斗山船机
十年磨剑 一朝试死——记ChinaDIMF斗山机床中国展览会

多、更好 、性价 比更优 的斗 山机床产 品 。截至 去年
经生产机床5 2 4 ,累计销售机床1 1 台 ,年平 8台 0 30 匀 增长率高达1% 7 ,销售增加了34 。 .倍 斗 山机 床 是 世界 上 为数 不 多 的 可 以开发 并 供 应 户所 需产 品的制 造厂商之一 。在 中国以汽车和 建设 几 为 中心 ,具 备 高性 价 比,符 合大 批 量 生产 的可 械
符合 产业需求 的具有竞 争力 的产 品;代理商则 以客户
为邻 ,通过 向其提供售后 、部件 、技术等服 务来实现 利于客户发展 的 良性循环 ,未来还将加 以强化 。 经历 了2 0 年 金融危机 ,得 益于 中国制造业 的爆 08 发 式成长 ,斗 山机床也有 了飞跃 性的发展 。但 更重要
本刊记者/ eot 余捷 / U Je R pr r e Y i
5 8 月l 日,在 斗 山I f a o e n r cr 进入 中国市场十周年 三 际,斗 山机床 ( 台 )有 限公司总经理 郑晚泳 发函 烟 中 国客户 面临人 力成本上升及 用工荒等 问题 ,对 自动
化 、提 升产业 结构 的要求 就需要有尖 端的机床 、大型
耳 之所闻
韩 国斗 山集团是一家 享誉全球 、竞 争力极强 的跨
国 公司,成立于 1 9 年 ,至今 已有一 百多年 的发展 历 86 坦 ,是韩 国最早 的近代 企业之一 。上世纪9 年代 ,中 0 目 用户就 开始接触 到斗 山机床 ,十多年后 的2 0 年 , 03
的是为实现持续 的成长 ,斗 山开发 了符合不 同市场需
+ n r c r 在 山东烟 台经济 开发 区成立 斗 山机 床 山I f a o e
( 台 )有 限公司 ,次年 正式投产 ,为中 国用户提 供 烟
斗山机床简介

青岛民盛百川机床—斗山机床简介斗山机床是韩国斗山集团(DOOSAN)下的斗山工程机械有限公司生产的高端机床产品,韩国斗山集团(DOOSAN)目前是韩国最大的财团,是一家享誉全球、很有竞争力的跨国公司。
公司成于1896年,至今已有109年的发展历史。
公司业务涉及重工业、服务业、消费品等多领域。
斗山对世界经济环境的快速适应性促使它成为不同行业的领导者,从最尖端的技术到快速消费品,都拥有世界级的质量和技术。
如:拥有世界排名第一的海水淡化工厂-斗山重工业;世界排名第一的社会基础设施-斗山产业开发;世界排名第二的大型船用发动机-斗山机床发动机等概述韩国斗山机床是世界上最大的跨国重型机械制造商之一,其始建于1937年,拥有70年的先进机床应用与制造经验及众多科研人才,通过长期引进消化欧美及日本等发达国家的先进机床制造技术、设备及零部件,使斗山机床所生产的车削中心和加工中心拥有世界最高技术科技。
大宇机床DAEWOO MACHINE目前机床年产能达16,000台,累计生产机床超过100,000台,全世界每100台机床中,有6台是斗山机床的品牌!目前斗山机床DOOSAN MACHINE的设备50%销往欧洲,25%销往中国,美国占15%及其他地区占10%,斗山机床优良的性价比和售后服务使其成为世界第三大机床制造企业。
饱含众多科技成果的斗山机床DOOSAN MACHINE生产过程都经过严格执行PE、CL、ISO等国际品质标准,精心打造的斗山机床在韩国国内车削中心和加工中心全部出口额中占了70%的份额,荣获大韩民国10大新技术奖荣誉称号并被韩国产业资源部选定为世界一流产品。
2003年,烟台斗山机床在烟台开发区注册成立,一期投资3000万美元,2004年4月正式投产,并形成年产700台机床的能力,为中国用户提供更多、更好、性价比更优的斗山机床DAEWOO MACHINE产品。
斗山机床DOOSAN MACHINE在欧洲的英国、意大利等国以及加拿大的市场占有率为第一位,并在机床出口大国的日本占有一定数量的市场,在作为世界最大的机床消费国的中国位居进口数控车床及加工中心机床第一位,其中的天津勤美达公司、浙江飞跃集团等都超过几百台机床,浙江万向集团更是已累计采购超过300余台,台湾的富士康集团一次性购了500台设备。
贴心民警贴心事——记大连市公安局大孤山派出所民警王善明

竭力地 帮助解 决 ,被居 民们亲切地称 为 “ 贴心 民警 ” 。 他先后荣获 了 “ 辽宁省马天民式公安 民警” “ 辽宁省模 范社区民警” “ 大连市人 民满意的政法干警”等称号。
做 和谐 社 区 的忠诚 卫 士
去年 8 月 ,小 区居民徐某与邻居周某 因每晚唱卡拉 O K噪音扰民问题 矛盾激化 ,双方剑拔弩 张。得知这一 情况后 ,王善明利用 晚上休 息时间 ,分别到两家 做工
作 ,一 次 不成 两 次 去 ,三 次不 成再 次 去 ,往 返 登 门劝 解 五 六 次后 ,两家 人终 于 握 手 言和 。徐 某 和周 某 拉着 王 善
王 善 明得 知 后 ,经 过 多番 努 力 ,利用 警 务信 息 平 台终 于 找 到 了许 进 广 家 的地址 和联 系 电话 。两 位 老人 重 逢之 际
王善明的帮扶和感化下 ,孙某改过 自新 ,成功戒毒 ,现
在还 成 为社 区 的一 名义 务治 安 员 。 王 善 明立 足 岗位 、服 务 群众 的事情 不 胜 枚举 ,赢 得 了辖 区居 民 的一致 称 赞 : “ 王 警官 的服 务心 贴 心 ,社 区 居 民真 是倍感 幸 福 ! ”
区警 务室 ,他就 不厌 其 烦 地 亲 自送 到居 民手 中 。 “ 只 要 是 为 了老 百 姓 ,不 管 啥 差 事 ,他 都愿 意揽 到 自己身 上 。 这 个 片警 可真 不简 单 ! , ’ 一位 社 区居 民感 慨地 说 。
2 0 1 0年 ,7 9 岁高龄 的许连春老人向临港社 区求助 , 寻找家住北京却 因动迁失去联系 4 0多年的哥哥许进广 。
查站部 队驻地等地举办爱心义卖活动 ,筹得善款达 6 0 0 0
大连各大化工业园区汇总

大连市各大工业园区资料汇总一、大孤山化工园区(临港工业区)1、园区概况大孤山化工园区位于大连市金州新区大孤山半岛(大连市中心城区东北方),工业园区总面积6.85平方公里,预计到“十二五”期末,达到1000亿元以上的产值规模。
岛上以化工企业和船舶配套企业为主。
目前已经入驻大孤山半岛的石油化工类企业达38家以上,化工企业主要包括大东西太平洋石油化工有限公司、凯飞化学、逸盛大化、天源基化学、福佳大化等化工厂,造船企业有斗山船机、熊川船机、韩国浦项、大洋船舶等企业。
2、产业链形成石油经港口运进大连以后,先储存在中石油原油储备库中,然后进入中石油大连石化和西太平洋石化炼油,副产品进入福佳·大化制成PX原料,PX产品在逸盛大化制成PTA 原料,再到聚酯切片。
一条完整的石化产业链的形成。
3、环境、安全隐患随着大孤山工业园区逐渐形成,这个距离大连市区20公里化工基地的环境、安全问题逐渐引发人们的担忧。
大孤山半岛除了东南面是大海外,其他几个方向为陆地环抱,隔大连湾相望的大连市区人口密集,大连湾内分布着多处海滨浴场和诸多景点。
而紧挨大孤山的开发区、金州老城区也形成卫星城,分布着大量企业,人口也较为密集,现在还有很多楼盘正在开工建设。
一旦大孤山发生化学品泄漏、爆炸事故,影响的将不只是西南方向的大连市区。
4、搬迁规划2011年,大连市政府委托北京石油化工工程有限公司编制的《大连长兴岛石油化工园区总体发展规划(修编)》和《大孤山石化产业园区整体搬迁规划方案》正式通过中国国际工程咨询公司评审。
标志着大孤山漫长的搬迁工作拉开了帷幕。
2012年8月,市长李万才在听取大孤山石化园区搬迁规划方案、长兴岛石化园区规划等情况汇报,部署下一阶段工作任务时指出,大连拥有数百家石化企业,其中部分企业集中在大孤山石化园区,并形成了较为完整的产业链,这些企业为我市经济社会发展作出了巨大贡献。
但是,随着大连全域城市化的加速推进,这个区域现在已经逐步成为大连的中心。
斗山挖掘机操作方法
斗山挖掘机操作方法斗山挖掘机是一种常见的工程机械,主要用于挖掘、平整和运输土壤、砂石等材料。
正确的操作方法对于确保挖掘机的安全和高效运行至关重要。
下面将介绍斗山挖掘机的操作方法:1. 熟悉挖掘机的各部分在操作挖掘机之前,需要熟悉挖掘机的各部分,包括发动机、液压系统、操作杆、铲斗、履带等。
了解每个部分的作用和功能,以便在操作过程中能够准确地控制挖掘机。
2. 进行日常检查在开始操作挖掘机之前,需要对挖掘机进行日常检查。
检查发动机、液压系统、履带、润滑油、燃油等部件,确保其正常运行。
同时,还需要检查操作杆、铲斗等部件是否存在松动或损坏现象,以免在操作过程中出现故障。
3. 上机启动在进行日常检查后,可以开始上机启动挖掘机。
首先打开发动机的启动开关,等待几秒钟,然后拉动启动手柄启动发动机。
待发动机启动后,需要等待一段时间,让发动机充分预热。
4. 操作杆的使用挖掘机的操作杆用于控制铲斗的上升、下降、倾斜等动作。
在操作过程中,需要根据具体的工作需求,灵活操作操作杆,控制铲斗的动作。
同时,还需要注意操作杆的力度和速度,以免造成操作杆的损坏。
5. 履带的操作挖掘机的履带用于行驶和旋转,操作者需要熟练掌握履带的操控方法。
在行驶时,需要根据具体的工地情况,控制履带的速度和方向,避免碰撞或者卡住。
在旋转时,也需要注意控制履带的旋转角度,以便进行精准的操作。
6. 铲斗的使用挖掘机的铲斗是用于挖掘和运输土石料的重要部件,需要正确使用。
在使用铲斗时,需要注意控制铲斗的倾斜角度和力度,以便将土石料准确地装载到铲斗中。
同时还需要注意铲斗的使用位置,避免造成挖掘机的不必要损坏。
7. 安全注意事项在操作挖掘机时,需要严格遵守安全操作规程,确保操作人员和周围人员的安全。
在操作过程中,需要注意周围环境的情况,避免碰撞障碍物或者坠落危险。
同时,还需要时刻注意挖掘机的工作状态,避免因疏忽而引起事故。
8. 学习和培训对于新手操作者来说,需要接受专业的培训和指导,掌握挖掘机的操作技巧。
大连市各大工业园区资料汇总.

大连市各大工业园区资料汇总一、大孤山化工园区(临港工业区)1、园区概况大孤山化工园区位于大连市金州新区大孤山半岛(大连市中心城区东北方),工业园区总面积6.85平方公里,预计到“十二五”期末,达到1000亿元以上的产值规模。
岛上以化工企业和船舶配套企业为主。
目前已经入驻大孤山半岛的石油化工类企业达38家以上,化工企业主要包括大东西太平洋石油化工有限公司、凯飞化学、逸盛大化、天源基化学、福佳大化等化工厂,造船企业有斗山船机、熊川船机、韩国浦项、大洋船舶等企业。
2、产业链形成石油经港口运进大连以后,先储存在中石油原油储备库中,然后进入中石油大连石化和西太平洋石化炼油,副产品进入福佳·大化制成PX原料,PX产品在逸盛大化制成PTA原料,再到聚酯切片。
一条完整的石化产业链的形成。
3、环境、安全隐患随着大孤山工业园区逐渐形成,这个距离大连市区20公里化工基地的环境、安全问题逐渐引发人们的担忧。
大孤山半岛除了东南面是大海外,其他几个方向为陆地环抱,隔大连湾相望的大连市区人口密集,大连湾内分布着多处海滨浴场和诸多景点。
而紧挨大孤山的开发区、金州老城区也形成卫星城,分布着大量企业,人口也较为密集,现在还有很多楼盘正在开工建设。
一旦大孤山发生化学品泄漏、爆炸事故,影响的将不只是西南方向的大连市区。
4、搬迁规划2011年,大连市政府委托北京石油化工工程有限公司编制的《大连长兴岛石油化工园区总体发展规划(修编)》和《大孤山石化产业园区整体搬迁规划方案》正式通过中国国际工程咨询公司评审。
标志着大孤山漫长的搬迁工作拉开了帷幕。
2012年8月,市长李万才在听取大孤山石化园区搬迁规划方案、长兴岛石化园区规划等情况汇报,部署下一阶段工作任务时指出,大连拥有数百家石化企业,其中部分企业集中在大孤山石化园区,并形成了较为完整的产业链,这些企业为我市经济社会发展作出了巨大贡献。
但是,随着大连全域城市化的加速推进,这个区域现在已经逐步成为大连的中心。
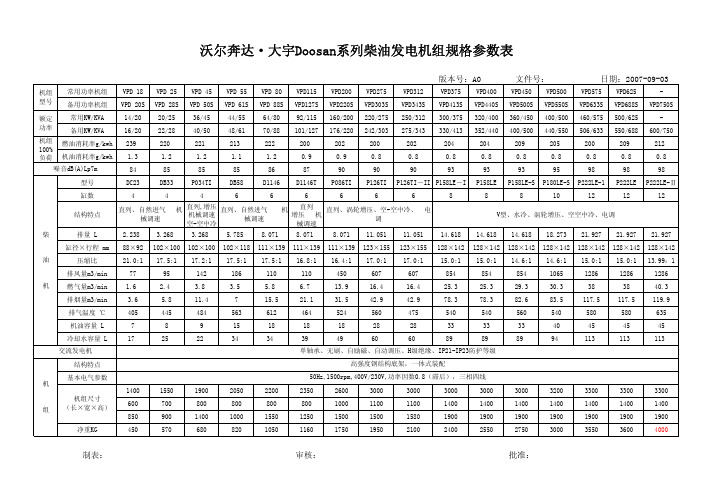
沃尔奔达·斗山大宇发电机组规格参数070903(1)
400/500 440/550
205 0.8 95
460/575 506/633
200 0.8 98
500/625 550/688
209 0.8 98
600/750
212 0.8 98
型号
DC23
DB33
P034TI
DB58
D1146 D1146T P086TI P126TI P126TI-II P158LE-I P158LE P158LE-S P180LE-S P222LE-1 P222LE P222LE-Ⅱ
机组 100% 负荷
燃油消耗率g/kwh 机油消耗率g/kwh
噪音dB(A)Lp7m
பைடு நூலகம்
14/20 16/20 239
1.3 84
20/25 22/28 220
1.2 85
36/45 40/50 221 1.2
85
44/55 48/61 213 1.1
85
64/80 70/88 222 1.2
86
92/115 101/127
31.5
42.9
42.9
78.3
78.3
82.6
83.5
117.5
117.5
119.9
排气温度 ℃
405
445
484
563
612
464
524
560
475
540
540
560
540
580
580
635
机油容量 L
7
8
9
15
18
18
18
28
28
33
33
辽宁省船舶及配套主要企业名录

名称 城市 东星世明机械(鞍山)有限公司 鞍山 鞍山韩湖机械金属有限公司 鞍山 台安县盛益中小企业创业园有限公司 鞍山 大连船舶重工集团有限公司 大连 大连今冈船务工程有限公司 大连 大连松辽船厂 大连 辽宁省瓦房店市造船厂 大连 大连渔轮公司 大连 大连造船厂实业开发总公司 大连 大连港粤通途船务有限责任公司 大连 大连空间船舶设备有限公司 大连 大连造船厂实业开发总公司长兴造船厂 大连 大连旅顺山立船舶修造有限公司 大连 大连船舶重工舾装有限公司 大连 大连大正船舶重工有限公司 大连 大连中船巨龙船舶技术有限公司 大连 大连今兴船舶机械制造有限公司 大连 STX(大连)造船有限公司 大连 大连环珠玻璃钢船艇制造有限公司 大连 大连汇川艇业有限公司 大连 大连朝阳艇业有限公司 大连 大连乾龙水上运动发展有限公司 大连 大连松辽玻璃钢船艇有限公司 大连 欧伦(大连)船业有限公司 大连 大连欧计设游艇制造有限公司 大连 大连船用推进器有限公司 大连 大连船用柴油机有限公司 大连 大连船用锅炉工程公司 大连 大连北方船舶辅机有限公司 大连 大连市船用电器有限公司 大连 大连船舶配件有限公司 大连 大连鑫船船舶机电有限公司 大连 大连船用阀门厂 大连 大连金州船机有限公司 大连 大连红光机械厂 大连 大连春柳机械厂 大连 旅顺航海设备附件厂 大连 旅顺大隆船舶机电厂 大连 大连大江船舶配件有限公司 大连 大连市金州区船舶仪器厂 大连 普兰店市辽南船舶辅机有限公司 大连 大连造船厂工具实业公司 大连 大连万德厚船舶工程有限公司 大连 大连大立钢制品有限公司 大连 大连瑞星船用产品有限公司 大连 大连伟云铁路器材有限公司 大连 世永船机(大连)有限公司 大连 大连嘉成工业有限公司 大连 大连嘉林船舶配件有限公司 大连 大连威通机械加工有限公司 大连 大连云帆船舶修造厂 大连 大连福船船舶工程有限公司 大连 大连中远嘉洋工程有限公司钢结构分公司大连
大连船舶企业汇总

大连宏郎机械工程有限公司 大连红日机械有限公司 大连鼎泰船机制造有限公司 大连铁鑫工矿车辆制造有限公司 阜新市祥合船舶辅机有限公司 大连芝冈机械有限公司 葫芦岛市船舶管业有限公司 大连东方精工船舶配套有限公司 大连海达船舶辅机有限公司 大连大协甲板敷料有限公司 大连船舶重工钢业工程有限公司 葫芦岛市顺达实业有限责任公司 大连国明诚信铆焊有限公司 大连宏舟船舶机电有限公司 大连今杰船舶机械有限公司 大连旅顺海重机械厂 大连东邦船机有限公司 大连市金州区鑫宝船舶重工有限公司 大连万立船用部件有限公司 大连金州金船管系制造厂 大连旅顺辽海船舶机械厂 大连龙辉机械有限公司 大连今福船舶机械有限公司 大连圣熠机械制造有限公司 鞍山韩湖机械金属有限公司 大连海欣船舶机械有限公司 大连矢岛机械有限公司
DX500_520LC-9C

服务
一次选择,高枕无忧
基本保修
1年不限时间或
3000 2年 小时
双重大礼
6000 3年 小时保修
3000 小时保养包
基本保修
一年不限时间或2年3000小时先到为准,客户自主选择
双重大礼!
签署斗山服务协议,即可享受重大部品3年6000小时超长保修 获得赠送3000小时保养部品和1次增值服务(新疆、青海、西藏等高海拔地区不实施增值服务) 增值服务:使用斗山综合服务检测车对客户装备提供全车综合检测、液压油/燃油污染度分析和过滤、
具备便利的小型物件保管箱和12V充电用电源装 置,可安全保管手机等小电器并进行充电。同时 设置了空调快捷启动开关,以便更方便的操作。
7
低噪音散热系统设计
驾驶室内、外噪音大大降低,提高操作舒适性。
USB接口
收音机旁设置USB接口,可外接MP3等,确保实 用性和娱乐性。
可靠性
品质及耐久性大幅提升
34
2
人性化的照明灯设置
为夜间作业的安全性和便利性提供了有力保证。
卓越作业速度及控制性能,有效确保高效作业,延 续了DX系列的舒适性,有效缓解机手疲劳,以提高 作业效率,全新的便利整备性设置,为客户提供更 便捷的使用条件。
整备性
保 养 件 集中配 置 及 人性化设 计,整 备 性 更加优越。
水箱和油冷独立
Doosan Infracore South America 斗山 : 中国地区 斗山 : 其他地区
产品标准配置可能发生变更,不再另行通知,请咨询当地代理商。 图片与实物可能不符,恕不另行通知。
公司总部
斗山工程机械(中国)有限公司 山东省烟台市福山区五指山路28号(265500) 电话:0535-6382000 微信号:Doosan Infracore 24小时维修服务配件供应热线:4000-777-888 /cn 更多精彩内容,请关注官方微信!
150KW斗山柴油发电机组技术参数及配置说明书

自选配件(费用另计):
Ø机油、柴油、水套、防冷凝加热器 Ø分体式日用燃油箱、一体式底座燃油箱
Ø电瓶浮充电器
Ø防雨型机组(箱柜)
Ø自保护、自启动机组控制屏
Ø静音型机组(箱柜)
Ø带“三遥”功能机组控制屏
Ø移动拖车型电站(箱柜拖车)
ØATS自动负载转换屏
Ø静音型移动电站(箱柜拖车)
保修期:
(国内)机组调试验收合格后的12个月或累计运行1000小时;以先到期为准。
150KW韩国斗山柴油发电机组技术规格参数
发电机组技术参数:
机组型号:JHDS-150GF
稳态电压调整率: ≤±0.5%
额定功率:150KW
瞬态电压调整率: ≤-10%/ +15%
额定功率因数:COSΦ=0.8(滞后) 电压波动率(%):≤±0.5
额定输出电压:400V/230V
电压稳定时间: ≤1.5sec
发电机技术参数:
品牌:上海恒声(标配)
防护等级:IP22
型 号:HSJ 274G
接线方式:三相四线、Y型接法
额定功率:152KW
调节方式:AVR(自动电压调节器)
额定电压:400V/230V
输出频率:50Hz
绝缘等级:H级
励磁方式:无刷自励磁
发电机组标准配置如下:
Ø直喷式内燃发动机(柴油);
Ø交流同步发电机(单轴承);
润滑油牌号:(标准) SAE15W/40 噪声(LP7m):100dB(A)
外形尺寸(mm): 2550*1000*1500 重
量:1750KG
柴油机技术参数: 品牌:韩国斗山 型 号:P086TI-1 功 率:164KW 气缸数:6/直列型 排气量:8.1L 启动方式:DC24V电启动
斗山工程机械业绩

斗山工程机械业绩斗山工程机械是韩国最大的工程机械制造商之一,也是全球著名的建筑机械品牌。
斗山工程机械凭借其高品质的产品和优秀的技术,赢得了全球用户的认可和信赖。
以下是斗山工程机械的业绩及相关参考内容。
一、业绩概述斗山工程机械的业绩在过去几年中取得了长足的增长。
根据最新的财报数据显示,2019年,斗山工程机械的销售额达到了2,120亿韩元,相较于上一年度的1,914亿韩元增长了10.8%。
净利润也同比增长了15.3%,达到了104亿韩元。
二、主要产品销售情况1.挖掘机斗山工程机械以其出色的挖掘机产品而闻名于世。
其旗舰产品DH350挖掘机在全球市场上非常畅销,拥有卓越的性能和稳定的质量,得到了广大用户的一致好评。
据统计,2019年度斗山挖掘机的销售量达到了20,000台,比上一年度增长了10%,在全球挖掘机市场上占据了相当的份额。
2.装载机斗山工程机械的装载机产品也是其核心产品之一。
该公司生产的装载机技术先进,操作简便,具有高效率和出色的性能。
截至2019年底,斗山装载机的销售额同比增长了7%,达到了800亿韩元。
该产品主要销往亚洲、欧洲和北美市场,为斗山工程机械的业绩增长做出了重要贡献。
3.推土机斗山工程机械还以其推土机产品在市场上占据了一定的份额。
该公司生产的推土机不仅具有出色的工作能力,还具备高度的灵活性和可靠性。
斗山推土机适用于各种工程施工场景,受到了许多国际客户的青睐。
据数据显示,2019年度斗山推土机的销售量达到了8,000台,同比增长了9%。
三、市场前景展望斗山工程机械在全球市场上的影响力和竞争力不断增强,未来的市场前景十分乐观。
随着全球基础设施建设的不断推进和市场需求的持续增长,斗山工程机械有望进一步提升其在市场上的份额和业绩。
此外,斗山工程机械在研发和创新方面也非常注重。
公司不断加大对研发的投入,并与其他行业巨头合作,不断引入新的技术和创新理念。
这将帮助斗山工程机械进一步提升产品的竞争力,满足客户不断增长的需求。
斗山(山东)第3000台装载机盛装下线

NEW S
讯
深度报道
斗山 ( 山东 ) 3 0 第 0 0台装载机盛装下线
2 1 年 6 2 日 ,斗 山装 载 机 00 月 8
3 0 台生产/ 00 出厂仪式正式拉开 帷
幕 ,牟 平开 发 区管 委 王 守 江 主任 、
金鹏飞 副主任 ;斗 山工程机械 ( 中 国 ) 限公司丁海益 总经理 、营销 有 总括张允兆常务 ,生产总括韩铁 洙 副总经理 ,制品技术 总括吴 现 常 务 ,革新总括安钟善常务 ,以及全
国优秀代理 商代表和各大媒体 .共
计 50 0 余人 齐聚斗 山工程机 械 ( 山 东 ) 限公司 ,共庆3 0 台装载机 有 00
生产/ 厂。 出
仪 式 上 ,首 先 由 斗 山 工 程 机
பைடு நூலகம்
械( 山东 ) 有限公 司总经理康又畦致 性 ,燃 油 消 耗 率 也 得 到 极 大 的 改 机 ,不断增强企业 的核心 竞争 力 , 辞 ,他总结 了自建厂以来 ,公司从 善 。新产 品不仅要打开中国市场 , 无到有的发展历程 ,亲环境先进工 在 下 半 年 还 要 实现 海外 出 V,从 而 I
共同成长 的V M系统 .并顺利 通过 们更期待着离我们不远的10 0 00 台、
I 9 0 质 量 管 理 体 系 、l O1 0 1 3 00 01 S0 0 00 台装载 机 的生产 和 出厂 ,为 了 S 4
这些开往各地的装载机 ,以亮 的眼球 ,更重要的是具备卓越的产品
环 境 管 理 体 系 和OH AS 0 职 业 提供优 良品质的装载机 我们会竭 丽的色彩 、华美的机身吸引了每个人 S 10 1 8 健 康 安全 管理体 系 的认 证 。
世界船用主机发展一览
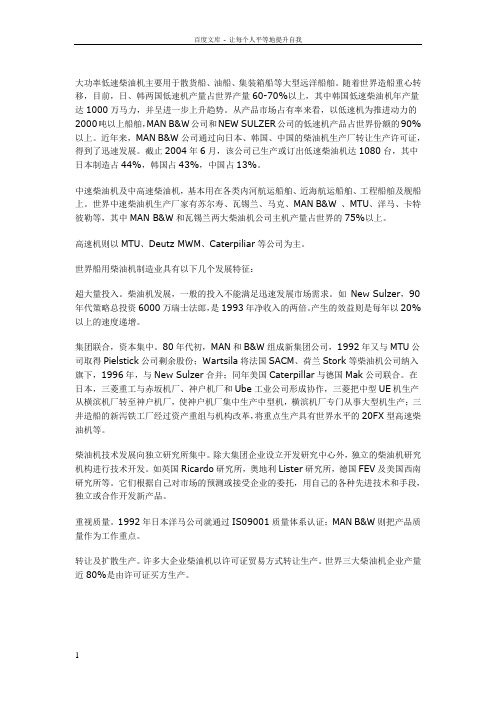
大功率低速柴油机主要用于散货船、油船、集装箱船等大型远洋船舶。
随着世界造船重心转移,目前,日、韩两国低速机产量占世界产量60-70%以上,其中韩国低速柴油机年产量达1000万马力,并呈进一步上升趋势。
从产品市场占有率来看,以低速机为推进动力的2000吨以上船舶,MAN B&W公司和NEW SULZER公司的低速机产品占世界份额的90%以上。
近年来,MAN B&W公司通过向日本、韩国、中国的柴油机生产厂转让生产许可证,得到了迅速发展。
截止2004年6月,该公司已生产或订出低速柴油机达1080台,其中日本制造占44%,韩国占43%,中国占13%。
中速柴油机及中高速柴油机,基本用在各类内河航运船舶、近海航运船舶、工程船舶及舰船上。
世界中速柴油机生产厂家有苏尔寿、瓦锡兰、马克、MAN B&W 、MTU、洋马、卡特彼勒等,其中MAN B&W和瓦锡兰两大柴油机公司主机产量占世界的75%以上。
高速机则以MTU、Deutz MWM、Caterpiliar等公司为主。
世界船用柴油机制造业具有以下几个发展特征:超大量投入。
柴油机发展,一般的投入不能满足迅速发展市场需求。
如New Sulzer,90年代策略总投资6000万瑞士法郎,是1993年净收入的两倍。
产生的效益则是每年以20%以上的速度递增。
集团联合,资本集中。
80年代初,MAN和B&W组成新集团公司,1992年又与MTU公司取得Pielstick公司剩余股份;Wartsila将法国SACM、荷兰Stork等柴油机公司纳入旗下,1996年,与New Sulzer合并;同年美国Caterpillar与德国Mak公司联合。
在日本,三菱重工与赤坂机厂、神户机厂和Ube工业公司形成协作,三菱把中型UE机生产从横滨机厂转至神户机厂,使神户机厂集中生产中型机,横滨机厂专门从事大型机生产;三井造船的新泻铁工厂经过资产重组与机构改革,将重点生产具有世界水平的20FX型高速柴油机等。
集装箱船“超低速航行”将拉动发动机改型
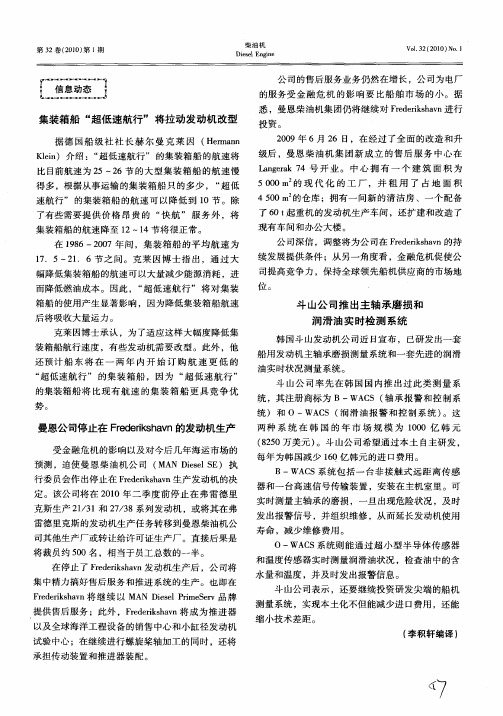
斗 山公 司率 先 在 韩 国 国 内推 出过 此 类 测 量 系 统 ,其 注册 商标 为 B—WA S ( 承 报警 和控 制 系 C 轴
统 )和 O —WA S ( 滑 油报 警 和控 制 系 统 ) 这 C 润 。
曼 恩公 司停 止在 Fe ei h v rd rs a n的发动机 生产 k
克莱 因博士 承认 ,为 了适 应 这样 大幅度 降低集 装箱船 航行速 度 ,有些 发动机 需要 改型 。此外 ,他 还预计 船 东 将 在 一 两 年 内 开 始 订 购 航 速 更 低 的 “ 超低速 航 行 ” 的集 装箱 船 ,因 为 “ 低 速 航 行 ” 超 的集装 箱船 将 比现 有 航 速 的集 装 箱 船 更 具 竞 争 优
水量 和温 度 ,并 及 时发 出报警 信息 。 斗 山公 司表示 ,还要 继续 投资研 发尖 端 的船机
测量 系统 ,实现 本 土化不但 能减 少进 口费 用 ,还能
提 供售后 服务 ;此外 ,Feeisan将 成 为 推 进器 rdr hv k 以及全球 海洋 工程设 备 的销售 中心 和小 缸径发 动机 试验 中心 ;在继 续进 行螺旋 桨轴 加工 的 同时 ,还将 承 担传动装 置 和推进 器装 配 。
现有 车间 和办公 大楼 。
比 目前航 速为 2 5—2 6节 的 大 型集 装 箱船 的航 速 慢
得多 ,根据 从事 运输 的集 装箱 船 只 的多 少 , “ 超低 速航行 ” 的集装箱 船 的航速 可 以降 低 到 1 0节 。除 了有些 需要 提供 价 格 昂贵 的 “ 航 ” 服 务 外 ,将 快 集装箱 船 的航 速 降至 1 2~1 4节将 很 正常 。 在 18 9 6—2 0 0 7年 间 ,集 装 箱 船 的 平均 航 速 为
斗山为高速攻击艇提供喷水推进系统

的 效 率 ,还 可 以 有 效 解 决 氧 化 氮 的 排 放 问 题 。 该
公 司在 柴 油 机 上 采 用 的 共 轨 技 术 , 主 要 是 将 两 个
军 计划 共建 造 2 0艘 。 高 速 攻
击 艇 主 机 采 用 两 台 通 用 L
三 向 阀 装 装 在 润 滑 油 管 道 上 , 以 解 决 两 次 喷 射 之
第 一座 4 0英 尺 自升 式 钻 井 平 台 、 国 内首 次 采 用 0
口尝 霎
第 <- 4艘 6 i f t 3米 的 的 高 速 攻
击 艇提供 喷 水推 进 系统 :
4艘 63米 的 的 高 速 攻 击
⑤ 囝
⑨⑨
艇 , 由韩 进 重 丁 业 公 司 建 造 ,
出 功 率为 l 6 0千 瓦 。该 柴 油机 采 用 了一 种 新 型 的 动 8 力 控 制 器 ,这 种 动 力 控 制 器 包 括 电 子 调 速 装 置 和 转
铸
口 代工采发树桨 方, 这新术司 哺脂铸新术 国 技公开出 的 技。 种 用 旋 现重系 呋螺 造法即
将 松 木 加 热 后 分 解 并 提 取 其 中的 液 体 呋 喃 树 脂 , 将
要 的 时 问可 从 原 来 的 两 周 缩 短 为 一 周 , 而 且 型 砂 还
可 继 续 使 用 。 目前 可 以铸 造 直 径 达 6 米 、 重 量 为 2O
新型船 风蔡袖饥
吨 以下 的 船 用 螺 旋 桨 , 计 划 今 后 用 这 种 铸 造 技 术 生
产 重量 达 1O O吨 以上 的 大 型螺 旋 桨 。 ( 有 观 ) 李
速 与负荷控制装置 ,可以防止发动机超速 、超 负荷 、
大宇更名斗山新贵显赫登场

大宇更名斗山新贵显赫登场
雒泽华
【期刊名称】《建设机械技术与管理》
【年(卷),期】2005(018)007
【摘要】2005年7月2日,烟台经济技术开发区五指山路28号,随着罩在公司铭牌上的红纱幕布徐徐揭启,大宇重工业烟台有限公司正式宣布更名为斗山工程机械(中国)有限公司。
斗山“DOOSAN”,一个原本陌生的工程机械品牌以耀眼的方式进入人们的视野。
【总页数】2页(P37-38)
【作者】雒泽华
【作者单位】《建设机械技术与管理》记者
【正文语种】中文
【中图分类】F426.4
【相关文献】
1.韩国斗山大宇DL08发动机电控燃油喷射系统 [J], 陈子明
2.技压群雄再获殊荣——斗山大宇挖掘机连续四年获得中国挖掘机市场用户满意第一品牌 [J], 邵冰奇
3.斗山大宇公司 48V电动叉车 [J],
4.韩国斗山全面接管烟台大宇重工——韩国斗山集团强势介入中国工程机械市场[J], 张凯丽
5.百年斗山赋予大宇机床更美好的未来——SIMTOS2006访斗山英维高株式会社副社长金雄范 [J], 魏莹
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
斗山发动机配件(大连)有限公司台车热处理炉设计方案编制:赵阳审核:李广立批准:范业军东北化工建设(大连)有限公司二00七年十一月二十八日第一章设计方案1、热处理炉设计依据1.1遵循贵公司提出的技术要求及技术参数。
1.2国家机械工业部工业热处理炉设计手册。
1.3相关标准(部分)1.3.1耐火材料的砌筑及安装符合GBJ211-87《工业炉砌筑工程施工及验收规范》。
1.3.2噪声符合GBJ87-85《工厂企业厂区内各类地点噪声标准》中的车间内要求。
1.3.3炉子有效加热区温度测定按GB9452-82进行,炉温均匀性±20℃。
1.3.4能耗等级达到ZBJ01004-87《热处理能耗分等》标准规定的优先炉水平。
1.3.5炉体部分的主要标准执行:炉口、炉车的护板耐热钢板(GB4238-92)、粘土质耐火砖(GB4415-84)、不定形耐火材料(GB4513-84)、粘土质和高铝质耐火浇注料(GB3712-82)。
1.3.6GBJ55《工业与民用通用设备电力装置设计规范》1.3.7GB4720《电控设备第一部分低压电压电器电控设备》1.3.8 GB4720-83《耐火纤维制品标准》1.3.9工业炉烟尘排放标准。
1.4国家相关基础设计手册及现场临时更签。
1.5技术参数1.5.1工件尺寸:焊接件、容器、结构件退火热处理等1.5.2最大装炉量:260T(含垫铁)1.5.3炉罐尺寸:(长)18000×(宽)8000×(高)8000(㎜)1.5.4最高温度:950℃。
1.5.5热处理温度:炉温~1000℃1.5.6炉温控制显示误差±2℃1.5.7最大升温速度:≥150°c/h1.5.8恒温温度:950℃±25℃1.5.9热空气温度:≥150℃1.5.10控制区数:4区1.5.11燃料:LPG(23500KaJ/NM)1.5.12炉温均匀有效范围:(长)17000×(宽)×7000×(高)×6500(㎜)1.5.13台车行走方式:电动自行走1.5.14轨道参数:2排(AU100)1.5.15控制方式:PC(PLC)自动+仪表+手动1.5.16仪表控温精度:0.3级1.5.17炉体表面温升:≤60℃1.5.18液化气气源压力:0.04~0.08MPa1.5.19烧喷16支:Q=250000 kcal/h1.5.20测温热电偶:8支(其中测工件6点)1.5.21炉门开启方式:电动升降式1.5.22台车、炉体及炉门护板(块)、耐热铸钢。
1.5.23炉体及炉门炉衬:全硅酸耐火纤维1.5.24台车隔热材料:整体预制浇铸料及耐高温方砖。
1.5.25温度记录仪:10笔图纸记录仪。
1.5.26温度、炉压控制系统:PC(PLC)。
1.5.27中心控制模式:离散控制系统。
2、制造工艺及验收规范2.1技术说明(设计制造)2.1.1炉体结构形式炉体由型钢为立柱和横梁焊接成框架结构,采用钢板为热处理炉炉壳,炉顶为钢板平炉顶。
本炉恒温度为950℃±25℃,所以本炉采用了耐火材料采用全纤维炉衬,材质:高铝质。
形状:模块,纤维毯(耐火度1250℃,压制成型后200㎏/m3)。
炉衬顶、侧部厚度450㎜。
台车下部垫层采用RM13轻质莫来石高强保温浇筑料浇筑,台车面采用FDS钢纤维超高强浇筑料整体浇筑成型,超高温强度,耐磨抗冲击。
2.1.2结构特点高锆陶瓷纤维丝毯模块,采用优质长纤维刺毯为原料增加15-25锆成份,使用专用设备制成300×300×450的规格,并在加工过程留有一定的压缩量,以保证模块在砌筑完毕后,每块陶瓷纤维块在不同方向膨胀,使模块之间互挤成无间隙的整体,达到完好隔热效果,而且该产品施工方便快捷,均能直接固定于炉壳钢板的不锈钢锚圆钉上。
与其它产品相比优点为低导热,低热容量,优良的抗风蚀性能,优良的热稳定性绝热性,并且锚固件设置于炉床冷面,提高了纤维的耐高温强度。
2.1.3炉子尺寸及重量a、砌体尺寸:17000㎜×7000㎜b、炉膛净空高:6500㎜c、炉体重量约:~316T2.2电动台车2.2.1功能描述台车为热处理工件的载体,待处理的工件经垫上400㎜左右高U型铁放在台车工作面上,车体进入工作后,炉侧墙、后墙、炉门及顶与台车工作面形成一封闭空间,工件在空间进行热处理。
(垫铁用户自备,供方按需方工件要求提供图纸)。
2.2.2结构特点车架为二层纵横框架式结构,钢度大,抗热变形能力强,并能有效减少台面热量下传,以保证走行机构,走行装置为轴刚性连接,每组车轮均为驱动轮,驱动可靠,传动系统采用“摆线针”电机—减速机安装方式为轴装式,电动按钮控制自行行走。
35CrMo车轮表面淬火,横面分列2只,长列4组,共8只走轮均匀承受压力。
结构紧凑、装配牢固、进出灵活、操作简单、维修方便,台车炉衬根据隔热、耐压、耐冲刷、受热面广热膨胀系数的要求,下部垫层采用RM13轻质莫石高强保温浇筑料浇筑,台车面采用FDS钢纤维超高强浇筑料整体浇筑成型,超高温强度,超高温强度,耐磨抗冲击,以保证使用寿命。
2.2.3主要技术参数a、型式:轨道式b、工作台面尺寸:17000㎜×7000㎜c、额定载重量:260Td、自重:201Te、轨道标准:QU100f、~36000㎜×2根2.3炉门装置2.3.1功能描述炉门起开放、关闭炉膛作用,当热处理台车进出时,开启炉门,台车工作位时,关闭炉门,形成密封空间。
2.3.2结构特点采用特殊的滚轮—连杆弹簧压紧式机构,是炉门具有提升时自动离开门框,避免滑动摩擦,减少顶升阻力,下降到位后自动压紧门框,提高了密封度及抗炉内压力能力,起到节能效果。
2.3.3主要技术参数a、型式:滚动滑道,垂直升降式b、工作行程:8000㎜c、分离行程:50㎜d、提升机构:链轮——钢索式—钢制配重e、提升功率:11.5KW2.4台车炉体装置2.4.1功能描述、结构特点一台炉子密封状况的好坏,直接影响到炉内温度的均匀性和能源消耗。
特别是热处理1100℃以上的加热炉更重要。
同时密封不好也直接损坏设备的品质和零部件的寿命。
本炉在炉子的各结合部都采取了密封设施,分述如下:2.4.2炉门与炉体、炉车的结合部:炉门采用弹簧式自动压紧结合液压压紧和COM密封棉软边装置,可使炉门与炉体自动压紧,确保炉子在生产过程中始终处于密封状态,杜绝了高温炉气的外逸,改善了工作环境,保证了炉温均匀性,增强节能效果。
这种炉门密封装置结构较先进,安全可靠,维修方便。
这种机构在近几年生产的全纤维棉台车炉中使用效果很好。
2.4.3与炉车两侧的结合部:因为炉体与炉车有相对进出,考虑到热胀冷缩和冷却速度要求,这一部位稍有间隙,所以此部位采用迷宫式结构和耐火纤维密封块电动推杆自动压紧结构。
这种密封结构的特点是密封可靠,调节方便。
高锆侧密封的开、闭与炉车进出连锁。
2.4.4炉车与炉体后面的结合部:采用弹簧—软边密封,利用炉车本身动力压紧。
综合采用以上密封技术,确保炉子在生产过程中始终处于密封状态,杜绝了高温炉气是外逸,改善了工作环境,并增强节能效果。
2.5燃烧系统2.5.1烧咀的选择及能力的确定根据加热炉最大燃烧消耗和烧咀的布置方式,选用KDZ型高速调温燃烧咀,每个烧咀的额定燃烧能力550KW,热处理台车炉共配烧咀16个。
(也可由甲方供给相近参数进口烧咀)2.5.2烧咀的特点高速烧咀是燃料与助燃空气在燃烧室内基本实现完全燃烧,燃烧后的调温气体以100 m -150 m /s的速度喷出,从而达到强化对流体传热,促进炉内气流循环,达到均匀炉温的目的,使保温均匀在≤±25℃。
2.5.3KZ型高速调温燃烧咀特点a、燃烧室体积小b、燃烧气体出口速度高c、烧咀调节比例大,1:10d、自动点火和火焰监测。
2.5.4换热器的选用采用HK型列管式插入扰流件换热器以增加空气的预热温度,将空气温度预热至180-270℃。
HK型高效插入件换热器,在相同传热系数下,空侧压力损失较一般插入件换热低,其值在1500 Pa左右,因此降低了动力消耗。
烟气温度600℃时,综合耐热钢和耐热不锈钢,布置上采用温均匀化和热应力消除措施。
2.5.5、风机的选择鼓风机将空气加压到3500Pa,通过换热器将空气温度预热至180-250℃,为保证换热前的烟气温度不宜过高,经管道将冷空气掺入。
为此将风机的风量定为900NM2/h,1200 NM2/h;风机型号:DWC7.5A。
2.6控制系统系统主要通过炉子的温度,管道压力的检测,对各炉子的燃气管道的流量和烟气的流量及稀释风量进行调节的控制,并设有天然气总管切断装置。
每套高速调温燃气烧咀的控制根据各区的检测结果,在现场对空、天然气进行调节。
本炉子采用2分区炉温控制,每区设有一个热电偶,测量温度进入记录仪,记录该区温度。
2.7安全连锁系统台车与炉门的安全连锁,当炉门未开启到一定位置时,台车将锁定进出,台车密封未打开时台车将锁定进出。
空、燃气压力、压缩空气压力达不到规定要求时,烧咀的燃烧将不能启动,或正常燃烧时进行安全关闭。
2.8本设备的主要特点2.8.1节能效果好:本设备炉体的炉衬全部采用耐火纤维,与耐火砖相比导热系数小,热容量小,所以耐火层的厚度小,且吸热大大降低。
2.8.2本设备采用高速调温烧咀系统,喷出速度大,达到100㎜/s,能有效搅拌炉气,是炉膛温度均匀,且烧咀系统燃烧完全,使燃料得到充分利用。
采用炉气压零位炉压,炉气不外泄,冷气不内渗,使燃烧产生的热能能够有效地利用。
2.8.3自动化程度高:炉门、炉车全部采用电动,有操作控制台,操作人员能方便地控制炉门、炉车运行,以确保安全。
2.8.4燃烧系统有全套的点火,低温起动、高温运行,高低温互锁联动运行、检测、熄火报警,熄火切断和再点火功能,且每套烧咀各有一个独立的控制箱,能够做到单独控制。
每个控制箱接口可和仪表间温控仪连接,使整套系统全部做到自动控制。
2.8.5管路参数采用自动控制。
助燃空气和燃料的管路压力可设定并自动调节,使助燃空气和燃料量控制在最佳比值,保证达到较高的燃烧效率,消除黑烟。
2.8.6炉内温度控制采用先进的可编程智能数显温控仪,它和测温元件、自控烧咀组成闭环控制,可根据用户工艺要求进行编程设置。
具有高精度、高灵活性、抗干扰性和高可靠性。
温控系统采用智能控制,可对热处理工艺曲线进行自动计算、操作、显示、储存,实现全过程控制。
2.8.7在仪表柜上设有温度参数显示、动力控制、异常情况报警,各烧咀、各管路和操作有仪表和指示灯显示,并和炉子温控安全连锁,有紧急保护措施,确保操作安全。
2.8.8根据甲方双起动的要求,我们利用先进的过程控制核心(APC)理论在2005年成功的研制成功了工业热处理炉多元起启动和温度控制的智能控制程序。