首巡检记录表
巡检记录表格范本

巡检记录表格范本巡检记录表格范本(700字)日期:__________ 巡检员:__________时间检查项目发现问题处理情况签字08:00 机械设备电机异响进行维修 ______08:30 环境卫生地面有杂物清理干净 ______ 09:00 电器设备照明灯不亮更换灯泡 ______ 09:30 消防设施灭火器缺失补充灭火器 ______ 10:00 厨房设备橱具损坏更换橱具 ______10:30 电缆线路线路老化更换线缆 ______11:00 安全出口出口标识模糊更换新标识 ______ 11:30 空调设备温度过高进行维护 ______12:00 垃圾处理垃圾桶满溢清理垃圾 ______ 12:30 环境设施窗户破损进行维修 ______13:00 消防设施灭火器过期更换灭火器 ______13:30 安全通道通道堵塞清理通道 ______14:00 机械设备机器控制面板故障维修面板 ______ 14:30 电气线路线路短路处理线路故障 ______ 15:00 安全标识标识残缺更换新标识 ______15:30 消防设施火灾报警器失灵更换报警器 ______ 16:00 环境卫生卫生间脏乱清理卫生间 ______ 16:30 电缆线路线路松动固定线缆 ______17:00 环境设施水龙头漏水维修水龙头 ______ 17:30 电器设备插座故障更换插座 ______18:00 窨井设施井盖松动固定井盖 ______18:30 垃圾处理垃圾分类不当教育员工 ______ 19:00 安全出口安全门损坏维修安全门 ______ 19:30 机械设备设备振动调整设备 ______20:00 空调设备空调制冷效果差保养空调 ______备注:以上是巡检记录表格的范本。
巡检记录表格用于记录巡检过程中发现的问题和处理情况,以便及时进行相应的维修和保养工作。
巡检员需要按照表格中的时间、检查项目、发现问题、处理情况进行填写,同时还需签字确认问题的处理情况。
巡检记录表

5
标签有无印刷不良,贴附位置无歪斜
6
机渊附件齐全与否
7
说明书料号与实物相符?是否有脏污,印刷不良
1.代码_2.
8
执行器固定头表面无脏污,划伤不良
9
有临时工艺变更通知单,工艺文件有导入(没有,直接忽略此项)
10
是否按照工艺文件要求包装
11
包装外箱是否有PVe防水措施
12
库房有标识区域并产品放置区域与标识区域一致
13
14
15
16
17
18
19
20
填表:审核:
填写方法:时间列内的项目按照实际测量或观察数值填写,空格部分按照实际合格打勾“J”即可;发生异常状况及时通知组装停线改良并记录。
备注:记录保存两年
备注:记录保存两年
巡检记录表
线别:站别:包装日期:
产品编码:产品型号:工单:
序号
巡检内容
时间:8:30'10:30
时间:10:30'12:0
0时间:13:30~15:3
0时间:15:30"17:3
1
作业人员是否佩戴手套
2
各个结构件是否组合到位
3
机壳是否有划伤、脏污等不良
4
标签之产品名称、S/N有无,丝印是否正确
版本号:
9
电路板已测试并老化合格,有标识
10
工装标识、设备参数是否与工艺技术要求一致
H
电批扭力、烙铁温度与工艺技术要求一致
1扭力:
2.温度:
12
新员工作业是否有老员工或组装确认
13
接触电路板站别作业人员有无佩戴防静电手环
14
一点教育、历史出错点操作人员有无清楚并已经纠正无误
巡检记录表
判 定(OK/NG) 累计产生废品数 巡检 备 注 测定器具 表格编号:Q-R-100603 A/1
键槽塞规:SG、螺纹塞规:LWSG、游标卡尺:YB、千分尺:QF、 百分表:BFB、 杠杆百分表:GG、 杠杆千分表:QFB、高度尺:GD、目测:MC、
页码:2/2
质检部确认/日期:
巡检记录表
管理编号:
巡检记录表
序号 规格值 测 量 器 具 测 量 时 间
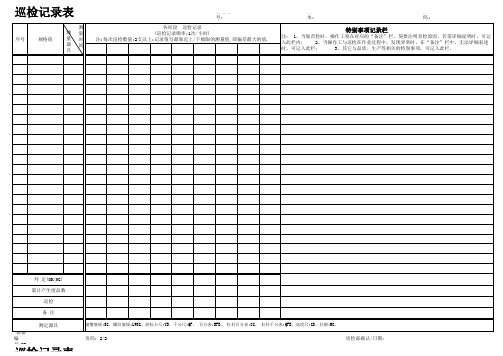
管理编号: 各时段 巡检记录 (巡检记录频率:1次/小时) 注:每次巡检数量:2支以上;记录值写最靠近上/下极限的测量值,即偏差最大的值.
版本:
页码:
特别事项记录栏
注: 1、当做首检时,操作工须在对应的“备注”栏,简要注明首检原因,若需详细说明时,可记入 此栏内; 2、当操作工与巡检在作业过程中,发现异常时,在“备注”栏中,无法详细表述时, 可记入此栏; 3、其它与品质、生产等相关的特别事项,可记入此栏。
判 定(OK/NG) 累计产生废品数 巡检 备 注 测定器具 表格编号:Q-R-100603 A/1
螺纹塞规:LWSG、套游标卡尺:YB、千分尺:QF、 百分表:BFB、 杠杆百分表:GG、 杠杆千分表:QFB、高度尺:GD、目测:MC
页码:
页码:
序号
规格值
测 量 器 具
测 量 时 间
各时段 巡检记录 (巡检记录频率:1次/小时) 注:每次巡检数量:2支以上;记录值写最靠近上/下极限的测量值,即偏差最大的值.
特别事项记录栏
注: 1、当做首检时,操作工须在对应的“备注”栏,简要注明首检原因,若需详细说明时,可记入 此栏内; 2、当操作工与巡检在作业过程中,发现异常时,在“备注”栏中,无法详细表述时, 可记入此栏; 3、其它与品质、生产等相关的特别事项,可记入此栏。
巡检情况记录表

巡检情况记录表
1. 背景
巡检是为了发现和解决问题而定期进行的活动。
通过巡检,我们可以及时了解和掌握各个领域的工作情况,及时发现问题,并采取相应的措施进行处理。
本记录表旨在记录巡检过程中发现的问题和解决措施,以便于后续分析和改进。
2. 巡检内容
巡检的内容应包括但不限于以下方面:
- 设备运行情况
- 安全隐患排查
- 生产过程质量监控
- 设备维护保养情况
- 人员工作状态等
4. 使用指南
- 每次巡检时,填写记录表中的时间、巡检内容、问题描述和解决措施。
- 如果有多个问题需要记录,可在下方追加新的行。
- 在解决措施一列中,尽量详细描述具体的处理方式。
- 巡检记录表应妥善保存,方便后续回溯和分析。
以上是《巡检情况记录表》的编写指南和格式样例,希望能对您的工作有所帮助。
如有任何疑问或需要进一步指导,请随时与我联系。
生产车间过程首检巡检记录表
F-QC-089-A/0
序 号
项目
6 尺寸检查 7 3C检查
检验类别
主要检验要求及方法
尺寸量测 尺寸检查依成品检查标准或产品图纸检测(检查数据见下表) 3C标识 配光镜上3C印字清晰、字体符合规定(A047601)(按附图要求)
检验频率
首检
巡检
检查
首检记录
巡检检查结果与判定
方式 检验结果及相关数据 判定 1.巡检 2.巡检 3.巡检 4.巡检
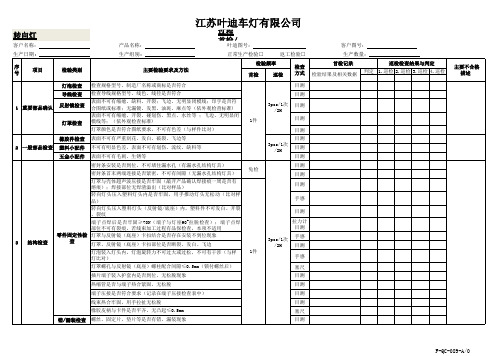
橡胶皮柄与灯壳间隙/段差是否符合要求≤0.5mm,具体以封样样品 为准
点亮功能 无短路、灯泡不亮、发光亮度暗;点灯无接触不良
灯泡功率
R10W: 13.5V 10W±10% 0.67A~0.81A R10W: 6V 10W±10% 1.83A~2.04A R21W: 13.5V 21W±10% 1.40A~1.71A RY10W:13.5V 10W±10% 0.73A~0.75A W16W:13.5V 16W±10% 1.07A~1.30A
不合格项目 分析与处理
检验结论:首检 □合格 □不合格
检验员:
工段长:
审批意见/签名:
F-QC-089-A/0
灯泡检查 检查规格型号、制造厂名称或商标是否符合
1 重要部品确认
导线检查 反射镜检查
灯罩检查
检查导线规格型号、线色、线径是否符合
表面不可有缩瘪、缺料、开裂;飞边、无明显闭模线;印字是否符 合图纸或标准;无漏镀、发黑、油斑、麻点等(依外观检查标准) 表面不可有缩瘪、开裂、碰划伤、黑点、水丝等 ;飞边、无明显闭 模线等;(依外观检查标准)
涂胶重量 气密验证 成品外观
涂胶重量符合标准要求(记录在热熔胶喷涂重量管理表)
电力巡查记录表
电力巡查记录表
一、巡查时间和地点
- 巡查日期:[日期]
- 巡查地点:[地点]
二、巡查人员
- 巡查人员姓名:[姓名]
- 巡查人员职位:[职位]
三、巡查内容
1. 供电设备检查
- 检查电力供应设备是否正常运行
- 检查电力接线是否有松动、断裂或接触不良的情况- 检查电力设备和设施是否存在损坏或磨损的迹象
2. 电力安全检查
- 检查电力线路是否有漏电现象
- 检查电力开关和插座是否正常工作
- 检查电力设备和线路是否符合安全标准
3. 隐患排查
- 检查是否有堆放易燃、易爆物品的情况
- 检查电线是否穿过易燃物品区域
- 检查电力设施周围是否有危险物品或障碍物
四、巡查结果
经过巡查,未发现以下问题:
- 供电设备运行正常,无异常情况
- 电力线路接线稳固,无松动、断裂或接触不良情况- 电力设备和设施完好,无损坏或磨损状况
- 电力安全检查无漏电现象,开关和插座正常工作- 未发现易燃、易爆物品的堆放情况
- 电线未穿过易燃物品区域
- 电力设施周围无危险物品或障碍物
五、巡查人员签名
- 巡查人员签名:[签名] - 日期:[日期]。
首末件检验巡检记录表
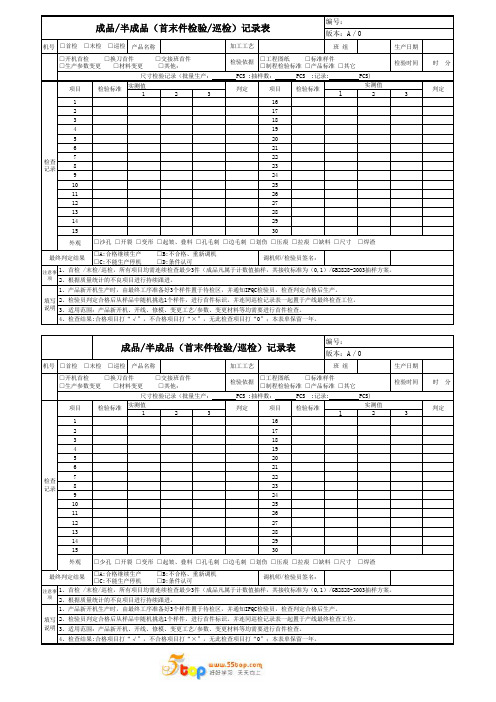
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
首检巡检记录

首检记录表
产品型号生产批号编号工序名称
外观1平头
批次数量生产机台 / 操作员
首检检验员
检验项目时间
管头光滑,无杂质、毛刺,表
面无安全、破裂、划伤或变形
现象
可生产性判定
首检记录表
产品型号生产批号批次数量生产机台/操作员
首检检验员
编号工序名称检验项目时间
1、外观1、角度正确
2、工作表面光滑,管体无破
2、尺寸
2 锥管裂、变形现象
可生产性判定
产品型号生产批号编号工序名称
外观3印刷
首检记录表
批次数量生产机台 / 操作员
首检检验员
检验项目时间
表面图案清晰,印刷位置准
确,无褶皱、缺损现象,印刷
牢固
可生产性判定
首检记录表
产品型号生产批号批次数量生产机台/操作员
首检检验员
编号工序名称检验项目时间
1、产品外观1、装配正确、无损伤,配件
2、性能齐全;
4装配、包3、包装标识
2、伸缩灵活、锁紧牢固
装3、包装牢固,标识正确
可生产性判定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定能否放行. 1.产品开机生产时,班组长与巡检员共同确定首件样品,首件检查合格后再生产。 2.检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同首巡检记录表一起置于产线检查工位。
填写说明
3.适用范围:产品新开机、修模、新模具投入、变更工艺/参数、变更材料、更换作业员等均需要进行首件检查。 4.检查结果:合格项目打“√”,不合格项目打“×”,本表单保留两年。
台州市黄岩景祥塑模有限公司
JXSM
首巡检检验记录表
产品名称
工序名称
首件信息
□开机□转产□调机□材料变更□工装模具更换□设备故障修复□其它
设备编号 检验依据
编号:JX/PL-FR001 版本:B0
生产日期
□技术图纸 □标准样件 □检验标准 □其它
项目
检验标
时分
时分
时分
时分
时分
时分
时分
时分
准 □首检□巡检 □首检□巡检 □首检□巡检 □首检□巡检 □首检□巡检 □首检□巡检 □首检□巡检 □首检□巡检
检查记录
尺寸□ 外观□ 重量□ 装配□ 扭力□ 包装□
总结:
外观 综合判定
符合技 术要求
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
□合格 □不合格
检验员
确认
审核
1.所有项目均需连续检查最少3件。(巡检时间:尺寸检测n=3 1次/2小时;外观检测n=10 1次/1小时)