服装生产工艺指令单
服装生产工艺指示书

服装生产工艺指示书一、款式图1.服装效果图(正、反面)2.要注意细节部位与样衣相符,不得有出入。
右上角处标明:款号、尺码、长度单位、产品安全类别(根据具体产品而定)。
二、面料信息1.货料型号、型号简称、单位、幅宽:根据设计师编制的“商品材料配量估价表”,详细信息由采购部注册。
2.成份:依据采购部提供资料(检测报告、签字后的内联单),对于库存面料,可引用以前资料。
"3.用量:依据“商品材料配量估价表”中工艺师(排料)提供的单耗量。
' s4 E9 Y$ {7 n; O4.备注栏:填写面料的用途。
各个部位填写要详尽。
三.辅料信息1 货料型号、型号简称、单位、幅宽:根据设计师编制的“商品材料配量估价表”,详细信息由采购部注册。
2 辅料应按样衣审核“商品材料配量估价表”的用量。
3 备注栏填写辅料使用部位。
填写要详尽。
8 s# I; e% c5 k, d+ ?, d4 细节描述:1)缝线钉制类扣件用量,需加备扣一粒。
注意有的备钮可钉在洗唛反面,有的则需要备钮袋。
) u0 {' ~. 2)汽眼底部、四合扣子扣底部需加相应规格的垫片。
旋转工字扣底部有的情况下也需加垫垫片,具体要根据面料的性能及厚薄来确定,同时影响其牢度的还有扣件本身的质量、扣脚与面料接触的面积大小。
% |. 要注意针织面料慎用汽眼等破坏面料组织的辅料。
3)汽眼垫片侧面呈梯形,梯形宽面贴于布面,窄面贴于汽眼。
常用于汽眼底部,四合扣子扣底部,有的情况也用于面扣,这要根据面料的厚薄及性能而定。
"4)定绳器与橡筋、绳、带规格是否匹配,确认在其在大货生产中不会出现操作困难,并且满足质量要求。
5)带、绳类辅料需加3%损耗。
另在缝份外需多加1CM的量作为制作中必要的损耗。
绳、带的毛边需进行处理的需增加损耗。
6)拉链长度的确定要根据实际情况。
一般地,上衣门襟拉链的长度:衣长 - 前领深 + 前领尖长要特别注意水洗处理类、棉服类产品拉链的长度的确定。
裤子工艺单【精选文档】

牛仔裤生产工艺单一、款式设计1、款式图:2、款式说明:裤长为九分裤,小脚口,后贴袋,前月牙袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件六、缝制工艺1)前片前裤片的工序涉及缝制前侧插袋。
将相关裁片如左右袋布、小侧片和前裤片等分配给机工缝制前侧插袋.车缝硬币袋袋口明线,并将其缉在右侧片相应位置。
将袋布分别缝合在左、右侧片上,与前片缝合前把兜布做好,固定袋布并将前片半成品过渡到下一组工序.2)做前门襟及绱拉链绱拉链前,机工要准备好左右门襟裁片和前裤片半成品。
缝合好双折的底襟,将其正面转递下道工序.左右门襟和前片裆部包缝,把左半边拉链布带缉在左门襟贴边上,并与前片缝合,在左裤片上车缝门襟造型线。
然后,车缝右半边拉链与底襟,并与右裤片缝合。
本组工序最后一步:缝合前裆,缉明线.前片半成品在继续缝合前要通过质检。
3)后片事先准备好左右后袋、后育克、后裤片。
第一道工序:用特制的模板确定后袋造型线并修正尺寸,其目的是为下一道工序描绘出袋上的纹样和做份的宽窄。
用熨斗后袋造型。
与此同时,缝合后裤片和育克,最后把后袋绱在后片上.与前片一样,后片半成品在继续缝合前要通过质检.4)缝合缝制完成后袋和门襟拉链后,开始缝合前后片。
车缝牛仔裤侧缝明线,以加固前后裤片的牢度。
然后绱腰头,并在折裤口贴边前缝合下裆。
缝下道工序:制出腰带袢,一般牛仔裤有5个腰带袢:一个在后中缝,前片左右袋口各一个,另两个在前袋至后中缝之间的位置.同样,进入到下一工序之前,要进行质量检验.5)套结牛仔裤的腰头上锁头扣眼,尾部套结加固.另外,腰带袢、门襟、后袋、裆等重要部位也要套结加固。
七、整烫工艺将牛仔裤熨烫平整。
西裤生产工艺单一、款式设计1、款式图:2、款式说明:较宽松长裤,直筒裤口,后片两个省,前口袋为斜插袋,后口袋为嵌线袋,有腰头二、面辅料选择三、样板设计四、工艺技术文件零部件裁剪图粘衬工艺裁剪图六、缝制工艺(一)检查裁片(1)检查裁片是否齐全,规格、色差是否符合要求。
服装加工厂 生产工艺单
服装加工厂生产工艺单一、概述本文档是服装加工厂的生产工艺单,主要介绍了服装加工的各个环节的操作流程和标准。
本生产工艺单旨在提高加工效率和产品质量,规范加工过程,确保生产环节中的每一个环节都得到有效控制。
本文档适用于服装加工厂的生产,包括裁剪、缝纫、熨烫和包装等环节。
二、生产工艺1. 材料采购采购需要的材料,包括布料、拉链、纽扣、辅料等。
材料的采购数量应根据订单数量、需要的配件数量和备用的数量,以及厂里的库存量来确定。
采购的材料应该有合格的证明文件,以保证材料的质量。
同时,还要保证材料生产时间和交货时间与订单数量相匹配。
2. 设计和裁剪根据客户的要求和样品提供的设计图纸,设计和裁剪部门将根据设计图纸裁剪布料并进行散裁。
对于常规的衣服,裁剪部门应确保每件衣服的细节、标准尺码和服装配件的正确性。
对于不规则形状的衣服,裁剪部门应确保每件衣服的材料用量、布料方向等。
从裁剪室到车间之间必须做好标签的记录。
3. 缝纫缝纫工人按照规格、材料、工艺要求进行缝纫。
在缝合开始前,应先将衣服的部分缝制在一起。
根据客户提供的要求和样本进行缝制。
普通衣服的缝制需要注意缝边的规格、设计和细节。
对于抽纱和松绳等需要用到的缝制方式,应确保缝纫安全和准确。
所有需要拼接的部位必须彻底地检查每组身体部位的圆满度,感觉确实非常自然。
4. 熨烫熨烫是使衣服平整的最后一个环节。
对于客户要求的熨烫,必须要按照要求进行熨烫。
熨烫必须按照温度和时间的要求进行。
在熨烫过程中,要注意温度的控制、操作的正确性和各个部位的平整度。
熨烫完成后,应立刻将衣服打包并提交到验货部门进行质量检查。
熨烫和验货之间需要使用清晰的标识和记录来确保产品品质。
5. 包装包装是确保衣服完好无损运抵客户手中的最后一道关卡。
包装应根据客户的要求进行包装,同时还应尽可能的节约材料。
包装最好用透明塑料袋包装,保证样品的细节良好展示。
对于需要用箱子包装的衣服,箱子内必须填充适当的填充物以防止衣服损坏。
服装工艺单模板(女装)
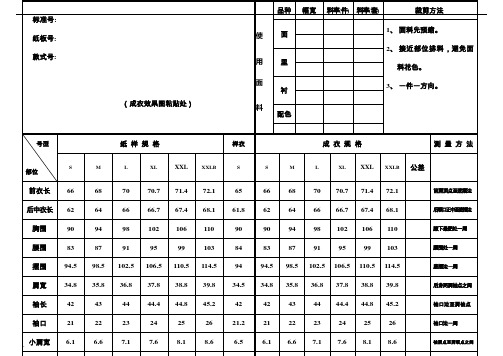
品名
规格
数量
使用部位
部位
颜色
编号
辅 料
塑料袋
1个
原料颜色编号
面
商标
1个
洗涤
1个
尺码号
1个
里
吊牌
1个
吊牌坠
1个
嵌条
0.5cm
20cm
衬
装饰钻
1付
辅料
部位
纱向
数量
部位
纱向
数量
部位
纱向
数量
裁 剪 详 情
前面
直
1
前领贴衬
横
1
后面
直
1
袖面
直
2
前领贴
横
1
后领贴
横
1
领口花边
横
1
子口花边
横
4
粘衬处必须放荒、根据面料性质决定醒料时间
部 位
使用缝线
针距3cm
扣 眼
裁 剪
名 线
50/2涤纶
14针
扣眼线
暗 线
50/2涤纶
14针
打 结
缝线包
50/2涤纶
9针
钉 扣
手 针
50/2涤纶
1.5针(暗纤)
其 它
粘 衬 部 位
前领贴。
温度:C
时间:S
压力:KG
包 缝 部 位
单包
前、后领贴下口、侧缝开叉。
双包
肩缝、侧缝、袖笼、袖缝、子口花边。
第③页
7、子口花边处粘装饰钻,粘钻位置准确、牢固。
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
外观要求
服装生产工艺单

手工部位
入, 不能起扭.
门襟纽扣及平眼扣钉法 : 六股四针绕四圈后打结 , 再倒回针
6领:上下领面里分别贴衬 , 上领略翻折量即可 . 上领一周切 0.12*0.6CM双线 . 上领下
两次 , 固定不散 . 反面加 0.9CM小垫扣
口修好 , 领座二片修剪大小一致 , 领座反面用回纹带 , 在装领线一周切 0.1CM,领座中间均
小计
30 30
60
1. 商标车于后中领里居中四周压 0.1CM; 2. 尺码标居中夹于商标下口。
3. 洗标对折订光车于左侧缝底边上 20CM倒, 向后身 , 成份朝上。
成品质量要求
1:成品规格符合工艺单要求。 2:成衣平整无极光,无死活线头,无污迹。 3:细部均以样板,实样为准。 4. 各标端正,各对称部位要对称。
36#
38#
40#
80.7
16- 米色
10
20
37.5
21- 黑色
10
20
98
85
123
合计:
0
20
40
62
17
13.1
41
特殊
16.5
部位
工艺
23.4
示图
23.2
33
36.6 特殊工艺备注说明
1. 所有面线倒针部位牢固,来回 3针,线头干净。 2. 所有接线须在同针同线上不易拉脱。 3. 所有拼缝拉伸时确保线迹不可断裂。
尺码标 *1 洗标 *1
第3/3 页
上 海YE 实 业 有 限 公 司
工厂产前样确认单
款号 :
品名:
主面料:
颜色:
工厂名称 :
单位: CM
服装生产工艺单
服装生产工艺单服装生产工艺单一、设计和样衣制作阶段:1. 设计阶段:根据市场调研和消费者需求确定服装款式、风格和色彩等要素。
2. 样衣制作阶段:根据设计图纸进行剪裁、缝制和试穿,调整尺寸和版型,确保样衣贴合人体曲线。
二、面料采购和处理阶段:1. 面料采购:根据设计需求和预估销量确定面料款式、质地和颜色,选择可靠供应商进行采购。
2. 面料处理:根据面料特性进行洗涤、烫平和防缩处理,确保面料质量和服装的稳定性。
三、剪裁和缝制阶段:1. 剪裁:根据服装样衣的剪裁图纸,在纸样上进行裁剪,将面料剪裁成不同的部件和零件。
2. 缝制:将剪裁好的面料进行缝制,按照工序依次对不同部件进行缝纫,包括拼接、扣线、弹力带等。
四、辅助制作和装饰阶段:1. 配件制作:制作衬布、肩章、钮扣等辅助物料,并将其与服装部件进行缝合。
2. 装饰处理:根据设计需求添加绣花、印花、钉珠等装饰,提升服装的美观度和品质感。
五、整烫和质检阶段:1. 整烫:对已缝制好的服装进行整烫处理,除去面料和缝线上的皱褶和折痕,使服装平整挺括。
2. 质检:对整烫好的服装进行外观质检和尺寸合格性检测,确保服装的品质符合标准要求。
六、包装和出厂阶段:1. 包装:将质检合格的服装进行折叠、码垛、包装,并附上标签和吊牌,使其便于运输和销售。
2. 出厂:将包装完好的服装出厂,并按照订单和销售要求进行配送和物流处理。
七、售后服务阶段:1. 售后服务:提供售后保修、更换和退货服务,解决消费者在使用过程中遇到的问题和不满意之处。
八、环保措施和安全管理:1. 环保措施:采用环保的面料和材料,推行废弃物分类回收和节能减排措施,保护环境健康。
2. 安全管理:建立完善的安全管理制度,确保员工劳动安全和生产设备的正常运作。
以上是一份简要的服装生产工艺单,通过每个阶段的细致操作和质检,可以保证服装的质量和客户的满意度。
同时,环保措施和安全管理也是企业可持续发展的重要方面,需要不断改进和完善。
服装生产工艺单
13.5
口袋长
14.5
15
15.5
领座高
3.5
3.5
3.5
袖长
58.5
60
61
翻领高
8
8
8
特种设备:
唛头位置:后领贴居中,后中下3cm。主唛左右0.1cm车缝。
辅助工具:
针类:针码:14针/3cm
对条对格要求:
工艺编制:编制日期:工艺审核:审核日期:
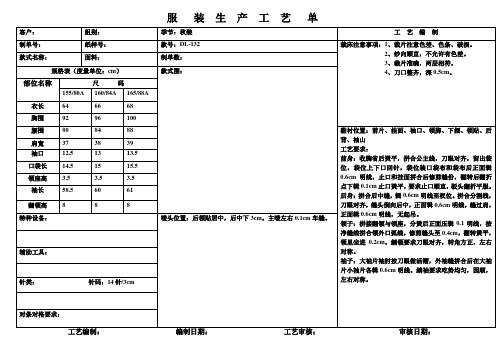
服装生产工艺单
客户:
组别:
季节:秋装
工艺编制
制单号:
纸样号:
款号:DL-132
裁床注意事项:1、裁片注意色差、色条、破损。
2、纱向顺直,不允许有色差。
3、裁片准确,两层相符。
4、刀口整齐,深0.5cm。
款式名称:
面料:
制单数:
规格表(度量单位:cm)
款式图:
部位名称
尺码
155/80A
160/84A
165/88A
领子:拼接翻领与领座,分烫后正面压辑0.1明线,按净缝线拼合领外口弧线,修剪缝头至0.4cm,翻转烫平,领里坐进0.2cm。緔领要求刀眼对齐,转角方正,左右对称。
袖子:大袖片袖肘按刀眼做活褶,外袖缝拼合后在大袖片小袖片各辑0.6cm明线。緔袖要求吃势均匀,园顺,左右对称。
肩宽
37
38
64
66
68
胸围
92
96
100
腰围
80
84
88
黏衬位置:前片、挂面、袖口、领脚、下摆、领贴、后背、袖山
工艺要求:
前身:收胸省后烫平,拼合公主线,刀眼对齐,留出袋位,袋位上下口回针,袋位装口袋布和袋布后正面辑0.6cm明线,止口和挂面拼合后修剪缝份,翻转后翻折点下辑0.1cm止口烫平,要求止口顺直,驳头翻折平服。后身:拼合后中缝,辑0.6cm明线至衩位。拼合分割线,刀眼对齐,缝头倒向后中,正面辑0.6cm明线,缝过肩,正面辑0.6cm明线,无起吊。
服装工艺单【范本模板】

4。分色包装,必须一个颜色一扎或一箱。
5。线头必须要清理干净,面、里不可有毛头,唛线剪干净。
6。整烫时彻骨要倒后、不可有起镜,整件平服,肩位领形左右一致。
7。所有物料不可有异味。
洗水方式及特殊工艺要求
加工厂裁床数量要求
※注意:因我公司产品全部是客户订单,件数必须严格遵守制单码数比例,件数按我公司制单数量!如出现数量、颜色、码数等误差,造成公司积压库存,必由加工方承担!
生产制单
款号:
品牌:
制单日期:
工厂名称:
季节:
制单人:
跟单:电话:
纸样师:电话:
特别注意:
工艺要求:
包装要求及整理要求
1.主唛上下倒针要牢固,不能松线
2.洗水唛车于穿起左侧骨上4寸位置,有标志一面放于上方。
3。每公分11—13针面底线不可有跳线、断线、抛线.
4.线路松紧要调好,重线位置在骨位隐密处,不能有驳线现象.
生产制单
款号;尺寸表(单位CM)品牌;
部位
M
L
XL
2XL
3XL
4XL
TOP+/-
后中长
肩宽
胸围
腰围
脚围
袖长
袖肥
袖口
领围
前夹
后夹
下单数量
颜色码数
M
XL
2XL
3XL
4XL
合计
合计
比例
总数
布料卡
辅料卡
A料
B料
C料
D料
10.后龟背要平服,不可溶皱,起包。车线要平直,止口要均匀。
11.袋口贴布要圆顺不可反止口,袋贴不可溶皱,袋口倒针要牢固。
服装生产工艺单

制单: 叶 师傅
审核:
第2/3页
款号: 成品色 颜色1
面料:
上海YE服饰有限公司
面辅料样卡
配料1:
面料贴样
配料2:
里料1:
贴样
颜色2
面料:
配料1:
配料2:
里料1:
贴样
洗唛
面料成份:
配料成份: 配料成份: 里料成份: 里料成份:
执行标准:
安全类别:GB18401 B 类
水洗方法 40℃以下水温轻柔手洗
不可漂白 阴凉处悬挂晾干 熨斗底最高温度110度
缓和干洗 与其他衣物分开洗涤 勿接触酸碱性物质
制单:叶 师傅
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
辅料明细
名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位: 名称: 编号: 颜色: 用量: 部位:
内,然后拼挂面,缝朝侧缝倒.
套结/锁眼部位 门襟
规格 圆头眼*2CM
4摆缝:拼缝包边滚,缝朝后倒. 5袖子:①大小袖拼缝包边滚,缝两边朝大袖倒.②袖口:折边卷光切2.5CM一周.③装袖:
前育克/后育克
竖打0.6CM(按样板位打) 圆装吃势均匀,两袖前后一致,内缝修至0.8CM然后包边滚0.5CM,滚边分缝包,不能塞
工厂在封样时一定按样板和工艺要求裁剪。工艺参照样衣和工艺单要求缝制。如 果在封样中有遇到问题请用书面文字表达出来。以备大货好操作。谢谢!
YE伊舍:/
商标、尺标 、水洗标定 商标编号: B0227228014
尺码标编号:B0227309016
上海YE服饰有限公司
生产工艺制作单
服装生产工艺指令单
服装生产工艺指令单服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP合同号: 20040801 P 1/6接单公司:贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10 (A )材料明细:名 称 规 格 及 要 求 数量 单位 供给 名 称 规 格 及 要 求 数量 单位 供给 面料 全棉 96x48/16x12 拉链(胸) 5#双拉树胶普通自动头拉链1 条 主唛 SIZE+成份+人形唛 1 个 拉链(袋) 5#单开树胶普通自动头拉链 1 条 洗水唛 洗水标志 1 个 魔术贴 2cm 宽3cm 长 1 个 松紧带 2cm 宽 松紧带 2”宽 (B )款式图(面): (背):(C )数量、颜色及分配:主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色100 200 200 300 200 150 150 50 50 50 50 = 15001、(E )工艺图(正面):服装有限公司洗水唛 主唛5#单开树胶普通自动头拉链 5#双拉树胶普通自动头拉链前中右面 (正前中右面 (反贴边4cm 宽出3cm 拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道口袋离前中:48-54:5cm 56-60:口袋离前领边: 48-54:20cm 56-60:口袋离腰线: 48-54:12cm 56-60:所有的止口、缝合全部用5线包边。
口袋口折贴边 1.5宽;口袋边压0.2cm 宽单线;面筒离前中9cm 拉链头打枣2”松紧带包面布 2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压袖口袋:8 x 12cm ,中间压一道线;口袋口两边及中间位置各打一个枣,共打枣3个。
口袋离肩距离:48-54:日期: 2004年8月8日 款号: 488-B TOP合同号:20040801 P 3/6(E )工艺图(背后):领边为单线压0.6cm 宽; 领脚为单线压9c m4cm宽 3cm 宽10c m 4cm 宽 3cm 宽 贴边3cm 宽贴边6cm 宽压0.6双线 打枣后腰为用2cm 宽松紧带,面压1cm 宽双线,缩好为拉开口袋离腰: 48-54:6cm 56-60:口袋离侧骨缝: 48-54:5cm 56-60:所有的止口、缝合全部用5线包边。
(完整版)服装工艺单模版

XXX服饰生 客户名称:XXX公司款号:M LMM0286 客户款号:图 纸 说 明半 成 品 操 作 工 艺 要 求1.主唛订于领托领下净3cm,黑色透明丝线0.2装领0.8cm缝位,刀眼对准,封领面里领三角针车订,面料做领挂 0.6cm*5cm.夹于后领缝居中,不可错位.洗唛车于左里袋贴下居中,距外框线0.2cm.字朝上. 6.装拉链领下10cm 处面略紧挂面略松,保持袋贴压0.1cm明线。
自然外翻,右前中拼皮2cm宽。
右门襟距领缝2.面加棉,大身加100G仿丝棉,袖加80G仿丝棉,面线左门襟宽度按版,长度按成衣门襟长度。
上距210D丝线,明线11针/3cm,暗线13针/3cm。
领缝0.7cm。
合齿门襟不可顶住领缝。
门襟3.前袋袋唇为对折皮料,四周压线0.1cm,转角方正,不起扭,拉链不可起浪。
车门襟夹皮料支线。
袋布在门襟处带条固定,袋布装饰线按版点位,线距7.袖片按版点位车装饰线,袖叉双支线宽1.60.8cm。
胸袋双支线拉链袋,上支线为皮,袋口宽1.4cm, 压线0.1cm,克夫按版,拉链保留封口铁和缝拉链露齿0.2cm,合齿后拉头朝前中.袋口前中处车双层8.订肩袢按版点位,装面袖肩点前后各4cm处三角皮,大小按版,左右对称。
前袋、胸袋装饰线按版点位, 山略拨开。
注意肩点处不可出现凹三角现象车转角圆顺.线距0.8cm。
肩袢扣起后有0.3cm松量,袖山袖腋各加一直4.前担干拼接夹皮料支线,皮外露0.2cm. 明线 纤条与里袖固定,松量1.5cm.0.1cm+0.6cm压上段.后担干按版点位车省,下垫里料。
省尖不可9.袖前缝夹皮料支线。
左袖底缝留口翻衣8cm起窝,止口向下压0.1cm+0.6cm明线,左右长短一致。
顺色线封口压0.1cm明线,线头清理干净。
后侧片按版点位车装饰线,线距同前片.拼侧片上下同10.整件明线不重针不接线,所有线头打结拉步无吃势.0.1cm+0.6cm明线压大片.拼后担干下段不11、内里:挂面夹支线,距离止口2mm打三角可有松量,夹皮料支线,皮外露0.2cm.上段压 0.1cm+0.6cm12、腰节断缝夹织带,织带净宽0.5cm,明线.顺直不起扭。
秦唐公司服装生产工艺单

秦唐公司服装生产工艺单款号:3195裁剪和配色要求熨烫和包装要求面料辅料用量2、1、请妥善保管纸样,不得擅自修改或损坏纸样,纸样与样衣及成品一并交还。
纸样必须按样片分开原样交回。
3、按样板丝绺线方向裁剪,不得歪扭。
4、分包时,必须分层以件编号。
5、注意金丝绒面料有倒顺光,裁剪时按倒毛裁剪,熨烫不可激光。
6、黑色、藏青色、玫红色配本色里料,其它均配。
7、注意:立绒面料也有倒顺毛的区分,裁剪时一定要所有片倒毛裁剪。
1、各部位整烫平服,无极光,无水花,无烫焦和烫黄现象,线头剪干净。
2、装成品上不得有水迹、油渍。
3、服装成品整烫平整晾干。
4、成品服装待委托加工方检验员检验合格后方可包装。
5、用透明塑料袋包装,包装要平整。
6、条形码贴在包装袋正面右下方,条形码不能贴错,条形码不能歪斜。
货号项目单位数量G00001 面料: 四方地立绒(幅宽: 148 cm)M 1.30K00007 190T涤塔夫里料(幅宽: 148 cm)M0.95L00001 弹力有纺衬:(幅宽: 120cm)M 0.74L00005 直纹棉牵条M 4.7P00006 2.5公分半圆铁环枚12R00001 2.5公分宽双面织带M 3.7Q00001 6.5cm宽蕾丝花边比例为1:1.8 M 4.5O00013 2.5平圆扣子枚 2T00003 海绵肩垫对 1V000018 平形商标个 1W000018 透明包装袋35X50 个 13195 样板总数114片个 1m缝纫要求尺寸表单位:厘米。
女T恤生产工艺单

女T恤生产工艺单女T恤生产工艺单一、面料准备工艺:1. 选择面料:根据设计要求和消费市场需求选择合适的面料;2. 面料验货:检查面料的品质和色差,确保面料符合要求;3. 面料裁剪:根据T恤的样式和尺寸,将面料进行裁剪,确保裁剪的精度和一致性;4. 面料整理:对裁剪好的面料进行整理,确保面料平整无皱折。
二、贴边工艺:1. 肩膀贴边:将双肩的面料进行对接,使用适当的缝纫机进行贴边处理;2. 领口贴边:将领口的面料进行对接,使用适当的缝纫机进行贴边处理;3. 袖口贴边:将袖口的面料进行对接,使用适当的缝纫机进行贴边处理;4. 裙摆贴边:对裙摆的面料进行对接,使用适当的缝纫机进行贴边处理。
三、缝纫工艺:1. 缝纫身子:将贴边好的面料进行对接,使用适当的缝纫机进行缝纫处理;2. 缝纫袖子:将袖子的面料进行对接,使用适当的缝纫机进行缝纫处理;3. 缝纫侧边:将两片身子的侧边进行对接,使用适当的缝纫机进行缝纫处理;4. 缝纫下摆:将下摆的面料进行对接,使用适当的缝纫机进行缝纫处理。
四、成品整理工艺:1. 衣领整理:对衣领进行整理,确保衣领的平整度和立体感;2. 袖口整理:对袖口进行整理,确保袖口的平整度和修长感;3. 下摆整理:对下摆进行整理,确保下摆的平整度和修长感;4. 质检:对成品进行检查,确保质量达到标准,无任何瑕疵。
五、包装工艺:1. 折叠:将成品按规定方式进行折叠,确保成品整齐无皱折;2. 包装:将折叠好的成品放入塑料袋中,并贴上标签和条码,确保包装的整洁与完整;3. 装箱:将包装好的成品放入外箱中,并进行封箱处理,确保成品在运输过程中的安全。
以上就是女T恤的生产工艺单,通过按照这些工艺步骤的要求进行生产,可以保证生产出高质量的女T恤产品。
服装厂生产工艺单
编制:
复核:
批准人:
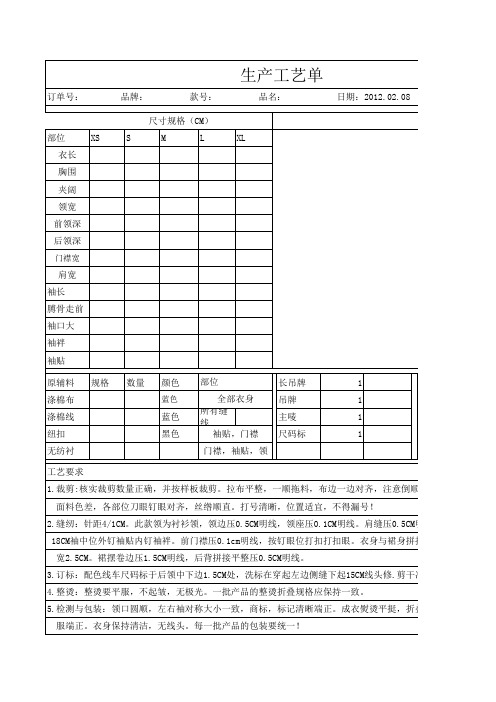
012.02.08
初样
面料贴样
齐,注意倒顺光及 !
肩缝压0.5CM明线向后倒。袖口上。 身与裙身拼接,腰部镶橡筋,橡筋 线头修.剪干净,无污迹。 烫平挺,折叠平
尺寸规格(CM)
S
M
L
XL
原辅料 规格 数量 颜色 部位
长吊牌
1
涤棉布 涤棉线 纽扣
蓝色
全部衣身
吊牌
1
蓝色
所有缝 线
主唛
1
黑色
袖贴,门襟 尺码标
1
无纺衬
门襟,袖贴,领
工艺要求 1.裁剪:核实裁剪数量正确,并按样板裁剪。拉布平整,一顺拖料,布边一边对齐,注意倒顺光及
面料色差,各部位刀眼钉眼对齐,丝绺顺直。打号清晰,位置适宜,不得漏号! 2.缝纫:针距4/1CM。此款领为衬衫领,领边压0.5CM明线,领座压0.1CM明线。肩缝压0.5CM明线向后倒。袖口上
服装厂生产工艺单服装制作工艺服装生产工艺单北京天亿鑫服装厂服装厂工艺流程某服装厂生产一批西服日本服装厂生产线视频服装厂的生产流程某教育服装厂要生产服装厂生产一批校服
服装生产工艺指令单

服装有限公司生产制造单日期: 2004年8月8日款号: 488-B TOP合同号:P 1/6接单公司:贸易部生产工厂:制衣厂数量: 5900件交货期: 2004-9-10(C )数量、颜色及分配:48 50 52 54 56 58 60 62 64 66 68 彩兰色 100 200 200 300 200 150 150 50 50 50 50 = 1500 红色 200 400 400 500 550 300 200 100 100 100 50 = 2900 绿色 10020020030020015015050505050 = 1500总数:5900件(D )其它要求:1、产前样(按足大货要求的材料):要求齐色齐码,即:共11件;要求在8月20日寄到我司。
大货须在产前样(齐码办)完全批复并书面通知才可以开裁生产。
2、船头办(按足大货要求的材料):6件(齐色跳码);交期: 在出货前10天寄到香港。
3、针距:面压线12针/寸;暗线10针/寸;20CM长度内不许接线;每50CM内接线不许超过1处;接线不许开叉。
4、外观:要求整烫平整、清洁、没有折痕;无线头、粉印等杂物。
5、止口倒向:大身两侧缝、肩缝、裤子内外侧缝倒向后片;袖窿倒向袖片;袖子拼接缝倒向大袖片;包边面底线根据缝位倒向分面底。
6、我司在收到船头办确认OK和工厂装箱单(工厂在全部装好箱)后,方会安排QC到工厂做尾期查货,如大货无法达到出货要求需要返工,我司再次查货的一切费用均由工厂负责。
二次查货,乃无法到达出货要求,我司将取消该定单,一切损失由工厂负责。
7、大货生产全部按足本制造单、产前样批办意见、材料确认意见、样品,如有相互冲突或疑问,请联系改正,不可自行处理。
服装有限公司日期: 2004年8月8日款号:488-B TOP 合同号:P 2/6(E )工艺图(正面):洗水唛主唛 5#单开树胶普通自动头拉链5#双拉树胶普通自动头拉链前中右面 (正面)前中右面 (反面)贴边4cm 宽出3cm拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道0.6cm 宽线。
服装生产工艺指示书
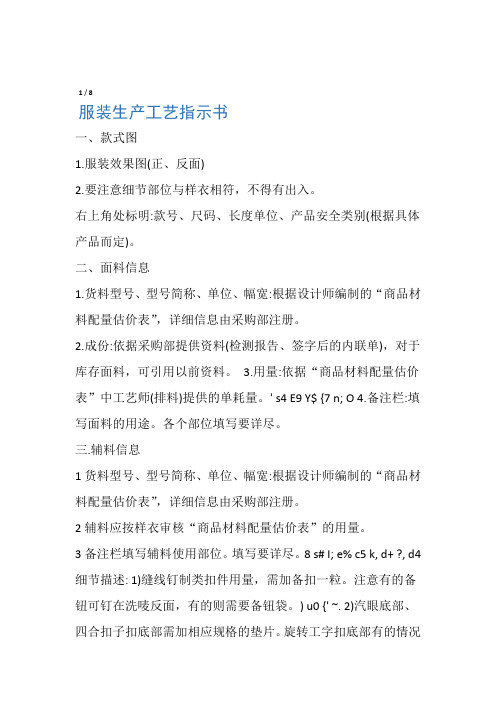
1 / 8服装生产工艺指示书一、款式图1.服装效果图(正、反面)2.要注意细节部位与样衣相符,不得有出入。
右上角处标明:款号、尺码、长度单位、产品安全类别(根据具体产品而定)。
二、面料信息1.货料型号、型号简称、单位、幅宽:根据设计师编制的“商品材料配量估价表”,详细信息由采购部注册。
2.成份:依据采购部提供资料(检测报告、签字后的内联单),对于库存面料,可引用以前资料。
3.用量:依据“商品材料配量估价表”中工艺师(排料)提供的单耗量。
' s4 E9 Y$ {7 n; O4.备注栏:填写面料的用途。
各个部位填写要详尽。
三.辅料信息1货料型号、型号简称、单位、幅宽:根据设计师编制的“商品材料配量估价表”,详细信息由采购部注册。
2辅料应按样衣审核“商品材料配量估价表”的用量。
3备注栏填写辅料使用部位。
填写要详尽。
8 s# I; e% c5 k, d+ ?, d4细节描述: 1)缝线钉制类扣件用量,需加备扣一粒。
注意有的备钮可钉在洗唛反面,有的则需要备钮袋。
) u0 {' ~. 2)汽眼底部、四合扣子扣底部需加相应规格的垫片。
旋转工字扣底部有的情况下也需加垫垫片,具体要根据面料的性能及厚薄来确定,同时影响其牢度的还有扣件本身的质量、扣脚与面料接触的面积大小。
% |.要注意针织面料慎用汽眼等破坏面料组织的辅料。
3)汽眼垫片侧面呈梯形,梯形宽面贴于布面,窄面贴于汽眼。
常用于汽眼底部,四合扣子扣底部,有的情况也用于面扣,这要根据面料的厚薄及性能而定。
4)定绳器与橡筋、绳、带规格是否匹配,确认在其在大货生产中不会出现操作困难,并且满足质2 / 8量要求。
5)带、绳类辅料需加3%损耗。
另在缝份外需多加1CM 的量作为制作中必要的损耗。
绳、带的毛边需进行处理的需增加损耗。
6)拉链长度的确定要根据实际情况。
一般地,上衣门襟拉链的长度:衣长-前领深+前领尖长要特别注意水洗处理类、棉服类产品拉链的长度的确定。
衬衫生产工艺单
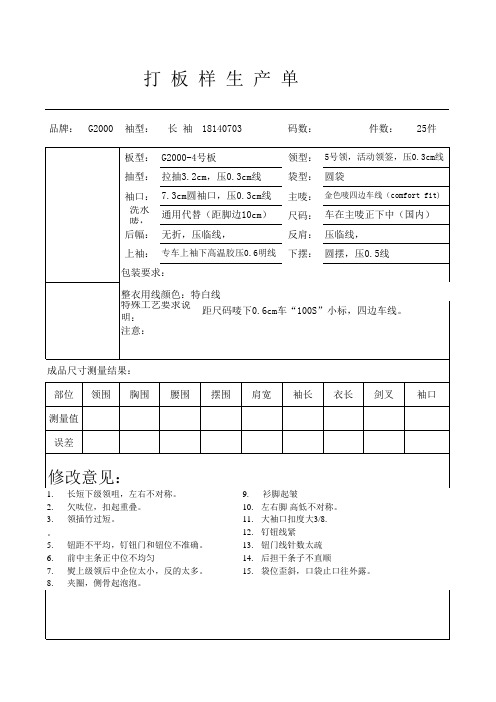
上袖: 专车上袖下高温胶压0.6明线 下摆: 圆摆,压0.5线
包装要求:
整衣用线颜色:特白线
特殊工艺要求说 明:
距尺码唛下0.6cm车“100S”小标,四边车线。
注意:
成品尺寸测量结果: 部位 领围 胸围
测量值 误差
腰围
摆围
肩宽
袖长 衣长 剑叉
袖口
修改意见:
1. 长短下级领咀,左右不对称。
9. 衫脚起皱
打板样生产单
品牌: G2000 袖型: 长 袖 18140703
码数:
件数: 25件
板型: G2000-4号板
领型: 5号领,活动领签,压0.3cm线
抽型: 拉抽3.2cm,压0.3cm线
袋型: 圆袋
袖口: 7.3cm圆袖口,压0.3cm线
洗水 唛:
通用代替(距脚边10cm)
后幅: 无折,压临线,
主唛: 金色唛四边车线(comfort fit) 尺码: 车在主唛正下中(国内) 反肩: 压临线,
15. 袋位歪斜,口袋止口往外露。
8. 夹圈,侧骨起泡泡。
2. 欠呔位,扣起重叠。
10. 左右脚 高低不对称。
34.. 领 领插 口竹 下过 第短 一。 粒钮门/钮位高低不一致,或偏高 11. 大袖口扣度大3/8.
。
12. 钉钮线紧
5. 钮距不平均,钉钮门和钮位不准确。
13. 钮门线针数太疏
6. 前中主条正中位不均匀
14. 后担干条子不直顺
7. 熨上级领后中企位太小,反的太多。
服装厂生产工艺单
服装厂生产工艺单服装厂生产工艺单是指在服装生产过程中,对每个环节的流程和步骤进行详细规定和说明的文档。
以下是一份大致的服装厂生产工艺单的范文,供参考:序号:XXXX日期:XXXX年XX月XX日部门:生产部工艺单名称:服装生产工艺单一、工艺单概述:本工艺单适用于本厂的所有产品生产过程,旨在规范每一道工序的操作流程,确保产品质量和生产效率。
二、面辅料准备:1. 根据订单要求,准备所需的面辅料,包括面料、里料、纽扣、拉链等。
2. 进行质检,确保面辅料的质量满足标准要求。
3. 对各类面辅料进行清点、复核和发放,确保数量准确无误。
三、裁剪工序:1. 根据纸样和面料特性,确定裁剪方式和数量。
2. 将面料铺开,使用裁床进行裁剪。
3. 对裁剪出的面料进行清点,并按照订单要求进行分类和打包。
四、车缝工序:1. 根据订单要求,确定车缝工序的顺序和流程。
2. 使用适当的针线和缝纫机进行车缝操作。
3. 每个工序的车缝完成后,进行质量检查,确保符合质量标准。
五、整烫工序:1. 对已完成的车缝产品进行整烫处理,包括压平、整型和整理。
2. 对产品进行质量检查,确保表面平整无皱,并修复不良部分。
六、包装入库:1. 对经过整烫的产品进行分类、清点和包装。
2. 将已包装完成的产品进行质量抽检,并在包装箱上标注相关信息。
3. 将包装完成的产品送入仓库,按照订单要求分类存放。
七、设备维护:1. 对使用的设备进行定期保养和维修,确保其正常运转。
2. 在生产中遇到设备故障时,及时报修,确保生产进度不受影响。
以上为一份大致的服装厂生产工艺单范文,具体根据企业实际情况进行调整和完善。
工艺单的编制要考虑实际生产环境和工艺流程,严格按照标准执行,以确保产品质量和生产效率。
服装工艺单模板
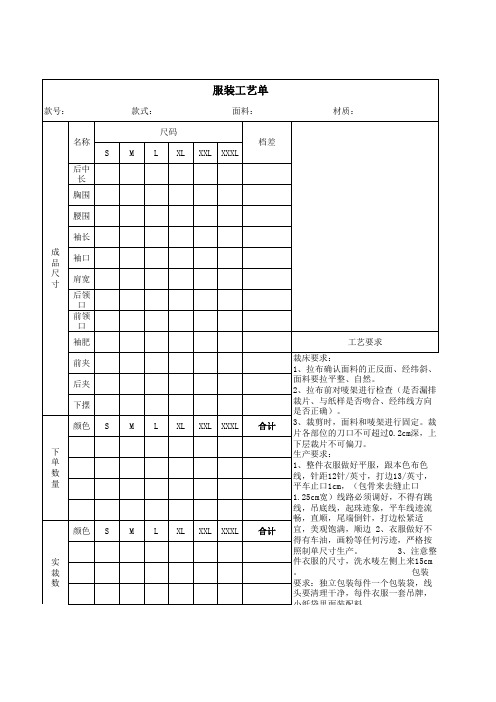
是否正确)。
M
L XL XXL XXXL
合计 3、裁剪时,面料和唛架进行固定。裁
片各部位的刀口不可超过0.2cm深,上
下层裁片不可偏刀。
生产要求:
1、整件衣服做好平服,跟本色布色
线,针距12针/英寸,打边13/英寸,
平车止口1cm,(包骨来去缝止口
1.25cm宽)线路必须调好,不得有跳
线,吊底线,起珠迹象,平车线迹流
畅,直顺,尾端倒针,打边松紧适
M L XL XXL XXXL 合计 宜,美观饱满,顺边 2、衣服做好不 得有车油,画粉等任何污迹,严格按
照制单尺寸生产。
3、注意整
件衣服的尺寸,洗水唛左侧上来15cm
。
包装
要求:独立包装每件一个包装袋,线
头要清理干净,每件衣服一套吊牌,
小纸袋里面装配料。
宜,美观饱满,顺边 2、衣服做好不
得有车油,画粉等任何污迹,严格按
照制单尺寸生产。
3、注意整
实
件衣服的尺寸,洗水唛左侧上来15cm
裁
。
包装
数
要求:独立包装每件一个包装袋,线
头要清理干净,每件衣服一套吊牌,
小纸袋里面装配料。
款号:
名称 S
后中 长
胸围
腰围
袖长
成 品
袖口
尺 寸
肩宽
后领
口
前领
口
袖肥
前夹
ห้องสมุดไป่ตู้
后夹
下摆
颜色 S
下 单 数 量
颜色 S
实 裁 数
服装工艺单
款式:
面料:
尺码 档差
M L XL XXL XXXL
材质:
工艺要求
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接单公司 : 贸易部 生产工厂 :制衣厂数量 : 5900 件交货期 : 2004-9-10( A )材料明细 :名 称规 格及要求 数量 单位 供给名 称规格及 要求数量 单位 供给 ( B )款式图(面) :(背):( C )数量、颜色及分配 :主彩兰色红色 绿色 服 装 有 限 公 司生产制造单日期 : 2004 年 8 月 8 日款号: 488-B TOP 合同号 : 20040801P 1/6面料 全棉 96x48/16x12拉链(胸) 5# 双拉树胶普通自动头拉链 1 条 主唛 SIZE+ 成份 +人形唛 1 个 拉链(袋) 5# 单开树胶普通自动头拉链 1 条 洗水唛 洗水标志 1个魔术贴 2cm 宽 3cm 长 1 个松紧带2cm 宽松紧带 2”宽色48 50 52 54 56 58 60 62 64 66 68 合计100 200 200 300 200 150 150 50 50 50 50 = 1500 200 400 400 500 550 300 200 100 100 100 50 = 2900100 20020030020015015050505050 = 1500总数 :5900件( D )其它要求:1、 产前样(按足大货要求的材料) :要求齐色齐码,即:共 11 件;要求在 8 月 20 日寄到我司。
大货须在产前样(齐码办)完全批复并书面通知才可以开裁生产。
2、 船头办(按足大货要求的材料): 6 件(齐色跳码) ;交期 : 在出货前 10 天寄到香港。
3、 针距:面压线 12 针/ 吋;暗线 10 针/ 吋; 20CM 长度内不许接线;每 50CM 内接线不许超过 1 处;接线不许开叉。
4、 外观:要求整烫平整、清洁、没有折痕;无线头、粉印等杂物。
5、 止口倒向:大身两侧缝、肩缝、裤子内外侧缝倒向后片;袖窿倒向袖片;袖子拼接缝倒向大袖片;包边面底线根据缝位倒向分面底。
6、 我司在收到船头办确认OK 和工厂装箱单(工厂在全部装好箱)后,方会安排QC 到工厂做尾期查货,如大货无法达到出货要求需要返工,我司再次查货的一切费用均由工厂负责。
二次查货,乃无法到达出货要求,我司将取消该 定单,一切损失由工厂负责。
7、 大货生产全部按足本制造单、产前样批办意见、材料确认意见、样品,如有相互冲突或疑问,请联系改正,不可自行处理。
服装有限公司日期: 2004 年8 月8 日款号:488-B TOP 合同号: 20040801 P 2/6(E )工艺图(正面):2”松紧带包面布主唛洗水唛面筒离前中9cm袖口袋:8 x 12cm ,中间压一道线;口袋口两边及中间位置各打一个枣,共打枣 3个。
口袋离肩距离:48-54 :10cm;56-60 :11cm;62-68 :12cm口袋离前领边:48-54:20cm56-60:23cm62-68:26cm拉链边有1.8cm 宽的面布包拉链边,压双道0.6cm 宽线。
位置:离面筒0.5cm. 前中右面(正面)出3cm口袋离前中:48-54 :5cm56-60 :7cm62-68 :9cm贴边4cm 宽前中右面(反面)口袋离腰线:48-54:12cm56-60:14cm62-68:16cm拉链头尾两边打枣5#单开树胶普通自动头拉链2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压0.2cm 单线。
5#双拉树胶普通自动头拉链松紧带压 3打枣道线,相距为 1.25cm所有的止口、缝合全部用 5 线包边。
口袋口折贴边 1.5 宽;口袋边压0.2cm 宽单线;脚口折贴边 1.5cm 宽;前浪底压0.6 宽双线;拉链头服装有限公司日期: 2004 年8 月8 日款号:488-B TOP 合同号: 20040801 P 3/6(E )工艺图(背后):2”松紧带包面布领边为单线压0.6cm 宽;领脚为单线压0.1cm 宽;后腰为用2cm 宽松紧带,面压1cm宽双线,缩好为拉开的3/5。
9cm压0.2 单线贴边6cm 宽2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压口袋离腰:48-54:6cm56-60:7cm62-68:8cm 口袋口两边打枣后浪0.6cm 压双针口袋离侧骨缝:48-54:5cm56-60:7cm62-68:9cm前中左面(反面)3cm 宽10cm4cm 宽前中左面(正面)0.2cm 单线。
松紧带压 3道线,相距为 1.25cm 口袋口角、袋盖边角打枣左边后贴袋离前边袋袋底7cm;长22cm,宽8cm口袋口角、袋盖边角打枣贴边3cm 宽打枣3cm 宽4cm 宽所有的止口、缝合全部用 5 线包边。
口袋口折贴边 1.5 宽;口袋边压0.2cm 宽单线;脚口折贴边 1.5cm 宽;2x3cm 魔术贴右边立体贴袋离腰底32cm;长21cm,宽19cm;袋盖6cm 高,压0.6 双线右边裤侧缝线中间有2x3cm 的魔术贴口袋布中间有4cm 宽的暗折。
魔术贴:袋盖车毛边;袋口车勾边;(F)尺寸表:单位:cm 1/2 )R 裤前插袋长/ 长x 宽S 裤后口袋中长/ 边长x 宽21/16x1716/14.5x1422/17x1817/15.5x15服装有限公司日期: 2004 年8 月8 日款号:488-B TOP 合同号: 20040801 P 4/6部位及度法48 50 52 54 56 58 60 62 64 66 68A 胸围(掖下1”度1/2 )55 57 59 61 63 65 68 70 72 74 76B 腰围(拉开度1/2 )49 51 53 55 57 59 61 63 65 67 69C 坐围(浪上4”度1/2 )54 55 57 59 61 64 66 68 70 72 74D 髀围(浪底度1/2 )32 33 34 35 36 37 38 39 40 41 42中档宽度(内长1/2 处度E 30 30.5 31 31.5 32 32.5 33.5 34 34.5 35 35.5F 脚口宽1/2 27 28G 肩宽(膊至膊)47 49 51 53 55 57 59 61 63 65 67H 袖长(膊至袖口)60 61 62 63 65 66 67 69 70 71 72I 夹围(1/2 )27 27 28 28 29 29 30 30 31 31 31 J 袖口宽(缩好1/2 )10 11 12K 前长(领边至腰)48 49 50 51 52 52 53 53 54 54 54 L 前浪(腰至浪底)32 32 32 32 32 33 33 34 35 36 37 M 后中长(后中至腰)50 51 52 53 54 54 55 55 56 56 56 N 后浪(腰至浪底)37 37 37 37 37 38 38 39 40 41 42 O 前胸拉链长61 62 63 64 64 64 65 65 66 66 66 P 胸口袋长x 宽14x16 15x17Q 胸口袋拉链长13 14T 外长(腰至脚口)104 105 106 107 109 110 111 112 113 113 114 U 领长(顶度)43 45 47 48V 领长(底度)41 43 45 46W 领高(后中度)8附度尺示意图:GHIK MABLNCJDTEF服装有限公司日期: 2004 年8 月8 日款号:488-B TOP 合同号: 20040801 P 5/6(G)材料卡:面布:全棉a 96x48/16x12面彩兰色(贴样)布(主唛)8 x 2.5cm(含止口)(白底黑字)(洗水唛)8 x 2.5cm(含止口)(白底黑字)(位置):领后中TALLA 48100% ALGODON 唛头182—18892—96 洗水唛主唛SIZE 身高胸围SIZE 身高胸围SIZE 身高胸围b48 152-158 92-96 56 176-182 108-112 64 194-200 124-128 50 158-164 96-100 58 182-188 112-116 66 194-200 128-132 52 164-170 100-104 60 188-194 116-120 68 194-200 132-136 54 170-176 104-108 62 194-200 120-1245# 双拉树胶龙普通自动头拉链(彩兰色)5# 单开树胶普通自动头拉链(彩兰色)c辅2cm 宽松紧带 2 x 3cm 魔术贴料(彩兰色)2”宽松紧带(彩兰色)服装有限公司日期: 2004 年8 月8 日款号:488-B TOP 合同号: 20040801 P 6/6 (H )包装要求:a、胶袋要求:(样)1、质地:PP 带衣架胶袋。
2、尺寸:工厂根据产品的折叠方法度量制定胶袋尺寸,必须分号码,不能统一尺寸。
3、胶袋不许有油污,要清洁、平整;4、胶袋贴纸:白底黑字尺寸:6 x 3 cm BUZO ALGODON 1a AZULINA 48REF :488-B TOP 488 4 2 7 3 1 0 0 0 7 4 8 2b、折叠后包装成品样:条形码贴纸(图中条形码不能为标准,请以条形码数字生成的条形码为准)SIZE 条形码SIZE 条形码SIZE 条形码48 8427310007482 56 8427310007567 64 842731000764250 8427310007505 58 8427310007581 66 842731000766652 8427310007529 60 8427310007604 68 842731000768054 8427310007543 62 8427310007628c、纸箱及印唛:1、 1 件1 胶袋,单色单码25 件入1 出口箱。
2、纸箱为 3 坑7 层防水出口箱。
纸箱上下中间的封口内落25CM×纸箱的长度 1 坑纸板2 块,以防开箱时割破产品。
3、封箱用5CM 宽的透明胶纸中间、两边共 6 道。
打2 条包装带。
4、尺寸:工厂自行按产品的大小制定尺寸,必须分号码,不能统一尺寸,但定好后,须经我司确认方可定做纸箱。
5、印字:字体高度不能低于2CM,根据纸箱高度适当调长字体高度;所有印字用正楷字体印,不能用手写。
主唛:(印大面两边)MARCAARTICULO: 488-B TOPCOLOR: AZULINATALLA: (填写号码)CANTIDAD: 25 PCSCARTON NO: (填写箱号)CAT. 1 CESOLO PARA RIESGOS MINIMOS公司要求:1)工厂要核对样品、制单及其它有关该款的要求变更,在有相互矛盾时,必须停止生产并及时通知我司,得到再次更正确认后,方可继续生产。