志署名日期标志处数日期(日期 )(日期 )(日期 )(日期 )处数署名号件号气门摇臂轴支座加工工序卡片2产品型号零 (零件 )图号工序号30航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容热办理车间HT200热办理热办理毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转进给量背吃刀量进给工步工时 (min)工步号工步容切削速度速(mm/r)(mm)装备(m/min)次数灵活协助(r/min)1锻造毛坯至毛坯图要求的尺寸游标卡尺23设计审查标准化会签标志处数改正文件日期标志处数改正文(日期 )(日期 )(日期 )(日期 )署名署名日期号件号气门摇臂轴支座加工工序卡片3产品型号零 (零件 )图号工序号40航空工业管理学院机械加工工序卡片零 (零件 )名称共 1第 1 页产品名称气门摇臂轴支座气门摇臂轴支座页车间资料牌号工序名工序容铣削车间HT200铣削粗铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转切削速度进给量背吃刀量进给工步工时 (min)工步号工步容速装备(m/min)(mm/r)(mm)次数灵活协助(r/min)以 36mm下底面以及 ? 28 外圆端面X52K 立式铣床,硬质合金255652310.06 1端铣刀,游标卡尺定位,粗铣 ? 22 上端面23设计审查标准化会签改正文件改正文标志处数日期标志处数日期(日期 )(日期 )(日期 )(日期 )署名署名号件号气门摇臂轴支座加工工序卡片4产品型号零 (零件 )图号工序号50航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容铣削车间HT200铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步容工艺主轴转速切削速度进给量背吃刀量进给工步工时 (min)装备(r/min)(m/min)(mm/r)(mm)次数灵活协助以粗铣后的?22上端面以及 ?28外圆X52K 立式铣床,硬质258642310.09 136mm下底面;合金端铣刀,游标卡尺端面定位,粗铣2以粗铣后的 ?22上端面以及?28 外圆4951232110.09端面定位,半精铣36mm 下底面3设计审查标准化会签改正文件改正文件签标志署名日期标志(日期 )(日期 )(日期 )(日期 )处数处数日期号号字气门摇臂轴支座加工工序卡片5产品型号零 (零件 )图号工序号60航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1页第 1 页产品名称车间资料牌号工序名工序容钻削车间HT200钻削钻削加工毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数钻床Z525立式钻床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步工艺主轴转速切削速度进给量背吃刀量进给工步工时 (min)容(r/min)(m/min)(mm/r)(mm)次数灵活协助装备以加工后的36mm下端面,36mm底座1左端面以及 ?28 端面定位,钻 ?11 的通孔23标志处数改正文件日期署名号Z525立式钻床, 11470.110.361360直柄麻花钻,游标卡尺,塞规设计审查标准化会签标志改正文件签(日期 )(日期 )(日期 )(日期 )处数日期号字气门摇臂轴支座加工工序卡片6产品型号零 (零件 )图号工序号70航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容铣削车间HT200铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转速切削速度进给量背吃刀量工步工时工步工时工步号工步进给(min)容(r/min)(m/min)(mm/r)(mm)(min)装备次数协助灵活以加工后的?11孔表面,半精铣后的136mm下端面以及 ?28前端面定位,粗255642210.08铣 ?28后端面,以加工后的?11孔表面,半精铣后的X52K 立式铣床,硬质236mm下端面以及 ?28前端面定位,粗合金端铣刀,255642310.07铣 ?26后端面游标卡尺以加工后的?11孔表面,半精铣后的336mm下端面以及 ?28前端面定位,半4901232110.07精铣 ?28后端面标志处数改正文件日期标志处数改正文件签设计审查标准化会签署名号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片7产品型号零 (零件 )图号工序号80航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1 页第 1 页产品名称车间资料牌号工序名工序容铣削车间HT200铣削粗铣,半精铣毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数铣床X52K 立式铣床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步工艺主轴转速切削速度进给量背吃刀量进给工步工时工步工时容(r/min)(m/min)(mm/r)(mm)次数(min)(min)装备灵活协助以加工后的?11 孔表面定位,半精铣后的 36mm下端面以及 ?28 后端面定位,255642210.071前端面,粗铣?28 前端面,粗铣 ?26半精铣 ?26前端面X52K立式铣床,硬质以加工后的?11 孔表面,半精铣后的236mm 下端面以及 ?28合金端铣刀,642210.08前端面定位,粗255游标卡尺铣?28前端面以加工后的?11 孔表面,半精铣后的336mm 下端面以及 ?28前端面定位,半255642110.08精铣 ?28前端面标志处数改正文件日期标志处数改正文件签设计审查标准化会签署名号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片8产品型号零 (零件 )图号工序号90航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 2 页第 1 页产品名称车间资料牌号工序名工序容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数镗床Tx611 卧式镗床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工步号工步容以加工后的?11孔表面,半精铣后的136mm 下端面 C , ?28 端面 G 或 F 定位 ,钻 ?17 的通孔2扩 ?17 的通孔至 ?17.853粗铰 ?17.85 的通孔至17.944精铰 ?17.94通孔至? 18H8工艺主轴转速切削速度进给量背吃刀量进给工步工时工步工时(min)(min)装备(r/min)(m/min)(mm/r)(mm)次数灵活协助Tx611 卧式镗床麻花1124600.11710.35钻、扩孔钻、机用铰刀Tx611 卧式镗床,麻花10005610.42510.45钻、扩孔钻、机用铰刀,1000560.20.04510.45?20 的钻咀1000700.20.0310.455两头1X45°的倒角1200600.11改正文件署名日期标志处数改正文件签设计审查标准化会签处数号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片9产品型号零 (零件 )图号工序号100航空工业管理学院机械加工工序卡片气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 2 页第 1 页产品名称车间资料牌号工序名工序容钻削车间HT200钻削钻扩绞毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数镗床Tx611 卧式镗床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时准终(s)单件工艺主轴转速切削速度进给量背吃刀量进给工步工时工步工时工步号工步容(min)(min)装备(r/min)(m/min)(mm/r)(mm)次数灵活协助以加工后的?11 孔表面,以加工后的Tx611卧式镗床,麻花136mm 下端面, ?28端面定位 , 钻 ?151000470.11510.26钻、扩孔钻、机用铰刀的通孔的通孔,2扩 ?1 5 的通孔至 ?1 5.85Tx611卧式镗床,麻花1000490.10.42510.24 3粗铰 ? 15.85的通孔至 ?15.95钻、扩孔钻、机用铰刀,1000500.20.0510.244精铰 ?15.95通孔至 ? 16H6? 18 的钻咀1000500.20.02510.12 5两头 1X45 °的倒角1200600.11改正文件日期标志处数改正文件签设计审查标准化会签处数署名号字日期(日期 )(日期 )(日期 )号(日期 )气门摇臂轴支座加工工序卡片10航空工业管理学院机械加工工序卡片工步号工步容以 ?22上端面偏100以及?28端面定1位,钻 ?3 偏100的孔2 3标志处数改正文件日期署名号产品型号零 (零件 )图号工序号110产品名称气门摇臂轴支座零 (零件 )名称气门摇臂轴支座共 1页第 1 页车间资料牌号工序名工序容钻削车间HT200钻削钻削毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件详见毛坯图11设施名称设施型号设施编号同时加工件数钻床Z525 立式钻床1夹具编号夹具名称切削液工位用具编号工位用具名称工序工时(s)准终单件工艺主轴转速切削速度进给量背吃刀量工步工时工步工时进给(min)装备(r/min)(m/min)(mm/r)(mm)(min)次数协助灵活Z525 立式钻床 , 直柄麻136012.80.1310 .36花钻 3 ,塞规,专用夹具标志改正文件签设计审查标准化会签处数字日期(日期 )(日期 )(日期 )号(日期 )。
气门摇臂轴支座的机械工艺规程设计
气门摇臂轴支座的机械工艺规程设计机械制造基础课程设计作业内容:气门摇臂轴支座的机械工艺规程设计院系:机电工程学院专业:机械设计制造及其自动化学号:姓名:指导老师:写作日期: 2013 年6月20日目录1气门摇臂轴支座的工艺分析 (3)1.1零件的作用 (3)1.2零件的工艺分析 (3)2确定毛坯及制造方法 (5)2.1确定毛坯种类 (5)2.2确定毛坯尺寸及机械加工总余量 (5)3选择加工方法、制造工艺路线 (6)3.1定位基准的选择 (6)3.2零件表面的加工方法选择 (6)3.3加工阶段的划分 (7)3.4工序顺序的安排 (7)3.5拟定工艺路线 (8)3.6加工设备及工艺装备的选择..................... 错误!未定义书签。
3.7工序间加工余量的确定......................... 错误!未定义书签。
3.8切削用量以及基本时间定额的确定............... 错误!未定义书签。
气门摇臂轴支座的机械加工工艺规程设计1.气门摇臂轴支座的工艺分析1.1零件的作用本设计所设计的零件是柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为Ø18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为Ø16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用。
直径Ø11mm的孔用M10的螺杆与汽缸盖相连。
直径Ø3mm的孔用来排油。
1.2 零件的工艺分析由技术要求知:零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良;但是塑性较差、脆性较高、不适合磨削,加工面主要集中在6个平面的加工和4个孔的加工。
根据对零件图的分析知该零件需要加工的内外表面及精度要求如下:1. Ø22mm外圆的上端面以及与此外圆同轴的Ø11mm的通孔,粗糙度均为Ra12.5;2.长度为36mm的轴支座的下端面,根据零件的总体加工特性,该端面为整个机械加工过程中主要的基准面,粗糙度为Ra6.3,因此根据基准先行的原则在制定加工方案的时候应当首先将此面加工出来;3. Ø28mm外圆的前后端面,粗糙度为Ra3.2;前后端面倒1X45º的角,粗糙度为Ra 12.5;以及与外圆同轴的Ø18的内孔,此孔要求的精度较高,所要求的表面粗糙度为Ra1.6,且该孔的轴线与长度为36mm下端面的平行度为0.05,该孔的轴线跳动公差为0.1mm,深度为37±0.1mm。
气门摇臂轴支座工艺过程、工序卡片附图

气门摇臂轴支座工艺过程、工序卡片附图————————————————————————————————作者:————————————————————————————————日期:2华侨大学机电学院机械加工工艺过程卡产品型号零(部)件图号 1 共 2页产品名称柴油机零(部)件名称气门摇臂杆支座第1页材料牌号HT200 毛坯种类铸件毛坯外形尺寸83x37x62每毛坯可制件数1每台件数1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件01 铸造铸造毛坯热02 清沙,检验彻底清洗干净铸件内外非加工表面,检查铸件是否有缺陷03 人工时效时效处理HBS187-220 热04 粗铣见工艺附图1 金卧式铣床X61 专用铣夹具05 粗铣、半精铣见工艺附图2 金卧式铣床X61 专用铣夹具06 钻见工艺附图3 金立式钻床Z532 专用钻夹具07 粗铣、半精铣见工艺附图4 金卧式铣床X61 专用铣夹具08 粗铣、半精铣见工艺附图5 金卧式铣床X61 专用铣夹具09 钻、扩、精铰见工艺附图6 金TX617卧式镗床专用钻夹具10 钻、扩、粗铰、精铰见工艺附图7 金TX617卧式镗床专用钻夹具编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学机电学院机械加工工艺过程卡产品型号零(部)件图号共2 页产品名称零(部)件名称第2页材料牌号HT200 毛坯种类铸件毛坯外形尺寸每毛坯可制件数1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件11 钻见工艺附图8 金立式钻床Z532 专用钻夹具12 去毛刺钳工去毛刺,清洗钳13 终检按图纸要求全部检验金编制(日期)审核(日期)标准化(日期)会签(日期)工艺附图1 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8页第 1 页车间工序号工序名称材料牌号IV 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 11设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺设备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣Ф22上端面硬质合金端铣刀、专用铣夹具255 6423 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图2 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8页第 2 页车间工序号工序名称材料牌号V粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x6211设备名称设备型号设备编号同时加工件数卧式铣床X611夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣36mm下底面硬质合金端铣刀、专用铣夹具255 642 2 10.082 半精铣36mm下底面硬质合金端铣刀、专用铣夹具490 123 1 1 1 0.08设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图3 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第 3 页车间工序号工序名称材料牌号VI 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф11通孔专用钻夹具、麻花钻、塞规1360 47 0.1 11 1 0.34设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图4 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第 4 页车间工序号工序名称材料牌号VII 粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣Ф28前端面专用铣夹具、硬质合金端铣刀255 642 2 1 0.07粗铣Ф26前端面专用铣夹具、硬质合金端铣刀255 64 2 3 1 0.07 半精铣Ф28前端面专用铣夹具、硬质合金端铣刀480 64 2 1 1 0.07设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图5 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第 5 页车间工序号工序名称材料牌号VIII 粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣Ф26后端面专用铣夹具、硬质合金端铣刀255 6423 1 0.072 粗铣Ф28后端面专用铣夹具、硬质合金端铣刀255 64 2 2 10.07 3 半精铣Ф28后端面专用铣夹具、硬质合金端铣刀480 64 2 1 10.07设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图6 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第 6 页车间工序号工序名称材料牌号IX 钻-扩-精铰HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式镗床TX617 1夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф17通孔卡尺,塞规1000 53 0.1 17 1 0.332 扩孔至Ф17.85 扩孔钻1000 56 1 0.85 1 0.443 精铰至Ф18H8 铰刀、塞规80 4.5 0.2 0.15 1 5.5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图7 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第7 页车间工序号工序名称材料牌号X 钻-扩-粗铰-精铰HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数卧式镗床TX617 1夹具编号夹具名称切削液精扩铰孔15—Ф18夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф15通孔专用钻夹具1000 47 0.1 15 1 0.172 扩孔至Ф15.85 扩孔钻1000 49 0.9 0.85 1 0.233 精铰至Ф15.95 铰刀1000 50 0.2 0.1 1 0.224 精铰至Ф16H6 铰刀,塞规125 6.28 0.2 0.05 1 1.04设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期工艺附图8 产品型号零件图号产品名称柴油机零件名称气门摇臂轴支座共8 页第8 页车间工序号工序名称材料牌号XI 钻HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件83x37x62 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1夹具编号夹具名称切削液专用钻夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Ф3偏10°内孔专用钻夹具1360 128 0.05 3 1 0.33设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
气门摇臂轴支座的加工工序卡

底图号
铣22mm 上表面
工艺装备
工位器具编号
工位器具名称
工序工时 准终 单件
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度 mm
进给 次数
工步工时 机动 辅助
装订号
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
5 / 185 / 18
气门摇臂轴支座的加工工序卡
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
工位器具编号
工位器具名称
工序工时
气门摇臂轴支座的加工工序卡
描图
工 描校 步
号
工步内容
14 底图号
选择上顶面、φ18 的孔及φ28 的侧
面为基准,钻3 的孔
装订号
工艺装备
准终 单件
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
切削 深度 mm
进给 次数
工步工时 机动 辅助
设计(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
车间
11
气门摇臂轴支座
共 1页
工序号
工序名
第 11 页
材料牌
毛坯种类
毛胚外形尺寸
每毛坯可制作件 数
每台件数
设备名称
设备型号
设备编号
同时加工件 数
夹具编号
夹具名称
切削液
描图
11 / 1811 / 18
描校 步 号
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工艺过程卡片
产品型号 1105型 零(部)件图号
共 1 页 产品名称
柴油机 零(部)件名称 气门摇臂支座
第 1 页
材料牌号 HT200
毛坯种类
铸件
毛坯外型尺寸
每毛坯可制件数 每 台 件 数
1
备 注
工序号 工序名称 工 序 内 容
车间
工段
设 备
工 艺 装 备
工 时 准终 单件 1 铣 粗铣底平面,以上圆柱端面定位,铣尺寸39mm 至42mm 。
机加 X52 专用夹具、错齿三面刃铣刀、 0.046 2 铣 粗铣圆柱上端面,以底面定位。
铣尺寸39mm 至39.5mm
机加 X52 通用夹具、错齿三面刃铣刀 0.022 3
铣
粗铣28φ圆柱两端面,铣尺寸1.037±mm 至38mm 。
粗铣26
φ圆柱端面,保证轴向尺寸16mm 。
机加
X52
通用夹具错齿、三面刃铣刀
0.15
4 铣 精铣底平面,以上圆柱端面定位,保证尺寸39mm 。
机加 X52 专用夹具错齿、三面刃铣刀 0.116
5 钻 钻11φ小孔成
机加
Z525 通用夹具、锥柄麻花钻 0.3 6 铣 精铣28φ圆柱端面成,保证尺寸1.037±mm
机加 X52 专用夹具错齿、三面刃铣刀 0.097 7
钻
钻→扩→铰027
.0018+φ、11
.00
16φ孔成,保证两孔中心距05.056±
mm ,保证027
.00
18+φ中心与底平面距离03.024±mm ,11
.00
16φ中
心与底平面距离05.049±mm 。
机加
Z525
专用夹具、锥柄麻花钻
1
8 倒角 027.00
18+φ、11
.0016φ两孔两端倒角451⨯°。
9 钻 钻孔3φ成
机加
Z525
专用夹具、锥柄麻花钻
0.01 10 钳 去毛刺、锐边。
11 检
终检、入库。