冲压术语
机械工业冲压工程术语标准
冲压1 冲压工艺1.1 冲压sheet metal forming靠压力机和模具对板材、带材、管材及型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件成形加工方法。
1.2 冲压件 stamping采用冲压方法制成的工件或毛坯。
1.3 金属压力加工 mechanical working of metals利用金属的塑性,使其改变形状、尺寸和改善性能,以获得型材、棒材、板材、线材、锻件、冲压件的加工方法。
1.4 板料成形 sheet forming用板料、薄壁管、薄型材等作为原材料进行塑性加工的冲压方法。
1.5 冲压工艺路线 process chart of press按产品或零部件的冲压工艺编制的说明产品、零部件的工序、工序名称、工序内容、工艺参数、采用的设备和工艺装备等的工艺文件。
1.6 冲裁 blanking利用冲模将板料以封闭的轮廓与坯料分离的冲压方法。
1.7 落料 blanking利用冲裁取得一定外形制件或坯料的加工方法。
1.8 冲孔punching将坯料内的材料以封闭曲线和坯料分离开来,得到带孔制件的冲压方法。
1.9 切断 cut-off将坯料或工件切成两段或数段的冲压方法。
1.10 切口 notch将材料沿不封闭的曲线部分地分离开,其分离部分和材料发生形状变化的冲压方法。
1.11 切边 side scrap将拉深或成型后的半成品边缘部分多余材料切掉的冲压方法。
1.12 精密冲裁 fine blanking用压边圈使板料冲裁区处于静压作用下,抑制剪裂纹的发生,实现塑性变形分离的冲裁方法。
1.13 负间隙冲裁 negative clearance blanking在凸模直径大于凹模直径的模具内进行的冲裁方法。
1.14 对向凹模冲裁 opposed die blanking利用一个平端面凹模和一个带凸台的凹模使材料实现分离与整修的冲裁方法。
1.15 整修 shaving整修模沿冲裁件的外缘或内孔刮去一层薄薄的切屑,以提高冲裁件的加工精度和剪断面光洁度的加工方法。
机械工业冲压工程术语标准

机械工业冲压工程术语标准冲压1 冲压工艺1.1 冲压sheet metal forming靠压力机和模具对板材、带材、管材及型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件成形加工方法。
1.2 冲压件 stamping采用冲压方法制成的工件或毛坯。
1.3 金属压力加工 mechanical working of metals利用金属的塑性,使其改变形状、尺寸和改善性能,以获得型材、棒材、板材、线材、锻件、冲压件的加工方法。
1.4 板料成形 sheet forming用板料、薄壁管、薄型材等作为原材料进行塑性加工的冲压方法。
1.5 冲压工艺路线 process chart of press按产品或零部件的冲压工艺编制的说明产品、零部件的工序、工序名称、工序内容、工艺参数、采用的设备和工艺装备等的工艺文件。
1.6 冲裁 blanking利用冲模将板料以封闭的轮廓与坯料分离的冲压方法。
1.7 落料 blanking利用冲裁取得一定外形制件或坯料的加工方法。
1.8 冲孔punching将坯料内的材料以封闭曲线和坯料分离开来,得到带孔制件的冲压方法。
1.9 切断 cut-off将坯料或工件切成两段或数段的冲压方法。
1.10 切口 notch将材料沿不封闭的曲线部分地分离开,其分离部分和材料发生形状变化的冲压方法。
1.11 切边 side scrap将拉深或成型后的半成品边缘部分多余材料切掉的冲压方法。
1.12 精密冲裁 fine blanking用压边圈使板料冲裁区处于静压作用下,抑制剪裂纹的发生,实现塑性变形分离的冲裁方法。
1.13 负间隙冲裁 negative clearance blanking在凸模直径大于凹模直径的模具内进行的冲裁方法。
1.14 对向凹模冲裁 opposed die blanking利用一个平端面凹模和一个带凸台的凹模使材料实现分离与整修的冲裁方法。
1.15 整修 shaving整修模沿冲裁件的外缘或内孔刮去一层薄薄的切屑,以提高冲裁件的加工精度和剪断面光洁度的加工方法。
冲压加工工艺专业术语

五金冲压件加工厂,冲压加工工艺专业术语
隔行如隔山,没有接触到本行业的人是听不懂专业术语的,就拿冲压加工工艺来说,有几个简单的名词外行人是听不懂的,诚瑞丰五金冲压件加工厂带你了解一下。
以下就是五金冲压件加工厂的工程师常用说法:
1.下料。
不管是生产哪一种产品,哪一种材料,在钢板材料进入模具进行冲压
成型,将半成品/成品与废料分离出来,这一整个过程称为下料,使用到的设备有冲床、模具、自动机械手。
2.冲孔。
借助打孔机的钻孔技能,在钢板或产品上使用冲针将图纸上设计好的
孔型冲出来,常见的有方孔和圆形孔。
3.翻边。
不同产品的翻边方式不同,即使是相同工艺应用在不同产品上的展现
的效果也不一样,举个日常生活中使用较广泛的例子,不锈钢盆的沿口处就属于翻边加工,将四周完美的折叠起来,具有实用性和美观性。
4.拉伸。
用途非常广泛,常见的汽车、家具、家电、机器人等部件都有使用,
它的原理是将平面材料加工成具有空心形状的产品,形状如外壳、容器等。
5.成型。
很明显的一种方式是折弯,将产品的某个部位或者整体弯曲,达到一
定的角度,达到图纸设计的曲率。
6.切边。
当冲裁出来的工件边缘没有达到要求,不够光滑或整齐的时候,就需
要对边缘进行切割,属于常见工艺。
冲压工艺专业术语是对一道工序的概括,方便操作员在工作中进行交流,一经描述即可明白是哪一个生产环节。
诚瑞丰五金冲压加工厂对以上进行简单的概括,希望对你有帮助,冲压加工业务,欢迎联系合作。
冲压术语
冲压术语宣传论坛得积分(一)冲压工序术语1:落料:是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
2:拉深:是把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
3:整形:是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
4:冲孔:时将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
5:翻孔:是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
6:切边:是利用冲模修丘成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
7:翻边:是沿外形曲线周围将翻成侧立短边的一种冲压工序。
(二)冲磨和冲模零件术语1、下模:是整副模具的下半部分,即安装于压力机工作台面上的冲模部分。
2、下模座:是下模地面的板状零件,工作是直接固定在压力机工作台面上垫板上。
3、上模:是整副模具的上半部分,即安装于压力机滑块上的冲模部分。
4、上模座:是上模追上面的板状零件,工作时紧贴压力计滑块,并通过模柄或直接与压力机滑块固定。
5、凸模:是冲模中起直接形成冲件作用的图形工作零件,即以外行为工作表面的零件。
6、凹模:是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
7、压料板:是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数为压料圈。
8、压料筋:是拉深模或拉深模中用于控制材料流动的筋状突起,压料尽可以是凹模滑压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。
9、刃口斜度:是冲裁凹模孔刃壁的每侧斜度。
10、刃壁:是冲裁凹模孔刃壁的每侧斜度11、导板:是带有与凸模精密滑配内孔的板状零件,与内孔导向,用于保证凸模与凹模的相互对准,并有卸料功能。
12、导柱:视为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在上模座,与导套配合使用。
冲压名词术语大集合

用心专注服务专业模具部件术语上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座:上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模:下模是整副冲模的下半部,即安装于压力机工作台面上模具部件术语上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座:上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模:下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。
下模座:下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。
刃壁:刃壁是冲裁凹模孔刃口的侧壁。
刃口斜度:刃口斜度是冲裁凹模孔刃壁的每侧斜度。
气垫:气垫是以压缩空气为原动力的弹顶器。
反侧压块:反侧压块是从工作面的另一侧支持单向受力凸模的零件。
导套:导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。
导板:导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。
导柱:导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。
用心专注服务专业导正销:导正销是伸入材料孔中导正其在凹模内位置的销形零件。
导板模:导板模:板模是以导板作导向的冲模,模具使用时凸模不脱离导板。
导料板:导料板是引导条(带、卷)料进入凹模的板状导向零件。
导柱模架:导柱模架是导柱、导套相互滑动的模架。
冲模:冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。
凸模:凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。
凹模:凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
防护板:防护板是防止手指或异物进入冲模危险区域的板状零件。
压料板(圈):压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。
冲压专业术语
straight
スパナ 抜き ニッケル ピンセット 打痕(だこん) ラッピング マシニングセンター フラット 段曲げ バーリング 巻尺(まきじゃく) 面打ち(めんう)
扳手 下料 镍 镊子 打痕 抛光 加工中心 压平面度 分段折弯 抽芽 巻尺 面圧
masking tape blunder insect pilot hole pilot pin
cursor blank rubber stick base annexation warp
送料机 插口
提前
中空板(ちゅうくうばん) 空中板 バラツキ 误差 ストレート ガタ ストッパー チューニング 嵌る(はめ)
SU PA NA NU KI nikel
長さ 高度(こうど) 高さ 幅(はば) 厚さ(あつさ)
長chang 長度changdu 高度gaodu 寛度kuandu hou hudu 膨胀 裂缝、裂口 天線 流水线、输送带 备用零件 手册 保養 陷入 废料 光亮面 模座 间隙
length height width thickness
漏工程 凸縁 tuyuan 不锈钢 缺口
spot
スクラップ ダレ面
scrap metal flabby face
falanpan
ダイ
stainless steel クリアランス matching
clearance
コクイン ワイヤカット ノギス パンチ 切り板 コイル材 スケルートン コンパウンド ビス 凸凹(でこぼこ) フォークリフト 木のパレット ダボ 剥がれ(はがれ) ビード ナット ウェルト 面押し 絞り 孔明け スプリング 脱脂(だっし) タップ 順送 プレス 六角レンチ
冲压模具工艺术语有哪些
冲压模具工艺术语有哪些?模具, 术语, 工艺, 冲压1.5冲压模具工艺术语有哪些?(1) 冲裁是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
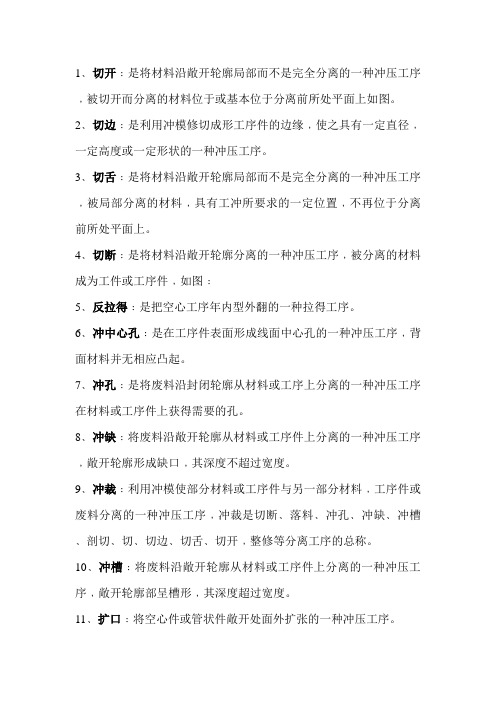
(2) 切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
(3) 切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
(4) 切舌是将材料沿敞开轮廓局部分离而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
(5) 切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
(6) 扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
(7) 冲孔是将多余材料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
(8) 冲缺是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
(9) 冲槽是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
(10) 冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
(11) 精冲是光洁冲裁的一种,他利用有带齿压料板的精冲模使冲件整个断面光洁。
(12) 连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进,从而使冲件逐步成形。
(13) 单工序模是在压力机一次行程中只完成一道工序的冲模。
(14) 组合冲模是按几何要素(直线、角度、圆弧、孔)逐步形成各种冲件的通用可调式成套冲模。
平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。
(15) 压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
(16) 压花是局部强行排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号的一种冲压工序。
冲压工艺专业术语名词解释
冲压工艺专业术语名词解释1、切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
2、切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
3、切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
4、切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
5、反拉深反拉深是把空心工序件内壁外翻的一种拉深工序。
6、扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
7、冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
8、冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
9、冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切1、断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
10、冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
11、冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
12、压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
13、压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
14、压筋压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
15、成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
16、光洁冲裁光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
17、扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
冲压工应知应会
冲压应知应会一、冲压的基本工序及术语1、冷冲压:是将各种规格的金属板料或坯料,在室温下对其施加压力(如通过压力机及模具),使之变形或分离以获得所需的各种形状零件的一种加工方法.2、排样:是所冲压的工件在条料、卷料或板料上的布置方法。
在生产中根据材料的利用情况,排样方式主要有无废料排样、少废料排样和有废料排样三种。
3、冲压生产具有的优点:A:节省原材料,并且材料的利用率高,一般可达70—85%.B:操作工艺方便。
C:冲压件的尺寸精度主要靠模具保证,质量稳定,互换性好。
D:件的强度高、刚性好、重量轻,能生产形状复杂的制件。
E:生产效率高,容易自动化生产。
4、冲压基本工序:A:分离工序包括:剪裁、落料、冲孔、切边、整修。
B成形工序:包括弯曲、拉延(拉深)、及其它的成形如:翻边、校平、整形等.二、冲压设备基本知识1、合器和制动器的作用:控制滑块的运动和停止,其工作原理是:在开动压力机时,先脱开制动器后结合离合器,在停止压力机先脱开离合器(电磁阀断电排气)制动器结合(弹簧的作用下)2、公称压力:曲柄压力机的公称压力是指滑块离下死点前某一特定距离或曲柄旋转到离下死点前某一特定的角度时,滑块上的允许的最大作用力。
3、平衡缸的作用:防止滑块向下运动时,因受自身重力的作用迅速下降,使传动系统中的受到冲击,而损坏,或产生较大的噪音.合适的平衡作用可调整连杆和滑块的间隙,以利于连杆的润滑。
减少传动部件的磨损,降低调模的电机功率,防止连杆拆断迅速下降,冲工作台面造成事故。
4、行程及行程次数:压力机没滑块行程大小,应保证成形零件的取出和方便毛坯的放进。
在冲压工艺中,拉深和弯曲一般需要较大的行程,对于拉深工序所用压力机的行程,至少应为成品零件高度的2倍以上,一般取2.5倍。
5、对压力机的精度应做的检查:压力机的精度包括动态精度和静态精度,压力精度主要是在压力机静态情况下,所能测量到的压力机的各项技术指标,故称为静态精度。
1)检查工作台面对的平面度。
冲压名词术语
冲压名词术语一、冲压工序切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。
扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
压筋:压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯:扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
冲压名词术语--模具结构名词解释

上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座
上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模
下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。
下模座
下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。
导板
导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。
导柱
导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。
导正销
导正销是伸入材料孔中导正其在凹模内位置的销形零件。
导板模
卸件器
卸件器是从凸模外表面卸脱工(序)件的非板状零件或装置。
卸料板
卸料板是将材料或工(序)件从凸模上卸脱的固定式或活动式板形零件。卸料板是有时与导料板做成一体,兼起导料作用,仍称卸料板。
卸料螺钉
卸料螺钉是固定在弹压卸料板上的螺钉,用于限制弹压卸料板的静止位置。
废料切刀
废料切刀有两种。 1.装于拉深件凸缘切边模上用于割断整圈切边废料以利清除的切刀。 2.装于压力机或模具上用于将条(带、卷)状废料按定长切断以利清除的切刀。
始用挡料销(板)
始用挡料销(板)是供材料起始端部送进时定位用的零件。始用挡料销(板)都是移动式的。
拼块
拼块是组成一个完整凹模、凸模、卸料板或固定板等的各个拼合零件。
硬质合金冲模
硬质合金冲模是以硬质合金作为模具工作部分材料的冲模。
漏料孔
漏料孔是与冲裁凹模也直接贯通,用于排除废料或工(序)件的孔。
冲压术语
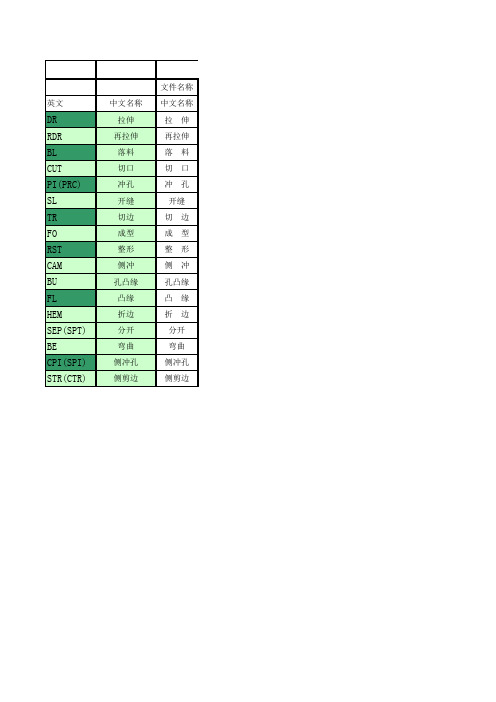
DR RDR BL CUT PI(PRC) SL TR FO RST CAM BU FL HEM SEP(SPT) BE CPI(SPI) STR
Draw ReDraw Blank Cut Pierce Slit Trim Form ReStrike Cam Burring Flanger Hemming Separate Bend
模具工程名称用语 用语之含义 用冲头将材料压入模具用,制作无接縫之器狀物品加工 延续前拉伸未完成之物品形狀再次加工 由钢卷材或板材冲切預先決定之形狀加工 将材料剁成缺口的加工 在物品上打孔的加工 让物品一部分造成裂縫的加工 修切物品周边多余或边緣形狀 将材料压在上下模之间,在加压成各种所需之形狀的加工 为了使前工程的拉伸,使之形狀更为正确的再次加工 在于物品上进行侧面的加工 将孔径竖起一定的长度加工 将物品周边竖起一定的长度加工 将两件物品的边缘紧密翻折在一起的加工 合拼件分成几个单独的制品 将物品弯曲的加工 在物品侧面上打孔的加工
(完整版)冲压专业技术术语

冲压专业技术术语(pressing speciality technology language)冲压-press,模具结构术语:die structure模具-die ,模板(模座)-die shoes,凸模(冲头)-punch ,凹模-die,镶嵌式凹模-button,镶块-insert,压边圈-binder(blankholder),卸料板-pad(stripper),上模-upper die,下模-lower die,拉延筋-draw bead,弹簧-spring,氮气弹簧Nitrogen spring,气弹簧-gas spring,透气孔-vent,螺钉-screw,销钉-dowel(用于过渡配合),定位销-location pin,顶棒(顶销)-pin(用于间隙配合),传感器-senser,斜楔-cam,吊挂斜楔flying cam,导板-wear plate,导柱-guide post,导套-guide bush模型-pattern,切刀-cutter,刀片-blade.到底块-Bottom block,定距块-distance block,平衡块-balance block,储存块-storage block。
模修金加工:车-lather,铣-mill,钻-drill,磨-grind,镗-bone,研配-spot,抛光-polishing,焊接-weld,热处理-heat treatment,火焰淬硬-flame harden,淬火-quench,油淬-oil quench,退火-anneal。
冲压设备:压机- press machine,拆垛机-destacker,研配压机-spotting press,数控铣床-NC milling,清洗机-wash machine,起重机-crane,运模车-transporter 废料线-scrap line,翻转机-turnover machine,上料手-loader,下料手-unloader,tooling-机械手,对中台-gauge table,拉伸垫-cushion,单动-single action,双动-double action,滑块-ram,工作台-bolster,移动工作台-moving bolster,立柱-Column,横梁-beam,线末-end line。
冲压汉语术语

词汇表深拉冲压是一个复杂和严格的技术。
它的应用是深远的,它的语言往往是新的,许多工程师和采购经理。
为了帮助购买决策,我们编译一个术语表。
您的ITW Drawform代表,也是一个巨大的信息资源。
A各向异性(耳环)- 在一个或多个物理或机械性质与方向的变化。
B空白- 一块金属板,切割模具生产,这是受到进一步的新闻业务。
一个空白的开发,以促进形成或消除了微调操作,以形成后可能有一个特定的形状。
空白的发展- 以确定最佳的尺寸和形状的一项空白,为一个特定的部分,以尽量减少废料的过程。
空白网格化(圈网分析)- 印迹金属板材表面,这种模式将用于后续应变测量和解释模式的空白。
空白持有人- 这部分的成形模具,持有压力对配合表面的模具来控制金属流动,防止起皱的空白。
空白的人有时也被称为“按住”或粘合剂领域。
机械手段,弹簧,空气或液体垫施加压力。
压边- 对空白的空白持有人施加压力。
这通常是可调控制在拉丝金属流。
消隐- 切割一个空白的行为。
C锁模压力- 压力应用到板材表面面积有限,通常在外围,在成形过程中金属流动的控制或限制。
压印- 冷成形的金属,在金属被塑造这种方式在两个模具位移的材料都在救灾的模具,以填补凹陷的过程。
- 显着低于其再结晶温度发生加工硬化金属冷加工变形。
拔罐- 一个杯形部分是从生产板材的冲压成型操作。
拔罐往往是在一个复杂的深拉部分生产经营。
截止死- 有时称为切边模。
截止模具可减少废料松散的部分在最后一组传输模具模具。
它也可以减少线圈的模具,为以后在凹模中使用的直边空白。
D拉深- 在其中被拉成模腔和法兰的空白表冲床行动,其中一部分是从一个空白的绘图操作被压缩在圆周方向。
直接冲下的地区仍然未变形。
开发空白- 一个平面形状成品的一部分,将生产所需的配置和最低的修剪操作空白。
死- (一)用于任何操作或一系列操作,如成形,压痕,刺穿和切割,一个电台的一套完整的(工具)记者。
上层成员(S)连接到被钳制新闻界和较低的成员幻灯片(S)或螺栓固定在床上或加强与模具成员,形如削减或形成它们之间放置的材料,当记者使中风。
冲压术语
1﹑切开﹕是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序﹐被切开而分离的材料位于或基本位于分离前所处平面上如图。
2﹑切边﹕是利用冲模修切成形工序件的边缘﹐使之具有一定直径﹐一定高度或一定形状的一种冲压工序。
3﹑切舌﹕是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序﹐被局部分离的材料﹐具有工冲所要求的一定位置﹐不再位于分离前所处平面上。
4﹑切断﹕是将材料沿敞开轮廓分离的一种冲压工序﹐被分离的材料成为工件或工序件﹐如图﹕5﹑反拉得﹕是把空心工序年内型外翻的一种拉得工序。
6﹑冲中心孔﹕是在工序件表面形成线面中心孔的一种冲压工序﹐背面材料并无相应凸起。
7﹑冲孔﹕是将废料沿封闭轮廓从材料或工序上分离的一种冲压工序在材料或工序件上获得需要的孔。
8﹑冲缺﹕将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序﹐敞开轮廓形成缺口﹐其深度不超过宽度。
9﹑冲裁﹕利用冲模使部分材料或工序件与另一部分材料﹐工序件或废料分离的一种冲压工序﹐冲裁是切断﹑落料﹑冲孔﹑冲缺﹑冲槽﹑剖切﹑切﹑切边﹑切舌﹑切开﹐整修等分离工序的总称。
10﹑冲槽﹕将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序﹐敞开轮廓部呈槽形﹐其深度超过宽度。
11﹑扩口﹕将空心件或管状件敞开处面外扩张的一种冲压工序。
12﹑压凸﹕定用凸模挤入工序件一面﹐迫使材料深入对面凹坑的形成凸起的一种冲压工序。
13﹑压花﹕是强行局部排挤材料﹐在工序件表面形成浅凹花纹﹐图案﹑文字或符号的一种冲压工序﹐被压花表面的背面无对应于浅凹的凸边。
14﹑压筋﹕是起伏形成的一种﹐当局部起伏的筋形式出现时﹐相应的起伏成形工序称为压筋。
15﹑成形﹕是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
16﹑光洁冲裁﹕是一经修整直接获得整个断面全部或基本全部光洁的冲裁工序。
17﹑扭弯﹕是将平面或局部平面工序件的一部分相对另一部分扭转一定角度的冲压工序。
18﹑连续拉伸﹕是在条料(卷料)上﹐用同一副模具(须进拉伸模)通过多次拉伸逐步形成所需形状﹐和尺寸的一种冲压方法。
冲压名词术语
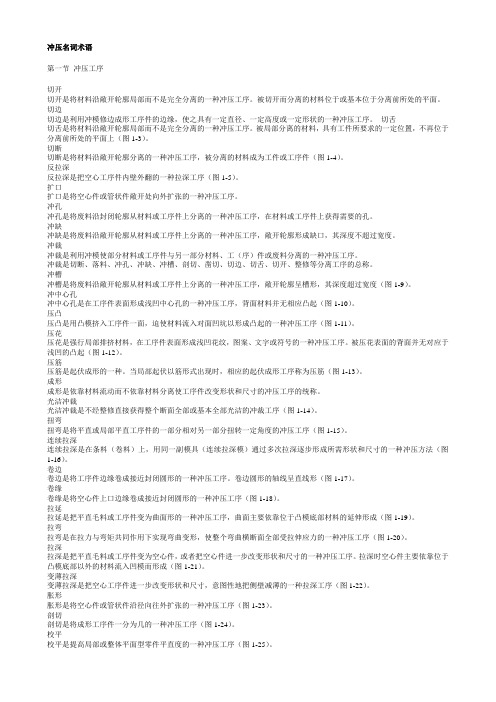
冲压名词术语第一节冲压工序切开切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上(图1-3)。
切断切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件(图1-4)。
反拉深反拉深是把空心工序件内壁外翻的一种拉深工序(图1-5)。
扩口扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度(图1-9)。
冲中心孔冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起(图1-10)。
压凸压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序(图1-11)。
压花压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起(图1-12)。
压筋压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋(图1-13)。
成形成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序(图1-14)。
冲压基础知识
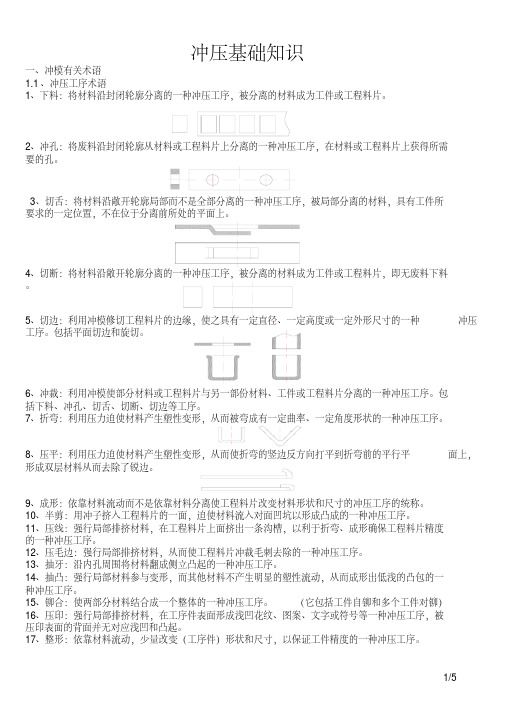
冲压基础知识一、冲模有关术语1.1、冲压工序术语1、下料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片。
2、冲孔:将废料沿封闭轮廓从材料或工程料片上分离的一种冲压工序,在材料或工程料片上获得所需要的孔。
3、切舌:将材料沿敞开轮廓局部而不是全部分离的一种冲压工序,被局部分离的材料,具有工件所要求的一定位置,不在位于分离前所处的平面上。
4、切断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工程料片,即无废料下料。
5、切边:利用冲模修切工程料片的边缘,使之具有一定直径、一定高度或一定外形尺寸的一种冲压工序。
包括平面切边和旋切。
6、冲裁:利用冲模使部分材料或工程料片与另一部份材料、工件或工程料片分离的一种冲压工序。
包括下料、冲孔、切舌、切断、切边等工序。
7、折弯:利用压力迫使材料产生塑性变形,从而被弯成有一定曲率、一定角度形状的一种冲压工序。
8、压平:利用压力迫使材料产生塑性变形,从而使折弯的竖边反方向打平到折弯前的平行平面上,形成双层材料从而去除了锐边。
9、成形:依靠材料流动而不是依靠材料分离使工程料片改变材料形状和尺寸的冲压工序的统称。
10、半剪:用冲子挤入工程料片的一面,迫使材料流入对面凹坑以形成凸成的一种冲压工序。
11、压线:强行局部排挤材料,在工程料片上面挤出一条沟槽,以利于折弯、成形确保工程料片精度的一种冲压工序。
12、压毛边:强行局部排挤材料,从而使工程料片冲裁毛刺去除的一种冲压工序。
13、抽牙:沿内孔周围将材料翻成侧立凸起的一种冲压工序。
14、抽凸:强行局部材料参与变形,而其他材料不产生明显的塑性流动,从而成形出低浅的凸包的一种冲压工序。
15、铆合:使两部分材料结合成一个整体的一种冲压工序。
(它包括工件自铆和多个工件对铆)16、压印:强行局部排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号等一种冲压工序,被压印表面的背面并无对应浅凹和凸起。
17、整形:依靠材料流动,少量改变(工序件)形状和尺寸,以保证工件精度的一种冲压工序。
最新冲压名词术语

冲压名词术语冲压名词术语作者:佚名转贴自:ugcn 点击数:158一、冲压工序切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。
扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。
冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
压筋:压筋是起伏成形的一种。
当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。
成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯:扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压工艺术语下死点下死点是压力机滑块上下运动的下端终点。
上死点上死点是压力机滑块上下运动的上端终点。
工序件工序件是已经冲压的坯料或冲件,但尚须进一步冲压。
间隙间隙是相互配合的凸模的凹模相应尺寸的差值或其间的空隙。
单面间隙单面间隙是从中心至一侧的间隙或一侧的空隙。
双面间隙双面间隙从一侧至对面另一侧的间隙或两侧空隙之和。
出件装置出件装置是使已冲过的工(序)件从模具中外出的装置。
模具闭合高度闭合高度是冲模在工作位置下极点时上模座上平面至下模座下平面的距离。
行程行程是压力机滑块上下运动两端终点间的距离。
崩刃山脚刃是凸模或凹模刃口小块剥落的现象名称。
拉深系数拉深系数是本工序圆筒形拉深拉件直径与前工序拉深件直径的比值。
对于第一道拉深,拉深系数是拉深件直径与展开直径的比值。
步距步距是可用于多次冲压的原材料每次送进的距离。
排样排样是完成排样图的冲模设计过程。
有时也把排样图简称为排样。
排样图排样图是描述冲件在条(带、卷)料上逐步形成的过程,最终占有的位置和相邻冲件间关系的布局图。
搭边搭边是排样图中相邻冲件轮廓间的最小距离,或冲件轮廓与条料边缘的最小距离。
毛刺毛刺是冲裁后冲件断面边缘锋利的凸起。
塌角塌角有两个含义,一个是指冲裁件外缘近凹模面或内缘近凸模面呈圆角的现象,另一是指冲裁件断面呈塌角现象部分的高度h R塌角面塌角面是边缘呈塌角的冲裁件平面,即毛刺面的对面。
突耳突耳是拉深件上口边缘的耳形突起。
起皱起皱是拉深件凸缘产生波浪形皱裥的现象名称。
回弹回弹有两种,一种是成形冲件从模具内取出后的尺寸与模具相应尺寸的差值。
对于弯曲件,一般以角度差或半径差表示。
冲压專業术语品質管理 2009-08-08 13:48 阅读52 评论0字号:大中小(一)冲压工序术语1:落料:是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
2:拉深:是把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
3:整形:是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
4:冲孔:时将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
5:翻孔:是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
6:切边:是利用冲模修丘成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
7:翻边:是沿外形曲线周围将翻成侧立短边的一种冲压工序。
(二)冲磨和冲模零件术语1、下模:是整副模具的下半部分,即安装于压力机工作台面上的冲模部分。
2、下模座:是下模地面的板状零件,工作是直接固定在压力机工作台面上垫板上。
3、上模:是整副模具的上半部分,即安装于压力机滑块上的冲模部分。
4、上模座:是上模追上面的板状零件,工作时紧贴压力计滑块,并通过模柄或直接与压力机滑块固定。
5、凸模:是冲模中起直接形成冲件作用的图形工作零件,即以外行为工作表面的零件。
6、凹模:是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
7、压料板:是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数为压料圈。
8、压料筋:是拉深模或拉深模中用于控制材料流动的筋状突起,压料尽可以是凹模滑压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。
9、刃口斜度:是冲裁凹模孔刃壁的每侧斜度。
10、刃壁:是冲裁凹模孔刃壁的每侧斜度11、导板:是带有与凸模精密滑配内孔的板状零件,与内孔导向,用于保证凸模与凹模的相互对准,并有卸料功能。
12、导柱:视为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在上模座,与导套配合使用。
13、导套:视为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导套配合使用。
14、定位销:是保证工序件在模具内有不变位置的零件,以其形状不同而成为定位销或定位板。
15、废料切刀:有两种:1)装于拉深件凸缘切边模上用于割断整圈切边废料以利于清除的切刀。
2)状于压力机或模具上用于将条状废料安定长切断以利于清除的切刀。
16、限位柱:是限制合模后上模座上平面之下模座下平面距离的柱形零件。
17、漏料孔:是与冲裁凹模孔直接贯通,用于派出废料或工序件的空。
(三)冲孔工艺术语1、下极点:是压力机滑块上下运动的下端点2、上极点:是压力机滑块上下运动的上端点。
3、工件:是已完成工艺文件规定的格道工序的冲成件。
4、工序件:是已经冲压的怀料冲件,但尚须进一步冲压。
5、毛刺:是冲裁后冲件断面边缘锋利的凸起。
6、闭合高度:是冲裁在工作位置下极点时上模座上平面至下平面的距离。
7、冲件:是坯料经过一道或多道冲压工序后统称,也就是工序件和工件的系统。
8、光面:是冲裁件被切出的光亮断面。
9、回弹:有两种:一种是成形冲件从模具内取出后的尺寸与模具相应尺寸的差值。
对于弯曲件,一般以角度差或半径表示。
另一种是从模具中出的冲裁件外形尺寸与凹模相应尺寸的差值或内形尺寸与凸模相应差值。
10、行程:是压力机滑块上下运动两端终点间的距离11、间隙:是相互配合的凸模合凹模相应尺寸的差值或其间的间隙。
12、试模:是模具初装完成后进行的试验形冲压,以考核模具性能及冲件质量。
13、拉痕:是冲件在成形过程中,材料表面与模具工作面的摩擦印痕。
14、板料:是可用于多次冲压件得板状原材料。
15、送料装置:是将原料送入模具的装置。
常见的送料状只有管轴式、夹持式、钩式等。
16、起皱:是拉深件凸缘产生波浪形皱件的现象名称。
17、崩刀:是凸模或凹模刃口小块剥落的现象名称冲压名词术语大集合2009-10-16 23:51上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座:上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模:下模是整副冲模的下半部,即安装于压力机工作台面上模具部件术语上模:上模是整副冲模的上半部,即安装于压力机滑块上的冲模部分。
上模座:上模座是上模最上面的板状零件,工件时紧贴压力机滑块,并通过模柄或直接与压力机滑块固定。
下模:下模是整副冲模的下半部,即安装于压力机工作台面上的冲模部分。
下模座:下模座是下模底面的板状零件,工作时直接固定在压力机工作台面或垫板上。
刃壁:刃壁是冲裁凹模孔刃口的侧壁。
刃口斜度:刃口斜度是冲裁凹模孔刃壁的每侧斜度。
气垫:气垫是以压缩空气为原动力的弹顶器。
反侧压块:反侧压块是从工作面的另一侧支持单向受力凸模的零件。
导套:导套是为上、下模座相对运动提供精密导向的管状零件,多数固定在上模座内,与固定在下模座的导柱配合使用。
导板:导板是带有与凸模精密滑配内孔的板状零件,用于保证凸模与凹模的相互对准,并起卸料(件)作用。
导柱:导柱是为上、下模座相对运动提供精密导向的圆柱形零件,多数固定在下模座,与固定在上模座的导套配合使用。
导正销:导正销是伸入材料孔中导正其在凹模内位置的销形零件。
导板模:导板模:板模是以导板作导向的冲模,模具使用时凸模不脱离导板。
导料板:导料板是引导条(带、卷)料进入凹模的板状导向零件。
导柱模架:导柱模架是导柱、导套相互滑动的模架。
冲模:冲模是装在压力机上用于生产冲件的工艺装备,由相互配合的上、下两部分组成。
凸模:凸模是冲模中起直接形成冲件作用的凸形工作零件,即以外形为工作表面的零件。
凹模:凹模是冲模中起直接形成冲件作用的凹形工作零件,即以内形为工作表面的零件。
防护板:防护板是防止手指或异物进入冲模危险区域的板状零件。
压料板(圈):压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉深模中,压料板多数称为压料圈。
压料筋:压料筋是拉延模或拉深模中用以控制材料流动的筋状突起,压料筋可以是凹模或压料圈的局部结构,也可以是镶入凹模或压料圈中的单独零件。
压料槛:压料槛是断面呈矩形的压料筋特称。
承料板:承料板是用于接长凹模上平面,承托冲压材料的板状零件。
侧刃:侧刃是在条(带、卷)料侧面切出送料定位缺口的凸模。
侧压板:侧压板是对条(带、卷)料一侧通过弹簧施加压力,促使其另一侧紧*导料板的板状零件。
顶杆:顶杆是以向上动作直接或间接顶出工(序)件或序料的杆状零件。
齿圈:齿圈是精冲凹模或带齿压料板上的成圈齿形突起,是凹模或带齿压料板的局部结构而不是单独的零件。
限位套:限位套是用于限制冲模最小闭合高度的管状零件,一般套于导柱外面。
限位柱:限位柱是限制冲模最小闭合高度的柱形件。
定位销(板):定位销(板)是保证工序件在模具内有不变位置的零件,以其形状不同而称为定位销或定位板。
固定板:固定板是固定凸模的板状零件。
固定卸料板:固定卸料板是固定在冲模上位置不动的卸料板。
固定挡料销(板):固定挡料销(板)是在模具内固定不动的挡料销(板)。
卸件器:卸件器是从凸模外表面卸脱工(序)件的非板状零件或装置。
卸料板:卸料板是将材料或工(序)件从凸模上卸脱的固定式或活动式板形零件。
卸料板是有时与导料板做成一体,兼起导料作用,仍称卸料板。
卸料螺钉:卸料螺钉是固定在弹压卸料板上的螺钉,用于限制弹压卸料板的静止位置。
废料切刀:废料切刀有两种。
1.装于拉深件凸缘切边模上用于割断整圈切边废料以利清除的切刀。
2.装于压力机或模具上用于将条(带、卷)状废料按定长切断以利清除的切刀。
始用挡料销(板):始用挡料销(板)是供材料起始端部送进时定位用的零件。
始用挡料销(板)都是移动式的。
拼块:拼块是组成一个完整凹模、凸模、卸料板或固定板等的各个拼合零件。
挡块(板):挡块(板)是供经侧刃切出缺口的材料送进时定位用的淬硬零件,兼用以平衡侧刃所受的单面切割力。
挡块(板)一般与侧刃配合使用。
挡料销(板):挡料销(板)是材料沿送进方向的定位零件,以其形状不同而称为挡料销或挡料板。
挡料销(板)是固定挡料销(板)、活动挡料销(板)、始用挡料销(板)等的统称。
垫板:垫板是介于固定板(或凹模)与模座间的淬硬板状零件,用以减低模座承受的单位压缩应力。
复合模:复合模是在压力机一次行程中,在同一工位上完成两道或更多工序的冲模。
保持圈:保持圈是滚珠导柱模架中容纳并限制滚珠(子)位置的多孔管状零件。
活动挡料销(板):活动挡料销(板)是在模具内可以上下或左右活动的挡料销(板)。
带齿压料板:带齿压料板是精冲模中压料板的特称,因压料面带齿圈而得名。
推杆:推杆是以向下动作直接或间接推出工(序)件或废料的杆状零件。
浮动模柄:浮动模柄是随上模座同时上下,但其中心轴孔与上模座平面所成的角度可在一定范围内自由活动的模柄。
推板:推板是在凹模或模块内活动的板状零件,以向下动作直接或间接推出工(序)件或废料。
斜楔:斜楔是模具中改变直线运动方向的楔形零件,多数斜楔使垂直运动变为水平运动。