日本刀剑研磨(Japanese sword Polishing)——全攻略
揭秘:上研为什么那么贵?(图解日式刀剑研磨)

揭秘:上研为什么那么贵?(图解日式刀剑研磨)正因为只要是刀具就必须研磨,所以研磨师这个职业的历史,至少与金属兵器的历史差不多长。
我国历史上的研磨记载,最早可以追述到春秋战国时期。
而有关研磨师的明确记载,则出现于汉代。
在汉代,刀具研磨称为“洒削”,也叫“削厉”,“厉”通“砺”。
其字义来历,是因研磨工作要一边洒水一边进行,故有此谓。
司马迁在《史记·货殖列传》里曾道:“夫纤啬筋力,治生之正道也,而富者必用奇胜……洒削,薄技也,而郅氏鼎食……马医,浅方,张里击钟。
此皆诚壹之所致。
”这段话的意思是,靠劳动吃饭乃是生活正道,而其中有成就的人,必然有出众之处。
譬如郅氏靠研磨技术列鼎而食,张里凭医马击钟而餐,这些都是靠专心治艺而得来的富贵。
这也是成语“钟鸣鼎食”的出处。
另一个与研磨师有关的记载,依然出自《史记》,还牵涉到了一起汉代皇室大案——汉梁孝王刺杀大臣袁盎。
当时汉景帝在位,窦太后希望景帝之后由梁孝王继位,袁盎等大臣以为不可。
梁孝王知道后,遂派刺客谋杀袁盎等十几位大臣,袁盎被杀,刺客的剑留在了袁盎身上。
查案的人拿此剑遍访长安的削厉工,也就是研磨师,其中一位研磨师说他认得这把剑,梁孝王府上的人曾经拿来研磨过。
于是凶案得破。
从这些记载中,我们可以知道,至少从汉代起,研磨师已是一个独立的职业,而且还收入很高。
而从明代曹昭、唐顺之、茅元仪等人著作中诸如“凡刀剑打磨光净,用金丝矾矾之,其花则见”“刀花,羊角煅灰,粉心水提过酸,酸草烧灰,硝酱”等语来看,我们还可以知道,研磨并不只是把刀磨快就可以了,它还有着审美上的要求,为了达到这种要求,需要多道复杂工艺。
虽然从史料来看,中国刀具研磨术一度很发达,但今时今地已沦为既无文化内涵、也无技术含量的一项很粗糙的简单劳动,这是没有任何疑义的事实。
而在一水之隔的日本,从室町时代起,研磨师就已是一个很高尚的职业,不断地被载入史册,不断被人传诵、推崇、树碑立传。
现在日本一位职业研师的社会地位,不在东大教授之下。
日本刀上研方法

龙泉御剑堂 日本刀上研方法:
正式“上研”前请先依次用800#、1000#、1500#、2000#、3000#、5000#砂纸水磨刀(一定要水磨!不然会退火导致烧刃完蛋!),这样可以使刀表面光滑、减少研磨石的损耗!(下图分别为专用的“刃艳石”和“地艳石”)
1、用钢锯条将“刃艳石”、“地艳石”锯成薄片,用砂纸磨平,再用两片石头互相磨,这样可以很光滑,最后大约是1mm的薄片即可。
2、取1厘米见方的一小块,沾水后,用手指掐碎掉。
把这些碎块按在刀上磨。
3、刃艳磨刃与地。
4、地艳只磨地的部分。
尽量不要磨刃(磨也磨不动,反而费石头)
5、用氧化皮粉(四氧化三铁粉),加上缝纫机油(最好是御刀油),糊状即可。
用脱脂棉沾一点点,慢慢去擦拭刀面。
完成以上步骤后,烧刃的刀会呈现出“沸”线白亮、“地”黑、“刃”白的效果,也就是“铁色三分”。
当然,烧刃不好的话不会有很好的“沸”,不是单体折叠锻打的钢材也不会有花纹或者不会有很好的花纹。
过程中,您也可以根据刃纹走向适当发挥美术创造能力来研磨表现细节,使刀体刃纹、铁色浑然天成、犹如泼墨写意山水画.....。
【技术贴】刃物研磨经验谈(下)

【技术贴】刃物研磨经验谈(下)上次和大家讨论了关于刃物研磨的一些知识,本想一次写完但是越写越长,就分成了两次。
那么就接着往下说喽。
在继续之前,大伙说的意见里面有很多深有感触的东西。
比如日本的钢材,磨石型号统一。
行业标准也是一样的,所以能做到分得很细。
咱们国内的木工工具最大的问题就是没有什么完整的行业标准。
这个不是几个木工发发牢骚就有工具制造商就能解决这些问题的。
是很大一个行业连的问题。
不好,问题越说越大了。
这个只是咱们木友也解决不了这么大的问题,我觉我们能做的就是做更精的东西,用更好的工具,用需我们求促进那些厂家生产更好的工具,促进整个行业发展。
以前我是一个只买国货的人(像韩国人一样)但是有一天我顿悟了,那样思想太狭隘了。
谁做得好,就买谁家的东西。
这才是公平的竞争,这样才能良性循环。
不然那些中国古人留下的经验技术都要失传,整体行业倒退。
这不是大家希望看到的。
说了太多的大道理,自己都烦了。
下面继续介绍,希望大家一起讨论起来。
把知识更多传播开。
②凿比起日本刨刃的大研磨面起来难度稍有上涨。
切记慢慢慢,不要着急,注意感觉刃面和磨石的接触。
其实即使“慢慢慢”对于新手这样的操作也是很难的,很容易磨出“圆刃”因为向前推的动作由于接触面较短(如果磨石不平更容易磨出“圆刃”)。
下面就介绍另一种研磨方法,这种研磨方法基本和前面介绍没有什么大的区别。
只是研磨方向进行了改变。
也就是上附图的拿着凿子的方向改变90°,从竖着推变成“横”着推。
简单的研磨方向的改变就可以增加很大的研磨面积确保磨出纯平的刃面。
帮助更好地理解请看下图两者的区别。
前面的方法是利用刃面短的一端来前后运动,第二个方法是利用刃面长的一端进行前后运动。
这样就能很容易地磨出平的刃面了。
但是这个方法也有缺点就是易造成刃头有“高低头”。
夸张点说就是平凿能磨成斜口刀。
研磨时注意刃要和磨石垂直,并保证刃前后用力均匀就可以避免这个问题。
第一种方法第二种方法③雕刻刀等小刃物(豆刨,各种雕刻刀斜口刀等)这一类的小刃绝对建议大家使用第二种研磨方法。
土佐忠义作刀的工艺流程和注意事项

土佐忠义作刀的工艺流程和注意事项下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!土佐忠义作刀:传统工艺的精湛与现代技术的融合土佐忠义作刀,源于日本古代的土佐地区(今高知县),是日本传统刀剑工艺中的瑰宝。
日本刀鉴赏入门:日本刀装具及名称简介

日本刀鉴赏入门:日本刀装具及名称简介日本刀的鉴赏体系,经过几百年的发展,到现在已经成了一个庞大得有点吓人的体系,几乎所有与刀相关的东西,都形成了一套可以独立评判与鉴赏的标准和体系。
譬如日本刀的配件和外装,看着好象不起眼,但实际却是个极复杂的体系,且有相当部分配件是独立的收藏门类。
像著名的索斯比拍卖行,就经常举行日本刀镡的拍卖专场,一块不起眼的铁镡,身价几万美元是很常见的事,而有些收藏家拥有的刀镡数量,甚至以万计。
因此真正热衷于收藏和研究日本刀的人,几乎没谁敢说出诸如“我都知道”这样的话,所谓看得越多胆子越小,就是如此了。
侍魂:霸王丸下面,我将对日本刀的外装和配件做一个简单的介绍。
之所以说简单,是因为几乎这里提到的每一样东西,如果真的深入下去,大约都足够单独写一本书甚至是一套书出来,那才能叫介绍清楚,而且还不能说是完全介绍完毕了。
所以,我只能,也只敢说是简介,而且真的是简得不能再简的介绍。
侍魂:柳生十兵卫“拵”(Koshirae)和“白鞘”(Shirasaya):“拵”一般来说是指刀身与刀柄、刀鞘等刀装具装配完毕的形态,但按照装配方式不同,还可以细分为“拵”和“白鞘”(Shirasaya)两种。
通常而言,日本刀的刀鞘和手柄都是木制品,包括白鞘,一般都使用朴木。
但是也有一部份刀剑的全部装具都用金属制作,譬如用铁、“山铜”(Yamagane——粗质的铜)、“素铜”(Suaka——淡红色的纯铜)、“赤铜”(Shiakudou——黑紫色的金铜合金)、“四分一”(Shibuichi——有四分之一以上的成份为银的铜合金,呈灰绿色)等。
图:饰有德川家纹图案的银制刀装短刀,刀由名匠米泽住赤间纲信制作,应该是与德川家族有关的传世品(华诺美术刀剑提供)。
事实上,“拵”也分为很多种。
以刀(日本刀分类里,如无特指,刀一般是指刃长两尺以上的刀)为例,从刀的形制分,至少有“太刀拵”和“打刀拵”两种。
在这两种之下,按“拵”的形式又可再分为多个品种,如“太刀拵”中有“饰太刀拵”“兵库锁太刀拵”等,“打刀拵”里有“突兵拵”等等,其具体形式异常繁复,不能尽数。
刀剑乱舞真剑必杀怎么刷 刷花技巧分享

《刀剑乱舞》是由日本游戏开发及运营商DMM与游戏制作公司Nitro+合作开发的女性向网页游戏,于2015年1月14日发行。
游族网络宣布,知名二次元游戏《刀剑乱舞-ONLINE-》页游与手游的中国大陆地区独家发行权已被授予游族网络刀剑乱舞手游中随着刀剑的黄脸会很受伤,接下来小皮小编就跟大家一起看看真剑必杀怎么刷,以及刷花的攻略吧。
疲劳度设定在国服是可以看到具体数值的。
在疲劳值49以上,就会飘花。
最高是100。
头像框有可见的飘动樱花,代表着能力提升20%出现黄脸时,能力下降20%出现红脸时,能力下降40%避免黄脸红脸的直接原因就是刀的战斗力会下降,还有说刀红脸时,容易伤到刀的本体。
新手导致黄脸原因根据这个数值情况,新手期导致黄脸的原因有几个1 在4图之前战线很短,导致疲劳恢复不足。
2 把某把刀设为队长后就不更换3 某把刀一直拿誉解释:在开荒练级期,作为队长的刀,能够更快地累积到更高的疲劳度,在前期的地图战线不长的情况下,很有可能出现队长一人飘花,其他刀全体黄脸的情况。
或者是某一把刀(常见大太)一个人拿誉,等级提升越快,输出越来越高,审神者没有很好地控制好一线队的等级(为什么要控制等级后面说)导致某把刀比其他刀高出一截,然后更快丧心病狂地抢誉,其他刀更加吃不到誉,于是继续黄脸。
为什么大太刀容易拿誉,因为它一次攻击,最多可以攻击三把敌刀,一旦它出手在先,基本就是它拿誉而其他刀没机会。
(前期针对新人我们暂时不讨论远程攻击把刀砸死的情况)避免方法想要避免这一情况。
有几种办法,一个是队长随时更换。
当队长飘花之后,可以更换其他刀来享受待遇。
一个是观察六把刀的出手情况,调整马匹(机动)来更改出手顺序,避免大太刀疯狂吃誉。
同理,还可以调整刀装(机动),来改变出手顺序。
还有一个就是前期多练几个刀作为轮换,当有刀黄脸的时候就可以换上去,让黄脸的休息。
几种方法可以综合运用,根据自己的刀帐情况来运作。
刷花攻略刷花专用图是1-1。
刀条研磨
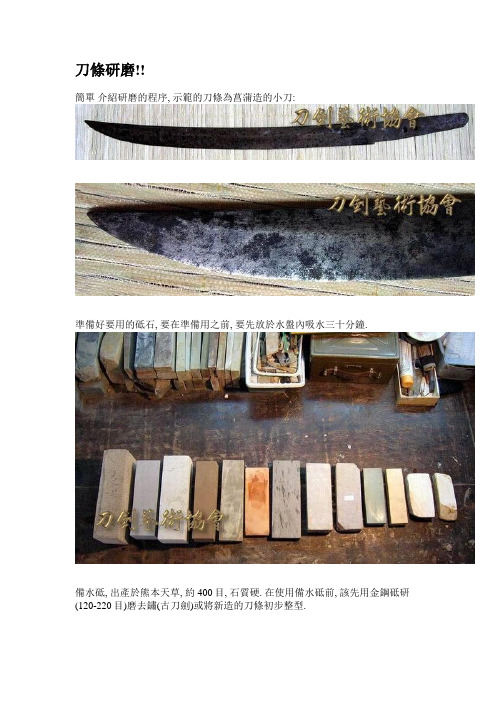
刀條研磨!!簡單介紹研磨的程序, 示範的刀條為菖蒲造的小刀:準備好要用的砥石, 要在準備用之前, 要先放於水盤內吸水三十分鐘.備水砥, 出產於熊本天草, 約400目, 石質硬. 在使用備水砥前, 該先用金鋼砥研(120-220目)磨去鏽(古刀劍)或將新造的刀條初步整型.備水砥的應用為主要屬於整形研磨, 處理刀劍的外型, 將上一道研磨(金鋼砥)留下的痕跡磨去, 而研磨時, 注意"金高"線要流暢.改正砥: 日本山形出產, 約600目, 質地堅硬.使用改正砥研磨後, 刀刃慢慢變得更明顯.名倉砥研磨此研磨分為兩部份, 中名倉及細名倉.中名倉砥: 日本愛知懸南樂郡, 約800-1200目, 石質堅硬.細名倉砥: 日本愛知懸南樂郡, 約1500目, 石質堅硬.使用細名倉時要特別小心, 天然的砥石很少, 砥石內可能會有雜質, 所以要小心使用, 慎防內裡的雜質刮花刀身, 以免由頭重磨. (樓主的是人造的, 呵呵!!)跟著的是下地仕上內曇研磨而內曇又分刃研及地研內曇刃砥: 東京出, 約 3000-4000目, 石質軟; 內曇地砥: 東京出, 約 5000目或以上, 石質硬. 由左起, 內曇砥﹑刃砥及地砥.使用到了內曇砥了, 沸點比之前的更明顯.使用到內曇砥石使用到內旳地砥, 到此階段下地研結束.跟著的就是仕上研 - 刃艷刃艷砥為內曇切成小片.將切成小片的刃艷(約一公分), 貼在和紙上, 以姆指在刃上研磨.仕上研 - 地艷地艷砥: 東京出, 以"嗚瀧砥"切割而成, 可質硬由於地艷超硬, 小心用力過度將刀劍刮花.仕上研完畢後, 就要做名為"拭刀"的步驟.將不同份量的粉混在一起, 然後用棉花將之塗上刀條上研磨.拭的目的是將刀發黑發亮, 帶光澤(有時還帶別的顏色!! 看開粉時的份量, 如青粉及赤粉等等!!), 讓刀發出寒光, 其次就是經過拭的刀劍, 抗鏽能力增加.然後就是鎢鋼棒棒出場了, 這就是專用的研棒了.(不要再問我什麼叫鎢鋼棒養光了!!), 此步驟分為下磨及上磨.使用鎢鋼棒將"金高"地及棟磨光, 產生鏡面的效果.最後的步驟了, 就是"刃取", 故名思義, 就是取回刃紋, 刀磨至內曇砥時是比較明顯的, 但是經過更細密的研磨, 就不太明顯了, 因為所有地方都"發亮"了, 看不清刃紋, 故這步驟是將刃紋的位置, 重回"內曇砥"的階段, 這個工序就是"刃取"了. 刃取要根據刀本身的刃紋去套出來, 不同師傅有不同手法, 這最要看技師的技術了, 如手法不對, 會划損刃紋, 那就又要重頭研磨了!!。
日本刀剑研磨(Japanese sword Polishing)——全攻略

一、日本刀剑研磨(Japanese sword Polishing)——全攻略一、日本刀剑研磨概述日本刀剑不单单只是武具,它在日本人心中近乎成为一种信仰而被崇拜。
所以才产生了现在优美的研磨技艺,研磨的特征也是兼顾刀的美感和斩切的能力。
通过一道道研磨工序,表现出刀剑独特的曲线美,锻造时产生的地基花纹,还有华丽的刃纹,研磨师的充分发挥把日本刀的优雅和尊严充分的表现出来。
平安朝初期记载宫中仪式和制度的书《延书式》里,记叙了“鸟装横刀”的制作方法,在其中可以看到当时的研磨工序的大体形式。
里边记载着关于鹿砥磨、烧并中磨、精磨和莹的各个工序。
关于这些工序,幕末的刀匠水心子正秀在他的著作《剑工秘传志》里解释为:鹿砥就是荒砥,烧并中磨既相当于常见寺一类的砥石(现在这种砥石已被改正砥代替了),后两种在现代的研磨工艺里没有对应的工序,大体相当于仕上研的中间部分。
当时的研磨,进行到相当于今天的下地研就结束了。
但是随着日本刀技术的完善,研磨技术也在发展。
水心子正秀在同一本书中,还写到了用粉末来进行研磨的“拭”,我们现在研磨工序里流行的“拭”这一步骤,开始于庆长年间(1596)的本阿弥光德。
明治时代的名人本阿弥平十郎成重在传统技术里加进了更多艺术的成分来美化刀身,现在的研磨工艺才正式确立了。
“拭”这一步骤的特征是,使刀身发出一种好像秋天万里无云的晴空那样的颜色,而地肌则透着一种青黑色。
成重也发明了一种使烧入后的刀刃发白的技法,这种技法更加看重刃纹的自然形状。
研磨前的准备事项:一把刀剑拿到手后,先不要急着上砥石开磨。
把刀拿在手里花上时间充分观察是必要的程序。
本阿弥家记录研磨心得的书《本阿弥行状记》里写道“细工匠干活的时候,一把刀拿在手里十天、二十天的反复观察,直至参透这把刀”。
一把需要研磨的刀,刀身会有诸多问题需要修复。
最常见的是锈迹和麻点、刃口崩坏、切先断损、刀刃弯曲等等。
新作出来的刀因为刀匠的制作问题,也会有瑕疵在刀身上,这样充分的观察研究就很有必要了。
日本武士刀的使用技巧和要领有哪些.doc

日本武士刀的使用技巧和要领有哪些日本武士刀的使用技巧和要领之刀柄之握法大约与握住竹剑的要领同样,稍离锷下之缘金,不触到右手食指而握,两拳头(右前左后)间隔大约放进二指或三个指头水平,然后小指和无名指握紧,其余指头要松握。
日本武士刀的使用技巧和要领之目视正坐或站立时,基础上,目视四.五公尺前地板上,不注视一点,而采远山张望的要领,把眼睛半开着观看,但动作中,常凝视对手,亦凝视被砍斩倒下的对手,唯头不可俯视的太低。
日本武士刀的使用技巧和要领之呼吸(吐吶)采取稳静迟缓、腹式呼吸。
演完每一式招技归原正坐后,迟缓用腹式呼吸二次调剂气味,约吸满第三次气味时开端动作。
而且吸进第三次气味后,至演完一式之前不吐气,息俟纳刀完毕然后才可轻吐。
若操演长招技,必需中途换气时,不使对手发觉在换气,其要领依各人之修练而有所差别。
日本武士刀的使用技巧和要领之鲤口之切法(推刀锷分开鞘口)右手稳静迟缓的从刀柄下面往上、由拇指和食指托住刀柄,左手拇指将刀锷向右斜前稍推,静捎捎的不使对方感应举动。
日本武士刀的使用技巧和要领之拔付(拔击)刀刃拔出脱离鞘口(鲤口)瞬间横一文字的最初之一刀,这即居合之性命。
拔出速度,起初稳静迟缓,至中段时变快,及刀尖快脱离鲤口时,如疾风闪光般的快速,依其次序徐、破、急之要领拔击。
制先机施展一刀必杀之锐厉为要。
日本武士刀的使用技巧和要领之切下(斩下)受(横一文字)一击的对方,完整斩倒制住之一刀。
把从对手头顶,由上段描大圆弧的要领一竖砍斩切下至水月(胸口)的魄力行施。
跪着地时,刀尖离地板约15~20公分,在立委时斩下刀刃要坚持程度。
日本武士刀的使用技巧和要领之血振(振落积血)斩击毙敌后,振落付在刃上的积血。
其利用技法,像振落付在雨伞上积水倾斜刀尖流浪右手反掌,向右拂开,以刀尖较刀刃程度低而流浪等三种方式,在振血时要坚持充足的残心意境来行使。
日本武士刀的使用技巧和要领之残心毙敌之后仍然留意对手,以预防垂逝世的对手,然再袭击时,立即可反映击刺对方之丝亳不松卸的身手状况,从振血到刀归鞘止,对倒下对手坚持随时可敷衍的心态。
不得不学!关于刀剑研磨和抛光的详细教程
不得不学!关于刀剑研磨和抛光的详细教程关于怎么磨刀,抛光,经常有刀友咨询。
刀剑用久了,锋利度下降了或者把玩测试伤了刃都是常有的事。
本人也一直想总结一篇教程可操作性比较强的,普通刀友都可以自己依照动手可操作。
之前恰好看到一篇资深刀友分享的研磨教程,写得非常好,可以说是准专业了。
实操性非常强,易学易用,比老周写的好多了。
一直把这篇当作教程发给刀友们参照,今天再次借花献佛,供刀友剑友们参考。
如下:以下总结了玩刀过程中7个较常见的问题,接下来将一一进行解说,已武士刀为列目录1、怎样把刀剑磨锋利2、怎样抛光磨出强镜面效果3、如何打磨切先,磨出横手筋4、如何绑柄卷5、如何绑下绪6、鞘松动了如何处理7、刀剑的保养及工具盒的使用1、怎样把刀剑磨锋利2、(1)如何选择磨石磨石表面的粗细程度不同,功能也有较大差异,常用目数的大小来区分。
目数越大,磨石表面越细腻,磨削量越小,根据目数由小到大,依次研磨。
一般来说,粗磨:常用180、240、320目,(用于刀剑的开刃)细磨:用400、600、800目,(把刀刃磨锋利)收光:用1000、1200目。
(为后面的抛光之类工序做准备)磨刀时,先根据刀刃本身的状况选择合适范围的磨石,接着按目数由小到大的顺序依次研磨,每一道一定要磨透,然后再换目数更大的磨石。
通常我们购买的刀剑多是已经开过刃的,并且大都比较锋利,粗磨这块基本用不上,但在使用过程中,刀刃会慢慢变钝,这时可以用400-800目的磨石磨一下,刀剑就会又变得锋利。
(2)磨刀的准备工作(2)磨刀的准备工作DIY一个简易磨刀用木盆(桶)首先准备个足浴用的木桶(网购很容易买到或者不用木桶也行)废旧的木块DIY之后放上磨石另外,也可以把卡槽之间的距离缩短,让磨石斜着放,这样磨起来会更顺手两端的改进防水设计:各绕一层厚绳子,防止水沿木板流到盆外去磨刀之前,先将磨石放水里泡半小时以上,让磨石充分吸水。
水里面可以放些小苏打(NaHCO3)或面碱(Na2CO3)之类的,有助于防锈。
日本武士刀制法

日本武士刀制法主题名品网日本刀在制法上集合了相当高的技术,而且从练钢、打刀、到抛光磨刀是不同师傅制作。
共分如下几个步骤:炼钢日本刀的材料钢,被称作和钢或玉钢。
玉钢以日本传统土法炼成。
这是一种低温炼钢法,炉温不超过1000℃。
此法看似原始,但相比近代的高温炼钢法,能炼出品质纯良的好钢。
不过,高温炼出的钢材较软,易打造成形,而低温炼出的钢材较硬,较难打造,可以说制作日本刀是人力密集型的工事,是以血汗换取的品质。
根据不同地区,不同的流派,所用钢材成分多少会有差异,而炼钢师傅只会从炼出来的钢里,用目视挑选出来他觉得品质最好的钢送去打造成日本刀。
大体上玉钢所含成分如下所示。
铁 98.12% - 95.22%碳 3.00% - 0.10%铜 1.54%锰 0.11%钨 0.05%钼 0.04%钛 0.02%硅不定其他微量水减送到刀(工)匠的玉钢并非一块完整的钢;而是零散不全;分散好几块。
刀匠师傅必须把这些零散的玉钢重组成一整块可以打造成武士刀的钢块,这个过程即淬火工艺,淬火即所谓的热处理,日本称为水减。
从现代材质学的角度来看,这个步骤算是刀匠控制钢材含碳量的手法。
首先為了不让玉钢接触空气氧化;要先把钢材用黏土包覆起来;接著刀工会将加热后的和钢锤打成扁平的厚度為约5mm的薄片。
看似简单的工序,其实不然,為了控制钢材的含碳量,加热次数有严格限制;而且和钢的硬度在其续渐冷却时会有所改变。
只有有经验的刀工才能準确把握施锤力度的变化,在限定的加热次数下将玉钢打炼成厚薄均一的薄片。
钢片成形后,刀工会用水将其急速冷却。
可使钢多余的含碳部分剥离。
使刀身具有良好弹性,刀口坚硬不易缺口。
刀匠要对钢片的温度和用水的分量有极準确的把握,才能够得到含碳量合适的材料。
锻炼刀工将烧红的钢块捶打锻造,钢块捶打开后再折迭起来捶打,如此反复,追打到第10次,就会有1024层的钢材,通过这一步骤,可将钢中硫等杂质和多余的碳素等清除,以增钢材弹性与韧性。
研磨
答案研磨" 与"打磨" 的分别,在於前者远较讲究。
不少优良的日本刀都经过「研磨」的加工。
研磨技师需要有高超的技术和丰富的经验,才能徒手将刀身各个部份准确磨好。
而且,因为「研磨」用的「砥石」需要加水使用,所以研磨师的作业需要有一定的速度,才能避免令刀身出现锈蚀。
(注:所有刀剑的「中心」都不会经过「研磨」。
)为求尽显刀身的特徵和纹理的美态,研磨技师将刀身的「刃」、「地」、「镐地」、「栋」和「切先」,分别以不同的手法(和不同的「砥石」) 研磨,而当中一些「砥石」更有著色的效果。
传统上,「刃」会被磨成白色,「地」会被磨成青黑,「镐地」和「栋」作反光打磨,「切先」的特徵会进一步被显露。
为了减少「砥石」与刀身接触的面积,令「研磨」工夫来得更细致,「砥石」的表面会被调节成拱形。
「研磨」分为「下地研」和「仕上研」两个步骤。
「下地研」即是基础的打磨工序,又分为「伊予砥研」、「改正砥研」和「内昙砥研」三个步骡。
第一步. 伊予砥研以「伊予砥」(Iyodo) 为刀身除锈、修形和磨锋。
第二步. 改正砥研即是以「中名仓砥」(Tyunagurado) 和「细名仓砥」(Komanagurado) 这些较幼细的「砥石」,将「伊予砥研」所留下的磨纹除去。
三步. 内昙砥研又分为「刃引」(Hahiku) 和「地引」(Jihiku)。
分别用「内昙刃砥」(Uchigumorihado) 和「内昙地砥」(Uchigumorijido),「研磨」刀剑的「刃」和「地」,令「刃文」,「"动"」和「地肌」更加鲜明。
(注:"动" 字应加上"人" 部。
) (注:「引」(Hiku) 即是拉动的意思,是进行这个工序的手法。
)「仕上研」是进一步美化刀身的工序,再分为「刃艳」、「地艳」、「拭」、「刃取」、「磨」、「横手切」和「鋩子"Nonarume"」几个步骡。
日本刀剑研磨Japanese sword Polishing全攻略(材料详实)

一、日本刀剑研磨(Japanese sword Polishing)——全攻略一、日本刀剑研磨概述日本刀剑不单单只是武具,它在日本人心中近乎成为一种信仰而被崇拜。
所以才产生了现在优美的研磨技艺,研磨的特征也是兼顾刀的美感和斩切的能力。
通过一道道研磨工序,表现出刀剑独特的曲线美,锻造时产生的地基花纹,还有华丽的刃纹,研磨师的充分发挥把日本刀的优雅和尊严充分的表现出来。
平安朝初期记载宫中仪式和制度的书《延书式》里,记叙了“鸟装横刀”的制作方法,在其中可以看到当时的研磨工序的大体形式。
里边记载着关于鹿砥磨、烧并中磨、精磨和莹的各个工序。
关于这些工序,幕末的刀匠水心子正秀在他的著作《剑工秘传志》里解释为:鹿砥就是荒砥,烧并中磨既相当于常见寺一类的砥石(现在这种砥石已被改正砥代替了),后两种在现代的研磨工艺里没有对应的工序,大体相当于仕上研的中间部分。
当时的研磨,进行到相当于今天的下地研就结束了。
但是随着日本刀技术的完善,研磨技术也在发展。
水心子正秀在同一本书中,还写到了用粉末来进行研磨的“拭”,我们现在研磨工序里流行的“拭”这一步骤,开始于庆长年间(1596)的本阿弥光德。
明治时代的名人本阿弥平十郎成重在传统技术里加进了更多艺术的成分来美化刀身,现在的研磨工艺才正式确立了。
“拭”这一步骤的特征是,使刀身发出一种好像秋天万里无云的晴空那样的颜色,而地肌则透着一种青黑色。
成重也发明了一种使烧入后的刀刃发白的技法,这种技法更加看重刃纹的自然形状。
研磨前的准备事项:一把刀剑拿到手后,先不要急着上砥石开磨。
把刀拿在手里花上时间充分观察是必要的程序。
本阿弥家记录研磨心得的书《本阿弥行状记》里写道“细工匠干活的时候,一把刀拿在手里十天、二十天的反复观察,直至参透这把刀”。
一把需要研磨的刀,刀身会有诸多问题需要修复。
最常见的是锈迹和麻点、刃口崩坏、切先断损、刀刃弯曲等等。
新作出来的刀因为刀匠的制作问题,也会有瑕疵在刀身上,这样充分的观察研究就很有必要了。
日本顶级武士刀铸造方法和过程揭秘!

日本顶级武士刀铸造方法和过程揭秘!一、选材料和冶炼钢1、在日本的西南部岛根,有个名为“诸神的故乡”出产特殊钢材的稀有矿石。
2、冶炼工具:传统的冶炼炉,名为采风箱,其长度为3公尺,宽度为1公尺,高度为1至2公尺,一侧有一排进气口或鼓风口。
二、冶炼钢铁的过程1、冶炼师要仔细观察熔炉中用来锻钢的“黑色物质”(说白了就是木炭)。
使用当地所产的含铁量最高的铁砂进行冶炼,并且硫磺和磷的杂质极少,这样可以保证冶炼的钢和铁不会被这些杂质所破坏。
使冶炼炉中的木炭中的碳和铁砂融合会成为一种特殊钢材,当地人或者铸刀匠称这种生铁为“玉钢”炉火温度要达到1000摄氏度。
2、冶炼时铁砂在一小时内沉到底部的火床,炼钢师从火床的颜色观看铁砂是否已经变成“玉钢”,要保证生铁不会溶解,因而会使武士刀拥有不可或缺的化学以及物理特性。
(从刀的质量上讲生铁会保有微量的碳,这是一把上品武士刀必备的第一特性,因为碳具有吸震性可在刀身进行抵挡时承受极大的力道)。
3 、铁慢慢融化进冶炼炉内,而炉子下方有个深达3公尺的燃烧室(若有湿气从地面渗入炉内火势的温度就会下降从而会毁掉“玉钢”)。
当温度达到1000摄氏度的时候所有杂质就会沉入燃烧室底部,只留下纯钢,铸钢师必须练就靠耳朵听火炉的声音来判别,好刀必须具有除了弹性以外的优点:外层必须包裹着高纯度的钢而里面会含有少量的杂质,比如硫磺,因此刀身才会锋利。
含有特定比例的碳和铁因而兼具韧性和硬度,将坚硬的钢和柔软的铁融合成双金属刀刃。
4 、冶炼三天三夜之后再第四天早上会拆掉冶炼炉,在炉子里面露出一块冒着气泡看似熔岩的物体(耗费材料26吨铁矿和木炭),此为“玉钢”冶炼师必须选择哪些部位可以送到刀匠那里去哪些部位只能作为刀叉。
三、锻打过程1、选择材料:冶炼师将选择好的材料送到日本樱井那里去。
其家族世代为刀匠已有800年的历史了,然后由铸刀匠亲自审查选用带有亮银色的沉重“玉钢”块为铸造材料如果带有灰黑色碎屑或者粗糙就不行。
日本刀是如何锻造的?(二)

日本刀是如何锻造的?(二)整个日本刀的锻冶历史历经千年,在这段漫长的岁月中其锻造与热处理的方式虽说有过数次技术革新,但整体流程大抵相似,是一门并没有随着时间流逝而消亡的火与铁的艺术。
上古时代的日本获取资源能力有限、冶炼技术比较原始,在这种条件下能够研究出性能如此卓越的刀剑,实在是一件令人感叹事。
在日本刀上锻这一流程结束之后,打造刀的形状前的准备工作基本完成,皮铁、芯铁的结构基本确定。
随后要进行的工作便是赋予日本刀灵魂的制作外形、热处理和研磨工作。
如果说前期的材料准备阶段是考验刀工的基本功,那么接下来的环节就是对刀工基本功、技巧和审美的多重考验,也正因为此,自古以来刀工的三六九等是十分清晰的,只有兼顾了性能与美术价值才能称得上是名工。
一:火造完成了折叠锻打并将芯铁皮铁(或者还有刃铁)组合完成后,就要开始打造日本刀的外形,这一流程就被称为“火造”。
刀工将长方体的铁块送入锻造用的火炉中烧至红热,取出后在专门的铁砧上用铁锤敲打、延长成长条,再进一步修整成大致的形状,这一步骤称之为素延。
值得一提的是,刀尖也就是“切先”部分需要格外的特殊照顾,会反切出一个三角,随后向刀栋方向敲打出切先的形状,这样能保证切先的刃区是由坚硬的皮铁构成的。
大致的刀型完成之后,刀工还需要将刀固定在专门的木台上,用锉、削、刨等方式修整出刀的刃、镐、栋、切先这几个独立的块面。
自此一只刀的大致样式已经确定了。
二:土取如果将火造比作是女娲造人时捏出的人形,那么土取与烧入便是为人形添上五官与细节。
这一流程就是我们比较熟悉的烧刃,刀工以黏土为主要材料,调以碳粉、砥石粉以及各式矿物质组成的秘方,做出覆盖在刀身上的“覆土”,根据烧刃的不同样式,刀工还需要调制不同的配方,这种配方各个流派的刀工体系都不相同,甚至每个人都有着多多少少的小秘方,使得烧刃的样式、动态各有特色。
在调制完成覆土之后,刀工用粗细宽窄不一的木质工具在刀身上覆盖、勾勒出自己脑海中刃纹的样式,这一过程宛如一名卓越的油画大师在作画。
关于日常磨刀那些坑

关于日常磨刀那些坑关于打磨那点破事打磨是刀具维护的刚需过程,再神的钢材也受不住氧化和钝化。
不管是厨刀、小折、猎刀,资深刀友有自己保养玩具的方式。
一砥石上图是naniwa次顶级和shapton顶级系列砥石泡水几分钟,蹭几十下就行,效果因人而异。
好的砥石效率高效果好,一分价钱一分货。
担心手不稳的,买个便宜的夹具固定手势,剩下的就是相信自己。
好砥石1000~3000目非常平整,普通钢材5分钟能撸到满意。
高目砥石比较软,平整度和打磨效率下降,要花点精力才能到理想状态。
差的砥石直接毁掉你在打磨上的乐趣。
虚标目数导致不均匀的深浅划痕;不合格的烧结技术让砥石太软,不小心一刀切下一块石头;或者磨料太差,需要频繁翻新砥石。
一定要避开工业砥石,比如各种绿碳,油石,纤维砥石。
这些东西需要泡水抹润滑油,要么损耗太快,要么自洁能力太差,非常不友好。
二小砂带机worksharp工作站国产仿worksharp的产品机制刀具,包括大部分手工刀具,最后是砂带机+羊毛轮抛光的解决方案。
别迷信广告里老爷子铿姿铿姿蹭砥石的画面,一天磨不了几把的。
对付高合金钢材,一般砥石真的不给力,撸到没耐心了建议转投砂带机的坑。
柔性砂带比刚性砥石容错率高,稍微有点打磨经验的朋友能磨出漂亮的刃线(包括折刀的S刃),也不会磨花大马士革刀面。
柔性材料磨出来的是蛤刃,强度大,切入感觉稍微差那么一丁点。
高目砂带只能抛光刃口,不能有效打磨,最终效果比不上高手用砥石或定角。
工作期间有一定噪音和微量粉尘,最好放在水池里干活,减少粉尘。
在180~3000目,砂带机都能高效率完成工作。
高速运转的砂带1000目可以磨出砥石2000目的效果。
可惜超过3000目的砂带只能抛光,没有明显切削感。
追求一定效果,能忍受一点点噪音和粉尘,这是家用和屠宰场所里最值得推荐的电动工具。
三砂纸电动工具+自粘沙盘:难度比较高,比较折腾事情,一般不推荐砂纸卷:代替磨刀棒,在中高目数有点用,适合收尾。
话说日本刀
Ye
YeSir © 的刀剑姿态、锻造与烧刃风格,刀剑装具的制作日益丰富繁多,日本的刀剑鉴定鉴赏也随
之从最初中国传来的古代相刀剑术,演进成为一门博大、严谨、综合性的专业学术。因本 人水平与篇幅所限,下面的文字,将着重阐述日本刀研究中的常见名词,探讨日本刀各阶 段的发展历程,推动刀剑演变与进步的因素;日本刀的全套锻造工艺流程,各环节的做法
反位在刀背弧线下半段靠近刀鎺的称为「腰反」;
Ye
YeSir © 反位在刀背弧线 1/2 位置附近的称为「京反」(因当时日本京都刀工的作品多
见此反姿,故名),又叫「中反」,又因这种反姿的刀身弧形看起来前后较对称, 形如神社前面山门上常栖立着许多鸟类的弧形门楣,所以又被称为「鸟居反」、
YeSir © YeSi 「华表反」。 反位在刀背弧线前半段的,称为「先反」。 此外还有「内反」,见于短刀,刀背弧线并非向上翘起而是向刀刃方向弯曲。 较强的「内反」又称为「笋反」,如笋尖状。需要注意的是:「笋反」/「内反」 YeSir © 跟其他的反不同,它不是由淬火产生的自然弯曲而成,也不用量反的具体大小。 3
个较大的起伏,强调这个位置的硬度,多见于古刀某些流派。烧落、烧出和腰 刃的做法,一方面是刀工流派锻刀习惯的传承,另一方面,则是从材料的特性
考虑。古代交通不便利,不同地域所采用的铁原料有较大区别,铁的含碳量与 软硬有所不同,锻刀时的做法也有差异,因此烧刃时对于软硬区域如何合理分
© 日本刀外观尺寸的各种特征名词 Sir 【反】 指日本刀刀身弯出的弧形,。反的大小,是从刀尖到刀鎺(夹刃)前缘连出的直线 Ye 到刀背弧线最高点(反位)的垂直距离,根据这个最高点(反位)所在的部分
鬼眼狂刀——完全攻略

⿁眼狂⼑——完全攻略 1,基本操作 ⽅向键:控制⼈物进⾏⼋⽅向移动,真⽥幸村和稚名在连续攻击中可控制攻击⽅向。
A键:普通攻击,最⼤可四连击(稚名是五连发)。
B键:跳跃(⾮攻击状态时)/强⼒攻击(A键普通连续攻击中,攻击时⼈物会发出蓝光----稚名除外,带有击倒特性)。
R键:必杀技(需满⽓⼒) 开始键:战⽃中暂停,可选择回到主菜单。
2,⼈物介绍 ⿁眼狂:初中级使⽤⾓⾊。
攻击⼒⾼,防御⼒⾼,⽣命值最⾼,必杀威⼒⼤;缺点是攻击范围⼩,四连斩的最后⼀击破绽⼤。
再有必杀技在背后有死⾓存在,要注意。
实⽤技:A A B,由于狂的攻击⼒很⾼,所以对于杂兵不⽤使⽤四连斩,⽤这个强⼒三连斩就够了,这样就避免了发出四连斩后被敌⼈从侧后⾯偷袭的问题。
另外第三斩是范围斩,⼤约有120度以上的攻击范围,应灵活运⽤。
红虎:初级使⽤⾓⾊。
攻击⼒⾼,⽣命值⾼,必杀威⼒⼤范围好;缺点是防御⼒全⾓⾊最低,对B O S S战的时候要⼩⼼,不要被连击了。
实⽤技:A A B,这个强⼒三连斩对于杂兵⾜够了,第三斩是长距离的直线技,经常可以穿糖葫芦。
A A A B,红虎的强⼒四连斩⾮常实⽤,原因在于第四斩是360度的全范围攻击,使⽤最强武器----五⽻枪或魔⼭枪的时候,只有那个长着六臂的红⾊敌⼈不会被⼀击必杀。
在被敌⼈包围的时候最能体现这着的价值。
真⽥幸村:中级使⽤⾓⾊。
防御能⼒全⾓⾊最⾼,必杀威⼒低,但有全屏幕的范围,并且带有使敌杂兵眩晕的特效,另外在攻击的时候可以⾃由改变攻击⽅向是个特⾊;缺点是初期攻击⼒全⾓⾊最低(使⽤最强武器----⼼斩⼑可弥补这⼀缺点),⽣命值低,攻击范围⼩。
实⽤技:上A右上A右下A左B,这是变换⽅向的强⼒四连斩。
第⼀斩攻击范围很⼩,⼀般只能攻击到⼀个敌⼈,第⼆斩就有90度的攻击范围了,所以攻击到由上⽅到右⽅(12点到3点钟⽅向)的敌⼈,第三斩同样是范围斩,攻击由右⽅到下⽅(3点到6点钟⽅向)的敌⼈,第四斩是强⼒的跳跃斩,有60度所有的攻击范围,另外对于⾝后紧接的敌⼈也有攻击判定,对左⽅敌⼈实⾏⼀击必杀(8点到10点钟⽅向)。
刀剑铸造-徒手打磨
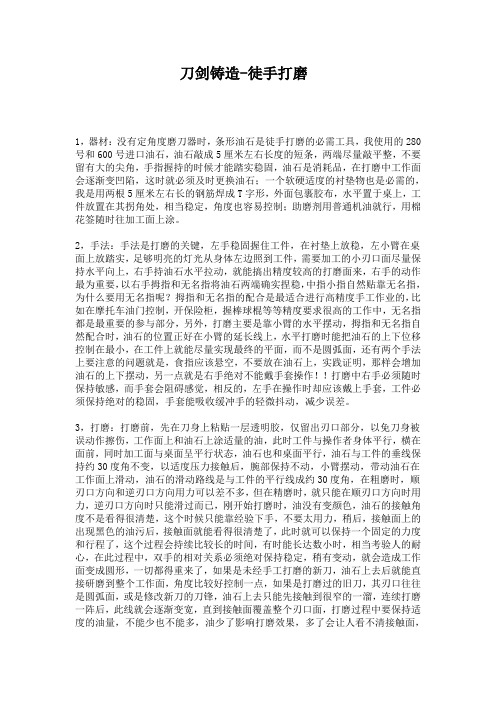
刀剑铸造-徒手打磨1,器材:没有定角度磨刀器时,条形油石是徒手打磨的必需工具,我使用的280号和600号进口油石,油石敲成5厘米左右长度的短条,两端尽量敲平整,不要留有大的尖角,手指握持的时候才能踏实稳固,油石是消耗品,在打磨中工作面会逐渐变凹陷,这时就必须及时更换油石;一个软硬适度的衬垫物也是必需的,我是用两根5厘米左右长的钢筋焊成T字形,外面包裹胶布,水平置于桌上,工件放置在其拐角处,相当稳定,角度也容易控制;助磨剂用普通机油就行,用棉花签随时往加工面上涂。
2,手法:手法是打磨的关键,左手稳固握住工件,在衬垫上放稳,左小臂在桌面上放踏实,足够明亮的灯光从身体左边照到工件,需要加工的小刃口面尽量保持水平向上,右手持油石水平拉动,就能搞出精度较高的打磨面来,右手的动作最为重要,以右手拇指和无名指将油石两端确实捏稳,中指小指自然贴靠无名指,为什么要用无名指呢?拇指和无名指的配合是最适合进行高精度手工作业的,比如在摩托车油门控制,开保险柜,握棒球棍等等精度要求很高的工作中,无名指都是最重要的参与部分,另外,打磨主要是靠小臂的水平摆动,拇指和无名指自然配合时,油石的位置正好在小臂的延长线上,水平打磨时能把油石的上下位移控制在最小,在工件上就能尽量实现最终的平面,而不是圆弧面,还有两个手法上要注意的问题就是,食指应该悬空,不要放在油石上,实践证明,那样会增加油石的上下摆动,另一点就是右手绝对不能戴手套操作!!打磨中右手必须随时保持敏感,而手套会阻碍感觉,相反的,左手在操作时却应该戴上手套,工件必须保持绝对的稳固,手套能吸收缓冲手的轻微抖动,减少误差。
3,打磨:打磨前,先在刀身上粘贴一层透明胶,仅留出刃口部分,以免刀身被误动作擦伤,工作面上和油石上涂适量的油,此时工件与操作者身体平行,横在面前,同时加工面与桌面呈平行状态,油石也和桌面平行,油石与工件的垂线保持约30度角不变,以适度压力接触后,腕部保持不动,小臂摆动,带动油石在工作面上滑动,油石的滑动路线是与工件的平行线成约30度角,在粗磨时,顺刃口方向和逆刃口方向用力可以差不多,但在精磨时,就只能在顺刃口方向时用力,逆刃口方向时只能滑过而已,刚开始打磨时,油没有变颜色,油石的接触角度不是看得很清楚,这个时候只能靠经验下手,不要太用力,稍后,接触面上的出现黑色的油污后,接触面就能看得很清楚了,此时就可以保持一个固定的力度和行程了,这个过程会持续比较长的时间,有时能长达数小时,相当考验人的耐心,在此过程中,双手的相对关系必须绝对保持稳定,稍有变动,就会造成工作面变成圆形,一切都得重来了,如果是未经手工打磨的新刀,油石上去后就能直接研磨到整个工作面,角度比较好控制一点,如果是打磨过的旧刀,其刃口往往是圆弧面,或是修改新刀的刀锋,油石上去只能先接触到很窄的一溜,连续打磨一阵后,此线就会逐渐变宽,直到接触面覆盖整个刃口面,打磨过程中要保持适度的油量,不能少也不能多,油少了影响打磨效果,多了会让人看不清接触面,涂油的工作尽量请助手进行,自己亲自动手的话容易破坏好不容易建立起来的接触面,修复旧刀或是打磨很钝的刀,可以用低号油石开始,打磨到差不多时再换高标号油石,新刀则可以直接上高标号油石,还有一个要注意的问题就是必须保持油石在工件上的水平位移量,足够的水平行程可以自动补偿打磨中的误差,使刃线很直,水平拉动行程过短的话,最终出来的刃线是弯曲的,不直,在修复某一点缺损的刀具时,要特别注意这一点,还有,在打磨初期,油石的行程和角度要求并不是很严,但到打磨后期时,这两个指标就必须得严格控制了,否则,出来的磨痕不一致,刀虽然锋利了,在反光下却难看。
刀具研磨技巧
刀具研磨技巧
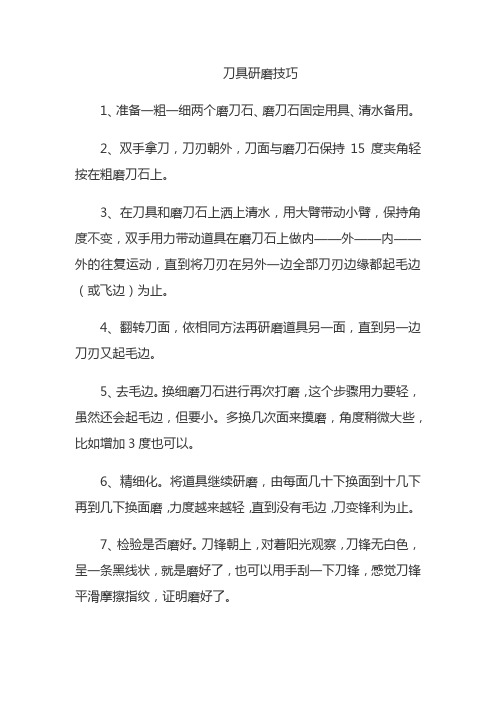
1、准备一粗一细两个磨刀石、磨刀石固定用具、清水备用。
2、双手拿刀,刀刃朝外,刀面与磨刀石保持15度夹角轻按在粗磨刀石上。
3、在刀具和磨刀石上洒上清水,用大臂带动小臂,保持角度不变,双手用力带动道具在磨刀石上做内——外——内——外的往复运动,直到将刀刃在另外一边全部刀刃边缘都起毛边(或飞边)为止。
4、翻转刀面,依相同方法再研磨道具另一面,直到另一边刀刃又起毛边。
5、去毛边。
换细磨刀石进行再次打磨,这个步骤用力要轻,虽然还会起毛边,但要小。
多换几次面来摸磨,角度稍微大些,比如增加3度也可以。
6、精细化。
将道具继续研磨,由每面几十下换面到十几下再到几下换面磨,力度越来越轻,直到没有毛边,刀变锋利为止。
7、检验是否磨好。
刀锋朝上,对着阳光观察,刀锋无白色,呈一条黑线状,就是磨好了,也可以用手刮一下刀锋,感觉刀锋平滑摩擦指纹,证明磨好了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、日本刀剑研磨(Japanese sword Polishing)——全攻略
一、日本刀剑研磨概述
日本刀剑不单单只是武具,它在日本人心中近乎成为一种信仰而被崇拜。
所以才产生了现在优美的研磨技艺,研磨的特征也是兼顾刀的美感和斩切的能力。
通过一道道研磨工序,表现出刀剑独特的曲线美,锻造时产生的地基花纹,还有华丽的刃纹,研磨师的充分发挥把日本刀的优雅和尊严充分的表现出来。
平安朝初期记载宫中仪式和制度的书《延书式》里,记叙了“鸟装横刀”的制作方法,在其中可以看到当时的研磨工序的大体形式。
里边记载着关于鹿砥磨、烧并中磨、精磨和莹的各个工序。
关于这些工序,幕末的刀匠水心子正秀在他的著作《剑工秘传志》里解释为:鹿砥就是荒砥,烧并中磨既相当于常见寺一类的砥石(现在这种砥石已被改正砥代替了),后两种在现代的研磨工艺里没有对应的工序,大体相当于仕上研的中间部分。
当时的研磨,进行到相当于今天的下地研就结束了。
但是随着日本刀技术的完善,研磨技术也在发展。
水心子正秀在同一本书中,还写到了用粉末来进行研磨的“拭”,我们现在研磨工序里流行的“拭”这一步骤,开始于庆长年间(1596)的本阿弥光德。
明治时代的名人本阿弥平十郎成重在传统技术里加进了更多艺术的成分来美化刀身,现在的研磨工艺才正式确立了。
“拭”这一步骤的特征是,使刀身发出一种好像秋天万里无云的晴空那样的颜色,而地肌则透着一种青黑色。
成重也发明了一种使烧入后的刀刃发白的技法,这种技法更加看重刃纹的自然形状。
研磨前的准备事项:
一把刀剑拿到手后,先不要急着上砥石开磨。
把刀拿在手里花上时间充分观察是必要的程序。
本阿弥家记录研磨心得的书《本阿弥行状记》里写道“细工匠干活的时候,一把刀拿在手里十天、二十天的反复观察,直至参透这把刀”。
一把需要研磨的刀,刀身会有诸多问题需要修复。
最常见的是锈迹和麻点、刃口崩坏、切先断损、刀刃弯曲等等。
新作出来的刀因为刀匠的制作问题,也会有瑕疵在刀身上,这样充分的观察研究就很有必要了。
如果刀身弯曲不在一条直线上了,对于研磨来说是很严重的问题,我们需要用木榔头或专用的工具慢慢把刀身调直整平,这个工作要不惜时间慢慢的仔细做。
卷刃的情况,在古刀里比较常见,那时候的地铁比较软,刃口部分被大力冲击时就会出现卷刃,即使新刀也会发生卷刃的现象,这个也需要花时间来修整。
最后也是最重要的,研磨师有责任以自己的技术为依据,对待研磨的刀进行判断。
研磨师经常研磨一些名贵刀剑,不能单只注重刀的美感或刀的斩切能力。
斩切能力和美感的平衡问题永远是研磨师要面对的问题。
二、砥石的种类
(1)下地砥——基础研磨用磨石,主要有七种。
1.金刚砥:人造砥石,颗粒粗糙,用于大面积锈蚀的刀剑。
2.备水砥:熊本县天草地方出产,色黄白,细度大概在400左右,石质中硬,切削能力中等。
3.改正砥:山形县出产,茶色,细度大概在600左右,石质硬,切削能力中等。
4.中名仓砥:爱知县南设乐郡出产,色黄白搀杂,细度800—1200,石质硬,切削能力中等。
5.细名仓砥:爱知县南设乐郡出产,色乳白,细度1500左右,石质硬,切削能力中等。
6.内昙刃砥:京都地方出产,色浓灰,细度3000—4000,石质软,切削能力中等。
7.内昙地砥:京都地方出产,色浓灰,细度5000以上,石质硬,切削能力差。
(2)仕上砥——完成阶段用磨石。
1.刃艶:优质“内昙砥”切割成的小片。
2.地艶砥:京都地方出产的“鸣滝砥”切割而成,黄色与灰绿色,质地硬。
三、研磨工艺介绍
刀剑研磨可分为“下地研”和“仕上研”。
“下地研”既是用砥石对刀剑的基础整形研磨;“仕上研”既是对刀剑的精细研磨,从而进一步美化刀身的工序。
下面的研磨工艺介绍,是基于本阿弥家的本阿弥流展开的。
本阿弥家始祖妙本是南北朝时代的,他们家世代侍奉足利家、丰臣家、德川家,进行日本刀研磨、鉴定工作,其中的本阿弥光悦最为有名。
四、研磨工程
刀身有70%的原磨,中直刃,地基不明,腰反较大身姿优美,因年久缺乏保养局部有较大锈蚀;近鎺处一侧有豁口。
金刚砥修整豁口,研磨起始砥石备水。
第一阶段下地研
一、金刚砥修整豁口
二、
三、
二、因备水、改正、中、细名仓砥都有天然和人造之分,为了能更直观的区别内在诧异,在研磨此刀时这几道砥石都分别用了天然石与人造石来研磨拍照。
备水砥(天然)
备水砥(人造)
改正砥(天然)
改正砥(人造)
中名仓(天然)
中名仓(人造)
细名仓(天然)
细名仓(人造)
三、刀剑研磨效果对比
1、备水砥(天然)
2、备水砥(人造)
3、改正砥(天然)
4、改正砥(人造)
5、中名仓(天然)
6、中名仓(人造)
7、细名仓(天然)
8、细名仓(人造)
光亮如镜(经过此砥石研磨,刀身可以达到镜面效果)
四、备水、改正、中名仓、细名仓的天然砥石与人造砥石对比图片大家已经看到了,我来说说这
几种天然砥石和人造砥石的优缺点
1、天然砥石:
优点——研磨出的痕迹细腻,容易进入下一道砥石的研磨;研磨过程中刀身不易生锈;软硬细度各异可挑选。
缺点——切削能力较差,费时费力;从石头中崩出的杂质容易伤刀。
2、人造砥石:
优点——切削能力较高;无杂质;细度均匀。
缺点——研磨过程中极易生锈;因切削能力强,使用不得当容易造成研磨过度。
注:以上观点只是天然砥石和人造砥石的基础对比,但在研磨过程中因每把刀剑都有不同,所以选取相适应的砥石是很重要的。
四、内昙刃砥
五、
六、
七、巣板砥(可替代内昙砥刃砥,但还有不同)
八、
九、
七、内昙地砥(至此下地研结束)
第二阶段仕上研一、刃艳地艳
1、刃艶
2、在刃艶后面贴上和纸后使用,磨成约1平方公分的薄片以姆指腹部按在刃上研磨。
3、
4、
2、地艶
此工程分为下地艶、上地艶,因为地艶较硬,用它的时候需要小心,以免把划伤刀剑。
二、拭い
擦拭所用的液体也因刀的不同而更换配料。
拭的工作既是让地发黑发亮,使刀剑更加美观漂亮,还有一点就是经过拭后刀剑相对来讲也不容易生锈。
三、磨き
用专用的研棒把镐地和栋磨亮,产生镜面的效果,此工程分为下磨き和上磨き。
四、刃取り
刃艶修整成圆形,此工程是要把刃从刀身中体现出来,并不是说想把刃怎么做都可以的,直刃就是直刃,乱刃就是乱刃,绝对不能把直刃作成乱刃,总之还是要依据真实的刃纹走向来做刃取这个工作。
但这其中也夹杂着研磨师的爱好和个人特点,所以说这个工程是最能体现研磨师的技术和个性。
五、切先研磨
1、横手
横手的位置一定要找准确,如稍有不慎就要退回到下地研的最后一道工序,重新来过。
2、切先
至此研磨结束,工作历时20天。