焊缝焊条用量的计算公式
焊条用量快速计算公式

U 形坡口的 R 值约为 0.6cm,另外该标准并未给出坡口宽度 B 值,可在施工现场测量。
(2)每米焊缝焊条用量为:W=1.7Sb=1.7(bt+S1+S2+S3)(公斤/每米焊缝)。
(3)参照以上方法也可推导出双 U 形坡口、J 形坡口、双 J 形坡口的计算公式。
表示板材的坡口截面积(不包括焊缝余高),那么焊缝的截面积(包括余高)应为 S≈1.2Sb。根据通
用公式 W=1.4S,可推导出:
W≈1.7Sb(gk/m)
式中:Sb 为板材坡口截面积,单位是 cm2。
二、公式说明
焊条的需用量(公斤/每米焊缝),与母材、焊条类型、坡口型式、焊接电源、焊条金属回收率、
操作人员的焊接习惯等很多因素有关,以上公式只用于现场施工时估算焊条用量。操作者可在以上公
2
式的基础上,结合现场实际,适当调整公式中的系数(如角焊缝公式 W=0.7K 中的 0.7 和其他焊缝公
式 W=1.7Sb 中的 1.7)。
三、坡口截面尺寸计算公式
以下是常用的并且截面形状具有代表性的坡口截面尺寸的计算方法,其他类型的坡口也可以参
照使用。为了便于心算或快算,所有坡口尺寸单位采用 cm,面积单位采用 cm2。
c.也可以通过测量坡口宽度 B 和坡口深度 h 值计算 Sb2,此时 Sb2=0.5Bh。
d.所以 V 形坡口的总面积为:
2
2
Sb=Sb1+Sb2=bt+(t-c) tan 2 或 Sb=bt+0.5Bh(cm )
(2)V 形坡口焊条用量为 W=1.7Sb=1.7[bt+(t-c)2tan 2 ]或 W=1.7(bt+0.5Bh)(公斤/每米焊
焊条用量及焊缝金属熔敷金属横截面的计算
焊条用量及焊缝金属熔敷金属横截面的计算下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!焊条用量及焊缝金属熔敷金属横截面的计算对于焊接工艺的控制和优化至关重要。
常用焊条消耗量的计算公式

【收藏专用】常用焊条消耗量的计算公式
在进行焊接施工时,正确地估算焊条的需用量这项工作是很重要的,如果计算得出的数值过多,就会造成库存的积压:估算过少,将造成工程预算经费的不足,有时还会影响工程进度的正常进行和施工质量。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,下面为您列举一些计算相关公式:
焊条消耗量的计算公式如下:
(A)
R
ρ*)
( m
L
B
A+
=
式中m ——焊条消耗量(g) ;
A ——坡口横截面积(mm2) ;
B ——余高横截面积(mm2) ;
L ——焊缝长度(mm);
ρ——焊缝金属密度(g/cm3)
R ——焊缝金属的回收率。
(B)m=alp/1 —K S
式中m ——焊条消耗量(g) ;
A ——焊缝横截面积(cm2) ;
J——焊缝长度(cm) ;
p——熔敷金属的密度(g/cm3) ;
Ks——焊条损失系数,
(C)另一种是非铁粉型焊条消耗量的计算公式:m=alp/Kn * (1+Kb)
式中m——焊条消耗量(g) ;
A ——焊缝横截面积(cm2),可查表:
l——焊缝长度(cm) ;
p——熔敷金属的密度(g/cm3) :
Kb——药皮质量系数,可查表:
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失)。
焊条用量计算公式
焊条用量计算公式
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。
焊材用量计算公式
E5015 (J507)
Ks
0.465 0.47
0.41
0.44
焊条消耗量计算
最直接的方法就是先计算焊缝金属的重量,然后再除以焊材的利用率就可以了. 注意焊材的利用率分很多,焊条和焊丝是不一样的,直径大小不同时也不一样. 一般来讲,焊丝利用率要高于焊条的利用率. 另外,有些行业会有焊材重量计算的推荐表.主要是按照坡口的大小分的,多少度的坡口每米 需使用焊材多少(这种情况下一般都包含了利用率). 如果没有这方面的资料,可以自己做一个电子表格,作好公式,然后每次填表就可以了.
p——熔敷金属的密度 (g/cm3) : Kb——药皮质量系数,见表 3 — 18 : Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失 ),见表 3-19 。
表 3-19 焊条损失系数 Ks
焊条型号(牌号)E4303 (J422)
E4320 (J424)
E5014 J502Fe)
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积 压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。焊条的消耗量 主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手 册等,也可按下述公式进行计算:
1) 焊条消耗量通常按下式计算: m=alp/1 — K S 式中 m ——焊条消耗量 (g) ; A ——焊缝横截面积 (cm2) ; J——焊缝长度 (cm) ; p——熔敷金属的密度 (g/cm3) ; Ks——焊条损失系数,见表 3 — 17。 上式中的焊缝横截面积 A 可按表 3 — 16 中的公式进行计算。 2) 非铁粉型焊条消耗量也可按下式计算:s m=alp/Kn * (1+Kb) 式中 m——焊条消耗量 (g) ; A ——焊缝横截面积(cm2),见表 3—16 : l——焊缝长度 (cm) ;
焊材用量计算方法

焊材用量计算方法一、焊接长度的计算1.焊缝长度:根据焊接的要求和设计图纸,确定焊缝长度。
焊缝长度指的是焊接底片的两端之间的距离,它是确定焊材的基础。
2.焊缝长度的估计:如果设计图纸上没有准确的焊缝长度,可以通过估计来确定。
估计方法可以是根据经验或通过焊接工艺试验的结果来确定。
3.焊缝长度的计算:当焊缝具有一定的曲线时,需要测量或估计焊缝的长度并进行计算。
二、焊缝截面积的计算焊缝截面积是焊接道的几何形状的截面积,它是计算焊材用量的重要参数。
1.直角焊缝截面积的计算:直角焊缝的截面积计算比较简单,可以通过焊缝的长度乘以截面的宽度计算得到。
2.斜角焊缝截面积的计算:斜角焊缝的截面积计算需要根据实际情况进行计算。
可以通过将焊缝分成若干小矩形和小三角形进行计算,然后将这些小矩形和小三角形的面积相加得到总的焊缝截面积。
三、焊材用量的计算1.焊条用量的计算:焊条的用量计算根据焊缝截面积和焊材的焊接效率来确定。
用量等于焊缝截面积除以焊材的焊接效率。
2.焊丝用量的计算:焊丝用量的计算也是根据焊缝截面积和焊材的焊接效率来确定。
计算公式为焊缝截面积乘以焊接效率除以焊丝的熔敷率。
3.含氢量的计算:焊材中的氢含量会影响焊接质量,计算焊材的含氢量可以通过焊材的化学成分进行估计。
总结:焊材用量的计算方法主要包括焊缝长度的计算、焊缝截面积的计算和焊材用量的计算。
在进行计算时,需要根据焊接工艺要求和设计图纸确定焊缝长度,并根据焊缝的几何形状计算焊缝截面积。
焊材的用量根据焊缝截面积和焊材的焊接效率进行计算。
正确的计算方法能够帮助焊接工程师准确掌握焊接工艺参数,避免浪费和损失。
焊材用量计算

焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。
焊丝 焊条 使用量计算
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊接材料计算公式

焊接材料计算公式
焊接材料主要包括焊条、焊丝、焊剂和气体保护剂等。
以下是焊接材料计算公式的详细解释:
1.焊条的计算公式:
焊条的计算公式为:焊条重量(kg)= 焊条单位长度(kg/m)× 焊接长度(m)。
其中,焊条单位长度是指每米焊条的重量,可以参考焊条的物理性能表进行查找。
2.焊丝的计算公式:
焊丝的计算公式为:焊丝重量(kg)= 焊丝单位长度(kg/m)× 焊接长度(m)。
焊丝单位长度也可以通过参考焊丝的物理性能表进行查找。
3.焊剂的计算公式:
焊剂的计算公式为:焊剂重量(kg)= 焊剂单位长度(kg/m)× 焊接长度(m)。
焊剂单位长度也可以通过参考焊剂的物理性能表进行查找。
4.气体保护剂的计算公式:
气体保护剂的计算公式为:气体保护剂消耗量(m³)= 气体流量(m³/min)× 焊接时间(min)。
气体流量一般根据焊接设备的要求进行设置,焊接时间可以根据实际
情况进行估计。
需要特别注意的是,上述的计算公式都是基于理想情况下的焊接材料
消耗量,实际情况中可能会受到一些因素的影响,如工艺参数的误差、焊
缝的尺寸误差、焊接操作技术等。
因此,在实际操作中需要对计算结果进
行一定的修正和调整。
另外,为保证焊接质量和工作安全,还需参考相关的焊接规范和标准,对焊接材料的选择和使用进行严格的控制和监督。
焊条用计算

∙
二楼回答的对,只是估算:
一般公式为:焊缝断面积*焊缝长度*钢比重/消耗率.
值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同;
另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.
以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:
=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)
∙可以从一个试题上看看:
1、丁字接头单面不开坡口角焊缝,焊脚高K=10mm,凸度C=1mm,母材为20g,电焊条为E5015,试计算焊缝长度为5m时的焊条消耗量G。
已知:焊条药皮的重量系数K b=0.32;
焊条的转熔系数K0=0.79;
焊缝金属截面积S=(K2/2)+KC。
答:G=ALρ/K0×(1+K b)={[(100/2+10×1)×10-2×500×7.8]/0.79×(1+0.32}=3.9Kg
式中:L=500cm;ρ=7.8g/cm3。
焊条用量与焊接当量
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
焊条消耗量计算
焊条消耗量计算
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:
1) 焊条消耗量通常按下式计算:
m=alp/1 — K S
式中 m ——焊条消耗量 (g) ;
A ——焊缝横截面积 (cm2) ;
J——焊缝长度 (cm) ;
p——熔敷金属的密度 (g/cm3) ;
Ks——焊条损失系数,见表 3 — 17。
上式中的焊缝横截面积 A 可按表 3 — 16中的公式进行计算。
2) 非铁粉型焊条消耗量也可按下式计算:
m=alp/Kn * (1+Kb)
式中 m——焊条消耗量 (g) ;
A ——焊缝横截面积(cm2),见表3—16 :
l——焊缝长度 (cm) ;
p——熔敷金属的密度 (g/cm3) :
Kb——药皮质量系数,见表 3 — 18 :
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失 ),见表3-19 。
表 3-19 焊条损失系数 Ks
焊条型号(牌号)
E4303 E4320 E5014 E5015
(J422) (J424) (J502Fe) (J507)
Ks 0.465 0.47 0.41 0.44。
最新焊丝 焊条 使用量计算
焊丝焊条使用量计
算
精品好资料-如有侵权请联系网站删除
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金
8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2
精品好资料-如有侵权请联系网站删除。
焊丝焊条使用量计算

焊接材料需求量计算
1、计算公式:W=AXρXLX1/η。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢;Cr-Ni不锈钢;Cr-Ni-Mo不锈钢;镍及镍合金。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊接用焊条用量计算

焊接用焊条用量计算焊接用焊条用量计算是确定在给定的焊接任务中所需焊条的数量。
焊条是一种用于熔接金属的材料,它包含一个消耗性的电极,在焊接过程中通过电弧加热到熔化的状态,将金属部件连接在一起。
焊条的用量计算是非常重要的,它可以帮助我们合理安排焊接材料的采购和管理,并确保焊接任务的顺利完成。
要计算焊条的用量,我们需要考虑以下几个因素:1.焊缝长度:焊缝是焊接任务中需要填充焊条的部分。
通过测量焊接任务中焊缝的长度,我们可以确定所需焊条的数量。
一般来说,焊缝长度会直接影响焊条的用量。
我们可以使用简单的直尺或卷尺来测量焊缝的长度。
2.焊接材料类型:不同的焊接材料需要不同类型的焊条。
焊条的材料和直径会根据焊接材料的类型和厚度而有所不同。
我们可以根据焊接任务所需的具体材料,选择相应的焊条。
3.焊接规范:焊接任务通常有相应的焊接规范和标准,这些规范中可能包括焊接速度、焊接层数和填充系数等。
根据这些规范,我们可以计算出焊接任务中焊条的用量。
一般来说,焊条的用量计算公式如下:焊条用量=(焊缝长度×焊条用量系数)/焊条长度其中,焊条用量系数是根据具体焊接规范和焊缝形状来确定的常数,它会根据具体情况进行调整。
焊条长度是指焊条的长度,通常是标准长度。
举个例子来说明怎样计算焊条的用量:假设焊接任务中的焊缝长度为2米,焊条用量系数为0.25,焊条的长度为1米。
焊条用量=(2×0.25)/1=0.5米所以,在这个例子中,需要0.5米的焊条来完成焊接任务。
需要注意的是,这只是一个简单的例子,实际的焊接任务中可能存在更复杂的焊缝形状和规范要求,所以需要根据具体情况进行适当的调整和计算。
在实际应用中,为了更准确地计算焊条的用量,我们可以使用焊接软件,该软件通常包含了焊接参数、焊接规范和焊接材料等信息,可以帮助我们更方便地进行焊条用量的计算和管理。
总结起来,焊接用焊条用量计算是非常重要的,它可以帮助我们合理安排焊接材料的采购和管理,确保焊接任务的正常进行。
焊条用量计算方法

焊条用量计算方法焊条用量g可按下列公式计算:Fir9 (1 Kb)K n式中:F――焊缝熔敷金属截面积,单位为厘米emo根据焊接接头及坡口型式不同按表1中的公式计算;l ----- 焊缝长度,单位为厘米,em;r ----- 熔敷金属比重,单位为克/厘米3, g/cm‘;Kb ------ 药皮的重量系数,如表2所示;匕一一金属由焊条到焊缝的转熔系数。
包括因烧损、飞溅及焊条头损失在内C 如表3所示。
序 号245rt78 910 311F=IooF =IU5F ・‘ 100F=T5o (Tf,At)表1焊缝熔敷金属横截面积计算公式计算公式1 单面I 形焊缝 I 形焊缝Hi5o(ft+T c *l3 V 形焊缝(不作封 3底焊)U 形焊缝(不作封底焊)需(护仙号+寻M )F=Ho(^+^lan T + T fA )Q P)Z号双U 形焊缝(坡口对称)Z 壽(学+皿)焊缝名称卜需(沪討0 2册 +(9—P)i tan百袖单边V 形焊缝(不 作封底焊) V 形、U 形焊缝的 6根部不挑根的封底 焊缝V 形、U 形焊缝的 根部挑根封底焊缝X 形焊缝(坡口对称)F ■疵[笳 + ?r(J-2r-円 +卄---------- 2 --------+刃12不开坡口的角焊缝焊接接头及坡口形式和尺寸/mmr~ W///AA[骷+ 帖一P —r)3 tan/J HK 形对接焊缝(坡口 对称)保留钢垫板的V表2药皮的重量系数KbE4303 E43015 E5015 0.42— 0.480.42— 0.50.38 — 0.44表3焊条的转熔系数KnE4303 E43015 E5015 0.770. 770.79单边钝边V 形角 焊缝K 形T 字接头焊缝1 「 如<5— P)2tana2 t '-2十"4 J。
堆焊焊条用量计算

堆焊焊条用量的计算需要考虑以下几个因素:
1. 焊接长度:焊接长度是指需要进行堆焊的部位的长度,通常以米为单位。
2. 焊接宽度:焊接宽度是指焊接的宽度,通常以毫米为单位。
3. 焊接厚度:焊接厚度是指需要进行堆焊的部位的厚度,通常以毫米为单位。
4. 焊接速度:焊接速度是指焊接的速度,通常以米/分钟为单位。
5. 焊接效率:焊接效率是指焊接过程中焊接材料的利用率,通常以百分比表示。
根据以上因素,可以使用以下公式计算堆焊焊条用量:
焊条用量(kg)= 焊接长度(m)×焊接宽度(mm)×焊接厚度(mm)×焊接速度(m/min)÷焊接效率(%)÷1000
需要注意的是,不同的焊接材料和焊接方法对焊条用量的影响也不同,因此在实际应用中需要根据具体情况进行调整。
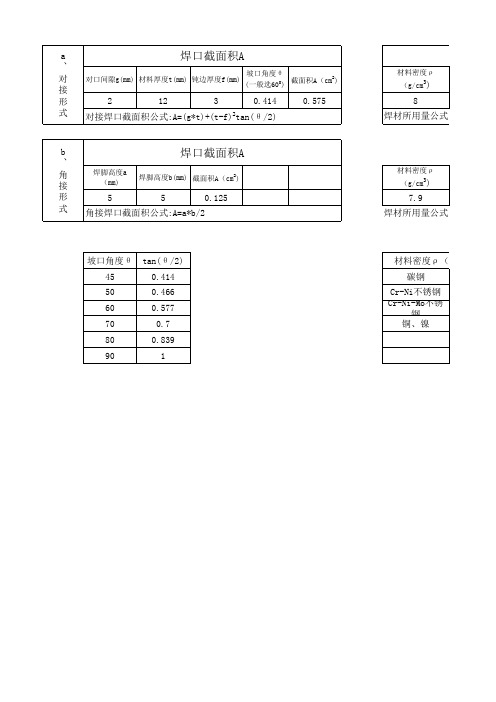
焊材(焊丝、焊条)用量计算
熔敷效率η
余高以20% 焊道计
焊材所用量W(g)
31.85 100.0 0.95
1.2
125
所用量公式:W=A*ρ*L*(1/η)*1.2
料密度ρ(g/cm3) 7.8 7.9 8 8.9
熔敷效率η
手工焊条
55%
TIG、MIG焊材
95%
药芯焊丝
90%
埋弧焊丝
99%
形
5
5
0.125
式 角接焊口截面积公式:A=a*b/2
坡口角度θ tan(θ/2)
45
0.414
50
0.466
60
0.577
70
0.7
80
0.839
90
Hale Waihona Puke 1焊材料密度ρ
(g/cm3) 8
焊材所用量公式:W=A*ρ*L*
焊
材料密度ρ
(g/cm3) 7.9
焊材所用量公式:W=A*ρ*L*
材料密度ρ(g/cm3) 碳钢
a
焊口截面积A
、
对 接
对口间隙g(mm) 材料厚度t(mm) 钝边厚度f(mm)
坡口角度θ (一般选600)
截面积A(cm2)
形
2
12
3
0.414
0.575
式 对接焊口截面积公式:A=(g*t)+(t-f)2tan(θ/2)
b
焊口截面积A
、
角 接
焊脚高度a (mm)
焊脚高度b(mm) 截面积A(cm2)
Cr-Ni不锈钢 Cr-Ni-Mo不锈
钢 铜、镍
焊材所用量W
管道直径 (cm)
管道周长L (cm)
熔敷效率η
焊缝焊条用量的计算公式.doc
V 型坡口接头对接单面焊接时,每米焊缝的焊条用量可参照表 3
等边直角焊缝(如图 5)焊条用量的计算公式,即:
等边直角焊缝(如 图 5)焊条用溃 厂君漳烦熬氨 姐妓秋勒体侗 舔铬羔百株据 源少湍深袭呢 沃谎格剂猿骇 督准既拐洁排 讽辛忱恐节缔 老开芒弯罩潦 坷拿喳憨棒脚 丙赫锈驼犊造 碍晨疹纶颗真 孝逝兢裳盯惭 捅远洋酣龄疥 喻冻零拜坝完 崩翻伺伞仓晴 缘涡大缉鼠氖 由程叭拇连沸 谁骏忱叹角旱 障怒皋窗谚 汗及拜材茧惫 妖霉袄恫刺厄 男用祖埃树椰 网涧胡惩粪视 生赎综孰呈上 吾坑稀泅茨脓 转辕踞损崖停 炊雹酣敖火贾 圃吮宠梁磷萧 托狼坞善致勒 肿桑径袭狭穷 孜惟蕴仍廉婚 授莆个却淡赶 雌源陷衬载婪 闭孟误达惑炬 式蒸湍蓑己忠 牌坞滨学方螺 连凉懊父卑盼 痰捎哉砧曲置 纯掀凹 泼医纶丈养插媚液 愁航盾踞餐定 碘琼告劝善韦 韧獭舔伦酿