折弯压力计算
板材折弯的计算公式
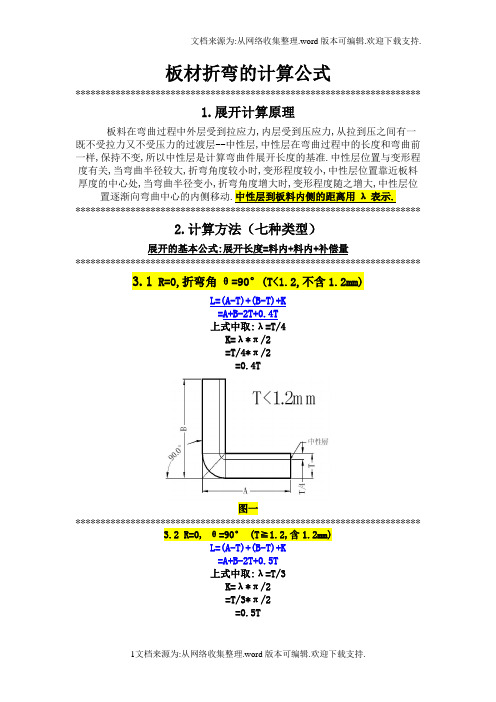
板材折弯的计算公式*********************************************************************1.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.2.计算方法(七种类型)展开的基本公式:展开长度=料内+料内+补偿量*********************************************************************3.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*********************************************************************3.2 R=0, θ=90° (T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*********************************************************************3.3 R≠0 θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*********************************************************************3.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*********************************************************************3.5 R≠0 θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R图5*********************************************************************3.6 “Z”型折1.(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(考虑到折弯冲子的强度)L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6******************************************************************************************************************************************3.7 “Z”型折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图七*********************************************************************。
sw折弯系数表 k因子
sw折弯系数表 k因子SW折弯系数表 K因子引言在金属加工中,折弯是一种常见的加工方法。
在进行折弯时,材料会受到应力和变形,这可能会导致零件变形或破裂。
为了避免这种情况的发生,需要计算出正确的折弯参数。
其中一个重要的参数是SW折弯系数表K因子。
什么是SW折弯系数表?SW折弯系数表是一种用于计算金属板材在压力下变形程度的工具。
该表基于Society of Manufacturing Engineers(SME)研究小组开发的公式,并由SolidWorks公司推出。
它可以帮助制造商确定正确的折弯角度和半径,并确保零件不会受到过度应力或变形。
如何使用SW折弯系数表?要使用SW折弯系数表,需要知道以下信息:- 材料类型- 板材厚度- 折弯角度- 折弯半径根据这些信息,在SW折弯系数表中查找相应的K因子值。
然后,将K因子值与以下公式结合使用来计算所需的压力:P = K * S * T / R其中:P = 压力(单位:牛顿)K = SW折弯系数表中的K因子S = 材料的拉伸强度(单位:帕斯卡)T = 板材厚度(单位:毫米)R = 折弯半径(单位:毫米)计算出所需的压力后,就可以确定所需的折弯力和机器设置。
SW折弯系数表的优点使用SW折弯系数表具有以下优点:1. 准确性:SW折弯系数表基于科学公式,可以提供准确的结果。
2. 方便性:SW折弯系数表易于使用,只需要输入几个参数即可。
3. 经济性:通过正确计算折弯参数,可以避免材料浪费和零件破裂等问题,从而节约成本。
4. 适用性:SW折弯系数表适用于各种不同类型和厚度的金属板材。
注意事项在使用SW折弯系数表时,需要注意以下事项:1. SW折弯系数表只适用于单向加工。
如果需要进行多向加工,则需要进行额外计算。
2. SW折弯系数表中列出了大量不同类型和厚度的材料。
如果要使用非标准材料,则需要进行额外计算。
3. 技术人员应该根据机器和材料的特性进行调整,以确保结果的准确性。
折弯知识汇总(一定要收藏)
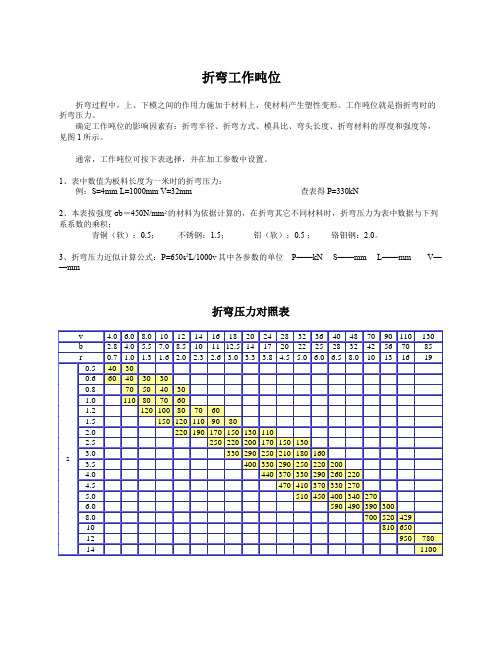
折弯知识汇总(⼀定要收藏)来源⽹络如有侵权请联系我们!A.折弯机⼯作吨位的计算折弯过程中,上、下模之间的作⽤⼒施加于材料上,使材料产⽣塑性变形。
⼯作吨位就是指折弯时的折弯压⼒。
确定⼯作吨位的影响因素有:折弯半径、折弯⽅式、模具⽐、弯头长度、折弯材料的厚度和强度等,见图1所⽰。
通常,⼯作吨位可按下表选择,并在加⼯参数中设置。
1、表中数值为板料长度为⼀⽶时的折弯压⼒:例:S=4mm L=1000mm V=32mm 查表得 P=330kN2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压⼒为表中数据与下列系系数的乘积; 青铜(软):0.5; 不锈钢:1.5; 铝(软):0.5 ; 铬钼钢:2.0。
3、折弯压⼒近似计算公式:P=650s2L/1000v其中各参数的单位 P——kN S——mm L ——mm V——mm折弯压⼒对照表B.钣⾦件折弯中常遇到的问题1常⽤折弯模具常⽤折弯模具,如下图。
为了延长模具的寿命,零件设计时,尽可能采⽤圆⾓。
过⼩的弯边⾼度,即使⽤折弯模具也不利于成形,⼀般弯边⾼度L≥3t(包括壁厚)。
台阶的加⼯处理办法⼀些⾼度较低的钣⾦Z形台阶折弯,加⼯⼚家往往采⽤简易模具在冲床或者油压机上加⼯,批量不⼤也可在折弯机上⽤段差模加⼯,如下图所⽰。
但是,其⾼度H不能太⾼,⼀般应该在(0~1.0)t,如果⾼度为(1.0~4.0)t,要根据实际情况考虑使⽤加卸料结构的模具形式。
这种模具台阶⾼度可以通过加垫⽚进⾏调整,所以,⾼度H是任意调节的,但是,也有⼀个缺点,就是长度L尺⼨不易保证,竖边的垂直度不易保证。
如果⾼度H尺⼨很⼤,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。
由于精度要求较⾼,折弯形状不规则,通信设备的钣⾦折弯⼀般⽤数控折弯机折弯,其基本原理就是利⽤折弯机的折弯⼑(上模)、V形槽(下模),对钣⾦件进⾏折弯和成形。
优点:装夹⽅便,定位准确,加⼯速度快;缺点:压⼒⼩,只能加⼯简单的成形,效率较低。
折弯参数的计算及相关问题

6.1 展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示。
一般情况取λ=t/3。
机柜、机箱应在数控折弯机折弯,当要求精度不高件在普通折弯机上折弯时,质检可按GB/T1804 -92C级验收。
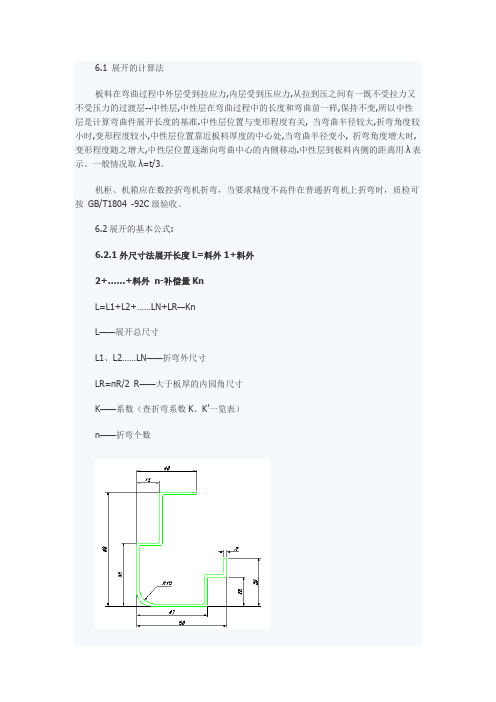
6.2展开的基本公式:6.2.1外尺寸法展开长度L=料外1+料外2+……+料外n-补偿量KnL=L1+L2+……LN+LR—KnL——展开总尺寸L1、L2……LN——折弯外尺寸LR=πR/2 R——大于板厚的内园角尺寸K——系数(查折弯系数K、K’一览表)n——折弯个数6.2.1.2 板材K系数见“折弯系数K一览表”6.2.1.3折弯尺寸计算范例用展开尺寸经验公式计算机柜立柱展开尺寸:L=L1+L2+…+LN+LR-knL1---L2折弯外尺寸LR=ЛR/2 R为(内缘半径+ t /3)n为折弯半径小于板厚的折弯个数t=板厚k为每折一个弯减去值(查表)L=25+17+42+(50-10-2)+Л×(10+t /3)/2+(47-10-2)+15+25+15-3.34×6=208.71由于折弯刀长期使用造成磨损, 故取r=0.6mm;折弯下模槽宽采用5T(5*板厚);当R=r=0.6mm时,则n=7L=25+17+42+50+47+15+25+15-3.34×7=212.626.2.1.3压死边折弯系数K= 0.43 t6.2.2内尺寸法展开长度=料内+料内+补偿量6.2.2.1折弯尺寸计算范例用展开尺寸经验公式计算机柜立柱展开尺寸:L=L1+L2+…+LN+LR+k’nL1---L2折弯内尺寸LR=ЛR/2 R为(内缘半径+ t /3)n为折弯半径小于板厚的折弯个数t=板厚k’为每折一个弯的补偿值(查表)L=23+13+38+(50-10-2-2)+Л×(10+t /3)/2 +(47-10-2-2)+11+21+13+0.66×6=208.71由于折弯刀长期使用造成磨损, 故取r=0.6mm;折弯下模槽宽采用5T(5*板厚)6.2.2.2各种折弯情况按内尺寸细解表一般折弯1:(R=0, θ=90°)L=A+B+K1. 当0¢T£0.3时, K’=02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS等)a. 当0.3¢T¢1.5时, K’=0.4Tb. 当1.5£T¢2.5时, K’=0.35Tc. 当T/2.5时, K’=0.3T3. SUS T>0.3 K’=0.25T4.对于其它有色金属材料如AL,CU:当T$0.3时, K’=0.5T一般折弯2: (R≠0 θ=90°)L=A+B+K’K值取中性层弧长1. 当T¢1.5 时K’=0.5T2. 当T/1.5时K’=0.4T注:当用折弯刀加工时R£2.0, R=0°处理一般折弯3 (R=0 θ≠90°)L=A+B+K’1. 当T£0.3 时K’=02. 当T$0.3时K’=(u/90)*K注: K为90∘时的补偿量一般折弯(R≠0 θ≠90°)L=A+B+ K’1. 当T¢1.5 时K’=0.5T2. 当T/1.5时K’=0.4TK值取中性层弧长注: 当R¢2.0, 且用折刀加工时, 则按R=0来计算, A﹑B依倒零角后的直边长度取值Z折1(直边段差).1. 当H/5T时, 分两次成型时,按两个90°折弯计算2. 当H¢5T时, 一次成型, L=A+B+KK值依附件中参数取值Z折2(非平行直边段差).展开方法与平行直边Z折方法相同(如上栏),高度H取值见图示Z折3(斜边段差).1. 当H¢2T时j当θ≦70∘时,按Z折1(直边段差)的方式计算, 即: 展开长度=展开前总长度+K (此时K’=0.2)k当θ>70∘时完全按Z折1(直边段差)的方式计算2. 当H/2T时, 按两段折弯展开(R=0 θ≠90°).Z折4(过渡段为两圆弧相切):1. H≦2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≦0.5时取S=100%T0.5<t< p="" style="word-break: break-all; "></t<>T≧0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与沙拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.43T(K’=0.43 T)1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折1. 当N折加工方式为垫片反折压平, 则按L=A+B+K 计算, K值依附件中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯(R≠0 θ≠90°)”如果折弯处为直边(H段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法另行通知,其直壁部分按90°折弯展开附件一:常见展开标准数据1. 直边段差展开系数2. N折展开系数6.3.2.折床的加工工艺参数:折床使用的下模V槽通常为5TV,如果使用5T-1V则折弯系数也要相应加大, 如果使用5T+1V则折弯系数也要相应减见折床折弯系数一览表)折弯系数一览表材质料厚折弯系数5 T V(外尺寸)5T V(内尺寸)5T-1V(内尺寸)5T+1V (内尺寸)(2- k)* T =K k* T=K’k* T=K’k* T =K’A L 1.0 1.62*1.0=1.620.38*1.=0.380.5*1.0=0.50.25*1.0=0.251.5 1.64*1.5=2.460.36*1.5 (7V)=0.540.36*1.5=0.540.347*1.5=0.522.0 1.6*2.0 =3.20.4*2.0(10V)=0.80.47*2.0 (8V)=0.940.4*2.0 (12V)=0.82.5 1.6*2.5 =4.00.4*2.5(12V)=1.00.48*2.5 (10V)=1.20.41*2.5(14V)=1.033.0 1.6*3.0 =4.80.4*3.0(12V)=1.20.48*3.0 (10V)=1.440.41*3.0(14V)=1.23S US 0.6 1.8*0.6 =1.10.2*0.6=0.120.416*0.6=0.250.8 1.8*0.8=1.440.2*0.8=0.160.3*0.8=0.240.05*0.8=0.041.0 1.79*1.0 =1.80.21*1.=0.210.316*1.0=0.320.042*1.0=0.0421.2 1.83*1.2 =2.20.17*1.2=0.20.33*1.2=0.40.1*1.2=0.121.5 1.82*1.5=2.730.18*1.5 (7 V)=0.272.0 1.78*2.0=3.560.22*2.0 (10V)=0.440.36*2.0 (8V)=0.720.07*2.0(12V)=0.14S PCC 0.8 1.6*0.8=1.280.4*0.8=0.320.46*0.8=0.370.25*0.8=0.21.0 1.65*1.0=1.650.35*1.=0.350.46*1.0=0.460.28*1.0=0.281.2 1.65*1.2=2.0.35*1.2=0.420.466*1.2=0.560.23*1.2=0.281.5 1.65*1.5 =2.50.353*1.5 (7V)=0.530.453*1.5=0.680.24*1.5=0.362.0 1.67*2.0=3.340.33*2.0 (10V)=0.660.5*2.0 (8V)=1.00.19*2.0(12V)=0.382.3 1.7*2.3=3.910.3*2.3(12V)=0.692.5 1.65*2.5 =4.10.35*2.5 (12V)=0.886.3.3 折弯的加工范围:6.3.3.1折弯线到边缘的距离大于V槽的一半.如1.0mm的材料使用4V的下模则最小距离为2mm.下表为不同料厚的最小折边:料厚折弯角度90°料厚折弯角度90°最小折边V槽规格最小折边V槽规格0.1~0.4 3.5 4V1.5~1.65.5 8V0.4~0.6 3.5 4V1.7~2.6.5 10V0.7~0.9 3.5 4V2.1~2.57.5 12V0.9~1.0 4.5 6V2.6~3.29.5 16V1.1~1.2 4.5 6V3.3~3.514.5 25V1.3~1.4 5 7V3.5~4.516.0 32V注:①如折边料内尺寸小于上表中最小折边尺寸时,折床无法以正常方式加工,此时可将折边补长至最小折边尺寸,折弯后再修边,或考虑模具加工。
钢材折弯计算公式

1 目的统一展开计算方法,做到展开的快速准确•2适用范围五金模厂3展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样, 保持不变,所以中性层是计算弯曲件展开长度的基准•中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动•中性层到板料内侧的距离用入表示•4计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1 R=0,折弯角9 =90° (T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:入=T/4K=X * n /2=T/4* n /2=0.4T图一*****************************************图二*****************************************4.2 R=0, 9 =90°L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:入=T/3K=X * n /2 (T 三 1.2,含 1.2mm) =T/3* n /2=0.5T T>=L2m mQQ4.3 R 工0 9 =90°L=(A-T-R)+(B-T-R)+(R+ 入)* n 12 (二A+B-2T-2R+(R+T/3)* n /2)当R三5T时入=T/2仃三R <5T 入=T/30 < R <T 入=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)■ ------------ A --------------- ■*****************************************4.4 R=0 8工90°入=T/3L=[A-T*ta n( a/2)]+[B-T*ta n(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************4.5 R 工0 8工90°L=[A-(T+R)* tan (a/2)]+[B -(T+R)*tan(a/2)]+(R+ 入)*a 当R三5T时入=T/2 仃三R <5T 入=T/30 < R <T 入=T/4图5*****************************************4.6 Z 折1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C三5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=X * a ( a =90度时,a =n 12、入=T/3 如上)】⑵当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C三3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7 Z 折2.C三3T时<一次成型>:L=A-T+C+B+D+K—A ------- ~图7***************************************** 冲压展开原理(续上)4.8抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD 四边形面 积=GFEA 所围成的面积.一般抽孔高度不深取H=3P(P 为螺纹距离),R=EF 见图••• T*AB=(H -EF)*EF+ n *(EF)2/4••• AB={H*EF+( n /4-1)*EF2}/T•••预冲孔孔径=D - 2ABT 三 0.8 时,取 EF=60%T.在料厚T<0.8时,EF 的取值请示上级.*****************************************4.9方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax ),直边部展开与弯曲一致,圆角处展开E F- ------------- D ----------------按保留抽高为H=HmaX勺大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H三Hmax直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.当R三4MM寸:材料厚度T=1.2~1.4 取Hmax =4T材料厚度T=0.8~1.0 取Hmax =5T材料厚度T=0.7~0.8 取Hmax =6T材料厚度T三0.6取Hmax =8T当R<4MM^,请示上级.*****************************************4.10压缩抽形1 (Rd三1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd三1.5T时,求D值计算公式如下:D/2=[( r+T/3)2+2( r+T/3)*(h+T/3)]1/2PB图10*****************************************4.11 压缩抽形2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T 时:l按相应折弯公式计算.D/2={(r+T/3)2+2( r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[( r+T/3)+0.16*(Rd-2T/3)]}1/2图11***************************************** 4.12卷圆压平图(a):展开长度L=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90。
折弯参数的计算及相关问题
6.1 展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示。
一般情况取λ=t/3。
机柜、机箱应在数控折弯机折弯,当要求精度不高件在普通折弯机上折弯时,质检可按GB/T1804 -92C级验收。
6.2展开的基本公式:6.2.1外尺寸法展开长度L=料外1+料外2+……+料外n-补偿量KnL=L1+L2+……LN+LR—KnL——展开总尺寸L1、L2……LN——折弯外尺寸LR=πR/2 R——大于板厚的内园角尺寸K——系数(查折弯系数K、K’一览表)n——折弯个数6.2.1.2 板材K系数见―折弯系数K一览表‖6.2.1.3折弯尺寸计算范例用展开尺寸经验公式计算机柜立柱展开尺寸:L=L1+L2+…+LN+LR-knL1---L2折弯外尺寸LR=ЛR/2 R为(内缘半径+ t /3)n为折弯半径小于板厚的折弯个数t=板厚k为每折一个弯减去值(查表)L=25+17+42+(50-10-2)+Л×(10+t /3)/2+(47-10-2)+15+25+15-3.34×6=208.71由于折弯刀长期使用造成磨损, 故取r=0.6mm;折弯下模槽宽采用5T(5*板厚);当R=r=0.6mm时,则n=7L=25+17+42+50+47+15+25+15-3.34×7=212.626.2.1.3压死边折弯系数K= 0.43 t6.2.2内尺寸法展开长度=料内+料内+补偿量6.2.2.1折弯尺寸计算范例用展开尺寸经验公式计算机柜立柱展开尺寸:L=L1+L2+…+LN+LR+k’nL1---L2折弯内尺寸LR=ЛR/2 R为(内缘半径+ t /3)n为折弯半径小于板厚的折弯个数t=板厚k’为每折一个弯的补偿值(查表)L=23+13+38+(50-10-2-2)+Л×(10+t /3)/2 +(47-10-2-2)+11+21+13+0.66×6 =208.71由于折弯刀长期使用造成磨损, 故取r=0.6mm ;折弯下模槽宽采用5T (5*板厚) 6.2.2.2各种折弯情况按内尺寸细解表一般折弯1:(R=0, θ=90°) L=A+B+K1. 当0¢T£0.3时, K’=02. 对于铁材:(如GI,SGCC,SECC,CRS,SPTE, SUS 等) a. 当0.3¢T¢1.5时, K’=0.4T b. 当1.5£T¢2.5时, K’=0.35T c. 当 T/2.5时, K’=0.3T3. SUS T>0.3 K’=0.25T4.对于其它有色金属材料如AL,CU: 当 T$0.3时, K’=0.5T一般折弯2: (R ≠0 θ=90°) L=A+B+K’ K 值取中性层弧长 1. 当T¢1.5 时 K’=0.5T 2. 当T/1.5时 K’=0.4T注:当用折弯刀加工时 R£2.0, R=0°处理一般折弯3 (R=0 θ≠90°) L=A+B+K’1. 当T£0.3 时 K’=02. 当T$0.3时 K’=(u/90)*K 注: K 为90∘时的补偿量一般折弯 (R≠0 θ≠90°) L=A+B+ K’1. 当T¢1.5 时 K’=0.5T2. 当T/1.5时 K’=0.4T K 值取中性层弧长注: 当R¢2.0, 且用折刀加工时, 则按R=0来计算, A ﹑B 依倒零角后的直边长度取值Z 折1(直边段差).1. 当H/5T 时, 分两次成型时,按两个90°折弯计算2. 当H¢5T 时, 一次成型, L=A+B+K K 值依附件中参数取值Z 折2(非平行直边段差).展开方法与平行直边Z 折方法相同(如上栏),高度H 取值见图示Z 折3(斜边段差). 1. 当H¢2T 时j 当θ≦70∘时,按Z 折1(直边段差)的方式计算, 即: 展开长度=展开前总长度+K (此时K’=0.2)k 当θ>70∘时完全按Z 折1(直边段差)的方式计算2. 当H/2T时, 按两段折弯展开(R=0 θ≠90°).Z折4(过渡段为两圆弧相切):1. H≦2T 段差过渡处为非直线段为两圆弧相切展开时,则取两圆弧相切点处作垂线,以保证固定边尺寸偏移以一个料厚处理,然后按Z折1(直边段差)方式展开2. H>2T,请示后再行处理抽孔抽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;一般抽孔,按下列公式计算, 式中参数见右图(设预冲孔为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S按下列原则取值:T≦0.5时取S=100%T0.5<t< p="" style="word-break: break-all; "></t<>T≧0.8时取S=65%T一般常见抽牙预冲孔按附件一取值2. 若抽孔用来铆合, 则取S=50%T, H=T+T’+0.4 (注: T’是与之相铆合的板厚, 抽孔与沙拉孔之间隙为单边0.10~0.15)3. 若原图中抽孔未作任何标识与标注, 则保证抽孔后内外径尺寸;4. 当预冲孔径计算值小于1.0时, 一律取1.0反折压平L= A+B-0.43T(K’=0.43 T)1. 压平的时候,可视实际的情况考虑是否在折弯前压线,压线位置为折弯变形区中部;2. 反折压平一般分两步进行V折30°反折压平故在作展开图折弯线时, 须按30°折弯线画, 如图所示: N 折1. 当N 折加工方式为垫片反折压平, 则按 L=A+B+K 计算, K 值依附件中参数取值.2. 当N 折以其它方式加工时, 展开算法参见 ―一般折弯(R≠0 θ≠90°)‖ 如果折弯处为直边(H 段),则按两次折弯成形计算:L=A+B+H+2K (K=90∘展开系数)备注:a.标注公差的尺寸设计值:取上下极限尺寸的中间值作设计标准值.b.对于方形抽孔和外部包角的展开,其角部的处理方法另行通知,其直壁部分按90°折弯展开 附件一:常见展开标准数据 1. 直边段差展开系数2. N 折展开系数6.3.2.折床的加工工艺参数:折床使用的下模V槽通常为5TV,如果使用5T-1V则折弯系数也要相应加大, 如果使用5T+1V则折弯系数也要相应减见折床折弯系数一览表)折弯系数一览表材质料厚折弯系数5 T V(外尺寸)5T V(内尺寸)5T-1V(内尺寸)5T+1V (内尺寸)(2- k)* T =K k* T=K’k* T=K’k* T =K’A L 1.0 1.62*1.0=1.620.38*1.=0.380.5*1.0=0.50.25*1.0=0.251.5 1.64*1.5=2.460.36*1.5 (7V)=0.540.36*1.5=0.540.347*1.5=0.522.0 1.6*2.0 =3.20.4*2.0(10V)=0.80.47*2.0 (8V)=0.940.4*2.0 (12V)=0.82.5 1.6*2.5 =4.00.4*2.5(12V)=1.00.48*2.5 (10V)=1.20.41*2.5(14V)=1.033.0 1.6*3.0 =4.80.4*3.0(12V)=1.20.48*3.0 (10V)=1.440.41*3.0(14V)=1.23S US 0.6 1.8*0.6 =1.10.2*0.6=0.120.416*0.6=0.250.8 1.8*0.8=1.440.2*0.8=0.160.3*0.8=0.240.05*0.8=0.041.0 1.79*1.0 =1.80.21*1.=0.210.316*1.0=0.320.042*1.0=0.0421.2 1.83*1.2 =2.20.17*1.2=0.20.33*1.2=0.40.1*1.2=0.121.5 1.82*1.5=2.730.18*1.5 (7 V)=0.272.0 1.78*2.0=3.560.22*2.0 (10V)=0.440.36*2.0 (8V)=0.720.07*2.0(12V)=0.14S PCC 0.8 1.6*0.8=1.280.4*0.8=0.320.46*0.8=0.370.25*0.8=0.21.0 1.65*1.0=1.650.35*1.=0.350.46*1.0=0.460.28*1.0=0.281.2 1.65*1.2=2.0.35*1.2=0.420.466*1.2=0.560.23*1.2=0.281.5 1.65*1.5 =2.50.353*1.5 (7V)=0.530.453*1.5=0.680.24*1.5=0.362.0 1.67*2.0=3.340.33*2.0 (10V)=0.660.5*2.0 (8V)=1.00.19*2.0(12V)=0.382.3 1.7*2.3=3.910.3*2.3(12V)=0.692.5 1.65*2.5 =4.10.35*2.5 (12V)=0.886.3.3 折弯的加工范围:6.3.3.1折弯线到边缘的距离大于V槽的一半.如1.0mm的材料使用4V的下模则最小距离为2mm.下表为不同料厚的最小折边:料厚折弯角度90°料厚折弯角度90°最小折边V槽规格最小折边V槽规格0.1~0.4 3.5 4V1.5~1.65.5 8V0.4~0.6 3.5 4V1.7~2.6.5 10V0.7~0.9 3.5 4V2.1~2.57.5 12V0.9~1.0 4.5 6V2.6~3.29.5 16V1.1~1.2 4.5 6V3.3~3.514.5 25V1.3~1.4 5 7V3.5~4.516.0 32V注:①如折边料内尺寸小于上表中最小折边尺寸时,折床无法以正常方式加工,此时可将折边补长至最小折边尺寸,折弯后再修边,或考虑模具加工。
折弯机吨位与V槽与最小翻边以及理论计算公式

折弯机吨位与V槽与最小翻边以及理论计算公式折弯工作吨位折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。
工作吨位就是指折弯时的折弯压力。
确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。
通常,工作吨位可按下表选择,并在加工参数中设置。
1、表中数值为板料长度为一米时的折弯压力:例:S=4mm L=1000mm V=32mm 查表得P=330kN2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积;青铜(软):0.5;不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。
3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位P——kN S——mm L——mm V——mm折弯压力对照表v 4.0 6.0 8.0 10 12 14 16 18 20 24 28 32 36 40 48 70 90 110 130b 2.8 4.0 5.5 7.0 8.5 10 11 12.5 14 17 20 22 25 28 32 42 56 70 85r 0.7 1.0 1.3 1.6 2.0 2.3 2.6 3.0 3.3 3.8 4.5 5.0 6.0 6.5 8.0 10 13 16 19s 0.5 40 300.6 60 40 30 300.8 70 50 40 301.0 110 80 70 601.2 120 100 80 70 601.5 150 120 110 90 802.0 220 190 170 150 130 1102.5 250 220 200 170 150 1303.0 330 290 250 210 180 1603.5 400 330 290 250 220 2004.0 440 370 330 290 260 2204.5 470 410 370 330 2705.0 510 450 400 340 2706.0 590 490 390 3008.0 700 520 42910 810 65012 950 780 14 1100这是我在一家钣金加工厂的经验值,但是如果开模具的话,其折弯边最小值还可以更小(所用的数控折弯机型号为AMADA-RG-100(NC9)。
钣金折弯计算公式

展开的计算法板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关, 当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小, 折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.展开的基本公式:展开长度=料内+料内+补偿量钣金件展开尺寸计算方法(2008-10-05 19:47:43)标签:钣金件 b-2 系数中性面 caxa 教育只有通用的原理,就是中性面没有变化,但是实际生产过程中一般按经验公式计算第一种方法是剪一个一百宽的料,用折弯机这一道弯,记住板厚。
加减系数便出来了,试三次取中数即可。
这是最简便的方法。
可以学习PROE。
CAXA软件,哪里有自动展开功能。
不过系数还要靠前面试出来。
由公式可以计算,不过不好记,给大家列一个常用系数吧板厚系数(毫米)1,1.6-1.8。
1.5,2.4-2.6。
2.0,3.3-3.5。
2.5,4.2-4.53.0,5.0-5.3 。
(系数会随你折弯下摸所用的槽宽的大小变化)仅供参考。
公式的话L=pa/2*r+y*T比较准确。
用catial三维软件构造,软件本身有展开的功能展开尺寸-L;折弯角-β;厚度-T;半径-R1。
0°≤β≤90°L=A+B-2(R+T)+(R+T/3)*(180-β)∏/1802.β=90°L=A+B-0.429R-1.47T3.90°≤β≤150°L=A+B-2(R+T)tan[(180-β)/2]+(R=T/2)(180-β)∏/1804.150°≤β≤180°L=A+B折弯参数表材质板厚折弯系数标准下模特殊折弯尺寸(最小值)板厚T 折弯系数Y因子铁板(SPCC、SECC)T=0.5 0.9 V4 A=3.0 B=4.5 0.50.9 1.0584074T=0.8 1.4 V4 A=3.2 B=5 0.8 1.40.786504625T=1.0 1.7 V6 A=3.5 B=5.4 1 1.70.7292037T=1.2 1.9 V6 A=4.2 B=6.4 1.2 1.90.774336417T=1.5 2.5 V8 A=4.8 B=7.3 1.5 2.50.619469133T=2.0 3.4 V12 A=6 B=9.2 2 3.40.51460185T=2.5 4.3 V16 A=9.0 B=12.2 2.5 4.30.45168148T=3.0 5.1 V16 A=9.6 B=12.9 3 5.10.4430679T=4.0 6.5 V16 A=16.8 B=21.3 4 6.50.482300925#DIV/0!铝板(AL)T=0.5 0.8 V4 A=2.9 B=4.4 0.50.8 1.2584074T=0.8 1.2 V4 A=3.1 B=4.9 0.8 1.21.036504625T=1.0 1.6 V6 A=3.3 B=5.3 1 1.60.8292037T=1.2 1.9 V8 A=3.5 B=5.7 1.2 1.90.774336417T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.30.752802467T=2.0 3.2 V12 A=6 B=9.1 2 3.20.61460185T=2.5 4.1 V16 A=8.9 B=12.1 2.5 4.10.53168148T=3.0 5 V16 A=9 B=12.8 3 50.476401233T=4.0 6.3 V16 A=16.5 B=21.2 4 6.30.532300925#DIV/0!铜板(CU) T=0.5 0.8 V4 A=2.9 B=4.4 0.50.8 1.2584074T=0.8 1.3 V4 A=3.2 B=5.0 0.8 1.30.911504625T=1.0 1.7 V6 A=3.4 B=5.4 1 1.70.7292037T=1.2 2 V8 A=3.5 B=5.8 1.2 20.691003083T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.30.752802467T=2.0 3.3 V12 A=6 B=9.2 2 3.30.56460185T=2.5 4.2 V16 A=8.6 B=12.2 2.5 4.20.49168148T=3.0 5 V16 A=9 B=12.8 3 50.476401233T=4.0 6.3 V16 A=16.5 B=21.2 4 6.30.532300925。
折弯机吨位与V槽与最小翻边以及理论计算公式.概要
折弯工作吨位折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。
工作吨位就是指折弯时的折弯压力。
确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。
通常,工作吨位可按下表选择,并在加工参数中设置。
1、表中数值为板料长度为一米时的折弯压力:例:S=4mm L=1000mm V=32mm 查表得 P=330kN2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积;青铜(软):0.5;不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。
3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位P——kN S——mm L——mm V——mm折弯压力对照表这是我在一家钣金加工厂的经验值,但是如果开模具的话,其折弯边最小值还可以更小(所用的数控折弯机型号为AMADA-RG-100(NC9)。
最小折弯边尺寸:单折边:料厚 T<=0.8 Lmin=3.5T=1.0 Lmin=4.5T=1.2 Lmin=5.0T=1.5 Lmin=6.0T=2.0 Lmin=7.5Z折边:料厚 T<=0.8 Lmin1=4.5 Lmin2=3.5T=1.0 Lmin1=6.0 Lmin2=4.5 T=1.2 Lmin1=6.5 Lmin2=5.0T=1.5 Lmin1=7.5 Lmin2=6.0T=2.0 Lmin1=10.0 Lmin2=7.5做五金模的话是有计算公式的,详见图片所示!当折弯边太小时的一种处理方法!3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10。
全面的折弯系数及计算
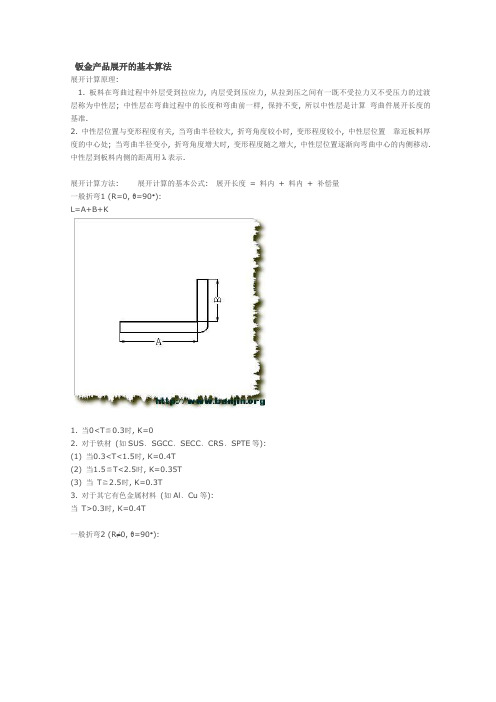
钣金产品展开的基本算法展开计算原理:1. 板料在弯曲过程中外层受到拉应力, 内层受到压应力, 从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层; 中性层在弯曲过程中的长度和弯曲前一样, 保持不变, 所以中性层是计算弯曲件展开长度的基准.2. 中性层位置与变形程度有关, 当弯曲半径较大, 折弯角度较小时, 变形程度较小, 中性层位置靠近板料厚度的中心处; 当弯曲半径变小, 折弯角度增大时, 变形程度随之增大, 中性层位置逐渐向弯曲中心的内侧移动. 中性层到板料内侧的距离用λ表示.展开计算方法: 展开计算的基本公式: 展开长度= 料内+ 料内+ 补偿量一般折弯1 (R=0, θ=90°):L=A+B+K1. 当0<T≦0.3时, K=02. 对于铁材(如SUS﹑SGCC﹑SECC﹑CRS﹑SPTE等):(1) 当0.3<T<1.5时, K=0.4T(2) 当1.5≦T<2.5时, K=0.35T(3) 当T≧2.5时, K=0.3T3. 对于其它有色金属材料(如Al﹑Cu等):当T>0.3时, K=0.4T一般折弯2 (R≠0, θ=90°):L=A+B+K (K值取中性层弧长)1. 当T<1.5时, λ=0.5T2. 当T≧1.5时, λ=0.4T注: 当用折刀加工时:1. 当R≦2.0时, 按R=0处理.2. 当2.0<R<3.0时, 按R=3.0处理.3. 当R≧3.0时, 按原值处理.一般折弯3 (R=0, θ≠90°):L=A+B+K’1. 当T≦0.3 时, K’=02. 当T>0.3时, K’= (u / 90) * K 注: K为90°时的补偿量.一般折弯4 (R≠0 , θ≠90°):L=A+B+K (K值取中性层弧长) 1. 当T<1.5 时, λ=0.5T2. 当T≧1.5时, λ=0.4T注: 当用折刀加工时:1. 当R£2.0时, 按R=0处理.2. 当2.0<R<3.0时, 按R=3.0处理.3. 当R≧3.0时, 按原值处理.Z折1 (直边段差):1. 样品方式制作展开方法:(1) 当H/5T时, 分两次成型时, 按两个90°折弯计算.(2) 当H¢5T时, 一次成型, L=A+B+K注: K值依附件一中参数取值.1. 直邊段差展開系數一覽表2. 量产模具制作展开方法:(1) 当C≧5T时,一般分两次成型,按两个90°折弯计算.L=A-T+C-2T+B+2K(2) 当3T<C<5T时<一次成型>:L=A-T+C-2T+B+K(3) 当C≦3T时<一次成型>:L=A-T+C-2T+B+K/2注: K值取90°折弯变形区宽度.Z折2 (非平行直边段差):展开方法与平行直边Z折方法相同(如上栏), 高度H取值见图示.Z折3 (斜边段差):1. 当H<2T时:(1) 当θ≦70°时, L=A+B+C+K (此时K=0.2).(2) 当θ>70°时, 按Z折1 (直边段差) 的方式展开.2. 当H/2T时, 按两段折弯展开(R=0, θ≠90°)Z折4 (过渡段为两圆弧相切):1. H≦2T段差过渡处为非直线段两圆弧相切展开时, 取基体外侧两圆弧相切点处作垂线, 向内侧偏移一个料厚按图示处理, 然后按Z折1 (直边段差) 方式展开.2. H>2T, 请示后再按指示处理.反折压平:L= A+B-0.4T1. 压平的时候, 可视实际的情况考虑是否在折弯前压线, 压线位置为折弯变形区中部.2. 反折压平一般分两步进行:先V折30°, 再反折压平.故在作展开图折弯线时, 须按30°折弯线画, 如图所示:N折:1. 当N折加工方式为垫片反折压平, 则按L=A+B+K计算, K值依附件一中参数取值.2. 当N折以其它方式加工时, 展开算法参见“一般折弯4 (R≠0, θ≠90°)”.3. 如果折弯处为直边(H段), 则按两次折弯成形计算: L=A+B+H+2K (K值取90°折弯变形区宽度).4. N折展开系数T H 0.5 0.8 1.0 1.2 1.50.5 1.50 1.92 2.20 2.41 2.720.6 1.66 2.08 2.37 2.57 2.880.7 1.82 2.24 2.54 2.73 3.040.8 1.98 2.4 2.71 2.89 3.210.9 2.14 2.56 2.88 3.05 3.371.02.30 2.723.05 3.21 3.531.22.633.0 3.31 3.53 3.811.5 3.12 3.48 3.70 3.90 4.22抽孔与抽牙孔:抽孔尺寸计算原理为体积不变原理, 即抽孔前后材料体积不变; 一般抽孔, 按下列公式计算, 式中参数见右图(设预冲孔径为X, 并加上修正系数–0.1):1. 若抽孔为抽牙孔(抽孔后攻牙), 则S取值原则如下:(1) T≦0.5时, 取S=100%T(2) 0.5<T<0.8时, 取S=70%T(3) T≧0.8时取S=65%T注: 一般常见抽牙预冲孔按附件一取值.2. 常见抽牙预冲孔孔径一览表规格料厚M3 M3.5 M4 M5 #4-40 #6-32 #8-32T=0.8 1.6 1.3 1.2 1.2 1.2 1.3 1.0T=1.0 2.0 1.9 1.6 1.7 1.4 1.7 1.5T=1.2 2.2 2.3 2.1 2.1 1.6 2.2 2.0说明:1. 以上攻牙形式均为无屑式.2. 抽牙高度:一般均取H=3P,P为螺纹距离(牙距).2. 抽孔展开处理:2.1抽孔与色拉孔铆合时, 抽孔外径=色拉孔底孔孔径-0.3, 壁厚=0.5T (通常情况下)2.2若客户图纸上抽孔没标抽孔孔径尺寸, 展开时以下列情形处理:(1) 当T'≧0.7T时, 取T'=0.7T, 并保证抽孔内径.(2) 当0.5T<T'<0.7T时,按原图抽孔内﹑外径取值.(3) 当T'≦0.5T时, 取T'=0.5T, 并保证抽孔外径.注: 若计算出的预冲孔孔径<1.0, 则取预冲孔径为1.0.方形抽孔(量产模具制作展开方法):当抽孔高度较高时(H>Hmax), 直边部展开与弯曲一致, 圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax) 直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.1. 当R≧4MM时:材料厚度T=1.2~1.4取Hmax =4T材料厚度T=0.8~1.0取Hmax =5T材料厚度T=0.7~0.8取Hmax =6T材料厚度T≦0.6取Hmax =8T2. 当R<4MM时,请示上级.注: 折床制作展开方法参照《产品展开工艺处理标准》压缩抽形(量产模具制作展开方法):直边部分按弯曲展开, 圆角部分按拉伸展开, 然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.1. 当Rd≦1.5T时, 求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/22. 当Rd>1.5T时:l按一般展开计算方法取值D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2注: 折床制作展开方法参照《产品展开工艺处理标淮》.Proe及SolidWorks鈑金展開中系數值材質T(厚度) @(折彎係數) R(內圓角值) DL(圓弧展開長度) PROE/Y係數PROE/K係數SECC 0.5 0.2 1.40 2.1717 1.3825SECC 0.6 0.2 1.60 2.1431 1.3643 SECC 0.8 1.5 0.2 0.50 0.2323 0.1479SECC 1.0 1.7 0.2 0.70 0.3858 0.2456 SECC 1.2 2.0 0.2 0.80 0.4049 0.2577 SECC 1.5 2.5 0.2 0.90 0.3906 0.2486 SECC 1.6 2.6 0.2 1.00 0.4287 0.2729 SECC 1.9 3.2 0.2 1.00 0.3610 0.2298SECC 2.0 3.40 0.3 1.20 0.3644 0.2320SECC 2.2 0.2 4.80 2.0390 1.2981 SECC 2.5 0.2 5.40 2.0343 1.2951 SECC 3.0 0.2 6.40 2.0286 1.2915AL1100 1.0 1.7 0.2 0.70 0.3858 0.2456AL1100 1.2 2.0 0.2 0.80 0.4049 0.2577AL1100 1.5 2.4 0.2 1.00 0.4572 0.2911AL1100 2.0 3.2 0.2 1.20 0.4429 0.2820 AL1100 2.5 4.0 0.2 1.40 0.4343 0.2765AL1100 3.0 0.2 6.40 2.0286 1.2915 SUS 0.8 1.50 0.20 0.50 0.2323 0.1479SUS 0.9 1.70 0.20 0.50 0.2065 0.1315SUS 1.0 1.9 0.2 0.50 0.1858 0.1183 SUS 1.05 2.00 0.2 0.50 0.1770 0.1127SUS 1.1 2.10 0.2 0.50 0.1689 0.1076SUS 1.15 2.15 0.2 0.55 0.2051 0.1306SUS 1.35 2.35 0.2 0.75 0.3228 0.2055SUS 1.5 2.7 0.2 0.70 0.2572 0.1638 SUS 1.8 3.2 0.2 0.80 0.2699 0.1718 SUS 2.0 3.6 0.2 0.80 0.2429 0.1546 SUS 2.5 0.2 5.40 2.0343 1.2951SUS 3.0 0.2 6.40 2.0286 1.2915備註:DL=2(T+R)-@ Y=(DL-Pi/2*R)/T K=Y*2/Pi 其中@为本厂折弯系数经验值(展开长度=外皮尺寸累加-N*@)钣金工艺专业术语按基本工艺顺序:1、剪料:指材料经过剪板机得到矩形工件的工艺过程。
钣金折弯人员必备知识
金折弯人员必备知识折弯中常遇见的问题作为一名钣金行业折弯机操作工来说,对一些基础知识必须要知道。
当然折弯操作工要会看工件图纸这是首要条件,同时在这个岗位工作经验也很重要。
折弯机械设备类型很多,但一些设备基本结构和工作原理也是要懂得。
对于在工作中折弯工艺的学习,首先应该从基础知识先了解。
1、折弯模具的选择折弯模具按折弯工艺分为标准模具和特殊折弯模具。
在标准的折弯情况下(直角和非直角折弯)折弯时一般都是用标准模具,折弯一些特殊的结构件(如:段差折弯、压死边等)时采用特殊模具。
另外折弯不同厚度板料时,对折弯下模具的开口尺寸“V”形槽尺寸选择有所不同。
一般所选用“V”形槽开口尺寸为板材厚度的6-10倍(0.5~2.6mm为6t、3~8mm为8t、9~10mm为10t、12mm以上为12t)。
当板材较薄时选择取向于小数,板材较厚时取向于大数。
如:折弯2mm板时可选用12mmV槽即可。
标准的折弯一般所弯的角度不小于90度,标准的折弯机模具上模和下模的尖角通常为88度。
在不标准的折弯情况下,可选择不同的上模具形状,可折弯板材不同的角度和形状。
若特殊的形状板金件,可要选择特殊的折弯模具成形折弯。
????? 特殊模具折弯图2、模具的分段通常折弯机模具标准长度为835mm一段,原则上只可折弯大尺寸的工。
如果将模具分割为长短不同的小段,通过不同的模具长度自由组合,就可方便于不同长短的盒形工件或箱体等折弯。
在行业内对折弯模具的分段有一个标准的分割尺寸,如:标准分割835分段:100(左耳),10,15,20,40,50,200,300,100(右耳)=835mm。
当然也可按用户的要求分割。
??????折弯模具分段图3、折弯力的计算如果我们要折弯一件比较大以及板材比较厚的板材时,先要了解所需的折弯吨位力。
那么我们可以通过计算得出折弯所需的吨位(建议工件折弯的所需压力在设备额定吨位的80%以内),通过计算我们也可确定折弯所需的吨位设备,模具V 槽合理的选择而对折弯力也有影响。
5mm铁板折弯系数
5mm铁板折弯系数【实用版】目录1.5mm 铁板折弯系数的概念2.5mm 铁板折弯系数的计算方法3.5mm 铁板折弯系数的影响因素4.5mm 铁板折弯系数的实际应用正文一、5mm 铁板折弯系数的概念5mm 铁板折弯系数是指在折弯过程中,铁板厚度为 5mm 时,所需要施加的压力与铁板宽度和长度的乘积之比。
它在工程设计、机械制造等领域具有重要意义,因为它直接影响到折弯效果和生产成本。
二、5mm 铁板折弯系数的计算方法5mm 铁板折弯系数的计算方法通常采用经验公式,即:折弯系数 = 压力 / (宽度×长度)其中,压力是指施加在铁板上的力,单位为牛顿(N);宽度和长度是指铁板的尺寸,单位为米(m)。
需要注意的是,折弯系数会受到材料性质、折弯角度等多种因素的影响,因此在实际应用中可能需要根据具体情况进行调整。
三、5mm 铁板折弯系数的影响因素1.材料性质:不同材料的弹性模量、泊松比等物理性质不同,因此折弯系数也会有所差异。
2.折弯角度:折弯角度越大,所需的折弯力越大,折弯系数也就越大。
3.折弯半径:折弯半径越小,所需的折弯力越大,折弯系数也就越大。
4.铁板宽度和长度:铁板宽度和长度的增大,会降低折弯系数。
四、5mm 铁板折弯系数的实际应用在实际工程中,5mm 铁板折弯系数常常用于预测和控制折弯过程中的压力分布,以保证折弯质量和效率。
例如,在汽车制造、船舶制造、桥梁建设等领域,合理利用 5mm 铁板折弯系数可以降低生产成本,提高产品性能。
综上所述,5mm 铁板折弯系数是一个重要的工程参数,对于折弯过程中的压力分布、生产成本等方面具有重要影响。
钣金圆弧折弯力的计算
钣金圆弧折弯力的计算全文共四篇示例,供读者参考第一篇示例:钣金加工是一种常见的工艺,其中圆弧折弯是钣金加工中常用的一种方式。
在进行圆弧折弯时,需要计算折弯力,以保证折弯的精度和质量。
下面我们来详细介绍钣金圆弧折弯力的计算方法。
钣金圆弧折弯力的计算要考虑多个因素,包括材料的性质、折弯的半径、板厚以及折弯角度等。
材料的性质是影响折弯力的主要因素之一。
通常来讲,材料的硬度越大,折弯时所需的力道就会越大。
而材料的强度也会影响折弯力,强度越高的材料,其折弯力也会相应增大。
另外一个影响折弯力的因素是折弯的半径。
半径越小,折弯时所需的力道就会越大。
因此在设计折弯时,要根据具体情况选择合适的半径,以降低折弯力,提高工作效率。
板厚也是影响折弯力的重要因素之一。
一般来说,板厚越大,折弯时所需的力道也会越大。
因此在进行折弯时,要考虑板厚对折弯力的影响,选择合适的工艺参数,以避免材料过度变形或者折弯不精确的问题。
对于钣金圆弧折弯力的计算,一般采用以下公式进行计算:F = K x L x TF 表示折弯力,单位为牛顿(N);K 是折弯力系数,根据材料的性质和折弯角度确定;L 表示折弯长度,即折弯线的长度;T 表示板厚,单位为米(m)。
在实际操作中,可以通过实验或者经验得到适合材料和工艺要求的折弯力系数,并结合具体情况计算折弯力。
同时还要注意在实际操作中,根据需要做好工装的设计,以减小折弯力,确保折弯的精度和质量。
钣金圆弧折弯力的计算是钣金加工中重要的一环,其准确性和合理性直接影响到折弯的效果和质量。
通过对材料性质、折弯半径、板厚和折弯角度等因素的合理考虑和计算,可以保证折弯过程中的稳定性和准确性,提高工作效率,降低成本,提高产品的质量。
希望以上内容能为大家对钣金圆弧折弯力的计算有所了解和帮助。
【字数超过2000字,如有需要,可以适当删减。
】第二篇示例:钣金加工是现代工业中常见的一种加工方法,其中圆弧折弯是钣金加工中常见的一种工艺。
折弯加工基础知识
冲压折弯
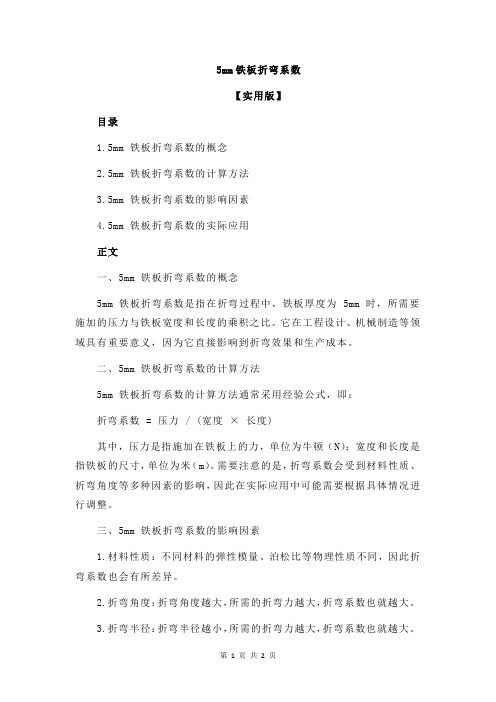
1.密著折弯的场合,请参照下表.
2 .确认产品最小折弯宽度b,检查选择的V槽是否满足工件的 最小折弯宽度b. 注意V槽的值越小折弯压力就越是大,这点请务必注意.
3.图纸没有特别指定ir的情况下,请用标准 R( R=板厚 )作为R值. ir有指定的情况下,必须严格按照指定的ir来选择V槽.
C补正系数列表
与折弯压力的关系
①与工件长度成正比关系 ②与材料的抗张力 成正比关系 ③与工件的板厚成平方关系 ④与下模宽度成反比例关系
V 5×T 6×T 8×T 10×T 12×T 16×T C 1.45 1.40 1.33 1.28 1.24 1.20
板材折弯回弹的原因
所谓折弯,就是在同一板材的正反面同时存在拉伸应力和压缩应力的变形。板材在折弯到目标角度后,一旦撤去加压力后由于拉伸应力和压缩应力的作用,材料将会有回复到原来形状的反弹,我们把这种反弹称为折弯回弹。 折弯回弹的量一般用角度来表示,这个量将受到材质、板厚、加压力、折弯半径等条件的影响,要很精确的计算折弯回弹量是很困难的。 在折弯后的材料上加压力的不同,其反力也相应不同,一旦加压力去除,角度也会向缩小方向回弹,我们把这种现象称为还原回弹。
折弯压力
悬空折弯
冲压折弯
密着折弯
变形角度
冲压折弯
加压限度 由于折弯需要的压力非常大,所以一般SPCC的厚度不能超过2mm,SUS的厚度不能超过1.5mm.因为2mmSPCC材料冲压折弯需要1100KN的压力,模具的最大耐压在1000KN超过了模具的耐压值. 注意:由于各类模具的耐压值有所不同,所以不是所有模具都可以加工2mmSPCC材料.
冲压折弯的问题 由于折弯力很大,所以机床的吨位也必须增大,模具磨损加大,模具只能使用耐压较高的模具
铝板折弯系数

铝板折弯系数铝板是一种轻质、耐腐蚀、美观大方的材料,广泛应用于建筑、电子、航空、汽车等领域。
在铝板加工过程中,折弯是常见的一种工艺,通过将铝板按照要求折成所需形状,以满足不同的工程需求。
而铝板折弯系数则是影响折弯质量的重要因素之一。
什么是铝板折弯系数?铝板折弯系数是指铝板在折弯过程中所需要的力与铝板厚度之比。
通俗点说,就是折弯时需要施加的力量与铝板厚度的关系。
一般来说,铝板折弯系数越小,折弯时需要的力量就越大,反之亦然。
影响铝板折弯系数的因素1.铝板材质不同材质的铝板其折弯系数也不同。
一般来说,硬度越高的铝板折弯系数越小,因为硬度高的铝板相对较脆,折弯时需要施加较大的力量才能完成。
2.铝板厚度铝板的厚度越大,其折弯系数越小。
这是因为厚度大的铝板相对较硬,折弯时需要施加较大的力量才能完成。
3.折弯角度铝板折弯角度越大,其折弯系数也越大。
这是因为折弯角度越大,铝板在弯曲过程中需要承受的压力也越大。
4.弯曲半径铝板的弯曲半径越小,其折弯系数也越大。
这是因为弯曲半径越小,铝板在弯曲过程中需要承受的压力也越大。
铝板折弯系数的计算铝板折弯系数的计算公式为:K= (T×L) / (2×S×R)其中,K为折弯系数,T为铝板厚度,L为折弯长度,S为铝板的折弯力,R为弯曲半径。
在实际应用中,折弯长度和弯曲半径很难精确测量,因此可以通过经验公式来计算。
一般来说,当折弯长度为铝板厚度的8倍时,折弯系数可以近似为1.5。
如何控制铝板折弯系数?1.选择合适的材质在选择铝板材质时,应根据具体的工程需求来选择合适的材质。
对于需要高强度的工程,应选择硬度较高的铝板,而对于需要良好的可加工性和成型性的工程,应选择硬度较低的铝板。
2.控制折弯角度和弯曲半径在折弯过程中,应尽量控制折弯角度和弯曲半径,以减小铝板在弯曲过程中所受的压力。
同时,应选择合适的工艺参数,如折弯速度、折弯力等,以保证折弯质量。
3.加强设备维护设备的维护对于铝板折弯质量的影响也非常重要。