首件、巡检记录表
摄像机测试线首件巡检记录表

ECC/SYQM-DH-824-3Ver:1日期:巡检:品名:品名:品名:品名:料号:料号:料号:料号:型号:型号:型号:型号:批次号:批次号:批次号:批次号:线 别:数量线 别:数量线 别:数量线 别:数量首件时间巡检时间首件时间巡检时间1成品老化电压/时间/温度/摆放符合规范2人员资质有操作岗位资质3员工操作与指导书一致;并按工艺要求带手套4外观检验符合摄像机外观检验标准5无异响上下/左右/前后各晃动三次无异响6标签符合BOM/工艺指导文件要求,格式与标签模版一致,内容符合订单要求7HWID 记录H WID8MAC地址记录M AC 9程序版本记录版本号10语言版本11制式记录制式12整机工作电流与工艺/指导书要求一致13监视器点检监视器按要求默认14亮点/黑点确认与工艺/指导书要求一致15夜视功能正常电流值与红外灯无异常16整机功能符合模拟/网络摄像机通用检验标准记录序列号17线材可靠性晃动线缆时图像无抖动18测试图距离对焦距离符合工艺要求填对焦距离19清晰度卡清晰度卡使用正确20图像确认清晰度卡与对焦图清晰,实景无异常填写线数21不良品状态有不良标签;放置在不合格品区域22成品/半成品摆放标识正确;按要求防护23物品状态标识工作台面整洁24其他1、首件检验:量产≥20/改制≥10的批次,在换线开线时确认,符合打√,不适用划/;发现问题在表格内注明,通知线长整改,并监督改善措施实行到位2、首件/巡检后间隔两小时巡检,符合打√,不适用划/;发现问题在空格中注明,通知线长进行整改,并监督改善措施实行到位3、首件测试不合格,通知线长停线;矫正改善后重新做首件确认。
备注与工艺/指导书要求一致与工单要求一致摄像机测试线首件/巡检确认记录表序号项目要求。
首件检验记录表格模板(模版)

备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:???????????????????????????????????????????????????????????????签名:
首件检验记录表
检验日期: 年 月 日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检 □批量生产之前 □修模首件 □转产首件 □生产参数变更
检查项目
检查标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
目视
外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格???(开始量产);
首件检查记录表

工程技术: 品质核准:源自注 1、所有项目均需连续检查最少5PCS。 意 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落/滚筒,拉力/吊重等)
事 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。 项 4、根据同类产品的历史客诉问题持续跟进一个月。
填 1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。
首件检查记录表
首 产品型号 件 信 □开机/开线首检 息 □生产参数变更
版本
□修模首件 □材料变更
规格/颜 色
□转产首件 □其他:
项目
检验标准
1
成品整体颜色与样
品无色差,成品面 色差 壳、底壳、底盖相
互之间无色差。
实测值
2
3
4
表面光滑,无刮花
表面
、无异色点、无缩 水、无变形、无缺
胶、无白印
成品喷油面颜色与
样品整体颜色没有
色差。成品喷漆后
检 外观 面壳、底壳、底盖
查
之间没有色差。表
记
面有光泽,平滑,
录
无杂质。
结构/装配
标签、说明书、包 装完好
功能 承重性合乎要求
Top1 持续改善 Top2
Top3
班组 5
生产日期 检验时间
时 分
判定
备注
SMT首件检查记录表
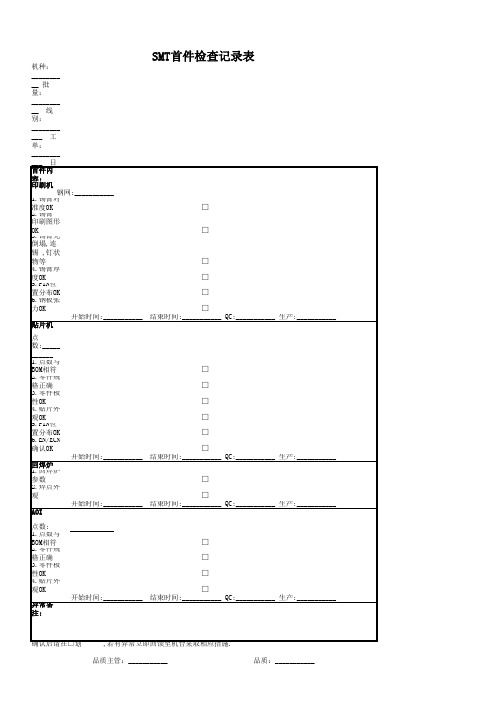
量:
________
__ 线
别:
________
___ 工
单:
________
___ 日 首件内
容: 印刷机
钢网:___________ 1.锡膏对
准度0K 2.锡膏
印刷图形
O3K.锡膏无
倒塌,连
锡 ,钉状
物等 4.锡膏厚
度OK 5.PIN位
置分布OK 6.钢板张
力OK
贴片机
开始时间:___________
SMT首件检查记录表
□ □ □ □ □ □
结束时间:___________ QC:___________ 生产:___________
点 数:_____ ______ 1.点数与 BOM相符 2.零件规 格正确 3.零件极 性OK 4.贴片外 观OK 5.PIN位 置分布OK 6.EN/ECN 确认OK
回焊炉 1.回焊炉 参数 2.焊点外 观
AOI
□ □ □ □ □ □
开始时间:___________ 结束时间:___________ QC:___________ 生产:___________
□ □
开始时间:___________ 结束时间:___________ QC:___________ 生产:___________
点数: 1.点数与 BOM相符 2.零件规 格正确 3.零件极 性OK 4.贴片外 观OK
异常备 注:
□
□
□
□
开始时间:___________ 结束时间:___________ QC:___________ 生产:___________
确认后请在□划''ˇ'',若有异常立即回馈至机台采取相应措施. 品质主管:___________
机加工首件检验记录表
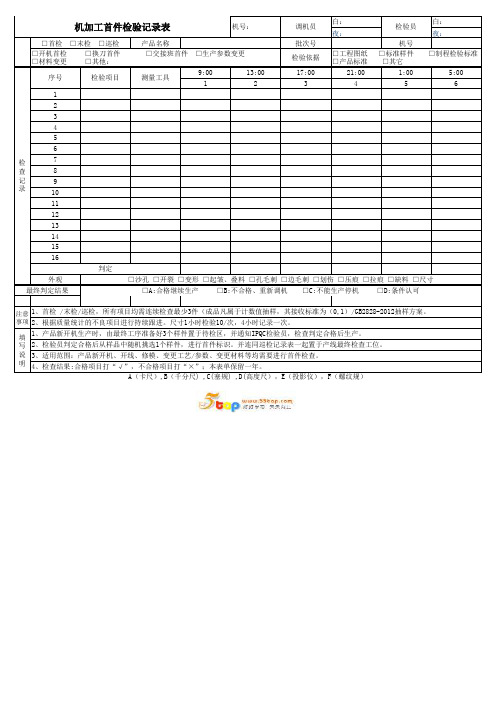
机号:
调机员
白: 夜:
检验员
白: 夜:
□首检 □末检 □巡检
产品名称
批次号
机号
□开机首检 □材料变更
□换刀首件 □其他:
□交接班首件 □生产参数变更
检验依据
□工程图纸 □产品标准
□标准样件 □其它
□制程检验标准
序号
检验项目
测量工具
9:00 1
13:00 2
17:00 3
21:00 4
A(卡尺),B(千分尺) ,C(塞规) ,D(高度尺),E(投影仪),F(螺纹规)1:ຫໍສະໝຸດ 0 55:00 61
2
3
4
5
6
检
7
查
8
记
9
录
10
11
12
13
14
15
16
判定
外观
□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸
最终判定结果
□A:合格继续生产 □B:不合格、重新调机 □C:不能生产停机 □D:条件认可
注意 1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2012抽样方案。 事项 2、根据质量统计的不良项目进行持续跟进。尺寸1小时检验10/次,4小时记录一次。
填 1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。 写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 明 4、检查结果:合格项目打“√”,不合格项目打“×”;本表单保留一年。
首件检验记录表

完成日期
成效追踪
品质主管:检验员:表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
玲珑电子电子有限公司
首检检查记录表
部门:班别;线别:品目:日期/时间:
NO.
检查项目
使用工具/参考依据
检验状况
备注
OK
NG
1
零件位置、规格、极性
BOM、ECN,零件位置图,MI
2
零件外观
产品检验规范
3
零组件外观
产品检验规范
4
零组件焊接品质
产品检验规范
5
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
首件检查结果
口合格口不合格
问题点
原因分析
纠正措施
负责人
完成日期
成效追踪
品质主管:检验员:
保留一年
塑料件首件检验记录表
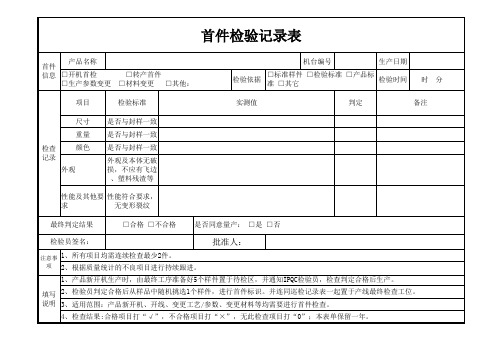
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
性能及其他要 性能符合要求,
求
无变形裂纹
最终判定结果
□合格 □不合格 是否同意量产: □是 □否
检验员签名:
批准人:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
首件检验记录表
产品名称 首件 信息 □开机首检
□生产参数变更
□转产首件 □材料变更 □其他:
机台编号
生产日期
检验依据
□标准样件 准 □其它
□检验标准
□产品标
检验时间
时分
项目
检验标准
实测值
判定
பைடு நூலகம்
备注
尺寸
重量
检查 记录
颜色
外观
是否与封样一致
是否与封样一致
是否与封样一致
外观及本体无破 损,不应有飞边 、塑料残渣等
机加工首件检验记录表
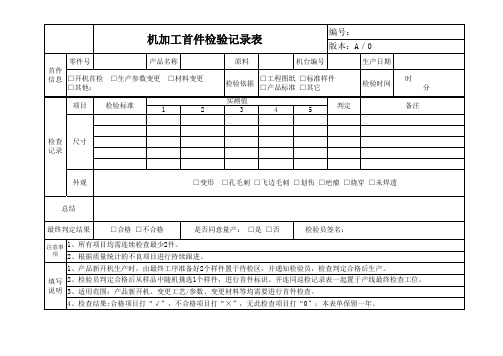
机加工首件检验记录表
编号: 版本:A/0
零件号
首件 信息 □开机首检
□其他:
产品名称 □生产参数变更 □材料变更
项目
检验标准
1
2
原料
机台编号
生产日期
检验依据
□工程图纸 □标准样件 □产品标准 □其它
判定
检验时间
时 分
备注
检查 尺寸 记录
外观
□变形 □孔毛刺 □飞边毛刺 □划伤 □疤瘤 □烧穿 □未焊透
总结
最终判定结果
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
注意事 1、所有项目均需连续检查最少2件。 项 2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好2个样件置于待检区,并通知检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、变更工艺/参数、变更材料等均需要进行首件检查。
4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
IPQC检验记录表
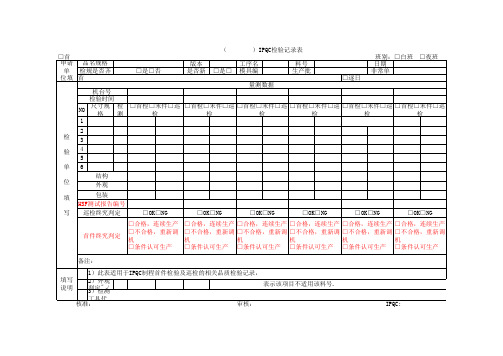
检
检
检
检
检
检
2 检3
验4 5
单6
结构
位
外观
填
包装
HSF测试报告编号
写 巡检终究判定
□OK□NG
□OK□NG
□OK□NG
□OK□NG
□OK□NG
□OK□NG
首件终究判定
□合格,连续生产 □不合格,重新调 机 □条件认可生产
□合格,连续生产 □合格,连续生产 □合格,连续生产 □合格,连续生产 □合格,连续生产
工具代 核准:
审核:
IPQC:
□不合格,重新调 □不合格,重新调 □不合格,重新调 □不合格,重新调 □不合格,重新调
机
机
机
机
机
□条件认可生产 □条件认可生产 □条件认可生产 □条件认可生产 □条件认可生产
备注:
填写 说明
1)此表适用于IPQC制程首件检验及巡检的相关品质检验记录,
2)外观 判 3)定检"√ 测
表示该项目不适用该料号.
□首 申请 品名规格
单 检规是否齐 位填 首
机台号
检验时间
NO
尺寸规 格
检 测
1
□是□否
(
)IPQC检验记录表
版本
工序名
是否新 □是□ 模具编
料号 生产批
量测数据
□逐日
班别:□白班 □首检□末件□巡 □首检□末件□巡 □首检□末件□巡 □首检□末件□巡 □首检□末件□巡
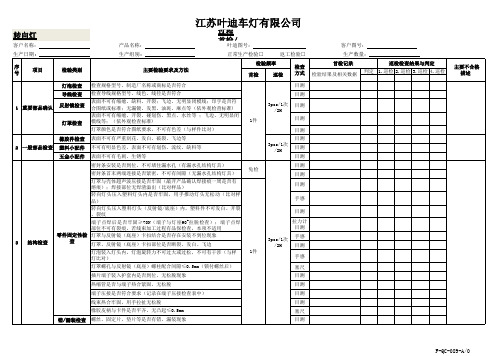
生产车间过程首检巡检记录表
N/A
1次/2H 目测
目测
一个流确认 装配现场是否按一个流作业,有无产品堆积现象
目测
不合格标识 不良品是否放置在不良品箱(盒)内,不良现象是否标识清楚
目测
NO 标准要求
换线管理 在换线前产线上物料是否清理干净,无物料遗留(含不良品)产线
新品状态确认
量(试)产品有无(临时)生产许可证;临时生产许可证上涉及的 问题点责任部门有无按时间节点完成
外观检查
PVC皮管上的批号正确,印字清晰(记录批次号) 面罩安装方向是否正确,无左右反装,上下反装现象
灯体内无杂物(橡胶碎屑、镀膜磨损物、灯壳飞边等)
检验频率
首检
巡检
检查
首检记录
巡检检查结果与判定
方式 检验结果及相关数据 判定 1.巡检 2.巡检 3.巡检 4.巡检
1件
3pcs/1次 /2H
塞尺
1件
用专用工装封闭灯头部位将灯浸入水中对灯内加压05mpa观看密封部位是否漏水外观整体性是否符合客户标准比对样品胶槽一周有无影响外观的溢胶必要时封样5成品检验外观检查pvc皮管上的批号正确印字清楚记录批次号面罩安装方向是否正确无左右反装上下反装现象灯体内无杂物橡胶碎屑镀膜磨损物灯壳飞边等1件3pcs1次2h1件气密验证1pcs调机气密机胶时气压源目测目测目测目测目测成品外观fqc089a0序号67检验频率项目检验类别主要检验要求及方法首检1件
涂胶重量 气密验证 成品外观
涂胶重量符合标准要求(记录在热熔胶喷涂重量管理表)
封闭式灯具:取标准样件(一只漏气,一只OK)检查气密机工作是否 正常 带漏水孔的灯具:用专用工装封闭灯头部位,将灯浸入水中,对灯 内加压0.5MPa,观察密封部位是否漏水
首末件检验巡检记录表
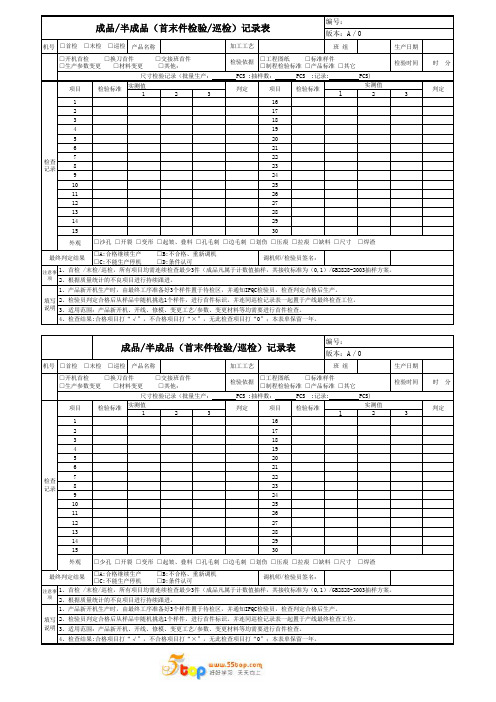
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
DP1804线束首末件、制程巡检记录表

班别
端子材质 16:00~18:00 04:00~06:00
白班□ 夜班□
18:00~20:00 06:00~08:00
末件123 Nhomakorabea4
5
6
尺寸
测
量 (
拉
2
力 、
尺
寸
等 )
3
包装方式
综合判定
备注
备注:1、IPQC每2H巡检1次并记录相关数据(客户或本厂特殊要求的产品除外); 2、首、末件检验时段:开机时、换机台、换班、换材料、机器维修、停机时; 3、检验合格项目用“√”表示,反之以“×”表示,综合判定合格用“OK”表示,反之以“NG”表示,未要求项目则不用填写。
DP1804A
核准:
审核:
检验员:
日期
客户
序 号 检验项目/方式
剪线
端子
点锡
外
1观
类
接插 吹热缩管
焊接
包胶带
打胶
装辅材
标准要求
时间 检测工具
首件 尺寸
苏州德业精密模塑有限公司
线束首末件、制程巡检记录表
品号
品名 08:00~10:00 10:00~12:00 12:00~14:00 14:00~16:00 20:00~22:00 22:00~24:00 00:00~20:00 02:00~04:00
车 间 巡 检 记 录 表
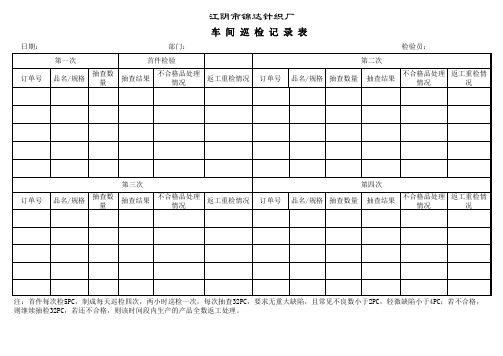
抽查结果
不合格品处理 情况
返工重检情 况
注:首件每次检5PC,制成每天巡检四次,两小时巡检一次,每次抽查32PC,要求无重大缺陷,且常见不良数小于2PC,轻微缺陷小于4PC;若不合格, 则继续抽检32PC,若还不合格,则该时间段内生产的产品全数返工处理。
日期: 订单号
江阴市锦达针织厂
车间巡检记录表
部门:
检验员:
第一次
首件检验
第二次
品名/规格
抽查数 量
抽查结果
不合格品处理 情况
返工重检情况
订单号 情况
返工重检情 况
订单号
第三次
品名/规格
抽查数 量
抽查结果
不合格品处理 情况
返工重检情况
订单号
第四次
品名/规格 抽查数量
品质首件巡检记录表模板

产品图号原料12345检验员核定检验标准备注
判定操作者
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检;
3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
项目尺寸
外观
装配
结果注意事项填写说明
合格 不合格重新调整
备注:
1、尺寸至少连测两模或以上;
2、外观检查核对表面光洁度、颜色、吸坑等;
3、装配检查错漏装,配合状态等;
4、开机时必须有工艺参数卡、操作作业指导书。
实 测 值颜色净重 生产模数
开机首件 修模首件 工艺参数变更 材料变更首件检验记录表
日期:
产品名称 毛重生产设备。
首件检查记录表附流程图
1、所有项目均需连续检查最少5PCS。 注 意 2、首检的可靠性检测项目仅进行短时间能得出结论的试验。 事 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。 项 4、根据同类产品的历史客诉问题持续跟进一个月。 1、产品新开机时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填 写 2、录表一起置于产线最终检查工位。 说 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 明 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
2.开机首检对样品
3.材料变更对机壳 检 查 记 录
丝印内容 对样品内容,公差允 许范围±0.5; 对机壳 外形结构 比对样品 公差充许范为±0.1 Top1 持续改善 Top2 Top3
客诉跟进
最 终 判 定
□合格 结果 □不合格
检验员: 生产确认:
是否同意量产: □是 □否
工程技术: 品质核准:
公司名称
首件检查记录表
首 件 信 息 产品料号 □开机/开线首检 □生产参数变更 项目 材质 颜色 检验标准 客户下单材质 客户签样颜色 1.打样产品对图纸 版 本 □修模首件 □材料变更 1 2
规格/颜色
产品编码
生产日期 检验时间 判定 备注 时 分
□转产首件 □其他: 实测值/mm 3 4 5
尺寸
首件检验记录表(模板)
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
件检验记录表
日期:
备注
、吸坑等;
作业指导书。
本表单与样品(两模以上)送检,经检验人员判定合格后生产;
模样品送回机器操作台上并执行巡检;
、材料变更后开机、工艺参数变更后开机。
检验员 核 定
1、尺寸至少连测两模或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 注意事项 3、装配检查错漏装,配合状态等; 4、开机时必须有工艺参数卡、操作作业指导书。 填写说明 2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
1产品新开机时由生产负责人填写本表单与样品两模以上送检经检验人员判定合格后生产
首件检验记录表
日期: 产品图号 原料 开机首件 工艺参数变更 项目 检验标准
实 1 2 测 3
产品名称 颜色 修模首件 材料变更
值 4
毛重 净重
生产设备 生产模数 操作者
5
判定
备注
尺寸
外观
装配
结果
合格 备注:
不合格重新调整