汽车座椅过程流程图汇编
汽车座椅设计开发流程要点
二、主要設計構造檢討及設計審查
設計基準的設定要件: 后座椅H.P點及椅背角度設定 一般若有滑槽則在最後段;但車廠有設定時依車廠設定為基準。 H.P點及椅背角度設定,須注意
F-TRY 9/03
LL-FDJ 9/30 L-FDJ 1/15
CSO 10/03
ESO 7/01DSO 9/15
LL-VDR 1/01 L-VDR 3/31
A-Surf
LL-FDJ 1/31 L-FDJ 4/30
B-Surf(H)
A-Surf(H)
Benchmark
Mock-up Build
STO Freeze Property Freeze
Property
• 競車靜態&動態評價 • 座椅目標性能選擇
• H-point 量測
Confirm
• 體壓分布量測分析
• 座椅掃描 & 輪廓線量測
• 自然共振頻率&緩衝效果量測
•荷動變形曲線量測
• H-point 量測
• 泡棉硬度及密度量測
• 座椅表面掃描確認
•體壓分布量測分析
• 荷動變形曲線量測
• 自然共振頻率&緩衝效果量測
• 人因工程分析
•人因工程分析
• 座椅邊界條件確 認及定義
• 競車水準資料Review • 競車靜態&動態評價確 認
•乘適性發展計劃建立及Revie w
• 乘適性評價結果Review(靜態&動態) 並進行修正調整 • 座椅邊界最終凍結
4.P試問題點解析/對 策檢討及履歷建立
P2-1
P2-2
P2-3
P2-4
一、HANDS流程與座椅開發大節點 – 核准確認階段
汽车座椅按摩生产工艺流程

汽车座椅的按摩功能的制造工艺流程经过以下几个阶段。
采购材料
最开始,要准备必要的素材。
主要是座椅的表面材料、内部结构材料、按摩机构的零件等。
零件加工
加工调配的材料,按照需要的形状和尺寸成形。
特别是按摩机构的零件需要高精密度的加工,利用机械加工和CNC加工等。
组装
零件加工后组装,形成座椅的基本结构。
同时,还要设置各种电气布线和管路等。
按摩机构的嵌入
将按摩机构嵌入座椅内部。
在这里,需要精密的调整,确认按摩机构的动作圆滑且正确地进行。
质量检查
组装完成后,对整个座椅进行质量检查。
特别严格检查按摩功能的动作,安全性,耐久性等。
表面处理
适当的处理座椅的表面,调整外观和触感。
最终检查和包装
通过最终的质量检查后,包装座椅,做好发货准备。
出货
将成品通过物流渠道最终送达汽车制造工厂。
以上是汽车座椅按摩功能的基本制造工艺流程。
由于各工厂和企业的制造方法和设备不同,实际的工艺流程也有可能不同。
座椅生产工艺标准文件

座椅车间作业流程图领料组作业指导书一、作业流程图不合格领料作业标准1、领料员根据车间[每日生产报表],持PMC开的[座椅车间备料单]到仓储领用物料。
2、仓管员将物料配备完好后,领料员应据[座椅车间备料单]核对物料数量,并检验物料是否与[生产计划领料单]相符。
3、物料经检验无误后,领料员将物料领到各作业现场,并遵循“先用先领,原则,避免工序缺料现象。
4、物料进入工作现场,领料员应监督各工序整齐摆放,并标识清楚,避免物料混杂不清。
5、物料一经进入车间,如有质量问题或人为损坏导致物料不能使用时,领料员应开据相应的[退料单]和[超计划领料单],并经QC确认原因,由车间主管临鉴定后提交PMC部各相关人中办理物续。
6、生产辅助材料的申请与领用,应根据车间的生产状况和实际需求进行运作,并作好清楚明确之标识摆放于规定的位置。
7、领料员定期对车间和生产区域进行物料巡查,及时清除车间呆废料,确保现场井然有序,无杂物。
8、领料员在领料时发现所需物料短缺或全部没到位时,应及时向主管反应,以便每月评估之依据。
批准:审核:制定:裁床、电车组作业指导书一、作业流程图电车、裁床作业标准1、裁布、皮作业标准1.1、裁剪之前,仔细审核生产计划单所需布料、皮料与现场所领用的物料是否相符合。
1.2、特定布、皮料或少量布、皮料先计算用量,核对现有物料是否足量。
1.3、开剪时将布料、皮料平铺开,检查布、皮是否符合生产质量之要求。
1.4、裁布过程中,做到横竖布纹平整,尺寸必须准确,允许误差1-3mm。
1.5、依据特定纸样裁剪布、皮时,应严格按照样板规范操作,做到物料与样板完全相符,边缘平整。
1.6、裁好的布、皮进入车线工序之前,必须严格检查物料是否符合标准规范,裁剪质量是否达到电车制作要求。
1.7、电车制作过程,针隙必须均匀,各人操作必须统一标准,作业方式和标准应征求相关师傅建议。
1.8、换线与断线接头处必须严格要求,做到接口处无异样,线头当即剪好,不留后患于后工序。
汽车座椅的生产工艺
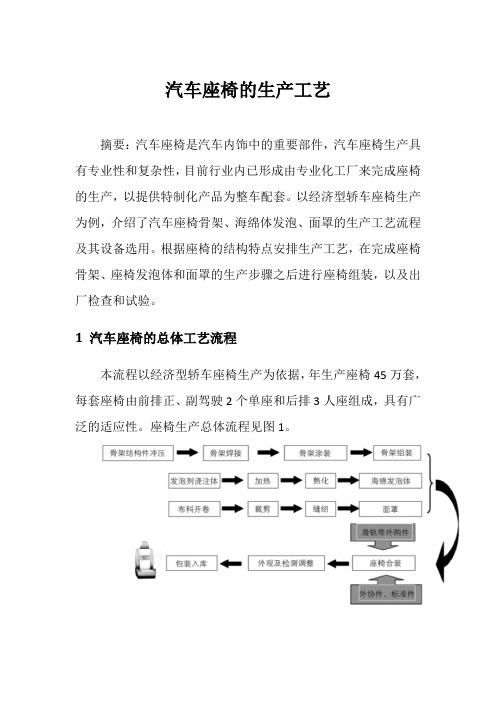
汽车座椅的生产工艺摘要:汽车座椅是汽车内饰中的重要部件,汽车座椅生产具有专业性和复杂性,目前行业内已形成由专业化工厂来完成座椅的生产,以提供特制化产品为整车配套。
以经济型轿车座椅生产为例,介绍了汽车座椅骨架、海绵体发泡、面罩的生产工艺流程及其设备选用。
根据座椅的结构特点安排生产工艺,在完成座椅骨架、座椅发泡体和面罩的生产步骤之后进行座椅组装,以及出厂检查和试验。
1 汽车座椅的总体工艺流程本流程以经济型轿车座椅生产为依据,年生产座椅45万套,每套座椅由前排正、副驾驶2个单座和后排3人座组成,具有广泛的适应性。
座椅生产总体流程见图1。
2 汽车座椅生产流程及设备选用2.1 骨架生产工艺2.1.1 冲压工艺座椅骨架常用轧制型材制成或用钢板焊接而成,并用螺钉直接固定或通过座椅调节机构固定在车身上。
冲压工序主要完成板材、管材的原材料备料,以及板材成形工作。
(1)典型零件的工艺过程板材冲压工艺流程见图2。
卷材冲压工艺流程见图3。
(2)主要工艺设备的选用冷轧钢板选用液压剪板机下料。
钢管采用管材切割机下料,利用压力机压扁端头。
钢丝采用线材切割机下料。
冲压成形采用的7条冲压生产线如下。
a.座盆全自动生产线1条:由4台闭式双点机械压力机、1台自动开卷剪切机、输送装置组成。
主要生产座盆和分体式后靠板。
b.大件冲压生产线1条:主要生产整体式后靠板。
由5台闭式双点机械压力机、1套简易上料装置和3套压力机间输送装置组成。
采用人工上、下料。
c.小件全自动生产线3条:每条线由1台开式双点机械压力机、1套卷料开卷剪切装置和1套步进模具组成。
主要生产形状比较复杂的小型冲压件。
d.其它件冲压生产线2条:其中,1条线由6台2 000~2 500 kN闭式单点机械压力机、1套简易上料装置和5套压力机间输送装置组成。
人工上、下料,主要生产较大冲压件。
另1条线由3台1 600 kN以下闭式单点机械压力机组成。
人工上、下料,主要生产较小冲压件。
汽车研发_整车座椅制作设计开发方法与流程图
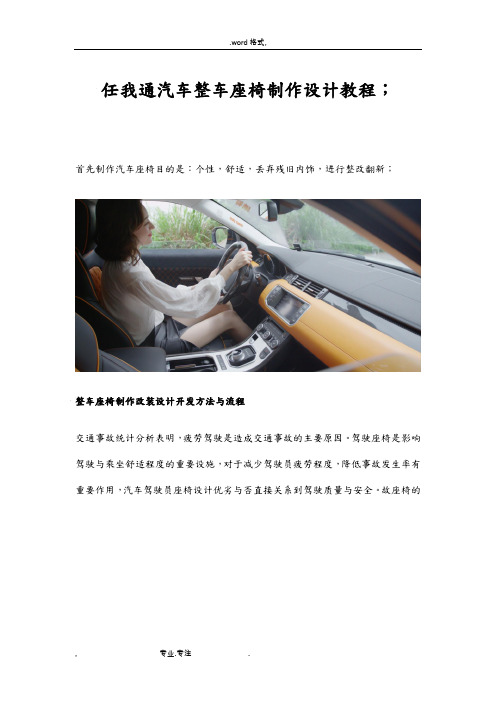
任我通汽车整车座椅制作设计教程;首先制作汽车座椅目的是:个性,舒适,丢弃残旧内饰,进行整改翻新;整车座椅制作改装设计开发方法与流程交通事故统计分析表明,疲劳驾驶是造成交通事故的主要原因。
驾驶座椅是影响驾驶与乘坐舒适程度的重要设施,对于减少驾驶员疲劳程度,降低事故发生率有重要作用,汽车驾驶员座椅设计优劣与否直接关系到驾驶质量与安全。
故座椅的设计开发在整车的设计中尤为重要。
一、座椅组成及术语1座椅总成的组成1)座椅(seat)供一个成年乘员乘坐且有完整装饰并与车辆结构为一体或分体的乘坐设施。
它包括单独的座椅或长条座椅的一个座位。
2)固定装置(anchorage)将座椅总成固定到车辆结构上的装置。
包括车身上受影响的部件。
3)调节装置(adjustment system)能将座椅或其部件的位置调整到适应乘员乘坐姿态的装置。
该装置应有如下功能:A. 纵向位移(longitudinal displacement)B. 垂直位移(vertical displacement)C. 角位移(angular displacement)4)锁止装置(locking system)使座椅及部件保持在使用位置的装置。
5)头枕(head restraint)用于限制成年乘员头部相对于其躯干后移,以减轻在发生碰撞事故时颈椎可能受到的损伤程度的装置。
2相关术语1)“H”点(“H”point)二维或三维人体模型样板中人体躯干与大腿的连接点即胯点(HipPoint)。
2)“R”点“(R”point)GB11551—2003中附录C定义的乘坐基准点。
基准线(referenceline)为GB11551—2003中附录C附件1图C.1中所示的通过三维人体模型的线。
3)加速踏板踵点(AHP)在加速踏板未压缩时,人体模型的踵点在被压塌的地板覆盖件上的点。
4)拇趾参考点(BOF)在侧视图上过AHP点作人体样板鞋底的切线在该切线上离AHP点203mm处的一个点。
汽车座椅控制计划CP汇编

Special Char. Class. 特 殊 特 性 分 类
Methods 方 法 Product / Process Evaluation Measurement Specification/Tolerance Technique 产 品/过 程 的 额 定 值/ 评 价 与 测 量 技 术 工 差
7
冷却时间(cyc)
kccΒιβλιοθήκη 1012小时 根据检测结果调整相 应参数,如有必要, 进行追溯检查 隔离,返工,报废
8
焊接强度
EDS T-7123
破坏性试验 0—150;0.02游 标卡尺
首件
班次
破坏性试验记录
9
内外侧支撑板孔位
69.9
100%
每班
检验记录
50
1
物料管理控制程序
报告相关主管
60
CO2焊接(内侧支撑板 CO2焊机/焊接夹 焊接弹簧钩子) 具
Customer Engineering Approval/Date (If Req'd) 客 户 工 程 部 门 批 准/ 日 期 (如 需 要)
Supplier/Plant 供 应 商/ 工 厂
Supplier Code 供 应 商 代 号 Other Approval/Date (If Req'd)其 它 批 准/ 日 期 (如 需 要) Other Approval/Date (If Req'd) 其 它 批 准/ 日 期 (如 需 要)
Part /Process Number 零 件/过 程 编 号
Process Name / Operation Description 过 程 名 称/ 操 作 描 述
Machine, Device,Jig,Tools For Mfg. 制 造 用 机 器、 设 备、 夹 具、 工 具
汽车座椅建模步骤

汽车座椅建模分析建模分析:该汽车座椅主要由“座椅座垫”和“座椅靠背”两部分组成,如图1所示。
而以上两部分又分别由3条曲线组成,因此,建模过程中主要是对这6条曲线的构建,然后用【通过曲线网格】命令进行曲面的构建。
座椅座垫的构建1、在XY平面内创建如下7个点。
2、用命令创建如下样条曲线,并退出草图。
3、在YZ平面创建如下4个点,用命令创建如下样条曲线,并退出草图。
4、在XY平面内创建如下7个点,并绘制曲线,退出草图。
5、将第3、4步的曲线分别向两侧拉伸300mm。
6、用命令创建两曲面的相交曲线。
7、在YZ平面创建如下4个点,用命令创建如下样条曲线,并退出草图。
8、在XY平面内创建如下7个点,并绘制曲线,退出草图。
9、将第7、8步的曲线分别向两侧拉伸300mm。
10、用命令创建两曲面的相交曲线。
11、隐藏相关曲线和面,只显示如下曲线结果。
注意坐标轴的方向。
12、用命令创建如下两端面的样条曲线。
13、用命令创建如下网格曲面。
14、用命令,将上下两平面进行封闭。
命令在【艺术曲面】-【N侧组】内。
15、用命令将3个曲面进行合并,并对底面用【边倒圆】命令倒R15的圆角。
座椅靠背的创建1、在YZ平面创建如下草图。
2、用【基准平面】中的“两直线”方式创建如下基准平面。
3、再次用【基准平面】中的“成一角度”方式,选择上步创建的基准平面为“平面参考”,选择较长直线为“通过轴”,角度选项中选择“垂直”创建如下基准平面。
4、在上步创建的基准平面上绘制如下草图曲线。
5、仍然在上步的基准平面上创建如下草图曲线。
6、在第2步创建的基准平面上绘制如下草图曲线,并用第3步的基准平面作为水平方向参考平面。
7、将第5、6步创建的草图曲线向两侧拉伸300mm。
8、用命令创建两曲面的相交曲线。
9、用第3步创建的基准平面创建如下草图曲线。
10、在第2步创建的基准平面上绘制如下草图曲线。
要点:以第3步创建的基准平面为“水平”方向参考平面,并注意坐标轴方向的调整。
座椅结构PPT课件

33
金属座盆
EPP
34
10、座椅泡沫
35
汽车的 座垫、靠背和头枕是聚氨酯泡沫塑料在汽车上用量很大的部位,也是人 们乘坐舒适性最敏感的地方,因而对产品的性能要求也很严格。目前,国内汽车用 的聚氨酯泡沫座垫大多为均一密度的冷熟化产品。近几年发展起来的新型汽车座垫 采用的是双硬度或多硬度泡沫,这种双硬度座垫的生产既可以采用聚醚多元醇和异 氰酸酯经由双头或多头混合头注入模具来实现,也可以采用全MDI冷模塑工艺,通 过改变异氰酸酯指数来准确控制座垫不同部位的硬度——座垫中部柔软、两侧较硬。 软泡沫给人以舒适感,两侧坚硬部分提供支撑性能,当汽车高速行驶或转弯时.有助 于保持驾驶员和乘客的身体稳定、提高乘坐的安全性。
5
➢ 随着当今科学技术及生活水平的不断改善和发展,人们对于座椅舒适要求也不断提升。其 中汽车座椅的舒适度及安全性设计已成为当今汽车产商所关注的主要内容。座椅的主要功能是 支撑驾驶员及乘坐人员的身体,减缓路面不平传给人体的冲击并减弱由此而引起的振动。给驾 乘提供舒适、安全的乘坐条件和便于驾驶操作的良好的工作条件。由生物动力学研究表明,长 时间地承受高强度的全身振动对于人体健康的损害是相当严重的。主要是腰脊和相关的神经系 统会受到影响。新陈代谢以及源于机体内部的一些其他因素会恶化这个影响,通常认为环境因 素,如身体姿势、低温及气流会引起肌肉疼痛。:
30
7、后排总成构造
31
8、后排靠背结构
32
9、后排座垫结构
➢PU 即是polyurethane ➢中文名:聚氨酯 它是一种常用高分子材料。聚氨酯是一种新兴的有机高分子材料,因 其卓越的性能而被广泛应用于国民经济众多领域。产品应用领域涉及轻工、化工、电子、 纺织、医疗、建筑、建材、汽车、国防、航天、航空。
汽车座椅的装配

Lorem ipsum dolor si椅的装配
一、前排座椅的装配 1、将座椅底部的接插件与车身上的接插件连接,放下前排座椅,对准安装孔。 2、沿导轨移动座椅到最后位置,安装座椅前固定螺栓,扭矩:25 Nm,如图所示。 3、沿导轨移动座椅到最前位置,安装座椅后固定螺栓,扭矩:25 Nm。
前排座椅的安装
二、后排座椅的安装 1、 从上往下安装座椅靠背,使其卡住车身挂钩。安装后排靠背左右四颗固定螺栓 ,扭矩20Nm,如图所示。
座椅靠背安装
2、 将坐垫沿图所示箭头方向慢慢向下用力使其安装在左右卡扣上,然后将坐垫 压下。
坐垫安装
课程思政
• 汽车座椅是尾线装配中的一个项目,汽车尾线装 配是对汽车质量的最后把关,整车装配完成胜利 在望。这一阶段是具有巨大的成就动机的。因此 ,回顾课程,我们思考学习到了本专业领域哪些 新技术、新工艺、新设备的发展趋势,从而理解 科学技术是第一生产力,激发创造热情。
课程思政
汽车座椅是尾线装配中的一个项目,汽车尾线装 配是对汽车质量的最后把关,整车装配完成胜利 在望。这一阶段是具有巨大的成就动机的。回顾 课程,我们思考学习到了本专业领域哪些新技术 、新工艺、新设备的发展趋势,从而理解科学技 术是第一生产力,激发创造热情。
请同学们进行实际操作练习!
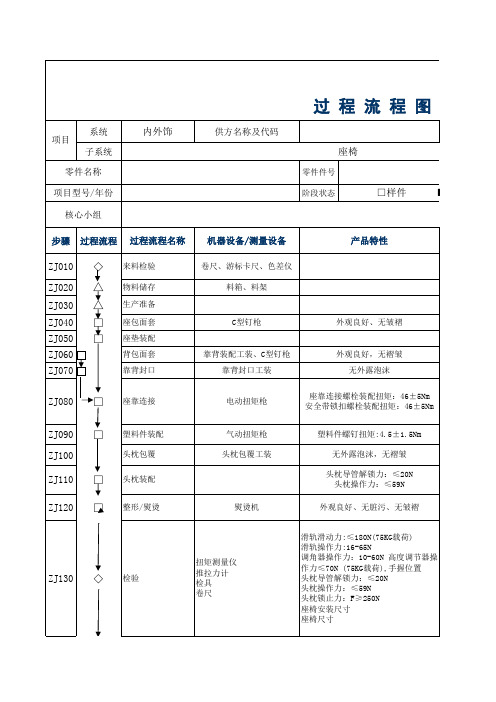
座椅 过程流程 图
□生产
A0
共 16 页 第 1 页
编制
修订
顾客名 称
过程特性
搬运方式
特殊特 性符号
人工
人工
备注
气压:0.4-0.6MPa
气压:0.4-0.6MPa 设置参数扭矩
气压:0.4-0Байду номын сангаас6MPa
人工 人工 人工 人工
流水线 G(S)
流水线
G
流水线
流水线
Z Z
流水线
Z Z
Z
人工
Z
Z
Z
Z
Z
“☆”表示返工/返修 特殊特性符号。
ZJ140 □ 装防尘罩
ZJ150 → 下线
ZJ160 △ 入库待发运
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“☆”表示返工/返修 2.“G”表示产品与安全有关的特殊特性符号;“Z”表示产品与安全无关的特殊特性符号。
顾客批准/日期
审查/日期
程图
样件
编号/版本号
■试生产
背包面套
ZJ070
靠背封口
卷尺、游标卡尺、色差仪 料箱、料架
C型钉枪
靠背装配工装、C型钉枪 靠背封口工装
外观良好、无皱褶
外观良好,无褶皱 无外露泡沫
ZJ080 □ 座靠连接
电动扭矩枪
座靠连接螺栓装配扭矩:46±5Nm 安全带锁扣螺栓装配扭矩:46±5Nm
ZJ090 □ 塑料件装配
ZJ100
头枕包覆
ZJ110 □ 头枕装配
人工 人工 人工
制表/日期 朱高朝
ZJ120 □ 整形/熨烫
气动扭矩枪 头枕包覆工装
熨烫机
汽车座椅制造工艺简介PPT课件

2.管焊工艺-焊接( CO2保护焊)
要获得性能优良的焊缝,必须设法保护焊接区,防止空气中的有害气体侵入 , CO2是一种比较稳 定的气体, 因此CO2保护焊就是我们常用的焊接方法,一般情况下,焊接过程的电流为90±10A, 气体流量12-18L/min,电压20±5V,根据员工的熟练程度,焊枪的行走速度可适当调大焊接电流。
翻边:是沿外形曲线周围将翻成侧 立短边的一种冲压工序。
2、管焊工艺
8
2、管焊工艺-弯管
①取件送料
②切割下料
③缩管
④弯管
⑤整形
⑥焊接
① ②:从长度一定的管材中取钢管放入切割机的料槽中(如下图),有人工送料和自动送料,下 料长度公差要求在±0.5mm 之内;
9
2、管焊工艺-弯管 ③缩管:缩管的目的是便于接口的装配和连接,增加焊接后的强度,缩管的长度一 般为14±1mm,如下图所示:
32
⑷裁剪:在整片面料上裁剪出座椅面套所需要的不同形状的片件的过程。一般分为:手工裁剪和 自动裁剪。手工裁剪用电剪刀完成,而自动裁剪采用自动裁剪机完成。 注:裁剪过程,上下层必须对整齐,上下层片件尺偏差在±2mm以内;
自动裁剪
裁剪后的片件 33
⑤面罩缝制:此过程为片件缝制,将裁剪后的各种形状的片件按照尺寸要求缝合起来的过程。 注:1、剪口偏差≤5mm;2、缝边8mm,公差±1mm;3、面料针距10mm内2.5-3针;4、 起至回针长度≤10mm;5、内重逢补针50mm≤长度≤70mm。
修边后 修补后
5、缝纫工艺
31
⑴打版
⑵面料开卷
⑶铺布
⑷裁剪
⑴打版:针对座椅的尺寸定义,对所需要包装 面套的位置分片划分区域,每一个片件的尺寸 做模型的过程。(如右图1)
轿车座椅APQP过程流程图、FMEA控制计划

工 位 序 号
操作 制造/装 配 移动 储存 检验 工位操作描述 序 号 关键产品特性KPC 序 号 关键控制特性KCC
Page 3 of 3
60
◇
焊接(点焊板件) 调整设备参数至要求,检查无误后焊
1
焊接强度
按焊接标准EDS T-7123
1 2 3 4 5 6 7
焊接电流(100A) 75-90 焊接时间(cyc) 8-12
电极压力(Mpa) 0.15-0.3 加压时间(cyc) 维持时间(cyc) 预压时间(cyc) 冷却时间(cyc) 12-20 8-15 18-25 8-10
68±0.2 472.6±0.5 130±0.2
50
○
放置转运架上,转运架转运到点焊工位
Page 1 of 3
过程流程图
零件号: 零件名: 日期/版本: V-250 50%后排靠背 编制: 审批: 页数: 第 编制日期: 审批日期: 页 共 2 页
工 位 序 号
操作 制造/装 配 移动 储存 检验 工位操作描述 序 号 关键产品特性KPC 序 号 关键控制特性KCC
过程流程图
零件号: 零件名: 日期/版本: V-250 50%后排靠背 编制: 审批: 页数: 第 编制日期: 审批日期: 页 共 2 页
Hale Waihona Puke 工 位 序 号操作 制造/装 配 移动 储存 检验 工位操作描述 序 号 关键产品特性KPC 序 号 关键控制特性KCC
10
□ △ ○ ◇
外协件进货检验
20
外协件库/半成品库
70
△ □ ◇
贴放标签,装料架 1 2 3 4 5 6 552±0.5 5.5±0.3 15±0.1 30±0.1 68±0.2 472.6±0.5 130±0.2
人机工程学汽车驾驶员座椅2课件
(3)设计产品试制后的可能的缺陷应该从设计本身涉及的 尺寸、材料参数的问题出发结合工艺缺陷和工装缺陷进行修 正。
人机工程学汽车驾驶员座椅2
测量基准面 人体基准面的定位是由三个
互为垂直的轴(铅垂轴、纵轴 和横轴)来决定的。
度设计应和汽车整车震动频率相匹配,应有良好的动静态特 性。
(3)外形设计应和整车设计主调一致。 (4)不仅考虑舒适性,也应考虑安全性能。 (5)设计工艺性。
人机工程学汽车驾驶员座椅2
驾驶员座椅
设计注意事项: (1)设计过程之前产品考虑工艺性,不应设计难以加工的
结构。 (2)设计之前,要考虑配套企业提供足够的资料包括配套
矢状面;正中矢状面; 冠状面;水平面; 眼耳平面。
人机工程学汽车驾驶员座椅2
测量方向
(1) 在人体上、下方向上, 将上方称为头侧端,将
下方称为足侧端。
(2) 在人体左、右方向上, 将靠近正中矢状面的方 向称为内侧,将远离正 中矢状面的方向称为外
侧。
头侧端 内侧
外侧 足侧端
人机工程学汽车驾驶员座椅2
人体在靠背和座垫上最合理的体压分布
a)靠背 b) 座垫
人机工程学汽车驾驶员座椅2
驾驶员座椅在车身中的布置
人机工程学汽车驾驶员座椅2
踏板(相对于座椅)位置对驾驶员 施于踏板上的力影响
人机工程学汽车驾驶员座椅2
人体工程学操作范围 1—眼点 2—肩点 3—人体工程学操作范围中心E
4—胯点H 人机工程学汽车驾驶员座椅2
能需求(包括色彩设计,主色调),比如说你是根据国标做, 还是要进一步符合美规和欧洲标准的要求,等等;
汽车座椅的生产工艺
汽车座椅的生产工艺摘要:汽车座椅是汽车内饰中的重要部件,汽车座椅生产具有专业性和复杂性,目前行业内已形成由专业化工厂来完成座椅的生产,以提供特制化产品为整车配套。
以经济型轿车座椅生产为例,介绍了汽车座椅骨架、海绵体发泡、面罩的生产工艺流程及其设备选用。
根据座椅的结构特点安排生产工艺,在完成座椅骨架、座椅发泡体和面罩的生产步骤之后进行座椅组装,以及出厂检查和试验。
1 汽车座椅的总体工艺流程本流程以经济型轿车座椅生产为依据,年生产座椅45万套,每套座椅由前排正、副驾驶2个单座和后排3人座组成,具有广泛的适应性。
座椅生产总体流程见图1。
2 汽车座椅生产流程及设备选用2.1 骨架生产工艺2.1.1 冲压工艺座椅骨架常用轧制型材制成或用钢板焊接而成,并用螺钉直接固定或通过座椅调节机构固定在车身上。
冲压工序主要完成板材、管材的原材料备料,以及板材成形工作。
(1)典型零件的工艺过程板材冲压工艺流程见图2。
卷材冲压工艺流程见图3。
(2)主要工艺设备的选用冷轧钢板选用液压剪板机下料。
钢管采用管材切割机下料,利用压力机压扁端头。
钢丝采用线材切割机下料。
冲压成形采用的7条冲压生产线如下。
a.座盆全自动生产线1条:由4台闭式双点机械压力机、1台自动开卷剪切机、输送装置组成。
主要生产座盆和分体式后靠板。
b.大件冲压生产线1条:主要生产整体式后靠板。
由5台闭式双点机械压力机、1套简易上料装置和3套压力机间输送装置组成。
采用人工上、下料。
c.小件全自动生产线3条:每条线由1台开式双点机械压力机、1套卷料开卷剪切装置和1套步进模具组成。
主要生产形状比较复杂的小型冲压件。
d.其它件冲压生产线2条:其中,1条线由6台2 000~2 500 kN闭式单点机械压力机、1套简易上料装置和5套压力机间输送装置组成。
人工上、下料,主要生产较大冲压件。
另1条线由3台1 600 kN以下闭式单点机械压力机组成。
人工上、下料,主要生产较小冲压件。
汽车装配与调试汽车座椅线装4.1.2 课件
汽车工程学院 2013.02
页数: 8
汽车装配与调试
汽车总装配线工位装配
汽车座椅工位
座椅结构-座椅组成
一般汽车座椅的结构组成主要有骨架、泡沫、面 套、附件等四部分。
座椅结构-前排座椅组成
一般前排座椅下图有前座泡沫、前靠泡沫、安全气 囊、头枕杆、头枕套管、前靠背骨架、腰垫、调角器、 内侧滑轨罩盖、滑轨总成等。
汽车工程学院 2013.02
页数: 29
汽车装配与调试
汽车总装配线工位装配
座椅结构-座椅后靠锁
汽车座椅工位
汽车工程学院 2013.02
页数: 30
汽车装配与调试
汽车总装配线工位装配
座椅结构-座椅后靠锁
汽车座椅工位
汽车工程学院 2013.02
页数: 31
汽车装配与调试
汽车总装配线工位装配
座椅结构-座椅后靠锁
第一步是裁皮。一张牛皮约40至50平方英尺。牛背的皮质、皮面是一张 皮子最好的部位,一般用于座椅的靠背及坐垫部分,因为座椅的这两处长 期受压、受摩擦,也是我们最易感观到的部位。牛肚、牛脖的皮表面较差, 一般用于座椅的裙部或不易看到的部位,皮与布一样都有一定的拉伸方向, 有的皮椅坐了一二个月后就出现凹凸现象,多数是因为裁皮方向不当造成 的。 第二步是缝制。将皮子裁好后,就进入缝制过程,这里也有些讲究,一 般皮料下面还要垫上12至15毫米厚的带网底的海绵也叫超力绵,注意有些 店在这里偷工减料。缝制时,工人是否是熟手非常重要,皮料一旦缝线后 不能再改,否则会在皮料上留下明显的针孔,检查时还要注意,明线针距 是否均匀,皮头有无外露,有无毛边与线头,线与皮子颜色是否一致等。 第三步,套装座椅,简单地讲就是将缝制好的皮套,套装在座椅上。说 的简单,做起来就不那么容易了。在套装时,稍有不慎就会将皮套撕裂或 划伤,套上后要通过拍打、拉拽将皮套贴实在座椅上,固定皮套的卡钉要 选择防锈的,卡钉分布的尺寸、松紧要一致。组装座椅时,坐垫与靠垫的 合缝要对称整齐。
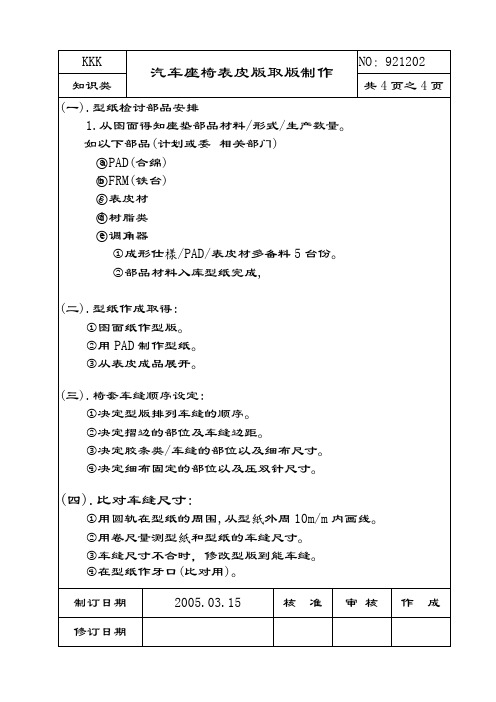
汽车座椅表皮版取版制作
座、背的接合线要对齐.
塑胶件的搭配以及间隙.
PAD硬度资料明确注明.
蒸气使用确认.
(九).提出问题点
提出担当的问题点及对策案要望的事项。
最後追踪:
在下次进度前列入不良模式分析。
(十).决定型版
外观品质、确认完成。
品管单位确认完成。
(十一).型版号码设定
根据产设课车种号码。
依前座FC、前背FB、後座RC、后背RB..等。
根据椅套车缝顺序车缝好椅套。
容易车缝作业性:
R角的大小(R30以上).
牙口的位置数量.
样版作不同记号确认.
缝纫机(各材质适用车针番号)
车缝牛皮—#21
圆绒布—#19
仿皮 —#19
引张扣条—#23
打褶車缝标准计算法:
(例):
样版长度为340m/ml
皱摺8%時样版皱摺长度为
340+(340×8%)=367.2L
用PAD制作型纸。
从表皮成品展开。
(三).椅套车缝顺序设定:
决定型版排列车缝的顺序。
决定摺边的部位及车缝边距。
决定胶条类/车缝的部位以及细布尺寸。
决定细布固定的部位以及压双针尺寸。
(四).比对车缝尺寸:
用圆轨在型纸的周围,从型紙外周10m/m内画线。
用卷尺量测型紙和型纸的车缝尺寸。
车缝尺寸不合时,修改型版到能车缝。
在型纸作牙口(比对用)。
制订日期
2005.03.15
核 准
审核
作 成
修订日期
(五).裁剪:
(一).人工裁剪:
用型紙在表皮材上画版。
裁剪线的內侧。
牙口的大小/深度是。
车缝边距10m/m、牙口大小深度5m/m
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
30
发料至点焊区
40
装配,弧焊焊接(内外侧支撑板、管件、 头枕、上部钢丝、上部支撑板、下部支 撑板) 将各待焊件按顺序依次装入 工装可靠定位,压紧快速夹,焊接
1 2
焊接强度
230± 0.5
按焊接标准EDS T-7127
1 2 3
气体流量 15~18L/min 焊接电压 19~21V 焊接电流 110~120A
过程流程图
零件号: 零件名: 日期/版本: 副驾驶座靠背骨架总成 编制: 审批: 页数: 第 编制日期: 审批日期: 页 共 3 页
工 位 序 号
操作 制造/装 配 移动 储存 检验 工位操作描述 序 号 关键产品特性KPC 序 号 关键控制特性KCC
10
□ △ ○ ◇
外协件进货检验
20
外协件库/半成品库
Page 3 of 3
50
○
放置转运架上,转运架转运到装配工位
Page 1 of 3
过程流程图
零件号: 零件名: 日期/版本: 副驾驶座靠背骨架总成 编制: 审批: 页数: 第 编制日期: 审批日期: 页 共 3 页
工 位 序 号
操作 制造/装 配 移动 储存 检验 工位操作描述 序 号 关键产品特性KPC 序 号 关键控制特性KCC
60
◇ △ □ ○
装配弹簧(上部、中部)
70
贴放标签,装料架
1
230± 0.5
80
成品入库检验
90
交付
Page 2 of 3
过程流程图
零件号: 零件名: 日期/版本: 副驾驶座靠背骨架总成 编制: 审批: 页数: 第 编制日期: 审批日期: 页 共 3 页
工 位 序 号
操作 制造/装 配 移动 储存 检验 工位操作描述 序 号 关键产品特性KPC 序 号 关键控制特性KCC