薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录
建筑设备安装防排烟系统04普通法兰连接的矩形金属风管及配件加工制作(或成品)质量检验记录(2)GD3050304
性
防腐处理及四角部位设螺栓孔
管端口(或法兰)端面的 前端口 ≤2
平面度(即不平度)偏差
最大值
(mm) 后端口 ≤2
风管 连接 原则
风管 与法 兰采 用连 续( 或断 续) 焊连 接
镀锌钢板及各类有复合保护层的钢板,应 采用咬口连接或铆接;不得采用影响其保 护层防腐性能的焊连接方法
焊缝不凸 风管端口与法兰接口平面 出法兰端 (即法兰端面)的距离(mm) 面(除尘风
算值)
外长边的边长尺寸B(mm)
外长边的边 长尺寸最大 偏差(mm) 横 前、后 端口两 前 对角线 端 截 长度及 口 其差值
≤±2 ≤±3
≤3
后
面
端
口 ≤3
︵
端
螺栓孔径(mm)
φ
面 管端 ︶ 法兰
≤150(中、低压) 螺栓孔距(mm)
≤100(高压)
相同规格法兰的螺栓孔排列一致,
孔径、孔距偏差符合要求,具有互换
普通法兰连接的矩形金属风管及配件加工制作
(或成品)质量检验记录(二)
GD3050304-2
检验项目(含检验方法摘要)
板厚(mm,距两端管口约20mm处 测量4次的算术平均值)
标准(或设 被检管段编号及其实测值或观感质量定性评价(用“√”或“×”表达) 计)要求值 据GB 50243标准规定,按同一规格抽检≥5%~10%,且≥5段(件) (含理论计
管≥5)
壁厚大于1.2mm的板材与法兰可采用连续 焊或翻边断续焊连接。断续焊缝长度30~ 50mm,间距不大于50mm
外观质量:焊缝熔合良好、饱满,无假焊 和孔洞;除尘系统风管宜内侧满焊, 外侧 间断焊
风管与 法兰采 用点焊
连接
建筑设备安装防排烟系统05薄板法兰—无法兰(插条)连接的矩形金属风管及配件加工制作质量检验记录(4)

风管 与法 兰采 用铆 (压) 连接
铆钉孔(或压接点) 距最大值 (mm)
≤150(中、低压) ≤100(高压)
外观质量:铆(压)接牢固,无脱铆(压)、漏铆 (压);咬缝与四角处无开裂、孔洞;铆钉采 用与风管材质相同或不产生电化腐蚀的材料
薄板法兰风管的接口及附件,其尺寸应准确, 形状应规则,接口(接缝)处应严密
薄板法兰连接的弹性插条和弹簧夹应具有相应
的弹性强度,形状和规格应与薄板法兰相匹配,
薄 弹簧夹的长度宜为120~150mm
板 C形、S形连接插条与风管插口的宽 法 度应匹配,插条两端延长量[(mm), 兰 即两端的压倒长度] /
≥20
无 S形插条与风管边长尺寸的允许偏 法 差(mm)
±2
兰 连 立咬口、包边立咬口连接风管的立 接 筋高度应不小于同规格风管的角钢 及 法兰高度,其最小高度(mm)
平面度最大偏差值(mm)用2m长
板尺及塞尺测量风管外表面与
≤10
尺之间凹凸的最大间隙 表
风管板材拼接的咬口缝(或铆接缝)错开,无十字
型拼接的咬口连接(或铆接)缝
风管与配件的咬口缝紧密、宽度一致;折角平 直,圆弧均匀;两端面平行;风管无明显扭曲与 翘角,表面平整
面 焊接风管的焊缝平整,无裂缝、凸瘤、穿透的夹 渣、气孔及其他外观焊接缺陷;焊接后板材、型 材无明显变形;焊渣及飞溅物已清除干净
பைடு நூலகம்
彩色涂层钢板的涂塑层设在风管内侧;加工时避 免损坏涂塑层(损坏部分应作修补)
注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
≥25
其 立咬口的折角应与风管垂直,且高 附 度一致,立筋的直线度允许偏差 件
普通法兰连接的矩形金属风管及配件加工制作质量检验记录5

他:风管与
法兰连接其他:其
角合金铝型材/其他:母、垫圈
材 质:镀锌钢 /镀锌钢/发黑(蓝)钢/风管材质纯铝板/防腐铝合金板/连接形式:咬口/铆接/手工气焊/手工电弧焊/高压(P>1500)风管(mm)外长边长:外短边长(不宜>4:1)
其他:六角头/风
管艺要素间断点焊/铆钉材质:钢/镀锌钢/镀镍(铬)钢/不锈钢/铝/合金铝/
连接形式:铆接/焊接/连续焊/断续焊/翻边断续焊/材 质:涂漆角钢/镀锌角钢/镀镍(铬)角钢/不锈角钢/角铝型材/镀锌钢板/彩色涂层钢板(复合保护层钢板)/非涂镀钢板/不锈钢板/
/1造
1
长。
风管与配件制作分项检验批质量验收记录

风管与配件制作分项检验批质量验收记录通常包括以下内容:
1. 检验批名称:风管与配件制作
2. 检验批编号:唯一标识该检验批的编号
3. 工程部位:风管与配件在工程中的具体位置或用途
4. 施工单位:负责该检验批施工的单位或班组
5. 检验依据:用于验收的标准、规范、图集等文件名称及编号
6. 验收项目:根据相关标准和规范,列出所有需要验收的项目,如材料、尺寸、平整度、连接方式等
7. 验收标准:针对每个验收项目,明确具体的验收标准或允许偏差范围
8. 验收结果:对于每个验收项目,记录实际的验收结果,如合格、不合格等
9. 验收人员:参与该检验批验收的有关人员签名
10. 验收日期:完成该检验批验收的日期
根据实际情况,还可以增加其他需要的内容,如备注、整改意见等。
需要注意的是,不同的工程和项目可能对风管与配件制作有不同的要求和标准,因此在实际使用中,应结合具体工程要求和规范进行相应的调整和完善。
5.普通法兰连接的矩形金属风管及配件加工制作(或成品)质量检验记录(五)
值
5段(件)
螺栓(钉)、螺母、垫圈和铆钉等附 件的材质应与风管材质性能匹配,防腐性能 良好(包括不产生电化腐蚀和采用镀锌等表 面 处理措施);不得采用抽芯铆钉 空气洁净度等级为1~5级的风管不得采用按 扣式咬口连接
风管无法兰连接不得采用S形插条、C形直角 形插条和立联合角形插条的连接方式
风管内不得设置加固框及加固筋
管端法兰与板材连接铆钉的间距(mm):
0 ≤65
0 ≤100
锌板风管不得有镀锌层大面积白花、锌层粉 化和锌层脱落等锌层严重受损现象
风管的咬口缝、折边和铆接等处有受损时, 应作防腐处理补够
静压箱本体、箱内固定过滤器的框架及固定 件应有镀锌(镍)等防腐处理 彩色涂层钢板风管的内壁应光滑,加工时应 尽量不损坏涂层;被损坏涂层的部位应涂环 氧树指作补够防腐处理 风管的咬口缝、铆接缝及法兰翻边四角缝隙 处,应按设计及洁净度等级要求,采用涂密 封胶或其他密封措施堵严
宜采用以下作为基材的密封胶材料:
0
0
0
0
风管板材连接缝的密封面应设在管壁的正压 侧
风管表面保持清洁,无油污、积尘和受潮等 (用白绸布擦拭检查);检查通过后,及时封 闭管口
注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
普通法兰连接的矩形金属风管及附件加工制作(或成品)质量检验记录(五)
(净化空调系统风管及配件特有检验项目专页)
检验项目(含检验方法摘要)
GD3050304-5
标准(或 被检管段编号及其实测值或观感质量定性评价(用“√”或“×
设”
计)要求 表达)风管按总段数抽检≥20%,法兰按总个数抽检≥10%每系统≥
薄板法兰无法兰连接的矩形金属风管及配件加工制作质量检验记录(六)

检验项目(含检验方法摘要)标准(或 设计)要 求值(含
理论计算
值)
内弧外直角型、内斜线外直角型、内外直角型弯
管选用并设置的单弧形或双弧形等圆弧导流片,
其圆弧半径、片距及板厚均按JGJ141—2004标
准规定
弯管、三通等风管配件的各端面夹角符合设计和
相关技术标准的要求长之比≤0.25的内外弧型弯管
线外直角型弯管内外弧型弯管导流片弧度与弯管弧度相等,迎风
边缘光滑;片数及设置位置按JGJ 141—2004行
标之表3.10.2-1、表3.10.2-2规定
弯管一般应采用曲率半径为一个平面边长的内外
同心弧型,圆弧均匀
下列情况之一的弯管应设置导流片:
弧外直角型/
角型/
被检管段编号及其实测值(用数据表达)或观感质量定性评价 (用“√”或“×”表达)弯管(弯头)配件的形式(参见:相关技术标准、
图
集及工艺规程等)
/
薄板法兰/无法兰连接的矩形金属风管及配件加工制作
质量检验记录(续五)
(弯管、三通等风管配件特有检验项目专页)
GD-C4-6561/5。
风管与配件制作检验批质量验收记录(金属风管)
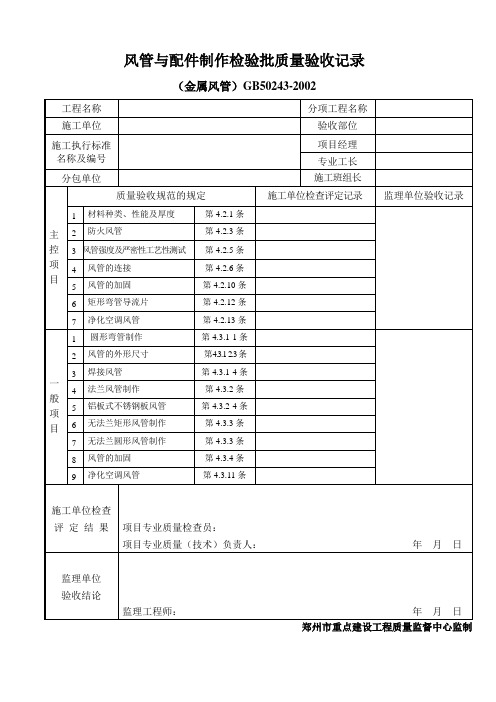
(金属风管)GB50243-2002
工程名称
分项工程名称
施工单位
验收部位
施工执行标准名称及编号
项目经理
专业工长
分包单位
施工班组长
主控项目
质量验收规范的规定
施工单位检查评定记录
监理单位验收记录
1
材料种类、性能及厚度
第4.2.1条
2
防火风管
第4.2.3条
3
风管强度及严密性工艺性测试
第4.2.5条
4
风管的连接
第4.2.6条
5
风管的加固
第4.2.10条
6
矩形弯管导流片
第4.2.12条
7
净化空调风管
第4.2.13条
一般项目
1
圆形弯管制作
第4.3.1-1条
2
风管的外形尺寸
第4.3.1-2.3条
3
焊接风管.2条
5
铝板式不锈钢板风管
第4.3.2-4条
6
无法兰矩形风管制作
第4.3.3条
7
无法兰圆形风管制作
第4.3.3条
8
风管的加固
第4.3.4条
9
净化空调风管
第4.3.11条
施工单位检查评定结果
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理单位
验收结论
监理工程师:年月日
郑州市重点建设工程质量监督中心监制
风管与配件制作金属风管检验批质量验收记录
项
目
1
圆形弯管制作
合格
2
风管外观质量和外形尺寸
合格
3
焊接风管
4
法兰风管制作
合格
5
铝板或不锈钢板风管
合格
6
无法兰矩形风管制作
7
无法兰圆形风管制作
8
风管的加固
合格
9
净化空调风管
施工操作依据
质量检查记录
施工单位检查
结果评定
项目专业项目专业
质量检查员:技术负责人:
年月日
监理(建设)
单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人)
年月日
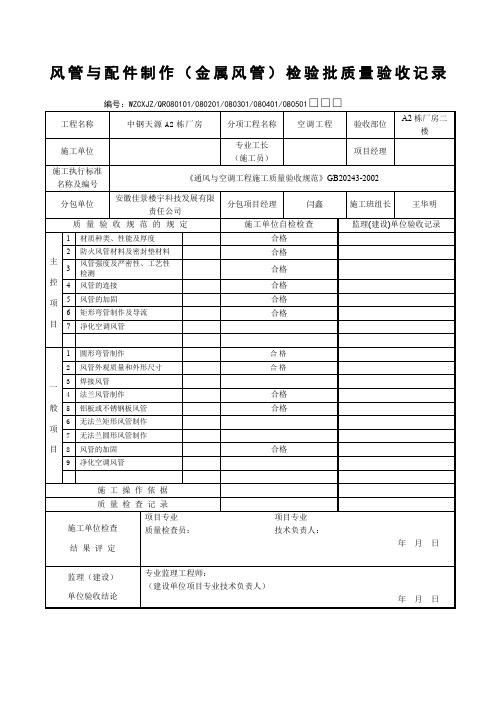
风管与配件制作(金属风管)检验批质量验收记录
编号:WZCXJZ/QR080101/080201/080301/080401/080501□□□
工程名称
中钢天源A2栋厂房
分项工程名称
空调工程
验收部位
A2栋厂房二楼
施工单位
专业工长
(施工员)
项目经理
施工执行标准
名称及编号
《通风与空调工程施工质量验收规范》GB20243-2002
分包单位
安徽佳景楼宇科技发展有限责任公司
分包项目经理
闫鑫
施工班组长
王华明
质量验收规范的规定记录
主
控
项
目
1
材质种类、性能及厚度
合格
2
防火风管材料及密封垫材料
合格
3
风管强度及严密性、工艺性
检测
合格
4
风管的连接
合格
5
风管的加固
合格
6
矩形弯管制作及导流
合格
7
净化空调风管
一
5.27.1风管与配件制作(金属风管)工程检验批质量验收记录

净化空调风管
现场应保持清洁,存放时应避免积尘和受潮。风管的咬口缝、折边和铆接等处有损坏时,应做防腐处理。风管法兰铆钉孔的间距,当系统洁净度的等级为1级~5级时,不应大于65mm;为6级~9级时,不应大于100mm。静压箱本体、箱内固定高效过滤器的框架及固定件应做镀锌、镀镍等防腐处理。制作完成的风管,应进行第二次清洗,经检查达到清洁要求后应及时封口
风管与配件制作(金属风管)工程检验批质量验收记录
工程编号:电土验表:5.27.1(续表1)
类别
序号
检查项目
质量标准
单位
施工单位检查评定记录
监理单位验收记录
主控项目
6
矩形弯管导流片
矩形风管弯管的制作,一般应采用曲率半径为一个平面边长内外同心弧形弯管。当采用其他形式弯管,平面边长>500mm时,必须设置弯管导流片
7
净化空调风管
矩形风管边长≤900mm时,底面板不应有拼接缝;>900mm时,不应有横向拼接缝。风管所用的螺栓、螺母、垫圈和铆钉均应采用与管材性能相匹配、不会产生电化学腐蚀的材料,或采取镀锌或其他防腐措施,并不得采用抽芯铆钉。不应在风管内设加固框及加固筋,风管无法兰连接不得使用S形插条、直角形插条及立联合角形插条等形式。空气洁净等级为1级~5级净化空调系统风管不得采用按扣式咬口。风管的清洗不得用对人体和材质有危害的清洁剂。镀锌钢板风管不得有镀锌层严重损坏现象,如表层大面积白花、锌层粉化等
4
风管连接
风管板材拼接的咬口缝应错开,不得有十字型拼接缝。金属风管法兰材料规格不应小于现行标准的规定。中、低压系统风管法兰的螺栓及铆钉孔的孔距≤150mm;高压系统风管≤100mm。矩形风管法兰的四角部应设有螺孔。当采用加固方法提高了风管法兰部位的强度时,其法兰材料规格相应的使用条件可适当放宽。无法连接风管的薄钢板法兰高度应参照金属法兰风管的规定执行
6.5.61薄板法兰无法兰连接的矩形金属风管及配件加工制作
GD-C4-6561
001单位(子单位)工程名称工程1施工单位
检验批编号分部/子分部/分项
(系统/子系统)
施工部位新验收部位1施工依据文件
名称及编号
最小/实际抽样数量质量验收依据
文件名称及编号
检测日期
年 月 日至 年 月 日
与检测(调试)、验收相关
的设计文件(图)/产品技术
文件(图)的名称及编号 测试计量器具(仪表仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造 厂商/其他要素:
检测调试说明:
综合评价结论/备注
监理(建设)单位
施工单位专业工长专业质检员施工班组长薄板法兰/无法兰连接的矩形金属风管及配件加工制作
质量检验记录(一)
项目专业监理工程师
(建设单位项目专业负责人):施工单位检测调试负责人。
薄板法兰-无法兰连接的矩形金属风管及配件加工制作质量检验记录

检测调试说明:
综合评价结论/备注 施工单位检测调试负责
人 监理(建设)单位
专业监理工程师 (建设单位项目技术负责人):
XX-C4-6561
专业工长
施工单位 专业质检员
施工班组长
薄板法兰/无法兰连接的矩形金属风管及配件加工制作
质量检验记录
XX-C4-6561 0 0 1ຫໍສະໝຸດ 单位(子单位)工程名称 1
施工单位
检验批编号
分部/子分部/分项 (系统/子系统)
施工依据文件名称及编号
质量验收依据 文件名称及编号
施工部位
最小/实际 抽样数量
检测日期:
年月日 至 年月日
与检测(调试)、验收相关 的设计文件(图) /产品技 术文件(图)的名称及编号
风管与配件制作检验批(Ⅰ)(金属风管)质量验收记录
控
项
目
验收项目
设计要求及
规范规定
最小/实际
抽样数量
检查记录
检查结果
1
材质种类、性能及厚度
4.2.1条
/
2
防火风管材料及密封垫材料
4.2.3条
/
3
风管强度及严密性、工艺性检测
4.2.5条
/
4
风管的连接
4.2.6条
/
5
风管的加固
4.2.10条
/
6
矩形弯管制作及导流片
4.2.12条
/
7
净化空调风管
4.2.13条
/
施工单位
检查结果
专业工长(施工员):
项目专业质量检查员:
年 月 日
监理(建设)单位
验收结论
专业监理工程师
(建设单位项目专业负责人):
年 月 日
注:本表内容的填写需依据《现场验收检验批检查原始记录》。本检验批质量验收的规范依据见本页背面。
/
一
般
项
目
1
圆形弯管制作
4.3.1-1条
/
2
风管外观质量和外形尺寸
4.3.1-2.3条
/
3
焊接风管
4.3.1-4条/4法兰风管作4.3.2条/
5
铝板或不锈钢板风管
4.3.2-4条
/
6
无法兰圆形风管制作
4.3.3条
/
7
无法兰矩形风管制作
4.3.3条
/
8
风管的加固
4.3.4条
/
9
净化空调风管
4.3.11条
风管与配件制作检验批质量验收记录
薄板法兰/无法兰(插条、立咬口等)连接的矩形金属风管及配件加工制作(或成品)质量检验记录

通风与空调工程施工工艺标准(GSQB12-12-2006)
暖通-03
与质量检验相关的设计、技术标准(技术文件)、工艺标准(工法)要求等方面的示图、照片和说明(可附页):
风管制作流程:根据施工图纸进行风管排版→风管板材下料→压筋(大边尺寸>630mm)→切角→咬口(联合角 )→法兰成形→折方(根据口径的大小折成L形、口形)→质检。
立放扁钢/ 直角形筋/ Z形筋 / 风 管内槽形支撑/ 外框槽形/ 管内螺 杆支撑/ 管内螺钉套筒支撑/ 其它加 固形式: 管 薄板法兰风管宜轧(压)制加强筋(楞筋), 筋的凸出部分应位于风管外表面,排列间 隔均匀;板面不应有明显的变形 加 风管的法兰强度低于规定强度 时,可采用外加固框和风管内 支撑进行加固;加固件距风管 连接法兰一端的距离 (mm)
√
√
√
√
√
√
≤250
√
√
√
√
√
√
固 外加固型材的高度不宜大于风管法兰高 度,且间隔应均匀对称,与风管的连接 应牢固;外加固框的四角处应连为一体 外加固框与风管连接的螺栓(钉) 或铆接点的最大间距 (mm) ≤220
√
√
√
√
√
√
√
√
√
√
√
√
风管内支撑加固的排列应整齐、间距均匀 对称,应在支撑件两端的风管受压力面处 设置专用垫圈;采用管套内支撑时,长度 应与风管边长相等 矩形风管的刚度等级、加固形式和加固件 何尺寸,以及连接(加固)允许的最大间距 应符合JGJ141—2004行标之表3.2.1—2 至表3.2.1—6的规定
11.3.3.2 薄板法兰/无法兰(插条、立咬口等)连接的 矩形金属风管及配件加工制作(或成品)质量检验记录(一)
薄板法兰无法兰(插条、立咬口等)连接的矩形金属风管及附件加工制作(或成品)质量检验记录(七)
(含理论 风管不得有横向接缝;且当外长边的长度b
为:
0
0
0 风管所用螺栓(钉)、螺母、垫圈和铆钉等 附 件的材质应与风管材质性能匹配,防腐性 能 空 良气好洁(包净括度不等产级生为电1~化5腐级蚀的和风采管用不镀得锌采等用表 按 扣式咬口连接 风管无法兰连接不得采用S形插条、C形直 角 形插条和立联合角形插条的连接方式
风管内不得设置加固框及加固筋
管端法兰与板材连接铆钉的间距(mm):
0 ≤65
0 ≤100
锌板风管不得有镀锌层大面积白花、锌层 粉
化和锌层脱落等锌层严重受损现象 风管的咬口缝、折边和铆接等处有受损 时, 应作防腐处理补够 静压Байду номын сангаас本体、箱内固定过滤器的框架及固 定 件应有镀锌(镍)等防腐处理 彩色涂层钢板风管的内壁应光滑,加工时 应 尽量不损坏涂层;被损坏涂层的部位应涂 风管的咬口缝、铆接缝及法兰翻边四角缝 隙 处,应按设计及洁净度等级要求,采用涂
宜采用以下作为基材的密封胶材料:
0
0
0
0
风管板材连接缝的密封面应设在管壁的 正压侧 注:观感质量定性评价采用符号表达的含意:“√”——符合或基本符合要求,“×”——不符合要求。
薄板法兰/无法兰(插条、立咬口等)连接的矩形金属风管及附件 加工制作(或成品)质量检验记录(七)
(净化空调系统风管及配件特有检验项目专页)
检验项目(含检验方法摘要)
标准(或 被检管段编号及其实测值或观感质量定性评价(用“√”或 设“
计)要求 ×”表达)风管按总段数抽检≥20%,法兰按总个数抽检≥ 值 10%每
风管制作质量检查记录

风管制作质量检查记录一、引言风管制作质量检查是确保风管制作过程中质量符合标准要求的重要环节。
本文将从风管制作过程中的材料选择、制作工艺、尺寸精度等方面进行质量检查,并提出相应的改进措施,以确保风管制作质量的稳定和可靠。
二、材料选择1. 风管材料的选择应符合相关标准要求。
检查时应查看材料合格证、检验报告等相关资料,确保材料的质量和性能符合要求。
2. 风管材料的规格、厚度等应符合设计要求。
检查时应测量风管的尺寸,与设计图纸进行对比,并记录在检查记录中。
三、制作工艺1. 风管的制作工艺应符合相关标准要求。
检查时应查看制作工艺流程、操作规范等相关资料,确保制作工艺的合理性和可行性。
2. 风管的制作工艺应保证焊接牢固、密封性好。
检查时应检查焊接接头的质量,如有裂纹、气孔等缺陷应立即进行修复或更换。
四、尺寸精度1. 风管的尺寸精度应符合相关标准要求。
检查时应测量风管的内外径、长度、弯曲度等尺寸参数,并与设计要求进行对比。
2. 风管的尺寸精度应保证制作精度和安装精度的一致性。
检查时应检查风管与配套设备的连接是否紧密、是否存在间隙等问题,并进行相应的调整和修复。
五、改进措施1. 加强材料供应商的管理,确保材料的质量稳定和可靠。
2. 建立制作工艺标准和操作规范,并进行培训和考核,以提高制作工艺的一致性和可行性。
3. 引入先进的尺寸测量设备,提高尺寸测量的精度和准确性。
4. 加强与设计、安装等相关部门的沟通协调,确保风管制作质量符合整体要求。
六、总结风管制作质量检查是保证风管质量的重要环节,通过材料选择、制作工艺、尺寸精度等方面的检查和改进,可以提高风管制作质量的稳定性和可靠性。
同时,加强与相关部门的沟通协调,也是保证风管制作质量的关键措施。
通过持续的质量检查和改进,可以提高风管制作质量的水平,满足用户的需求和要求。
建筑设备安装防排烟系统04普通法兰连接的矩形金属风管及配件加工制作(或成品)质量检验记录(1)GD3050304
GD3050304-1
单位(子单位)工程名称
所属子分部(系统)工程名称/分项 (子系统)工程名称 相关的施工部位
(层、区、段、房、室)
总承包施工单位
项目负责人
专业承包安装单位
项目负责人
施工执行的技术标准(含企业的 工艺规程、工法等)名称及编号 与检测(调试)、验收相关的设计文件 (图)/ 产品技术文件(图)的名称及编
号
工作压力P
(Pa),属于:
横截面尺 寸 (mm)
板厚:
;外长边长:
0 ,外短边长:
0 外长边长:外短边长 =
(不宜>4:1)
风
0
0
0
0
管 风管材质 ︵
0
0
配
件 风管成形 连接形式:
0
0
0
0
0
︶ 连接及接 接缝涂密封胶名称/种类(按产品准确名称表达)及其燃烧耐火、耐温指标(等
的 缝密封形 级):
主式
专业承包安装单位 检查评定结果
专业工长(施工员)(签名) 项目专业质量检查员(签名):
检查测试负责人(签名) 年月日
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签名):
年月日
注:1.本《记录》每张只能填写同一种类型规格(截面尺寸、材质、连接方式等)的风管或配件。 2.本《记录》(一)~(五)配套使用。 3.本《记录》所列风管的质量检验应按《通风与空调工程施工质量验收规范》GB 50243—2002、《通风 管道技术规程》JGJ 141—2004,以及设计文件、工艺标准(工法)相关的规定执行。要ຫໍສະໝຸດ 材性 管端连接 质:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大
≤±2 ≤±3
横 前、后 端口两 对角线
前 端 口
≤3
长度及
截 其差值 △C (mm)
后 端 口
面
≤3
薄板法兰应采用机械加工
︵ 端
法兰的折边(或组合式法 兰条)应平直,弯曲度
≤5‰
管端 螺栓孔径(mm)
φ
面 薄板 ︶ 法兰
螺栓孔距(mm)
≤150(中、低压) ≤100(高压)
相同规格法兰的螺栓孔排列一致,孔径 、孔距偏差符合要求,具有互换性
接
防腐处理及四角部位设螺栓孔
管端口(或法兰)端面 前端口
≤2
的平面度(即不平度)
偏差最大值(mm)
后端口
≤2
风管 镀锌钢板及各类有复合保护层的钢板,应采
连接 用咬口连接或铆接;不得采用影响其保护
原则 层防腐性能的焊连接方法
风管 与法 兰采 用连
焊缝不凸
风管端口与法兰接口平面(即法 出法兰端
兰端面)的距离(mm)
面(除尘
风管≥5) 壁厚大于1.2mm的板材与法兰可采用连续焊
续 ( 或断续焊连接。断续焊缝长度30~50mm,
或断 间距不大于50mm
续 ) 外观质量:焊缝熔合良好、饱满,无假焊和
焊连 孔洞;除尘系统风管宜内侧满焊,外侧间断
接焊
风管
与法 焊点间距最大值(mm)
≤100
兰采
用点 外观质量:焊点熔合良好;法兰与风管紧 焊连 贴;无穿透的缝隙、孔洞
薄板法兰/无法兰连接的矩形金属风管及配件加工制作 质量检验记录(三)
检验项目(含检验方法摘要)
标准(或设 被检管段编号及其实测值(用数据表达)或观感质量定性评价 计)要求值 (用“√”或“×”表达) (含理论计
算值)
板厚(mm,距两端管口约20mm处测量 4次的算术平均值)
外长边的边长尺寸B(mm) 外长边的