焊缝熔重计算公式
焊缝熔深的计算公式
焊缝熔深的计算公式焊缝熔深是指焊接过程中焊条或焊丝顶部到基材表面的最大距离,它对焊接接头的强度和可靠性有着重要影响。
焊缝熔深的计算涉及到许多因素,例如焊接电流、焊接速度、焊接材料等。
下面我们将详细解释焊缝熔深的计算公式。
1.热输入计算公式热输入是指单位长度焊接线能传递给熔池的功率,它的单位是焦耳/毫米。
焊接的热输入可以通过下面的公式计算:热输入=焊接电流×焊接电压/焊接速度其中,焊接电流是焊条或焊丝的电流,单位是安培;焊接电压是焊接电源的电压,单位是伏特;焊接速度是焊条或焊丝的前进速度,单位是毫米/秒。
2.熔深计算公式熔深是焊缝焊接过程中焊材融入到基材中的深度,它可以通过下面的公式计算:熔深=(2×热输入×焊接时间)/(焊接材料的熔化潜热×焊接密度)其中,热输入是前面计算的热输入值;焊接时间是焊接过程中焊条或焊丝接触到基材的时间,单位是秒;焊接材料的熔化潜热是焊接材料熔化所需的能量,单位是焦耳/克;焊接密度是焊接材料的密度,单位是克/立方厘米。
需要注意的是,这个计算公式是一个简化的理论模型,实际焊接中可能会受到很多因素的影响,例如焊丝直径、焊接角度、熔滴形状等。
3.熔深影响因素除了上述提到的参数,焊缝熔深还受到一些其他因素的影响,包括:焊接材料的热导率:热导率越大,熔深越小;焊接速度:焊接速度越快,熔深越小;焊接电流:焊接电流越大,熔深越大;焊接电压:焊接电压越大,熔深越大。
综上所述,焊缝熔深的计算公式是通过考虑焊接过程中的热输入和材料特性来推导的。
然而,在实际应用中,由于焊接过程的复杂性和多变性,通常需要进行实验和实际测量来确定最适合特定应用的焊接参数,以获得理想的焊缝熔深。
焊条用量快速计算公式

U 形坡口的 R 值约为 0.6cm,另外该标准并未给出坡口宽度 B 值,可在施工现场测量。
(2)每米焊缝焊条用量为:W=1.7Sb=1.7(bt+S1+S2+S3)(公斤/每米焊缝)。
(3)参照以上方法也可推导出双 U 形坡口、J 形坡口、双 J 形坡口的计算公式。
表示板材的坡口截面积(不包括焊缝余高),那么焊缝的截面积(包括余高)应为 S≈1.2Sb。根据通
用公式 W=1.4S,可推导出:
W≈1.7Sb(gk/m)
式中:Sb 为板材坡口截面积,单位是 cm2。
二、公式说明
焊条的需用量(公斤/每米焊缝),与母材、焊条类型、坡口型式、焊接电源、焊条金属回收率、
操作人员的焊接习惯等很多因素有关,以上公式只用于现场施工时估算焊条用量。操作者可在以上公
2
式的基础上,结合现场实际,适当调整公式中的系数(如角焊缝公式 W=0.7K 中的 0.7 和其他焊缝公
式 W=1.7Sb 中的 1.7)。
三、坡口截面尺寸计算公式
以下是常用的并且截面形状具有代表性的坡口截面尺寸的计算方法,其他类型的坡口也可以参
照使用。为了便于心算或快算,所有坡口尺寸单位采用 cm,面积单位采用 cm2。
c.也可以通过测量坡口宽度 B 和坡口深度 h 值计算 Sb2,此时 Sb2=0.5Bh。
d.所以 V 形坡口的总面积为:
2
2
Sb=Sb1+Sb2=bt+(t-c) tan 2 或 Sb=bt+0.5Bh(cm )
(2)V 形坡口焊条用量为 W=1.7Sb=1.7[bt+(t-c)2tan 2 ]或 W=1.7(bt+0.5Bh)(公斤/每米焊
最新最全焊条重量计算表
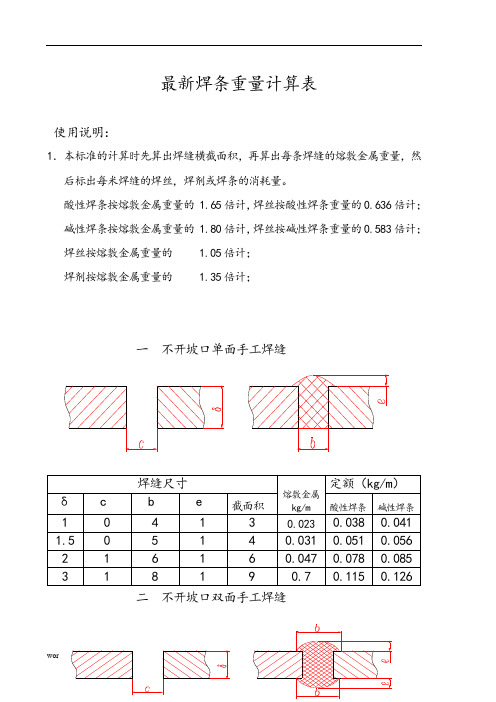
最新焊条重量计算表使用说明:1.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝. . . .三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝. . . .五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝. . . .. . . .. . . .. . . . 七不开坡口丁字接头单面手工焊缝. . . .注:双面焊定额加倍. δ1≥δ.八单面V型坡口角度手工焊缝(双面焊). . . .. . . .九油缸缸底焊缝焊丝定额. . . .. . . .. . . .. . . .钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
材料Y系数K系数软黄铜(Soft brass)和铜(copper)0.550.35硬黄铜(Hard brass) 和铜、软钢(Soft Steel)、铝(Aluminum) 0.64 0.41硬铜、青铜(Bronze)、冷轧钢(Hard steel)、弹簧钢(Spring steel) 0.71 0.45. . . .。
焊缝熔深的计算公式
焊缝熔深的计算公式焊缝熔深是指焊接过程中焊接材料的熔化程度,也是衡量焊接质量的重要参数之一。
熔深的计算公式可以帮助焊接工程师和技术人员评估焊缝的质量,并进行合理的焊接参数选择。
一、焊缝熔深的定义焊缝熔深是指焊接材料在熔化状态下的最大深度。
它反映了焊接热源对基体和填充材料的熔化程度,直接影响焊缝的强度和密实性。
二、焊缝熔深的计算公式常用的焊缝熔深计算公式如下:焊缝熔深(H)=(F*S)/V其中,F是焊接速度,S是焊缝的截面面积,V是焊接电弧或者焊接热源的熔化速度。
三、熔深计算公式的应用熔深计算公式的应用可以帮助焊接工程师和技术人员进行以下方面的工作:1. 评估焊接质量熔深的大小与焊缝的强度和密实性密切相关。
通过计算熔深,可以评估焊缝是否符合要求,从而判断焊接质量的好坏。
2. 指导焊接参数选择根据焊缝熔深的计算公式,可以通过调整焊接速度和焊接热源的熔化速度来控制焊缝的熔深。
因此,熔深的计算公式对于指导焊接参数的选择具有重要的指导意义。
3. 优化焊接工艺通过计算熔深,可以评估不同焊接工艺的熔深差异,并选择最优的焊接工艺,以实现最佳的焊缝质量和效果。
四、影响焊缝熔深的因素焊缝熔深的大小受到多种因素的影响,主要包括以下方面:1. 焊接速度焊接速度的大小直接影响焊缝熔深的大小。
焊接速度越快,焊缝熔深越浅;焊接速度越慢,焊缝熔深越深。
2. 焊接热源焊接热源的熔化速度也是影响焊缝熔深的重要因素。
不同的焊接热源有不同的熔化速度,因此选择适合的焊接热源也是控制焊缝熔深的关键。
3. 填充材料填充材料的选择和性质也会对焊缝熔深产生影响。
不同的填充材料在焊接过程中的熔化速度不同,因此选择合适的填充材料能够控制焊缝熔深的大小。
总之,焊缝熔深的计算公式提供了焊接工程师和技术人员评估焊缝质量、指导焊接参数选择以及优化焊接工艺的重要依据。
在实际工作中,我们应充分理解焊缝熔深的定义和计算方法,并结合具体工作要求和条件,合理选择焊接热源、填充材料和焊接速度,以确保焊缝的质量和可靠性。
焊材用量计算公式

焊材用量计算公式
1.焊缝面积计算公式:
焊缝面积是指焊缝的横截面积,也是计算焊材用量的基本参数。
根据焊接接头的截面形状和尺寸不同,焊缝面积的计算公式也不同。
-直角角焊缝面积计算公式:
焊缝面积=(a+b)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度。
-对角角焊缝面积计算公式:
焊缝面积=(a+b)×L+(c+d)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度,c和d为焊缝对角线的两边长。
-直角满焊缝面积计算公式:
焊缝面积=a×b
其中,a和b分别为焊缝的两边长。
2.焊材用量计算公式:
根据焊缝面积和焊缝的宽度,可以计算所需焊材的用量。
焊缝的宽度通常是根据焊接工艺和规范要求确定的。
-焊条用量计算公式:
焊条用量=焊缝面积/焊缝宽度
-焊丝用量计算公式:
焊丝用量=焊缝面积/焊缝宽度
其中,焊缝宽度通常以毫米为单位。
需要注意的是,焊材用量计算公式只是一个理论值,实际使用时还要考虑到焊接工艺和焊材的熔损率等因素。
在进行实际工程时,还需要根据实际操作情况进行合理调整。
综上所述,焊材用量的计算需要根据焊缝的面积和宽度来确定,具体计算公式可以根据焊缝的型式选择对应的公式进行计算。
焊材用量的准确计算可以提高焊接过程的效率,避免浪费和节约成本。
焊条消耗计算详解

B1=b+6 S1=δ b+(δ p)2×tga/2+2/3B×e+2/3B1×e F1=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e) -4/15B1×e2]
B2=b+10 S2=δ b+(δ p)2×tga/2+2/3B×e+2/3B2×e +9/2×π F=[1/2δ 2×b+(δ -p)2×( 2δ +p) /3×tga/2+2/3B×e(δ +2/5e)
焊条消耗计 算
中石化第十建设有限公司 2013年3月26日
一、焊条的规格、熔敷率及单根重量
1、焊条的规格 焊条直径(焊芯直径)通常分为:Φ 1.6mm、Φ 2.0mm、 Φ 2.5mm、Φ 3.2mm、Φ 4.0mm、Φ 5.0mm、Φ 5.8mm、Φ 6.0mm 、Φ 8.0mm、Φ 10mm、Φ 12mm等几种,单根焊条长度一般在 250-450mm之间。 铝及铝合金焊条只有Φ 3.2mm、Φ 4.0mm、Φ 5.0mm、 Φ 6.0mm四种规格,其长度为:345mm、350mm、355mm; 铜及铜合金焊条只有Φ 2.5mm、Φ 3.2mm、Φ 4.0mm、 Φ 5.0mm、Φ 6.0mm五种规格,第一种长度为300mm,其余均为 350mm。
二、常用焊丝的规格及熔敷率
1、实芯焊丝 实芯焊丝是经过热轧线材经拉丝加工而成的。为了防止 焊丝生锈,除不锈钢焊丝以外,一般表面须进行镀铜处理。 ①埋弧焊用实芯焊丝 埋弧焊一般采用粗焊丝,常用的焊丝规格包括:Φ 1.6mm 、Φ 2.0mm、Φ 2.4mm、Φ 2.8mm、Φ 3.0mm、Φ 3.2mm、Φ 4.0mm 、Φ 4.8mm、Φ 5.0mm、Φ 5.6mm、Φ 6.0mm、Φ 6.8mm等,焊接 时的熔敷率在95%-98%。 ②气保护焊用实芯焊丝 气保护焊一般采用细焊丝,常用的焊丝规格包括: Φ 0.9mm、Φ 1.0mm、Φ 1.2mm、Φ 1.6mm、Φ 2.0mm、Φ 2.4mm、 Φ 3.2mm、Φ 4.0mm、Φ 4.8 mm等,焊接时的熔敷率在90%-95% 。
焊缝辅材的计算公式

焊缝辅材的计算公式在焊接过程中,焊缝辅材是非常重要的一部分,它的使用量需要根据具体的焊接工艺和焊接材料来计算。
下面将介绍焊缝辅材的计算公式及其应用。
1. 焊缝长度的计算公式。
焊缝长度的计算公式是焊接工艺中最基本的公式之一。
焊缝长度的计算公式为:焊缝长度 = 焊接速度×焊接时间。
其中,焊接速度是指焊接过程中焊接头的移动速度,单位为毫米/秒;焊接时间是指焊接的总时间,单位为秒。
通过这个公式可以计算出焊接过程中需要的焊缝长度,从而确定焊接过程中需要的焊缝辅材的使用量。
2. 焊缝面积的计算公式。
焊缝面积的计算公式是用来计算焊接过程中需要的焊缝辅材的另一个重要公式。
焊缝面积的计算公式为:焊缝面积 = 焊缝长度×焊缝厚度。
其中,焊缝长度是指焊接过程中需要的焊缝长度,单位为毫米;焊缝厚度是指焊接过程中焊缝的厚度,单位为毫米。
通过这个公式可以计算出焊接过程中需要的焊缝面积,从而确定焊接过程中需要的焊缝辅材的使用量。
3. 焊接材料的计算公式。
除了焊缝长度和焊缝面积外,焊接材料的计算也是焊接工艺中的重要一环。
焊接材料的计算公式为:焊接材料 = 焊缝面积×焊接材料的密度。
其中,焊缝面积是指焊接过程中需要的焊缝面积,单位为平方毫米;焊接材料的密度是指焊接材料的密度,单位为克/立方厘米。
通过这个公式可以计算出焊接过程中需要的焊接材料的使用量,从而确定焊接过程中需要的焊缝辅材的使用量。
4. 焊接电流的计算公式。
在焊接过程中,焊接电流是一个非常重要的参数。
焊接电流的计算公式为:焊接电流 = (焊接电压×焊接速度) ÷焊接电弧长度。
其中,焊接电压是指焊接过程中的电压,单位为伏特;焊接速度是指焊接过程中焊接头的移动速度,单位为毫米/秒;焊接电弧长度是指焊接过程中的电弧长度,单位为毫米。
通过这个公式可以计算出焊接过程中需要的焊接电流,从而确定焊接过程中需要的焊缝辅材的使用量。
5. 焊接功率的计算公式。
焊条用量计算公式
焊条用量计算公式
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。
焊缝熔深的计算公式
焊缝熔深的计算公式在进行焊接过程中,焊接电弧或激光束的热量会加热焊接金属的表面。
这些热量会通过热传导的方式向焊接金属内部传播,使其熔化形成焊缝。
焊接热能的传导是一个复杂的过程,受到许多因素的影响,包括焊接工艺、焊接材料和工件的热物性等。
根据焊缝熔深的计算公式,焊缝熔深(H)可以用下列公式来表示:H=α×t^0.5/φ其中,H表示焊缝熔深,α表示热传导系数,t表示焊接的时间,φ表示焊缝的焊缝速度。
热传导系数可以根据焊接材料的热性能参数进行计算。
热性能参数包括导热系数、比热容和密度等。
导热系数是指单位时间内单位长度上热量通过焊接材料传递的能力。
比热容是指单位质量焊接材料升高1摄氏度所需要的热量。
密度是指单位体积的焊接材料质量。
焊缝速度是指焊接过程中焊接头在单位时间内移动的距离。
焊缝速度是根据焊接工艺要求和焊接材料的特性来确定的。
通过控制焊缝速度可以调整焊缝熔深的大小。
需要说明的是,上述的熔深计算公式是根据理论推导得出的。
实际焊接过程中,熔深还会受到许多其他因素的影响,例如焊接电流、焊接电压、焊接速度等。
因此,实际焊接过程中得到的熔深与计算得出的熔深可能会存在一定的差异。
为了确保焊缝熔深的准确度,可以通过实验手段进行验证。
总结起来,焊缝熔深的计算公式是根据焊接过程的热传导原理和焊接过程中所施加的热量计算得出的。
熔深主要是指焊接金属的表面深度,可以用来评估焊缝的质量。
通过控制焊接时间、焊缝速度和热传导系数等因素,可以调整焊缝熔深的大小。
需要注意的是,实际焊接过程中的熔深可能与计算结果存在差异。
为了确保焊缝熔深的准确度,可以通过实验手段进行验证。
压力容器物资消耗定额计算(全)

压力容器物资消耗定额计算压力容器物资的消耗定额计算,是前期产品投标、物资采购,后续材料下料、成本核算的重要依据,贯穿于整个压力容器制造过程中,因此能否准确、实际地进行物资的消耗定额计算,对我们来说就是在当下市场竞争激烈的情况下,能否在物资消耗最优化的前提下创造出最大的利益,使我们的企业能够持续稳定地发展,使我们的员工生活更加美好。
针对这个问题,结合我们公司的实际情况,阐述如下:一.物资的分类:按物资在我公司压力容器生产中的用途,主要分为:a.主要原材料:指加工后构成产品主要结构的物资。
如钢板、锻件毛坯、钢管等。
b.辅助材料:生产中起辅助作用,但不是主要产品结构的材料。
如焊条、焊丝、焊剂、油漆、标准件、配套件、探伤材料、杂品等。
c.燃料:是指天然气等可燃性气体。
d.动力:是指用于生产的电力、压缩空气等。
e.配件:是指在压力容器制造过程中易磨损的消耗品和需要更换使用的零件和部件。
f.工具:是指生产中消耗的各种刀具、量具、卡具等。
二.物资消耗定额计算物资消耗定额的计算主要是针对主要原材料和辅助材料而言,按照产品的组成结构主要分为:筒体、封头、锥体、换热管、锻件、接管、环板、拉杆、折流板等以及辅助材料中的焊材和油漆,详述如下:1、筒体:压力容器的主体结构之一,通常对设计和采购来说,是需要确定的重要条件之一,其材料核算的准确性往往决定一台产品的盈亏。
理论计算公式如下:W=δ2*【π(D+δ2)】*L*ρ其中:W—筒体重量(Kg);δ2—筒体壁厚(mm); D—筒体内径(mm);L—筒体长度(mm);ρ—材料密度(g/cm3);(注:碳素钢Q235B、低合金钢Q245R和Q345R、铬钼钢15CrMoR和14Cr1MoR、低温钢16MnDR和09MnNiDR密度常规计算为7.85 g/cm3 ,不锈钢06Cr19Ni10、022Cr19Ni10、06Cr18Ni10Ti密度常规计算为7.93 g/cm3,不锈钢022Cr17Ni14Mo2、0Cr18Ni12Mo2Ti密度常规计算为7.98 g/cm3。
焊材消耗定额标准

焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料相应的焊缝标准、焊接工艺规程及生产实际情况。
3.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
4.计算公式熔焊金属重量公式见附表焊条消耗定额(Kg)=熔焊金属重量×1.7焊丝消耗定额(Kg)=熔焊金属重量×1.04埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×1.75.附表F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×CF=δ×b+(δ-p)/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ×tg(α/2)+2/3B×CF=δ×b+δ×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准附表14管子对接V型坡口熔焊金属计算表。
焊条(焊丝)需要量计算方法及焊条单重参考表
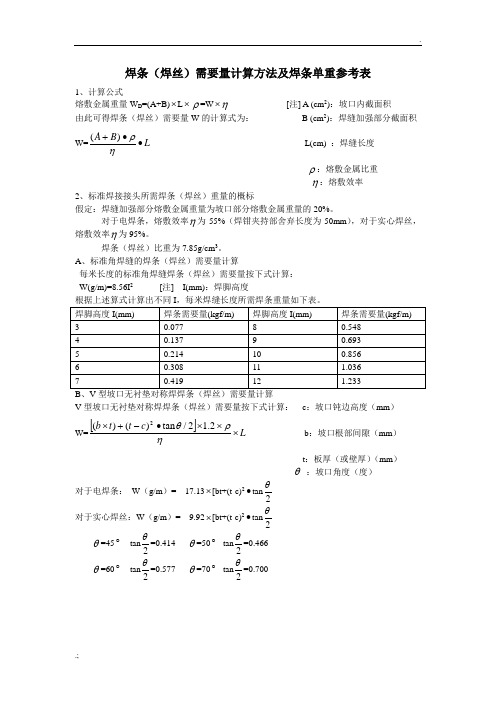
..;焊条(焊丝)需要量计算方法及焊条单重参考表1、计算公式熔敷金属重量W D =(A+B)⨯L ⨯ρ=W ⨯η [注] A (cm 2):坡口内截面积由此可得焊条(焊丝)需要量W 的计算式为: B (cm 2):焊缝加强部分截面积 W=L B A ••+ηρ)( L(cm) :焊缝长度ρ:熔敷金属比重 η:熔敷效率2、标准焊接接头所需焊条(焊丝)重量的概标假定:焊缝加强部分熔敷金属重量为坡口部分熔敷金属重量的20%。
对于电焊条,熔敷效率η为55%(焊钳夹持部舍弃长度为50mm ),对于实心焊丝,熔敷效率η为95%。
焊条(焊丝)比重为7.85g/cm 3。
A 、标准角焊缝的焊条(焊丝)需要量计算每米长度的标准角焊缝焊条(焊丝)需要量按下式计算: W(g/m)=8.56I 2 [注] I(mm):焊脚高度根据上述算式计算出不同I ,每米焊缝长度所需焊条重量如下表。
B 、V 型坡口无衬垫对称焊焊条(焊丝)需要量计算V 型坡口无衬垫对称焊焊条(焊丝)需要量按下式计算: c :坡口钝边高度(mm )W=[]L c t t b ⨯⨯⨯•-+⨯ηρθ2.12/tan )()(2b :坡口根部间隙(mm )t :板厚(或壁厚)(mm ) θ :坡口角度(度)对于电焊条: W (g/m )= 17.13⨯[bt+(t-c)2•tan2θ 对于实心焊丝:W (g/m )= 9.92⨯[bt+(t-c)2•tan 2θθ=45 tan 2θ=0.414 θ=50 tan 2θ=0.466θ=60 tan 2θ=0.577 θ=70 tan 2θ=0.700。
焊条用量与焊接当量
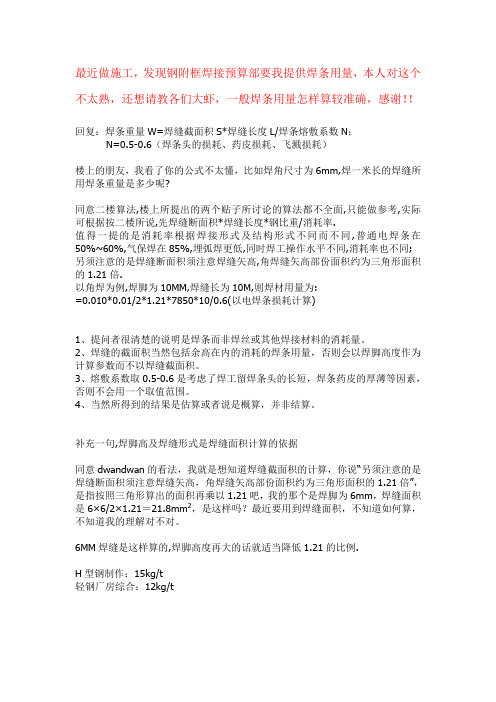
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
焊条用量计算方法

焊条用量计算方法焊条用量g可按下列公式计算:Fir9 (1 Kb)K n式中:F――焊缝熔敷金属截面积,单位为厘米emo根据焊接接头及坡口型式不同按表1中的公式计算;l ----- 焊缝长度,单位为厘米,em;r ----- 熔敷金属比重,单位为克/厘米3, g/cm‘;Kb ------ 药皮的重量系数,如表2所示;匕一一金属由焊条到焊缝的转熔系数。
包括因烧损、飞溅及焊条头损失在内C 如表3所示。
序 号245rt78 910 311F=IooF =IU5F ・‘ 100F=T5o (Tf,At)表1焊缝熔敷金属横截面积计算公式计算公式1 单面I 形焊缝 I 形焊缝Hi5o(ft+T c *l3 V 形焊缝(不作封 3底焊)U 形焊缝(不作封底焊)需(护仙号+寻M )F=Ho(^+^lan T + T fA )Q P)Z号双U 形焊缝(坡口对称)Z 壽(学+皿)焊缝名称卜需(沪討0 2册 +(9—P)i tan百袖单边V 形焊缝(不 作封底焊) V 形、U 形焊缝的 6根部不挑根的封底 焊缝V 形、U 形焊缝的 根部挑根封底焊缝X 形焊缝(坡口对称)F ■疵[笳 + ?r(J-2r-円 +卄---------- 2 --------+刃12不开坡口的角焊缝焊接接头及坡口形式和尺寸/mmr~ W///AA[骷+ 帖一P —r)3 tan/J HK 形对接焊缝(坡口 对称)保留钢垫板的V表2药皮的重量系数KbE4303 E43015 E5015 0.42— 0.480.42— 0.50.38 — 0.44表3焊条的转熔系数KnE4303 E43015 E5015 0.770. 770.79单边钝边V 形角 焊缝K 形T 字接头焊缝1 「 如<5— P)2tana2 t '-2十"4 J。
焊接相关计算
焊接的有关计算第一章 基本概念的有关计算 一、焊条药皮质量系数概念:焊条药皮质量系数即焊条与药芯(不包括无药皮的夹持端)的质量比。
b lm K 100%m =⨯ 式中:Kb ——药皮质量系数(%); m o ——药皮质量(Kg ); m l ——焊芯质量(Kg )。
二、焊条药皮厚度分类 (1)薄药皮焊条1.2≤焊条直径焊芯直径(2)厚药皮焊条1.2 1.5<≤焊条直径焊芯直径(3)特厚药皮焊条1.8<焊条直径焊芯直径三、熔敷系数熔敷系数指熔焊过程中,单位电流、单位时间内,焊芯(或焊丝)熔敷在焊件上的金属量。
H o lp m Itm m Itαα=-=式中:H α——熔敷系数(g/Ah );m ——熔敷焊缝金属质量(g ); I ——焊接电流(A ); t ——焊接时间(h )。
四、熔化系数熔化系数指熔焊过程中,单位电流,单位时间内,焊芯(或焊丝)的熔化量。
o lp m m Itα-=式中 :p α——熔化系数(g/Ah ); o m ——焊芯原质量(g ); l m ——焊后剩下焊芯质量(g ); 五、熔化速度熔化速度指熔焊过程中,熔化电极在单位时间内熔化的长度或质量。
O p L Lv t-=式中 p v —— 熔化速度(mm/min );O L ——焊条原长(mm );L ——余下焊条头长度(mm ); T ——焊接时间(min )。
例:某焊条长320mm ,经过5min 的焊接,剩下40mm 的焊条头,求该焊条的熔化速度。
解:O p L Lv t-==(320mm-40mm )/5min=56mm/min 答:该焊条的熔化速度为56mm/min 。
六、熔敷速度熔敷速度指熔焊过程中,单位时间内熔敷在焊件上的金属量。
p m m v t-=式中:p v ——熔敷速度(kg/h ); M ——焊后焊件的质量(kg );0m ——焊前焊件的质量(kg );t ——焊接时间(h )。
焊缝强度、定额计算.
焊缝的强度、定额计算二 焊缝的强度计算角焊缝的计算断面,在角焊缝截面的最小高度上,其值等于内接三角形高度a (计算高度)。
K Ka7.02= 余高和个量熔深对接头强度没有影响,对埋弧焊CO 2气保护的熔深较大应考虑。
计算断面:δ=(K+P )cos45° 当K ≤8mm δ可取等于K 当K >8mm 可取P=3mm ⑴ 对接接头的静载荷强度计算a 不考虑焊缝的的余高(基本金属的强度即为焊缝的强度,计算公式通用)b 焊缝的计算长度=实际长度c 计算厚度时取薄板一侧d 焊缝金属的许用应力与基本金属相等,不必进行强度计算 A 受拉或受压受拉时 []'≤=t L Ft σδσ1 受压时 []'≤=p L Fp σδσ1F :接头所受的拉力或压力(N ) L :焊缝长度(mm)δ1 接头中较薄板的厚度σt 、σp 接头受拉或受压焊缝中所承受的应力(Mpa ) [σt ′]焊缝受拉或弯曲时的许用应力(Mpa ) [σp ′]焊缝受压时的许用应力(Mpa ) 例1:两块板厚5mm ,宽为500mm 的钢板,对接在一起,两端受到284000N 拉力,材料为Q235-A ,[σt ′]=142MPa ,试校核其焊缝强度?已知:δ=5mm ,焊缝长度L=500mm ,F=28400N ,[σt ′]=142MPa ,求σt <[σt ′] 解:[]Mpa t Mpa <L F t 1426.11355002840001='=⨯==σδσ∴该对接接头焊缝强度满足要求,结构工作是安全的注:1)单位化为mm ;2)应有校核的结论Bτ:接头焊缝中所承受的切应力(Mpa ) Q : 接头所受的剪切力[τ′]:焊缝许用的剪切应力(Mpa ) 例2两块板厚为10mm 的钢板对接,焊缝受到29300N 的切力,材料为Q235,试设计焊缝的长度?已知:δ1=10mm ,Q=29300N ,[τ′]=98 Mpa 。
焊接材料计算公式
0.160
耗量计算公式
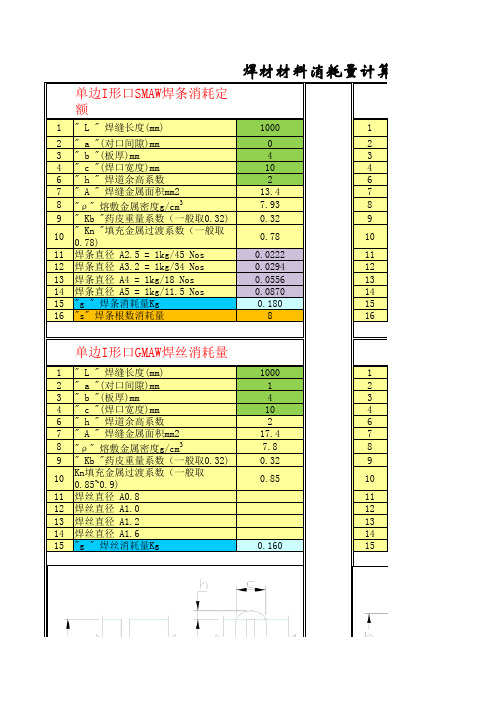
双边I形口SMAW焊条消耗定额
" L " 焊缝长度(mm) " a "(对口间隙)mm " b "(板厚)mm " c "(焊口宽度)mm " h " 焊道余高系数 " A " 焊缝金属面积mm2 "ρ " 熔敷金属密度g/cm3 " Kb "药皮重量系数(一般取0.32) " Kn "填充金属过渡系数(一般取 0.78) 焊条直径 A2.5 = 1kg/45 Nos 焊条直径 A3.2 = 1kg/34 Nos 焊条直径 A4 = 1kg/18 Nos 焊条直径 A5 = 1kg/11.5 Nos "g " 焊条消耗量Kg "s" 焊条根数消耗量 1000 2 4 10 2 34.67 7.93 0.32 0.78 0.0222 0.0294 0.0556 0.0870 0.465 21 1 2 3 4 6 7 8 9 10 11 12 13 14 15 16
双边I形口GMAW焊丝消耗量
" L " 焊缝长度(mm) " a "(对口间隙)mm " b "(板厚)mm " c "(焊口宽度)mm " h " 焊道余高系数 " A " 焊缝金属面积mm2 "ρ " 熔敷金属密度g/cm3 " Kb "药皮重量系数(一般取0.32) Kn填充金属过渡系数(一般取 0.85~0.9) 焊丝直径 A0.8 焊丝直径 A1.0 焊丝直径 A1.2 焊丝直径 A1.6 "g " 焊丝消耗量Kg 1000 1 4 10 2 30.67 7.8 0.32 0.85 1 2 3 4 6 7 8 9 10 11 12 13 14 15