设备时间稼动率
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率稼动率和可动率是衡量自动化设备运行效率和稳定性的重要指标。
稼动率指设备实际运行时间与总运行时间的比值,而可动率则是设备正常运行时间与总运行时间的比值。
本文将详细介绍自动化设备的稼动率和可动率的概念、计算方法以及提高稼动率和可动率的措施。
一、稼动率的概念和计算方法稼动率是指设备实际运行时间与总运行时间的比值,用于衡量设备的运行效率和利用率。
稼动率的计算公式如下:稼动率 = (设备实际运行时间 / 总运行时间) × 100%设备实际运行时间是指设备在某一时间段内实际运行的时间,总运行时间是指设备在同一时间段内应该运行的总时间。
二、可动率的概念和计算方法可动率是指设备正常运行时间与总运行时间的比值,用于衡量设备的稳定性和可靠性。
可动率的计算公式如下:可动率 = (设备正常运行时间 / 总运行时间) × 100%设备正常运行时间是指设备在某一时间段内没有发生故障或停机的时间,总运行时间是指设备在同一时间段内应该运行的总时间。
三、提高稼动率和可动率的措施1. 定期维护保养:设备的定期维护保养能够减少故障发生的概率,提高设备的可动率和稼动率。
2. 增加备件库存:合理的备件库存能够减少设备故障时的停机时间,提高设备的可动率。
3. 优化设备调度:合理的设备调度能够减少设备的闲置时间,提高设备的稼动率。
4. 增加设备的自动化程度:增加设备的自动化程度能够减少人为因素对设备运行的影响,提高设备的稼动率和可动率。
5. 提供员工培训:提供员工相关的培训能够提高员工对设备操作和维护的技能,减少设备故障的发生,提高设备的可动率和稼动率。
6. 引入先进的监控系统:引入先进的监控系统可以实时监测设备的运行状态,及时发现并解决潜在问题,提高设备的可动率和稼动率。
7. 进行设备性能优化:通过对设备性能的优化,可以提高设备的运行效率和稳定性,提高设备的稼动率和可动率。
总结:稼动率和可动率是衡量自动化设备运行效率和稳定性的重要指标。
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率稼动率和可动率是衡量自动化设备运行效率的重要指标。
稼动率是指设备在规定时间内正常运行的时间占总运行时间的比例,可动率是指设备在规定时间内能够正常运行的时间占总运行时间的比例。
本文将详细介绍自动化设备的稼动率和可动率的定义、计算方法以及提高稼动率和可动率的措施。
一、稼动率的定义和计算方法稼动率是指设备在规定时间内正常运行的时间占总运行时间的比例。
稼动率的计算公式为:稼动率 = (设备正常运行时间 / 总运行时间) × 100%其中,设备正常运行时间是指设备在规定时间内能够正常运行的时间,总运行时间是指设备在规定时间内的总运行时间。
二、可动率的定义和计算方法可动率是指设备在规定时间内能够正常运行的时间占总运行时间的比例。
可动率的计算公式为:可动率 = (设备正常运行时间 / 总运行时间) × 100%可动率与稼动率的计算方法相同,但可动率更加注重设备的可靠性和可用性,是稼动率的一个补充指标。
三、提高稼动率和可动率的措施1. 预防性维护:定期对设备进行检修和保养,及时发现并排除潜在故障,减少设备停机时间。
2. 故障预测与预警:利用先进的监测设备和技术,对设备进行故障预测和预警,及时采取措施,避免设备故障导致的停机。
3. 提高设备可靠性:采用高质量的设备和零部件,提高设备的可靠性和稳定性,减少故障发生的可能性。
4. 优化生产计划:合理安排生产计划,避免设备过载或者闲置,最大限度地提高设备的利用率。
5. 培训操作人员:提供全面的培训,使操作人员能够熟练掌握设备的操作和维护技能,减少人为因素导致的设备故障。
6. 引入自动化控制系统:利用先进的自动化控制系统,提高设备的自动化程度,减少人为操作错误和设备故障的可能性。
7. 数据分析和优化:通过对设备运行数据的分析,找出影响稼动率和可动率的关键因素,并采取相应的优化措施。
8. 保养管理:建立完善的设备保养管理制度,定期对设备进行保养和检修,确保设备处于良好的工作状态。
设备稼动率的计算公式举例
设备稼动率的计算公式举例
1.简单的设备稼动率计算公式:
这个公式是最基本的设备稼动率计算方法,适用于只考虑设备运行时间和总时间的情况。
设备运行时间是指设备实际处于工作状态的时间,总时间是指一定时间段内的总时长。
例子:
设备在其中一时间段内运行了10小时,总时间为12小时。
2.设备稼动率计算公式(考虑设备故障时间):
这个公式考虑了设备故障时间对设备稼动率的影响。
设备故障时间是指设备由于故障无法正常运行的时间。
例子:
设备在其中一时间段内总时间为100小时,故障时间为10小时。
3.设备稼动率计算公式(考虑设备闲置时间):
这个公式还考虑了设备闲置时间对设备稼动率的影响。
设备闲置时间是指设备由于无需生产或其他原因而处于闲置状态的时间。
例子:
设备在其中一时间段内运行了8小时,总时间为10小时,闲置时间为2小时。
4.综合考虑设备故障时间和设备闲置时间的设备稼动率计算公式:
这个公式综合了设备故障时间和设备闲置时间对设备稼动率的影响。
例子:
设备在其中一时间段内运行了7小时,总时间为10小时,故障时间为1小时,闲置时间为1小时。
需要注意的是,设备稼动率只是一个衡量设备利用率的指标,不能单独判断设备的运行效率,还需要结合其他指标进行综合分析。
此外,稼动率的计算公式可根据具体情况进行调整和扩展,以满足实际需求。
稼动率简介

稼动率简介时间稼动率是指相对于生产时间(负荷时间),实际生产物品的时间(稼动时间)所占的比率。
是以机器设备的稼动时间除以最大负荷时间而得。
而稼动时间是指负荷时间减掉换模、换刀具、故障、调整等的时间。
因此要提高稼动率,就必须要减少换模具、换刀具、故障、调整的损失时间。
如果能将这些损失时间减为零,那么稼动率就可以达到百分之百。
参数最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD)损失;停机(Shutdown, SD)损失:计划上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
公式由以上的定义,即可算出最常用的稼动率定义-设备稼动率(也称为时间稼动率),其公式为:时间稼动率= 稼动时间 / 负荷时间目的:减少停止时间,通过资源整合,管理优化,进行资源充分利用,降低成本,提高效率。
性能稼动率/实质稼动率/速度稼动率时间稼动率并无法完全表现设备对生产的贡献程度;例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此类效率降低的损失则称为性能损失。
在此定义速度稼动率如下:速度稼动率= 基准周期时间/ 实际周期时间基准周期时间:设备原设计产出单位产量所需的时间。
实际周期时间:目前设备实际产出单位产量所需的时间。
并定义实质稼动率与性能稼动率如下:实质稼动率= 生产量×实际周期时间/稼动时间性能稼动率= 速度稼动率×实质稼动率性能稼动时间:性能稼动时间=稼动时间×性能稼动率=稼动时间-性能损失时间其中性能损失包括速度低落的损失与短暂停机的损失。
由以上定义可知,若性能稼动率变小,则可判定生产相关设备的效率降低。
价值稼动时间与设备综合效率(Overall Equipment Effectiveness)性能稼动时间表示设备产出产品的时间,但无法表示设备产出良率的好坏,因此定义「价值稼动时间」来表示真正能产出良品的有价值时间,其定义如下:价值稼动时间=性能稼动时间×良品率而设备的有效使用程度则以「设备总合效率」来判定,其定义如下:设备综合效率(OEE)=时间稼动率×性能稼动率×良品率稼动率与开动率因翻译的不同,有的地方也将稼动率翻译为开动率,于是也有相对应的性能开动率/时间开动率等词汇,其实质上为相同内容。
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率自动化设备的稼动率与可动率是衡量设备运行效率和生产能力的重要指标。
稼动率是指设备在一定时间内运行的时间与总时间的比值,可动率是指设备在一定时间内能够正常运行的时间与总时间的比值。
本文将详细介绍自动化设备的稼动率与可动率的定义、计算方法以及影响因素。
一、稼动率和可动率的定义和计算方法1. 稼动率的定义和计算方法稼动率是指设备在一定时间内实际运行的时间与总时间的比值,通常以百分比表示。
稼动率的计算公式如下:稼动率 = (设备运行时间 / 总时间) × 100%其中,设备运行时间是指设备正常运行的时间,不包括停机、维修和故障等非运行时间;总时间是指设备应该运行的总时间,包括设备运行时间和非运行时间。
2. 可动率的定义和计算方法可动率是指设备在一定时间内能够正常运行的时间与总时间的比值,通常以百分比表示。
可动率的计算公式如下:可动率 = (设备正常运行时间 / 总时间) × 100%其中,设备正常运行时间是指设备在一定时间内没有发生停机、维修和故障等非正常运行情况的时间;总时间是指设备应该运行的总时间,包括设备正常运行时间和非正常运行时间。
二、影响稼动率和可动率的因素1. 设备故障率和维修时间设备故障率是指设备在一定时间内发生故障的频率,维修时间是指修复设备故障所需的时间。
设备故障率高、维修时间长会导致设备的非正常运行时间增加,从而降低稼动率和可动率。
2. 生产计划和调度安排合理的生产计划和调度安排可以避免设备闲置和过载运行的情况,提高设备的稼动率和可动率。
同时,合理的停机维护计划可以减少设备的非正常运行时间,提高可动率。
3. 设备质量和性能设备质量和性能直接影响设备的稳定性和可靠性。
高质量、高性能的设备更容易保持正常运行状态,降低故障率和维修时间,提高稼动率和可动率。
4. 操作人员的技能和管理水平操作人员的技能和管理水平对设备的运行效率和稳定性有重要影响。
稼动率、OEE资料

一.稼动率是指设备在所能提供的时间内,创造价值时间(value added time)所占的比重二.六大损耗与OEE设备的有效使用程度则以「设备综合效率」来判定:OEE(Overall Equipment Effectiveness设备综合效率)OEE=时间稼动率(设备稼动率) x 性能稼动率 x 良品率OEE=可用率*表现指数*质量指数)(时间稼动率(可用率or设备稼动率),性能稼动率(表现指数),良品率(质量指数)1.时间稼动率(设备稼动率)=稼动时间/负荷时间=(负荷时间-停机时间)/负荷时间1.1稼动时间= 负荷时间-停机时间(换模、刀具工具更换、调整、故障停止、上下流等待、质量维持、确认、工件不良、操作失误、作业缓滞停止等时间)1.2负荷时间 = 实际作业时间[计划作业时间-提前停止时间(或+延时时间)]-计划停止时间(包含早晚例会、休息时间、始业点检、安全点检、自主保全、体制展开、试作、休假等)时间稼动率并无法完全表现设备对生产的贡献程度。
例如,相同的设备,相等的稼动时间,可能因效率的不同,而有不同的产能,此类效率降低的损失则称为性能损失。
因此定义速度稼动率,并定义实质稼动率与性能稼动率。
2.性能稼动率=实质稼动率X速度稼动率=(理论节拍*生产数量)/稼动时间2.1实质稼动率=(实际节拍*生产数量)/稼动时间2.2速度稼动率 = 理论节拍/实际节拍2.3理论节拍:以设计部门设定的参数为依据,或者依据需求量与人员的匹配,决定生产单个产品所需的时间。
制订生产计划时,拿来作为标准的依据,以决定生产产品的理论数量。
2.4实际节拍:因作业环境和限制条件等影响,实际稼动的平均时间。
节拍:生产一个单位制品需要的时间间隔2.5净稼动时间=稼动时间-[(实际节拍-理论节拍)X产量]2.6性能稼动时间=稼动时间×性能稼动率 =稼动时间-性能损失时间其中性能损失包括速度低落的损失与短暂停机的损失。
机台稼动率计算公式
机台稼动率计算公式
机台稼动率是指生产设备或生产线在一定时间内实际运行时间与总时间之比。
机台稼动率计算公式如下:
机台稼动率=(实际运行时间÷总时间)×100%
其中,实际运行时间是指设备或生产线实际运行的时间,包括生产时间、清洁维护时间、调试时间等,总时间是指设备或生产线应该运行的总时间,包括生产时间、停机时间、计划维护时间等。
举例来说,某生产线在一天内总共应该运行16小时,但实际运行时间只有12小时,其中还包括1小时的清洁维护时间和1小时的调试时间。
则该生产线的机台稼动率为:
机台稼动率=(12÷16)×100%=75%
即该生产线在该天内的机台稼动率为75%。
稼动率的计算方式
稼动率的计算方式稼动率是指设备、设施、资源等在一定时间内实际使用的时间与可使用的总时间之比,用以反映设备或资源的利用率。
稼动率的计算方法可以根据具体情况使用不同的公式。
一、简单稼动率计算方法简单稼动率是最基本的稼动率计算方法,适用于有明确型号和固定生产时间的单一设备或工序。
1.简单稼动率=实际工作时间/总可用时间其中,实际工作时间是指实际使用设备进行生产或工作的时间,总可用时间是指设备可连续使用的总时间,包括生产时间、维护时间、待机时间等。
举个例子,设备在一天内的使用情况如下:-实际生产时间:8小时-维护时间:1小时-待机时间:3小时则该设备的总可用时间为8小时+1小时+3小时=12小时,简单稼动率=8小时/12小时=0.67,即67%。
2.对于在一段时间内有多次开机和关机的设备,可以使用以下公式计算简单稼动率:简单稼动率=∑(实际工作时间i)/(∑(总可用时间i))其中,i代表第i次生产或工作周期。
实际工作时间i是指每一周期内设备实际工作的时间,总可用时间i是指每一周期内设备可连续使用的总时间。
二、综合稼动率计算方法综合稼动率是在简单稼动率的基础上进行改进,适用于多设备、复杂生产线或工艺流程中的稼动率计算。
在这种情况下,无法简单地将所有设备和时间相加,需要进行加权计算。
1.综合稼动率=∑(设备i的实际工作时间)/(∑(设备i的总可用时间)×设备i的权重)其中,i代表第i个设备。
设备i的实际工作时间是指设备i在一段时间内实际工作的总时间,设备i的总可用时间是指设备i在一段时间内总共可连续使用的总时间,设备i的权重是指设备i在整个生产过程中的重要程度或使用比例。
举个例子,生产线有三个设备:-设备A的实际工作时间:100小时-设备A的总可用时间:120小时-设备A的权重:0.4-设备B的实际工作时间:80小时-设备B的总可用时间:90小时-设备B的权重:0.3-设备C的实际工作时间:90小时-设备C的总可用时间:100小时-设备C的权重:0.3则综合稼动率=(100小时+80小时+90小时)/((120小时×0.4)+(90小时×0.3)+(100小时×0.3))。
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率一、稼动率的定义和计算方法稼动率是指设备在一定时间内正常工作的时间占总时间的比例,是衡量设备利用率的重要指标。
稼动率的计算方法如下:稼动率(%)=(设备正常工作时间 / 总时间)× 100%其中,设备正常工作时间是指设备在正常运行状态下进行工作的时间,不包括停机、维修、更换工装等非正常工作时间。
总时间是指设备在一定时间段内的总工作时间。
二、可动率的定义和计算方法可动率是指设备在一定时间内能够正常运行的时间占总时间的比例,是衡量设备可靠性的重要指标。
可动率的计算方法如下:可动率(%)=(设备正常工作时间 / 总时间)× 100%可动率与稼动率的区别在于,可动率不考虑设备处于非正常工作状态的时间,只关注设备能够正常运行的时间。
三、稼动率和可动率的重要性1. 评估设备利用率:稼动率和可动率可以反映设备的利用率,帮助企业评估设备的生产效率和资源利用情况。
高稼动率和可动率意味着设备能够充分利用,提高生产效率。
2. 衡量设备可靠性:可动率反映了设备的可靠性和故障率,高可动率代表设备故障率低,能够稳定运行,减少停机时间和维修成本。
3. 提高生产计划准确性:稼动率和可动率的监控可以帮助企业更准确地制定生产计划,合理安排设备的使用和维护,避免生产过程中的停机和延误。
4. 优化设备维护策略:稼动率和可动率的分析可以帮助企业优化设备的维护策略,合理安排维护时间和维护内容,延长设备的使用寿命。
四、提高稼动率和可动率的方法1. 设备维护管理:定期进行设备维护,包括清洁、润滑、更换易损件等,减少设备故障和停机时间。
2. 运行监控和故障预警:安装监控设备,实时监测设备运行状态,及时发现故障并采取措施修复,避免长时间停机。
3. 培训和技能提升:提供员工培训,提高操作技能和维修能力,减少人为操作错误和设备故障。
4. 设备更新和升级:及时更新老旧设备,采用新技术和自动化设备,提高设备的可靠性和稼动率。
设备时间稼动率的计算方法
设备时间稼动率的计算方法设备时间稼动率是指设备在生产过程中的有效运行时间与总运行时间的比率,它反映了设备的利用率和生产效率。
在制造业中,设备时间稼动率是一个重要的指标,它直接影响着生产成本和产品质量。
设备时间稼动率的计算方法一般采用以下公式:设备时间稼动率 = (设备总运行时间 - 设备停机时间)/ 设备总运行时间 * 100%其中,设备总运行时间是指设备在某一时间段内的总工作时间,设备停机时间是指设备在该时间段内因故障、维修、调试等原因无法正常运行的时间。
为了更好地理解设备时间稼动率的计算方法,下面将结合实际案例进行详细说明。
假设某工厂生产线上的一台设备在一天内总共工作10小时,其中由于维修、故障等原因停机时间总计为2小时。
那么,设备时间稼动率的计算如下:设备时间稼动率 = (10小时 - 2小时)/ 10小时 * 100% = 80%这意味着该设备在这一天内的时间稼动率为80%。
换言之,该设备在生产过程中有20%的时间是无法正常运行的。
设备时间稼动率的计算方法可以帮助企业评估设备的利用效率和生产效率,从而及时发现设备运行中存在的问题,并采取相应的措施进行改善。
当设备时间稼动率较高时,说明设备的利用率较高,生产效率较好;反之,设备时间稼动率较低时,则需要进一步分析造成设备停机的原因,并采取相应的措施进行改善,以提高设备的时间稼动率。
除了计算设备时间稼动率,企业还可以通过其他方式来提高设备的利用率和生产效率。
首先,定期对设备进行维护保养,及时清理设备故障和故障原因,确保设备正常运行。
其次,加强设备操作员的培训,提高其操作设备的技能水平,减少操作错误和设备故障的发生。
此外,对设备进行合理的调度和排产,避免因为生产计划不合理导致设备运行时间过长或过短。
设备时间稼动率是衡量设备利用率和生产效率的重要指标,通过合理计算和分析设备时间稼动率,企业可以及时发现设备运行中存在的问题,并采取相应的措施进行改善,以提高设备的时间稼动率,从而提高生产效率和降低生产成本。
稼动率的计算方法
稼动率的计算方法稼动率,又称为设备利用率或设备稼动率,是指设备在工作时间内正常运转的时间占总工作时间的比例。
稼动率是一个重要的生产管理指标,它能够反映设备的利用程度和生产效率的高低,对于企业生产经营具有重要的意义。
稼动率=设备运行时间/总工作时间×100%设备运行时间是指设备正常工作的总时间,不包括停机维修、设备调试调整和换班准备等非工作时间。
总工作时间是指设备应该正常工作的时间,包括工作日24小时、周末24小时以及法定节假日。
这种计算方法的优点是简单直观,容易理解和操作,适用于不同类型的设备和生产工艺。
但是,它没有考虑到设备正常生产工作中的异常情况,例如设备故障或不良品处理等,可能会导致稼动率的计算结果略高。
稼动率=实际产量/计划产量×100%实际产量是指设备在工作时间内完成的实际产量,而计划产量是指设备在工作时间内应该完成的产量,一般是由生产计划部门根据市场需求和生产能力制定的。
实际产量和计划产量可以通过生产数据和生产报表等信息来获取。
这种计算方法以产量为基础,可以更直接地反映设备运行的效果和生产能力的利用程度。
但是,它没有考虑到设备的工作效率和工艺变化对产量的影响,可能会导致稼动率的计算结果略低。
需要注意的是,在实际应用中,为了更全面地评估设备运行的效果和生产效率的高低,还可以结合其他指标进行综合分析,例如设备故障率、设备停机率、设备利润率等。
另外,稼动率的计算方法也可以根据生产管理的需要进行灵活调整和变动,以适应不同生产环境和需求。
同时,在进行稼动率计算时,应确保数据的准确性和完整性,避免因数据不准确或遗漏而导致稼动率计算结果的失真。
设备稼动率简单算法表格
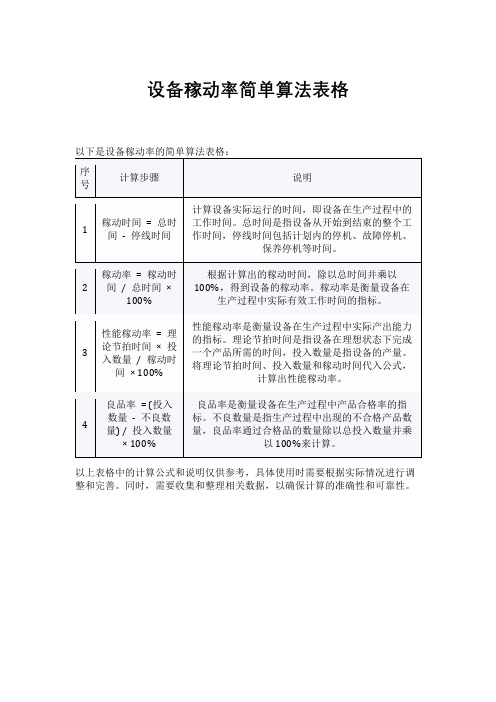
以下是设备稼动率的简单算法表格:
序号
计算步骤
说明
1
稼动时间=总时间-停线时间
计算设备实际运行的时间,即设备在生产过程中的工作时间。总时间是指设备从开始到结束的整个工作时间,停线时间包括计划内的停、故障停机、保养停机等时间。
2
稼动率=稼动时间/总时间× 100%
根据计算出的稼动时间,除以总时间并乘以100%,得到设备的稼动率。稼动率是衡量设备在生产过程中实际有效工作时间的指标。
3
性能稼动率=理论节拍时间×投入数量/稼动时间× 100%
性能稼动率是衡量设备在生产过程中实际产出能力的指标。理论节拍时间是指设备在理想状态下完成一个产品所需的时间,投入数量是指设备的产量。将理论节拍时间、投入数量和稼动时间代入公式,计算出性能稼动率。
4
良品率= (投入数量-不良数量) /投入数量× 100%
良品率是衡量设备在生产过程中产品合格率的指标。不良数量是指生产过程中出现的不合格产品数量,良品率通过合格品的数量除以总投入数量并乘以100%来计算。
以上表格中的计算公式和说明仅供参考,具体使用时需要根据实际情况进行调整和完善。同时,需要收集和整理相关数据,以确保计算的准确性和可靠性。
稼动率
“稼动率”,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
稼动率=(作业时间-流失时间)/作业时间或稼动率=稼动时间/总工时稼动率是一个重要的指标。
其实稼动率的统计方法很多,但是要找到简单有效的,还就只有随时统计法:1、设定设备的六种状态,即加工、维修、维护、停机、空转、转换2、设定随即频次与时间:即如果每天两次的话,就上下午各一次,并设定间隔时间,例如40分钟;3、统计:第一天早8:00,到车间观察设备,只看一眼,统计其状态;下午为14:00。
第二天,把时间往后推迟40分钟,8:40和下午14:40,分别看一次,以此类推4、根据每月统计到的60次的状态,计算设备加工时间所占比例,也就是所谓的稼动率;5、坚持统计,三个月以上,这样的数据就很准确了。
统计的关键就是一定要按照时间去统计,如果时间乱了,这样的方法也就失灵了!设备稼动率2008-05-17 02:06:56| 分类:个人日记| 标签:|举报|字号大中小订阅“稼动率”英文称作activation或utilization,是指设备在所能提供的时间内为了创造价值而占用的时间所占的比重。
1.稼动率的计算方法:时间稼动率:首先定义最大操作时间,指的是设备可用的最大时间,若设备本身为厂内自购,且可完全由厂内自主使用,则最大操作时间一般为日历时间;而负荷时间则为设备可稼动的时间,乃是最大操作时间扣除停机(Shutdown, SD)损失,停机损失乃是计画上的休止时间,如休假、教育训练、保养等。
而稼动时间则是负荷时间扣除停止时间,而停止时间包括批次转换及制程异常、设备异常停止及修复时间。
最大操作时间:设备可用的最大时间负荷时间:最大操作时间扣除停机(Shutdown, SD)损失;停机(Shutdown, SD)损失:计画上的休止时间,如休假、教育训练、保养等稼动时间:负荷时间扣除停止时间停止时间:包括批次转换及制程异常、设备异常停止及修复时间。
稼动率的概念与计算
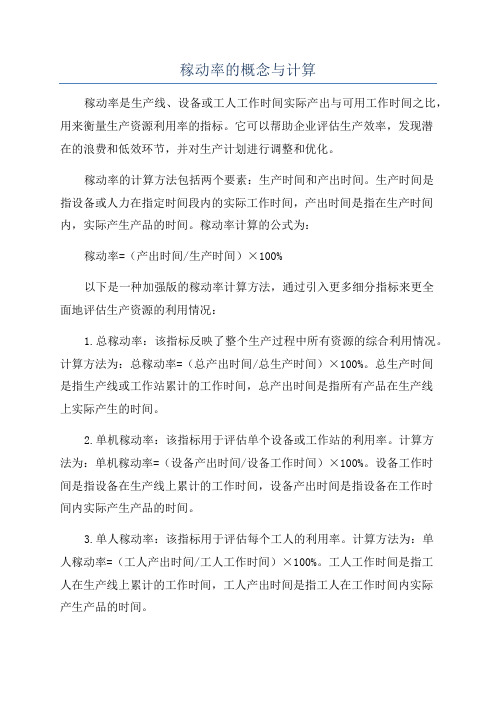
稼动率的概念与计算稼动率是生产线、设备或工人工作时间实际产出与可用工作时间之比,用来衡量生产资源利用率的指标。
它可以帮助企业评估生产效率,发现潜在的浪费和低效环节,并对生产计划进行调整和优化。
稼动率的计算方法包括两个要素:生产时间和产出时间。
生产时间是指设备或人力在指定时间段内的实际工作时间,产出时间是指在生产时间内,实际产生产品的时间。
稼动率计算的公式为:稼动率=(产出时间/生产时间)×100%以下是一种加强版的稼动率计算方法,通过引入更多细分指标来更全面地评估生产资源的利用情况:1.总稼动率:该指标反映了整个生产过程中所有资源的综合利用情况。
计算方法为:总稼动率=(总产出时间/总生产时间)×100%。
总生产时间是指生产线或工作站累计的工作时间,总产出时间是指所有产品在生产线上实际产生的时间。
2.单机稼动率:该指标用于评估单个设备或工作站的利用率。
计算方法为:单机稼动率=(设备产出时间/设备工作时间)×100%。
设备工作时间是指设备在生产线上累计的工作时间,设备产出时间是指设备在工作时间内实际产生产品的时间。
3.单人稼动率:该指标用于评估每个工人的利用率。
计算方法为:单人稼动率=(工人产出时间/工人工作时间)×100%。
工人工作时间是指工人在生产线上累计的工作时间,工人产出时间是指工人在工作时间内实际产生产品的时间。
4.指定时间段稼动率:该指标用于评估一些特定时间段内的生产资源利用状况。
计算方法为:指定时间段稼动率=(指定时间段产出时间/指定时间段生产时间)×100%。
指定时间段生产时间是指在指定的时间段内,生产线或工作站的累计工作时间,指定时间段产出时间是指在该时间段内实际产生产品的时间。
这些细分指标可以提供更详细的信息,帮助企业发现生产线或设备的短板,进一步分析产能利用率的问题,并对生产计划进行调整和优化。
同时,稼动率还可以与其他生产绩效指标(如良品率、生产效率等)相结合,为企业提供全面的生产管理数据,促进生产过程的改进和效率提升。
自动化设备的稼动率与可动率
自动化设备的稼动率与可动率引言概述:自动化设备在现代工业生产中扮演着重要的角色,其稼动率和可动率是衡量设备运行效率和可靠性的重要指标。
稼动率指设备实际运行时间与总运行时间的比值,可动率则是指设备在规定时间内能够正常运行的概率。
本文将深入探讨自动化设备的稼动率与可动率,分析影响因素并提出提高稼动率和可动率的方法。
一、稼动率的影响因素1.1 设备故障率:设备故障率高会导致设备停机时间增加,从而降低稼动率。
1.2 维护保养:定期维护保养能够减少设备故障率,提高稼动率。
1.3 操作人员技能:操作人员技能和操作规范对设备稼动率有着直接影响。
二、可动率的计算方法2.1 可动率=设备正常运行时间/总运行时间,通常以百分比表示。
2.2 可动率的计算需要考虑设备的故障时间、维护时间和停机时间等因素。
2.3 可动率可以通过实际运行数据进行统计分析,以评估设备的运行状况。
三、提高稼动率的方法3.1 引入预防性维护:通过定期检查和保养,提前发现设备问题并进行修复,减少设备故障率。
3.2 持续改进:定期对设备运行数据进行分析,发现问题并及时改进,提高设备稼动率。
3.3 培训操作人员:提高操作人员的技能水平,让其能够熟练操作设备,减少操作失误导致的停机时间。
四、提高可动率的方法4.1 设备升级改造:对老化设备进行升级改造,提高设备的稳定性和可靠性。
4.2 定期维护保养:定期进行设备维护保养,减少设备故障率,提高可动率。
4.3 实施预防性维护计划:通过预防性维护计划,提前发现设备问题并进行修复,减少设备故障时间。
五、结论通过对自动化设备的稼动率与可动率进行深入分析,我们可以发现影响因素和改进方法,提高设备运行效率和可靠性。
在实际生产中,企业可以根据具体情况采取相应措施,不断优化设备管理,提高生产效率和竞争力。
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率一、稼动率的定义和计算方法稼动率是指自动化设备在一定时间内正常运行的时间与总运行时间的比值,通常以百分比表示。
稼动率可以反映设备的运行效率和稳定性,是衡量设备生产能力的重要指标。
稼动率的计算方法如下:稼动率 = (设备正常运行时间 / 总运行时间) × 100%其中,设备正常运行时间是指设备在一定时间内处于正常运行状态的时间,不包括设备故障、维修、待机和停机等非正常运行时间。
总运行时间是指设备在同一时间段内的总运行时间。
二、可动率的定义和计算方法可动率是指自动化设备在一定时间内能够正常运行的时间与总运行时间的比值,也以百分比表示。
可动率是稼动率的一种衍生指标,更加关注设备的可用性和可靠性。
可动率的计算方法如下:可动率 = (设备正常运行时间 / 总运行时间) × 100%与稼动率相同,设备正常运行时间是指设备在一定时间内处于正常运行状态的时间,不包括设备故障、维修、待机和停机等非正常运行时间。
总运行时间是指设备在同一时间段内的总运行时间。
三、稼动率与可动率的关系和意义稼动率和可动率都是衡量设备运行效率和稳定性的重要指标,二者之间存在一定的关系。
稼动率主要反映设备的运行效率,即设备在一定时间内正常运行的时间占总运行时间的比例。
稼动率越高,说明设备的生产能力越高,运行效率越好。
可动率除了反映设备的运行效率外,还关注设备的可用性和可靠性。
可动率考虑了设备的故障、维修、待机和停机等非正常运行时间,更加全面地评估设备的运行状况。
稼动率和可动率的提高对于企业的生产效率和经济效益都具有重要意义。
通过提高稼动率和可动率,企业可以减少设备故障和停机时间,提高生产效率,降低生产成本,增加产品的产量和质量。
四、提高稼动率和可动率的方法1. 做好设备维护保养工作:定期进行设备的维护保养,包括清洁、润滑、紧固等,确保设备的正常运行和延长设备的使用寿命。
2. 加强设备管理:建立健全设备管理制度,包括设备巡检、设备保养记录、设备维修记录等,及时发现和解决设备故障,提高设备的可靠性和可用性。
设备稼动率的计算公式举例
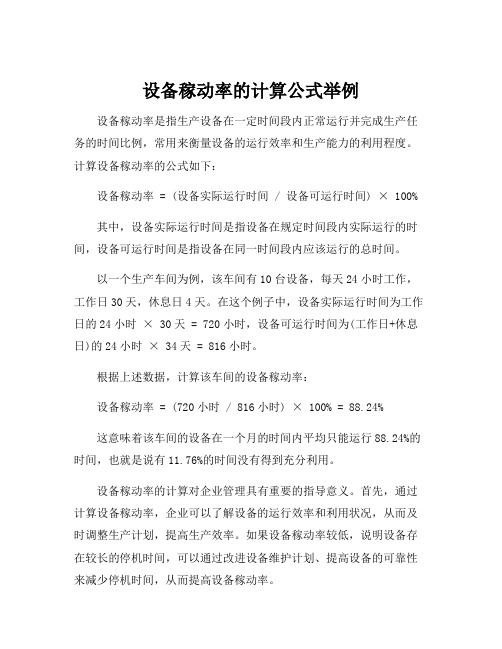
设备稼动率的计算公式举例设备稼动率是指生产设备在一定时间段内正常运行并完成生产任务的时间比例,常用来衡量设备的运行效率和生产能力的利用程度。
计算设备稼动率的公式如下:设备稼动率 = (设备实际运行时间 / 设备可运行时间) × 100%其中,设备实际运行时间是指设备在规定时间段内实际运行的时间,设备可运行时间是指设备在同一时间段内应该运行的总时间。
以一个生产车间为例,该车间有10台设备,每天24小时工作,工作日30天,休息日4天。
在这个例子中,设备实际运行时间为工作日的24小时× 30天 = 720小时,设备可运行时间为(工作日+休息日)的24小时× 34天 = 816小时。
根据上述数据,计算该车间的设备稼动率:设备稼动率 = (720小时 / 816小时) × 100% = 88.24%这意味着该车间的设备在一个月的时间内平均只能运行88.24%的时间,也就是说有11.76%的时间没有得到充分利用。
设备稼动率的计算对企业管理具有重要的指导意义。
首先,通过计算设备稼动率,企业可以了解设备的运行效率和利用状况,从而及时调整生产计划,提高生产效率。
如果设备稼动率较低,说明设备存在较长的停机时间,可以通过改进设备维护计划、提高设备的可靠性来减少停机时间,从而提高设备稼动率。
其次,设备稼动率的计算也有助于企业进行设备投资决策。
通过分析不同设备的稼动率,企业可以了解到哪些设备利用率较高、收益较大,进而合理规划设备更新和购置计划,提升企业的竞争力。
此外,设备稼动率还可以作为员工激励的依据。
对于企业来说,稼动率高意味着生产效率高,员工完成任务的数量也会相应增加,这可以作为绩效考核的评价标准之一,同时也可以激励员工积极参与设备的运行和维护工作,提高整体生产效率。
综上所述,设备稼动率的计算公式简单明了,通过计算设备稼动率可以全面了解设备的运行效率和利用状况,为企业的生产管理和设备投资决策提供重要的参考依据,同时也可以作为员工激励的一种手段。
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率一、引言自动化设备的稼动率与可动率是衡量设备运行效率和生产能力的重要指标。
稼动率指设备实际运行时间与总运行时间之比,反映了设备的利用率和运行效率;可动率指设备实际运行时间与理论运行时间之比,反映了设备的可靠性和可用性。
本文将详细介绍自动化设备的稼动率与可动率的计算方法和影响因素,并提出一些提高稼动率与可动率的措施。
二、自动化设备的稼动率计算方法稼动率的计算公式为:稼动率 = (设备实际运行时间 / 总运行时间) × 100%其中,设备实际运行时间指设备正常运行的时间,不包括停机维修、待料等非生产时间;总运行时间指设备应该运行的总时间,包括生产时间和非生产时间。
三、自动化设备的可动率计算方法可动率的计算公式为:可动率 = (设备实际运行时间 / 理论运行时间) × 100%其中,理论运行时间指设备在正常运行情况下应该运行的时间,不包括停机维修、待料等非生产时间。
四、影响自动化设备稼动率与可动率的因素1. 设备故障:设备故障会导致停机维修时间增加,降低稼动率与可动率。
2. 人为因素:操作不当、维护不及时等人为因素也会对稼动率与可动率产生负面影响。
3. 原材料供应:原材料供应不及时或质量不稳定会导致设备停机待料,降低稼动率与可动率。
4. 生产计划安排:合理的生产计划安排可以最大程度地提高设备的稼动率与可动率。
五、提高自动化设备稼动率与可动率的措施1. 加强设备维护:定期进行设备维护保养,提高设备的可靠性和稳定性,减少故障发生的可能性。
2. 培训操作人员:加强对操作人员的培训,提高其操作技能和维护意识,减少人为因素对设备稼动率与可动率的影响。
3. 优化供应链管理:与供应商建立良好的合作关系,确保原材料供应的稳定性和及时性。
4. 制定合理的生产计划:根据市场需求和设备运行情况,制定合理的生产计划,避免产能过剩或产能不足的情况发生。
六、结论自动化设备的稼动率与可动率是衡量设备运行效率和生产能力的重要指标。
自动化设备的稼动率与可动率

自动化设备的稼动率与可动率一、稼动率的定义和计算方法稼动率是指自动化设备在一定时间内正常运行的比例,是衡量设备利用率的重要指标。
稼动率的计算方法为:稼动率 = 设备运行时间 / 总时间 × 100%。
二、稼动率的影响因素1. 设备故障:设备故障是导致稼动率下降的主要原因之一。
设备故障可能由于零件磨损、电路故障、传感器故障等原因引起。
2. 维修时间:维修时间是指设备由于故障需要停机进行维修的时间。
维修时间越长,稼动率越低。
3. 操作员技能:操作员的技能水平直接影响设备的稼动率。
高技能的操作员能够更好地掌握设备的操作和维护,减少故障发生的概率。
4. 原材料供应:原材料供应的及时性和稳定性也会影响设备的稼动率。
如果原材料供应不及时或不稳定,设备可能会出现长时间的停机等待。
5. 工艺改进:工艺改进可以提高设备的稼动率。
通过改进工艺流程、优化设备布局等方式,可以减少设备故障的发生,提高设备的稼动率。
三、可动率的定义和计算方法可动率是指设备在一定时间内能够正常运行的时间比例,是衡量设备可靠性的指标。
可动率的计算方法为:可动率 = 可运行时间 / 总时间 × 100%。
四、可动率的影响因素1. 设备设计:设备的设计质量直接影响可动率。
良好的设计可以减少设备故障的发生,提高设备的可动率。
2. 设备维护:定期维护设备可以有效地预防故障的发生,提高设备的可动率。
3. 零部件质量:零部件的质量对设备的可动率有重要影响。
使用质量可靠的零部件可以减少故障的发生,提高设备的可动率。
4. 环境条件:环境条件对设备的可动率也有影响。
例如,高温、潮湿等恶劣的环境条件可能导致设备故障的发生。
5. 操作员培训:操作员的培训水平也会影响设备的可动率。
培训有助于操作员更好地掌握设备的操作和维护技能,减少故障的发生。
五、稼动率与可动率的关系稼动率和可动率都是衡量设备利用率的指标,但两者的计算方法不同。
稼动率主要关注设备运行时间,而可动率主要关注设备正常运行的时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
准备时间
换模操 作时间
内换模
1
调整时间
整理
产品1
前外换模
产品2
后外换模
现代企业设备管理系列
稼动率提升方法
人员离岗
明确的职责 确定的休息 适时地人员定岗
1
现代企业设备管理系列
谢谢!
1
1
现代企业设备管理系列
设备时间稼动率管理记录表(单台设备)
年 月
系别
设备名称 1 2 3 4 5 6 7 8 9 10 11 12
设备编号 13 14 15 16 17 18 19
系长确认 20 21 22 23 24 25 26 27 28 29 30 31
项目
总 体
计划时间 稼动时间 停止时间
3.生产产品的质量
良品率
1
现代企业设备管理系列
A.总日历时间 10 计划停机时间(年休、定修、节假日) 10 其他计划停止(早晚会、设备点检等) 120
计划停止
B.负荷时间(总的可用生产时间)100 10 设备故障、作业停止等 10 批次转换、开机试机等
非计划停机
C.稼动时间(实际运行时间)80 10 速度损失(空转、速度降低、短暂停) D.有效运行时间(净稼动时间)70 10 不合格品时间损失 E.合格品净生产时间(价值稼动时间)60
设备时间稼动率的计算:
某一线体实行双班生产,上班时间分别是早上 8:00--20:00 及20:00—06:00,那么,每班的日历时间 则为10小时。 每班就餐时间为一个小时,上下时段各休息15分钟 ,设备点检时间为10分钟,则每班计划停机时间为1小 时40分钟。 在生产过程中,单台设备因设备模具故障出现了10 分钟的停机,因更换模具停机1小时,因人员离岗等其他 原因停机10分钟,则非计划停机时间为1小时20分钟。 由此,设备时间稼动率=(日历时间-计划停机时间非计划停机时间)/(日历时间-计划停机时间)=( 10*60-100-80)/(10*60-100)=84%
停线记录明细: 项目 设备故障 工装故障 品质异常 品质检验 物料等待 人员离岗 设备调试 (非计划) 现场整理
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
设 备 停 止 时 间 记 录
设备点检
设备调试 (计划性) 其他停止 合计
1
现代企业设备管理系列
设备停止的主要类别
设备故障 品质异常及确认
批次转换
人员离岗
物料等待
异常恢复
1
现代企业设备管理系列
稼动率提升方法
设备故障
设备的维护与保养 故障原因的分析与对策的执行 设备备件的管理 人员技能的提升
1
现代企业设备管理系列
稼动率提升方法
批次转换及物料等待
换模的标准化作业 及时的工具及物料供应 及时的原材料配送
1
现代企业设备管理系列
设备时间稼动率:
指设备相对于生产时间(负荷时间) ,实际生产物品的时间(稼动时间)所占 的比率
1
现代企业设备管理系列
影响设备时间稼动率的因素 设备时间稼动率是表达设备开停机关系 的衡量标准,在负荷时间一定的情况下 ,影响设备时间稼动率的因素就是停机 时间。
1
现代企业设备管理系列
现代企业设备管理系列
设备时间稼动率概述
屈艳龙
1
现代企业设备管理系列
培训内容 设备时间稼动率概念 设备时间稼动率的计算
提高设备时间稼动率的方法
1
现代企业设备管理系列
如何衡量设备的使 用价值?如何提高 设备的效率?
1
现代企业设备管理系列
1.设备的开动与停止
设备时间稼动率
2.设备动时的性能损失
设备性能稼动率