折弯力计算公式
折弯系数计算公式多种算法
折弯系数计算公式多种算法折弯系数是用于计算材料在弯曲过程中的变形程度的一个重要参数,它可以帮助工程师和设计师确定材料在弯曲过程中的性能和可靠性。
在工程设计和制造过程中,正确计算折弯系数对于保证产品的质量和安全至关重要。
本文将介绍折弯系数的计算公式和多种算法,以帮助读者更好地理解和应用这一重要参数。
折弯系数的定义。
折弯系数是指材料在弯曲过程中受到的应力与材料的抗弯强度之比。
它通常用符号k表示,其计算公式为:k = M / (S W)。
其中,M表示弯矩,S表示截面模量,W表示截面宽度。
折弯系数的大小反映了材料在弯曲过程中的变形程度,可以帮助工程师和设计师选择合适的材料和设计结构,以确保产品在使用过程中不会发生过度变形或破坏。
计算公式。
折弯系数的计算公式可以根据不同的材料和弯曲情况进行选择。
常见的计算公式包括:1. 金属材料的折弯系数计算公式。
对于金属材料,其折弯系数可以根据材料的弯曲强度和截面形状来计算。
常见的计算公式包括:k = (σ / σy) (1 / R)。
其中,σ表示材料的抗弯强度,σy表示材料的屈服强度,R表示截面曲率。
这个公式适用于不同形状和尺寸的金属截面,可以帮助工程师和设计师根据具体的材料和结构来确定折弯系数。
2. 塑料材料的折弯系数计算公式。
对于塑料材料,其折弯系数的计算公式与金属材料有所不同。
常见的计算公式包括:k = (σ / σy) (1 / R) (t / T)。
其中,σ表示材料的抗弯强度,σy表示材料的屈服强度,R表示截面曲率,t 表示材料的厚度,T表示材料的宽度。
这个公式考虑了塑料材料的厚度和宽度对折弯系数的影响,可以帮助工程师和设计师更准确地计算塑料材料的折弯系数。
多种算法。
除了常见的折弯系数计算公式外,还有一些基于数值模拟和实验数据的算法可以用于计算折弯系数。
这些算法可以更准确地考虑材料的非线性和变形特性,适用于复杂的结构和加载条件。
常见的算法包括:1. 有限元分析。
折弯机吨位计算公式
折弯机吨位计算公式
折弯机吨位计算公式
1. 弯曲力计算公式
弯曲力是用来确定折弯机所需吨位的重要参数。
下面是计算弯曲力的公式:
弯曲力 = 板材长度× 板材厚度× 弯曲系数
其中,弯曲系数根据材料不同,可以在折弯机操作手册中查找。
下面是一个简单的例子,说明如何使用该公式:
假设有一块长度为2000mm,厚度为4mm的钢板需要折弯。
根据折弯机操作手册,钢板的弯曲系数为。
那么,弯曲力的计算公式可表示为:
弯曲力= 2000mm × 4mm × = 4000N
2. 吨位计算公式
吨位是用来确定折弯机所需电机功率和选购折弯机的重要参考指标。
下面是计算吨位的公式:
吨位 = 弯曲力 / 1000
下面是一个例子,展示如何使用该公式:
假设有一块长度为3000mm,厚度为5mm的不锈钢板需要折弯。
根据之前的计算,弯曲力为6000N。
那么,吨位的计算公式可表示为:吨位 = 6000N / 1000 = 6吨
3. 实际生产中的注意事项
•在实际生产中,为保证折弯质量和提高折弯效率,建议使用比计算得到的吨位稍大一些的折弯机。
•需要注意的是,以上计算公式仅适用于普通碳钢板的折弯。
对于特殊材料或复杂工艺,可能需要根据实际情况进行调整。
以上是关于折弯机吨位计算公式的简要介绍和示例解释。
通过这些公式,可以帮助创作者在实际生产中选择合适的折弯机,以提高生产效率和质量。
钣金圆弧折弯力的计算
钣金圆弧折弯力的计算全文共四篇示例,供读者参考第一篇示例:钣金加工是一种常见的工艺,其中圆弧折弯是钣金加工中常用的一种方式。
在进行圆弧折弯时,需要计算折弯力,以保证折弯的精度和质量。
下面我们来详细介绍钣金圆弧折弯力的计算方法。
钣金圆弧折弯力的计算要考虑多个因素,包括材料的性质、折弯的半径、板厚以及折弯角度等。
材料的性质是影响折弯力的主要因素之一。
通常来讲,材料的硬度越大,折弯时所需的力道就会越大。
而材料的强度也会影响折弯力,强度越高的材料,其折弯力也会相应增大。
另外一个影响折弯力的因素是折弯的半径。
半径越小,折弯时所需的力道就会越大。
因此在设计折弯时,要根据具体情况选择合适的半径,以降低折弯力,提高工作效率。
板厚也是影响折弯力的重要因素之一。
一般来说,板厚越大,折弯时所需的力道也会越大。
因此在进行折弯时,要考虑板厚对折弯力的影响,选择合适的工艺参数,以避免材料过度变形或者折弯不精确的问题。
对于钣金圆弧折弯力的计算,一般采用以下公式进行计算:F = K x L x TF 表示折弯力,单位为牛顿(N);K 是折弯力系数,根据材料的性质和折弯角度确定;L 表示折弯长度,即折弯线的长度;T 表示板厚,单位为米(m)。
在实际操作中,可以通过实验或者经验得到适合材料和工艺要求的折弯力系数,并结合具体情况计算折弯力。
同时还要注意在实际操作中,根据需要做好工装的设计,以减小折弯力,确保折弯的精度和质量。
钣金圆弧折弯力的计算是钣金加工中重要的一环,其准确性和合理性直接影响到折弯的效果和质量。
通过对材料性质、折弯半径、板厚和折弯角度等因素的合理考虑和计算,可以保证折弯过程中的稳定性和准确性,提高工作效率,降低成本,提高产品的质量。
希望以上内容能为大家对钣金圆弧折弯力的计算有所了解和帮助。
【字数超过2000字,如有需要,可以适当删减。
】第二篇示例:钣金加工是现代工业中常见的一种加工方法,其中圆弧折弯是钣金加工中常见的一种工艺。
6mm折弯系数

6mm折弯系数(原创实用版)目录1.介绍 6mm 折弯系数的概念2.阐述 6mm 折弯系数的计算方法3.分析 6mm 折弯系数的影响因素4.说明 6mm 折弯系数在实际应用中的重要性正文一、6mm 折弯系数的概念6mm 折弯系数是指在金属材料折弯过程中,材料厚度为 6mm 时所需的折弯力与材料抗弯强度的比值。
它是衡量金属材料在折弯过程中的塑性变形能力的重要参数,对于保证折弯质量、提高生产效率以及降低生产成本具有重要意义。
二、6mm 折弯系数的计算方法6mm 折弯系数的计算公式为:折弯系数 = 折弯力 / 抗弯强度其中,折弯力是指在折弯过程中施加在金属材料上的力,抗弯强度是指金属材料在弯曲过程中能承受的最大应力。
在实际操作中,可以通过实验方法或者经验公式来确定 6mm 折弯系数的值。
三、6mm 折弯系数的影响因素6mm 折弯系数的大小受以下几个因素的影响:1.材料的性质:不同材料的抗弯强度、塑性极限等性能指标不同,因此它们的折弯系数也不同。
2.折弯方式:折弯方式包括连续折弯和单次折弯。
连续折弯时,材料的塑性变形能力较好,折弯系数相对较小;而单次折弯时,材料的塑性变形能力较差,折弯系数相对较大。
3.折弯角度:折弯角度的大小会影响材料的塑性变形,从而影响折弯系数。
一般来说,折弯角度越大,折弯系数越大。
4.折弯速度:折弯速度过快会导致材料塑性变形不足,折弯系数增大;而折弯速度过慢,会使得材料在折弯过程中产生过多的热量,导致材料性能下降,折弯系数减小。
四、6mm 折弯系数在实际应用中的重要性在金属制品生产中,合理的 6mm 折弯系数能够保证折弯质量,避免出现折弯缺陷,提高产品合格率。
此外,通过优化 6mm 折弯系数,可以降低生产成本,提高生产效率。
折弯计算公式
买两本书,一本是钣金手册,桔黄色皮的,很厚,另外一本是冷加工手册,绿色封面的,薄一些。
如果是简单的直角折弯,一般来说,算料的时候,数一下有多少个弯就行了,每个弯减一个板厚。
L=外形长-2*R/tan(α/2)+α/180*3.1416*R其中,α为30度可者90度,R为弯曲半径展开尺寸是把每段相加,在减去你每道弯有1,8倍SECC,SPCC和如果折弯数连续有4折以上的建议你先试样。
折弯件上面折边如果要开孔,一般将它们画出来,找到延长线(按照中线),按几何法计算:L=外形长-2*R/tan(α/2)+α/180*3.1416*R ;其中,α为30度或90度,R为弯曲半径;如你折的是1.0的板子,折弯件的宽度加高度再减1.0X 折弯的刀数。
理论计算法:1,圆角很小(R<0.5δ)的弯曲件展开法。
L=L1+L2+Kδ ,式中K——介于0.48~0.5之间,软料取下限,硬料取上限。
多角弯曲时:L=L1+L2+.......+Ln+K1δ(n-1),式中L1,L2.....Ln——各直边的内线长度(毫米),n——直边的数量。
K1——在双角弯曲时,介于0.45~0.48之间;在多角弯曲时为0.25(对于塑性更大的材料可减至0.125).如何算折弯尺寸现在经常要算一些板金与铁线的下料,但碰到折弯的地方,算出来总会差1—2mm(一般用1.6x厚度来减),如果碰上角度问题,那就差更远了。
哪位师傅能帮忙讲解一下如何算?越详细越好!我也有个折弯公式,但不会用。
BA=P(R+KT)A/180算你问对人了。
我发明的一个最简单公式:L=k*(1.6r+0.5t)其中:L----圆弧部分的展开长度;mmk----圆心角除以直角的值;r----工件园角的内半径;mmt----工件板厚;mm计算板金下料时经常总是相差1-2mm,我想可能有两个原因:1、可能你在计算长度时,不是用中性层来计算,因为板材在折弯时,里层组织受压,外层组织受拉,一定要用中性层来计算。
折弯系数计算公式l值

折弯系数计算公式l值在工程学和材料科学中,折弯系数是一个重要的参数,用于描述材料在受力时的变形和强度。
折弯系数通常由一个公式来计算,其中l值是一个关键的参数。
本文将介绍折弯系数的计算公式,并探讨l值在其中的作用。
首先,让我们来了解一下折弯系数的概念。
折弯系数,也称为弯曲应变,是指材料在受力时发生弯曲变形的程度。
它是通过材料受力时的弯曲应变与受力区域的距离之比来定义的。
折弯系数通常用符号κ表示,其计算公式如下:κ = (M c) / (I σ)。
其中,M是受力区域的弯矩,c是受力区域的距离,I是惯性矩,σ是材料的应力。
在这个公式中,l值并没有直接出现,但是它在计算c和I时起到了重要作用。
在折弯系数的计算公式中,l值通常是作为受力区域的长度或者宽度来使用的。
在实际的工程应用中,l值的选择对于折弯系数的计算结果有着重要的影响。
通常来说,l值越大,材料的折弯系数就越小,也就意味着材料的抗弯强度越大。
在实际的工程设计中,工程师需要根据具体的材料和受力情况来选择合适的l 值。
一般来说,l值的选择需要考虑到材料的强度、受力区域的几何形状以及受力方向等因素。
在一些特殊情况下,工程师还需要进行一些复杂的计算和分析,以确定最合适的l值。
除了在折弯系数的计算中起到重要作用外,l值在工程设计中还有着广泛的应用。
例如,在梁的设计中,l值通常用来描述受力区域的长度,从而确定梁的受力情况和强度。
在板的设计中,l值则通常用来描述受力区域的宽度,从而确定板的受力情况和强度。
在这些应用中,l值的选择对于材料的受力性能和结构的安全性都有着重要的影响。
总之,折弯系数计算公式中的l值是一个非常重要的参数,它对于材料的抗弯强度和结构的安全性都有着重要的影响。
在工程设计中,工程师需要根据具体的情况来选择合适的l值,并进行相应的计算和分析。
希望本文能够帮助读者更好地理解折弯系数的计算公式和l值的作用。
z型钣金折弯计算公式

z型钣金折弯计算公式Z型钣金折弯计算公式。
钣金折弯是一种常见的加工工艺,用于将平板钣金通过折弯成各种形状的零件。
在钣金折弯过程中,我们需要根据材料的性质和要求的尺寸来计算折弯的参数,以确保折弯后的零件符合设计要求。
其中,Z型钣金是一种常见的折弯形式,下面我们来介绍一下Z型钣金折弯的计算公式。
Z型钣金折弯是指将一块平板钣金通过一系列的折弯工序,将其折弯成Z字形的零件。
在进行Z型钣金折弯计算时,我们需要考虑到材料的弹性模量、厚度、折弯角度等因素。
下面是Z型钣金折弯计算的公式:1. 弯曲力矩的计算公式。
在进行Z型钣金折弯计算时,首先需要计算弯曲力矩。
弯曲力矩是指在折弯过程中,材料所受到的力矩。
其计算公式为:M = W L。
其中,M为弯曲力矩,单位为牛顿·米(N·m);W为折弯力,单位为牛顿(N);L为折弯长度,单位为米(m)。
2. 折弯力的计算公式。
折弯力是指在进行Z型钣金折弯时,所需的力量。
其计算公式为:W = σ S L。
其中,W为折弯力,单位为牛顿(N);σ为材料的应力,单位为帕斯卡(Pa);S为材料的截面积,单位为平方米(m²);L为折弯长度,单位为米(m)。
3. 应力的计算公式。
在进行Z型钣金折弯计算时,需要计算材料在折弯过程中所受到的应力。
其计算公式为:σ = (M h) / (W t)。
其中,σ为材料的应力,单位为帕斯卡(Pa);M为弯曲力矩,单位为牛顿·米(N·m);h为材料的高度,单位为米(m);W为折弯力,单位为牛顿(N);t为材料的厚度,单位为米(m)。
4. 折弯角度的计算公式。
在进行Z型钣金折弯时,需要根据设计要求计算折弯的角度。
其计算公式为:θ = (180 α) / 2。
其中,θ为折弯角度,单位为度(°);α为V型模具的夹角,单位为度(°)。
以上就是Z型钣金折弯计算的公式,通过这些公式我们可以计算出在进行Z型钣金折弯时所需的各种参数,以确保折弯后的零件符合设计要求。
冷压成形过程中折弯力的计算
2 . 折弯力公 式推 导
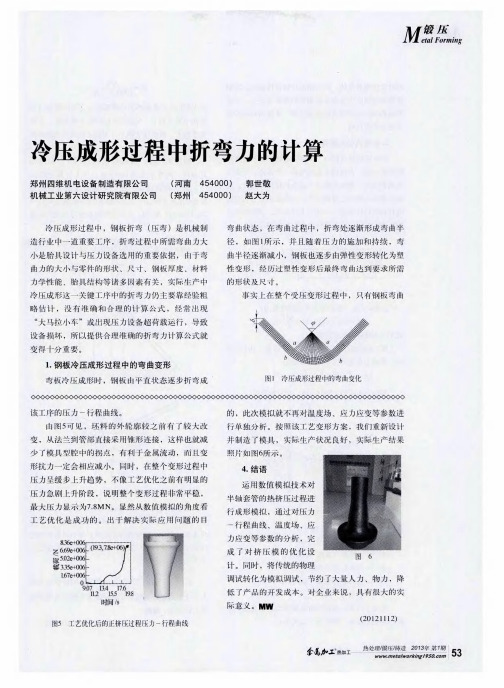
钢 板 在 折 弯过 程 中 ,变 形 区 的材 料 处 于 高度 塑
度的8 — 1 0 倍。 如 图4 所 示 , 钢 板 材 质 为 Q5 5 0, 板 厚 为 2 0 am , 内 弯 半 径 为 1 r O O mm ; 压 力 计 算 过 程 如
性变形状态 ,并围绕 中心线弯曲一个角度,弯曲区 外侧表面在一些特殊情况下还会 出现微小裂纹 ,变 形 区截面上除 中心层附近外 ,其余各点的应力应接
压
Fo r mi n g
部分发生明显变化 ,而其他部分仍保持原状 ,即钢 板弯曲变形区主要发生在钢板的弯曲角部分 ,只有 弯 曲角部分对折弯力起直接作用 ,其他部分对折弯
力 几乎 没 有 作用 。
1 0 0 0 ( V 一 )
式 中 取 决 于 弯 曲外 半 径 圆弧端 点之 间的 距 离 ( 由 弯 曲半 径可 得 ) , 近 似 取 压 形 胎 下模 宽 度 ,下 模 宽 度 越 大 ,所 需 压 力越 小 ,下 模 宽 度通 常 选 择板 厚
为 便 于计 算 ,将 钢板 折 弯宽 度 与其 他 长 度 单位 统 一为 毫 米单 位 ,则折 弯 力 公式 为 :
5 4 2 l 。 t
第嘲 燕
晕 墨
w w w. m et al wor ki n  ̄ 1 9 S O , c 。 m
参磊 ’ , ’ ’ 热 … 加 工 一 y =
b
式 中( 『 b 为材料 的抗拉强度 。 图3 为钢板压 形过程 中的折 弯示意 ,由图3 可
知 ,弯 曲力 在 变形 区 产生 的 力矩 为 :
=
善 × = - P 4 - ( v
钢管折弯扭力计算公式

钢管折弯扭力计算公式钢管是一种常用的建筑材料,它在建筑结构中扮演着重要的角色。
在设计和施工过程中,我们经常需要计算钢管的扭力,以确保其在使用过程中不会发生变形或破裂。
本文将介绍钢管折弯扭力的计算公式及其应用。
首先,我们需要了解一些基本概念。
钢管的折弯扭力是指在外力作用下,钢管发生弯曲和扭转的能力。
在实际工程中,我们通常需要计算钢管在扭转过程中所受的最大扭矩,以确保其在设计要求范围内。
扭矩的计算需要考虑到钢管的几何形状、材料性质和外力作用等因素。
钢管的折弯扭力计算公式可以表示为:T = K S R。
其中,T表示扭矩,单位为牛顿米(Nm);K为系数,与钢管的材料性质和几何形状有关;S为截面积,单位为平方米(m^2);R为弯曲半径,单位为米(m)。
在实际工程中,我们需要根据具体的钢管材料和几何形状来确定系数K的数值。
一般来说,钢管的材料性质可以通过材料的弹性模量和屈服强度来确定。
而钢管的几何形状则包括截面形状和尺寸等因素。
通过确定系数K的数值,我们就可以根据上述公式来计算钢管的折弯扭力。
在实际工程中,我们还需要考虑到外力作用对钢管的影响。
外力作用可以包括静载荷、动载荷和地震荷载等。
在计算扭矩时,我们需要将外力作用对钢管的影响考虑在内,以确保钢管在使用过程中不会发生变形或破裂。
除了计算钢管的折弯扭力,我们还需要对钢管的弯曲和扭转性能进行实验验证。
通过实验,我们可以验证计算公式的准确性,并且可以确定钢管在实际使用中的安全性能。
在进行实验时,我们需要考虑到实验样品的选择、加载方式、测量方法等因素,以确保实验结果的准确性。
综上所述,钢管的折弯扭力计算公式是钢结构设计和施工中的重要内容。
通过计算钢管的折弯扭力,我们可以确定钢管在使用过程中的安全性能,并且可以为工程设计和施工提供参考依据。
在实际工程中,我们需要根据具体情况来确定钢管的折弯扭力,并且需要进行实验验证,以确保钢管的安全使用。
希望本文能够对读者有所帮助,谢谢阅读!。
钣金圆弧折弯力的计算

钣金圆弧折弯力的计算1. 引言1.1 钣金圆弧折弯力的重要性钣金圆弧折弯力是在钣金加工中非常重要的一个参数,它直接影响着产品的成形质量、工艺的稳定性以及成本的控制。
圆弧折弯力的大小会直接影响到材料在折弯过程中的变形和拉伸程度,进而影响到产品的尺寸精度和表面质量。
如果圆弧折弯力过小,可能导致产品折弯角度不准确,形状不规则;如果圆弧折弯力过大,可能会导致材料过度变形,甚至产生开裂现象。
对于钣金加工来说,准确计算和控制圆弧折弯力是至关重要的。
钣金圆弧折弯力的准确计算还可以提高生产效率,降低生产成本。
通过合理计算圆弧折弯力,可以避免由于折弯力不足或过大而导致的二次加工和修复,节约了时间和成本。
针对不同材料和不同厚度的钣金,合理计算圆弧折弯力也可以有效减少废品率,提高生产效率和产品质量。
钣金圆弧折弯力的重要性不言而喻,只有深入了解和准确计算这一参数,才能更好地进行钣金加工并提高产品质量。
1.2 方法及意义钣金加工中,圆弧折弯力的计算是非常重要的一环,它直接影响着零件的成形质量和加工效率。
在钣金加工中,圆弧折弯是一种常见的成形方式,其力学性能直接影响着零件的弯曲角度、弯曲形状和表面质量。
1. 方法:通过合理的计算公式和方法,可以准确预测圆弧折弯时所需的力量,从而指导操作人员正确地选择折弯机的参数和工艺参数,确保零件的成形质量。
常用的计算方法包括理论计算法、试验法和经验法等,通过实际操作中的验证和调整,可以不断提高计算的准确性和可靠性。
2. 意义:正确计算圆弧折弯力对于提高生产效率、降低加工成本、保证产品质量具有重要意义。
只有通过科学合理的计算方法,才能确保在生产过程中不出现过度应力和变形,从而避免浪费资源和人力,提高加工效率和质量。
2. 正文2.1 圆弧折弯力的计算公式圆弧折弯力的计算公式是钣金加工中非常重要的一部分,它可以帮助工程师准确计算出需要施加的力量,从而确保加工的准确性和稳定性。
一般来说,圆弧折弯力的计算公式可以按照以下步骤进行推导:1. 需要确定圆弧折弯的类型,包括单次折弯、多次折弯、和Z字折弯等。
折弯力计算公式范文
折弯力计算公式范文折弯力是指在金属板材进行折弯过程中,需要施加的力量。
在进行折弯力的计算时,需要考虑到材料的强度、板材的厚度、折弯角度等因素。
以下是折弯力计算的公式及详细解析。
1.折弯力计算公式折弯力的计算公式可以分为两种情况:V型槽折弯和U型槽折弯。
下面将分别介绍两种情况下的折弯力计算公式。
(1)V型槽折弯力计算公式在V型槽折弯中,折弯力的计算公式可以表示为:F=(K×L×T×S)/(2×B)其中F为折弯力(单位:牛顿,N);K 为材料的拉伸抗力系数(单位:N/mm²);L 为折弯长度(单位:毫米,mm);T 为板材的厚度(单位:毫米,mm);S为折弯角度的正弦值;B 为V型槽的宽度(单位:毫米,mm)。
(2)U型槽折弯力计算公式在U型槽折弯中,折弯力的计算公式可以表示为:F=(K×L×T×S)/B其中F为折弯力(单位:牛顿,N);K 为材料的拉伸抗力系数(单位:N/mm²);L 为折弯长度(单位:毫米,mm);T 为板材的厚度(单位:毫米,mm);S为折弯角度的正弦值;B 为U型槽的宽度(单位:毫米,mm)。
2.折弯力计算公式的详细解析(1)折弯力公式中的材料拉伸抗力系数K根据材料的性质而定,通常采用材料的屈服强度来代表。
(2)折弯长度L是指板材上折弯线的长度。
在实际折弯过程中,折弯线的长度取决于板材的宽度、折弯角度和槽型的形状。
(3)板材的厚度T对折弯力有显著的影响。
板材厚度越大,折弯力也会增加。
因此,在计算折弯力时需要准确测量板材的厚度。
(4)折弯角度的正弦值S表示了折弯角度与板材的夹角,它的值在0到1之间。
折弯角度大,折弯力也会相应增加。
(5)V型槽折弯力计算公式中的V型槽宽度B是指V型槽的上部和下部的宽度之和。
U型槽折弯力计算公式中的U型槽宽度B,是指U型槽的开口宽度。
通过以上公式的计算,可以求得金属板材的折弯力。
角钢折弯90度计算公式

角钢折弯90度计算公式角钢是一种常见的金属材料,在建筑、机械制造等领域被广泛应用。
在角钢的加工过程中,折弯是一种常见的加工方式,而折弯的角度是一个重要的参数。
在实际的生产中,我们经常需要计算角钢折弯90度所需的力度和工艺参数。
本文将介绍角钢折弯90度的计算公式及其应用。
首先,我们需要了解角钢的几何特征。
角钢的截面呈L形,通常由两条相互垂直的边组成。
在进行折弯加工时,我们需要考虑角钢的弯曲半径、弯曲长度和弯曲角度。
对于折弯90度的角钢,我们需要计算出所需的弯曲力和弯曲长度。
角钢折弯90度的计算公式可以通过以下步骤得到:1. 计算弯曲长度。
弯曲长度是指角钢在折弯过程中受到变形的长度。
在计算弯曲长度时,我们需要考虑角钢的厚度、弯曲角度和弯曲半径。
一般来说,弯曲长度可以通过以下公式计算得到:弯曲长度 = 弯曲角度×弯曲半径×π / 180。
2. 计算弯曲力。
弯曲力是指在折弯过程中需要施加到角钢上的力度。
在计算弯曲力时,我们需要考虑角钢的材料性质、厚度和弯曲长度。
一般来说,弯曲力可以通过以下公式计算得到:弯曲力 = 弯曲长度×角钢的材料抗拉强度×角钢的截面积。
通过以上计算公式,我们可以得到角钢折弯90度所需的弯曲长度和弯曲力。
在实际的生产中,我们可以根据这些参数来选择合适的设备和工艺参数,以确保角钢能够被准确、高效地折弯。
除了上述的计算公式,我们还需要注意以下几点:1. 角钢的材料性质对折弯过程有重要影响。
不同材料的角钢在折弯过程中所需的弯曲力也会有所不同。
因此,在进行折弯计算时,我们需要根据实际的材料情况来选择合适的材料参数。
2. 弯曲长度和弯曲力的计算结果只是理论值,实际的折弯过程中可能会受到许多因素的影响,如设备精度、操作技术等。
因此,在进行折弯时,我们需要根据实际情况进行调整和优化,以确保折弯质量和效率。
总之,角钢折弯90度的计算公式是折弯加工过程中的重要工具。
板材折弯计算公式
板材折弯计算公式
1.弹性计算公式:
在板材弯曲过程中,当受力初步产生变形时,如果受力不超过板材的
弹性极限,板材会产生弹性变形。
弹性计算公式用来计算板材在弯曲过程
中的弹性变形。
根据材料的弹性模量(E)和截面惯量(I),计算板材的最大
应力(σ)和变形(δ)。
弹性计算公式为:
σ=E*y/r
δ=(E*y*t^2)/(6*r^2)
其中,σ是板材的最大应力;E是材料的弹性模量;y是中性面的距离;r是板材的曲率半径;δ是板材的变形;t是板材的厚度。
2.极限弯曲计算公式:
在板材弯曲过程中,当受力超过板材的弹性极限时,板材会产生塑性
变形。
极限弯曲计算公式用来计算板材在弯曲过程中的塑性变形。
根据计
算公式,可以计算出板材的截面模量(W)、弯曲应力(σ)和塑性变形(δ)。
极限弯曲计算公式为:
W=(b*h^2)/6
σ=(M*y)/W
δ=(4*M*y^2)/(E*W*h^2)
其中,W是板材的截面模量;b和h是板材的宽度和高度;M是弯矩;y是中性面的距离。
3.弯曲半径计算公式:
在实际工程中,板材的设计往往需要确定弯曲半径。
弯曲半径计算公式用来计算板材在弯曲过程中所需的最小弯曲半径。
根据计算公式,可以计算出最小弯曲半径(Rmin)。
弯曲半径计算公式为:
Rmin = K * t^2
其中,Rmin是最小弯曲半径;K是与材料特性相关的常数;t是板材的厚度。
以上是板材折弯计算的三种常用公式。
在实际应用中,可以根据具体的材料和板材尺寸,选择适合的计算公式来计算板材的应力和变形,从而进行合理的设计和生产。
便捷钢筋折弯计算公式

便捷钢筋折弯计算公式在建筑工程中,钢筋的折弯是一项常见的操作。
钢筋折弯是指将钢筋按照设计要求进行弯曲,以适应建筑结构的需要。
在进行钢筋折弯时,需要进行一系列的计算,以确定折弯的角度和弯曲的位置。
为了提高工作效率,我们可以使用便捷的钢筋折弯计算公式来进行计算。
钢筋折弯计算公式是根据材料力学原理和几何原理推导出来的,可以帮助工程师和施工人员快速准确地计算出钢筋的折弯参数。
下面我们将介绍一些常用的钢筋折弯计算公式,希望对大家有所帮助。
1. 钢筋折弯弯矩计算公式。
在进行钢筋折弯时,我们需要计算出所需的弯矩,以确定折弯所需的力矩。
弯矩的计算公式为:M = F d。
其中,M为弯矩,单位为N·m;F为所需的力,单位为N;d为折弯点到力的距离,单位为m。
2. 钢筋折弯力矩计算公式。
在进行钢筋折弯时,我们还需要计算出所需的力矩,以确定折弯所需的力。
力矩的计算公式为:F = M / d。
其中,F为所需的力,单位为N;M为力矩,单位为N·m;d为折弯点到力的距离,单位为m。
3. 钢筋折弯长度计算公式。
在进行钢筋折弯时,我们还需要计算出所需的折弯长度,以确定折弯所需的长度。
折弯长度的计算公式为:L = π r θ / 180。
其中,L为折弯长度,单位为m;r为钢筋的半径,单位为m;θ为折弯角度,单位为度。
4. 钢筋折弯角度计算公式。
在进行钢筋折弯时,我们还需要计算出所需的折弯角度,以确定折弯所需的角度。
折弯角度的计算公式为:θ = 180 L / (π r)。
其中,θ为折弯角度,单位为度;L为折弯长度,单位为m;r为钢筋的半径,单位为m。
以上是一些常用的钢筋折弯计算公式,通过这些公式可以快速准确地计算出钢筋折弯所需的参数。
在实际工程中,我们可以根据具体的情况选择合适的计算公式,以提高工作效率和准确性。
希望以上内容对大家有所帮助,谢谢!。
钣金圆弧折弯力的计算
钣金圆弧折弯力的计算全文共四篇示例,供读者参考第一篇示例:钣金圆弧折弯是一种常见的加工方法,用于制作曲线形状的零件。
在进行钣金圆弧折弯时,需要计算折弯力,以保证零件在加工过程中不发生破损或变形。
本文将详细介绍钣金圆弧折弯力的计算方法,并为读者提供一些实用的技巧和建议。
一、钣金圆弧折弯力计算的基本原理钣金圆弧折弯力的计算是一个复杂的过程,需要考虑几个因素,包括材料的性质、折弯角度、折弯长度等。
在进行计算之前,首先需要了解一些基本的原理。
1. 材料的性质:不同材料对折弯力的要求不同,通常使用的钣金材料有不锈钢、铝合金、碳钢等。
不同材料的硬度、弹性模量、屈服强度等参数都会影响折弯力的大小。
2. 折弯角度:折弯角度是指零件在进行折弯时与折弯线的夹角,通常以度数来表示。
较大的折弯角度会增加折弯力的大小。
综合考虑以上因素,我们可以采用公式来计算钣金圆弧折弯力,公式如下:F=K×L×T×RF为折弯力,单位为牛顿(N);K为材料的弯曲系数;L为折弯长度,单位为毫米(mm);T为材料的厚度,单位为毫米(mm);R为折弯角度,单位为度(°)。
1. 确定材料的性质:首先需要确定所使用的钣金材料的弯曲系数K、厚度T等参数,这些参数通常可以从材料的技术资料中找到。
2. 确定折弯角度和折弯长度:根据设计图纸或要求,确定零件的折弯角度R和折弯长度L。
3. 进行计算:根据上述公式,将材料的弯曲系数K、折弯长度L、厚度T和折弯角度R代入公式中,计算出折弯力F的数值。
4. 检查结果:计算出的折弯力应该与实际情况相符合,如果结果不符合要求,可以调整折弯角度、折弯长度等参数,重新计算。
5. 实际操作:根据计算出的折弯力,选择合适的设备和工艺参数,进行钣金圆弧折弯操作,确保零件质量符合要求。
通过以上步骤,可以准确计算出钣金圆弧折弯力,为实际操作提供依据。
在进行计算时,还需注意以下几点要领:1. 准确测量:在确定折弯长度和角度时,需要进行精确的测量,避免由于误差导致计算结果不准确。
上下折弯系数计算公式

上下折弯系数计算公式在工程结构设计中,对于梁柱等构件的设计,常常需要计算其弯曲性能。
而在计算弯曲性能时,一个重要的参数就是折弯系数。
折弯系数是用来描述材料在受弯曲作用时的变形能力,是一个重要的材料力学性能指标。
在实际工程中,我们常常需要计算梁柱等构件的折弯系数,以便评估其受力性能。
本文将介绍一种常用的计算折弯系数的公式,并对其进行详细的解析。
首先,我们来看一下折弯系数的定义。
折弯系数是指材料在受弯曲作用时,截面上的应力与截面模量之比。
它的计算公式如下所示:\[ C = \frac{M}{S} \]其中,C表示折弯系数,M表示弯矩,S表示截面模量。
弯矩是指在梁柱等构件受到外力作用时,引起的弯曲应力。
截面模量是指材料在受力时,截面上的抗弯刚度。
通过这个公式,我们可以计算出材料在受弯曲作用时的变形能力。
接下来,我们将对折弯系数的计算公式进行详细的解析。
首先,我们需要计算出梁柱等构件的弯矩。
弯矩的计算公式为:\[ M = F \times d \]其中,F表示受力,d表示力臂。
受力是指梁柱等构件受到的外力,力臂是指外力作用点到梁柱等构件中心的距离。
通过这个公式,我们可以计算出梁柱等构件在受到外力作用时的弯矩。
然后,我们需要计算出梁柱等构件的截面模量。
截面模量的计算公式为:\[ S = \frac{I}{c} \]其中,I表示惯性矩,c表示截面的最大距离。
惯性矩是指梁柱等构件在受力时,截面对抗弯刚度的影响。
通过这个公式,我们可以计算出梁柱等构件在受力时的截面模量。
最后,我们将弯矩和截面模量代入折弯系数的计算公式中,就可以得到梁柱等构件的折弯系数。
通过这个折弯系数,我们可以评估梁柱等构件在受力时的变形能力,从而指导工程设计和施工。
在实际工程中,折弯系数的计算是一个非常重要的工作。
它可以帮助工程师评估梁柱等构件的抗弯性能,从而指导工程设计和施工。
因此,掌握折弯系数的计算方法是非常有必要的。
通过本文的介绍,相信读者对折弯系数的计算方法有了更加深入的理解,可以在实际工程中更好地应用这一知识。