前后桥混流装配线-(阿特拉斯)电动定扭矩拧紧设备(工具)技术协议
电动扳手调研报告(阿特拉斯)
设备调研报告一、设备采购背景为确保产品重要部位螺纹连接的装配质量,精确监控与记录螺纹连接过程数据,提高生产效率,实现装配过程的自动化与智能化,现需购买一把电动扳手以实现过程监控与质量保证。
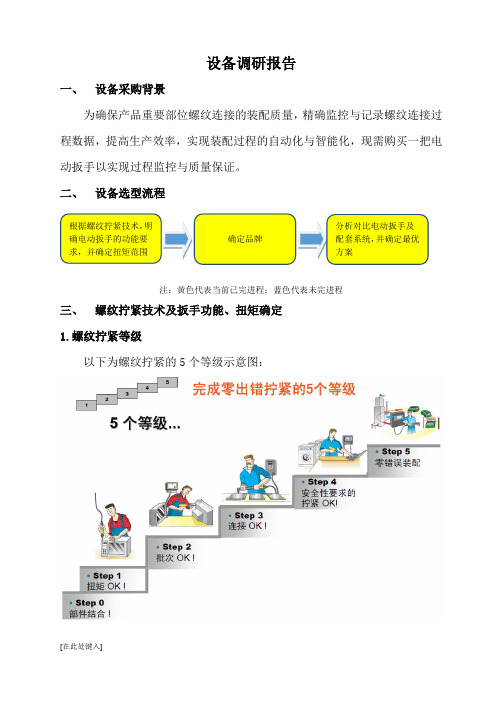
二、设备选型流程注:黄色代表当前已完进程;蓝色代表未完进程三、螺纹拧紧技术及扳手功能、扭矩确定1.螺纹拧紧等级以下为螺纹拧紧的5个等级示意图:2.功能要求PACK在电器件、铜排与模组、壳体密封性等部位的连接质量和安全性要求较高,因此电动扳手的功能应达到Step4水平,详细功能如下:(1)提供一个精确的和预先设定的扭矩(2)一个具有拧紧自动计数的系统(3)确保所有连接都正确(4)对于扭矩结果进行文档保存(5)在整个拧紧过程进行连续的监测3.扭矩范围目前模组、PACK组装过程中,使用频率较高的几种螺栓包括:M4、M5、M6、M8。
以下为几种螺栓的具体信息:M5、M6螺栓一般用于重要部位的连接,因此在选择电动扳手时扭矩范围应以M5、M6为基础,在满足M5、M6基础上尽可能选择大的扭矩范围。
因此扭力范围,下限至少应小于5.9 N.m,上限至少应大于15N.m,考虑到安全系数上限值最好不超过扭矩范围的80%,因此上限至少大于18.75N.m。
四、 确定品牌目前市场上主流及各大车厂广泛使用的电动扭力扳手基本都选用阿特拉斯.科普柯,该品牌市场占有率较大,具有较好的使用口碑和质量水平。
考虑到我们公司主要为各大车厂配套,并经常接受各大车厂的调研考察,为确保制造出高质量产品,提升企业形象及客户印象,建议购买阿特拉斯.科普柯电动扭力扳手。
五、 电动扳手选型 1.电动扳手选择按照上面分析,扳手应达到Step4水平,扭矩范围小于5.9 N.m ,大于18.75 N.m 。
通过与阿特拉斯.科普柯交流和相关产品样本筛选,符合要求的电动扭矩扳手型别为Tensor ST 、Tensor SR 。
结合使用特点、扭矩要求对两型号筛选如下图:ETV ST31-20-B10(球型固定器)电动扳手主要参数:Tensor STensor SRETV SR (弯头)ETV SR21-25-10(5-25N.m)销头固定ETD SR (直柄)Tensor STETV ST (弯头)ETV ST31-20-B10(5-22N.m)球头固定ETD ST(直柄)ETP ST (枪式)ETC ST (扁平头)型号方头驱动in 扭矩范围 速度r/min 重量kg 长度mm 中心边缘距离mm 高度mm ETV ST31-20-B10(球型固定器)3/85-225451.24151442弯头式可适用于更多的装配位置 球头比销头固定在更换套筒时更方便补充说明:当装配间隙小于扳手头部高度和螺栓头部高度之和时,会出现无法对螺栓紧固的问题。
阿特拉斯PM4000系列拧紧轴说明书

一软件简单说明现场用到的Atlas 轴扳手的软件版本是PM4000 10.8.5,其主界面如下PM4000 的菜单栏有•Tightening 扳手程序管理•Reporter 设置总线数据传输需要配置或者修改 BUS 通信的内容时,可以通过 Reporter 菜单下修改•Set Up 设置参数菜单如图•Bolt 站的信息;•Spindle 轴的信息;•ID device ID 等下面的选项(通常不用)•Maintenace 维护,子菜单有•Test Bolts 在线时对单跟或全部轴测试•Select target system 选择需要连接的扳手控制器•其他的选项不常用二修改和监控扳手程序如果现场工艺更改时,可能就会需要更改扳手的力矩、转角等工艺内容,即更改扳手程序2.1建立与控制器的连接常用连接扳手控制器的方式有两种,串行口和以太网,这里我们只讲以太网连接。
首先把电脑的 IP 设置成通目标控制器相同网段的 IP设置好后选择菜单 Maintenace ,然后选择 Select target system 选项,进入如下界面选择需要连接的控制器 IP然后点击快捷方式里的连接图标即可建立与控制器的连接2.2修改程序打开界面里的 Programs 菜单,会显示控制器里存在的程序,如图:打开程序后,中间工作窗口会显示出程序内容,如图所示:打开程序后,单击每步程序时,主窗体右侧会显示本步程序的工艺内容,如图当需要更改工艺内容时,直接在如图所示的界面中修改,或者在单步程序上选择删除或者增加程序,修改完成后点击保存程序如果需要新建一个程序时,右键点击Programs 菜单,选择Add Program,如图”三程序说明程序第一步,诊断步,此步代号为D,所有程序的第一步必须都是这个,程序设计如图所示:单击此步程序后,主窗体右侧会显示本步程序的工艺内容及参数设置,如图所示:程序第二步,为:运行到扭矩,程序代号为T,如图所示:参数设置在如图处进行,此步程序以速度100rpm,向前运行到扭矩25Nm。
阿特拉斯电动工具ST系列 技术说明
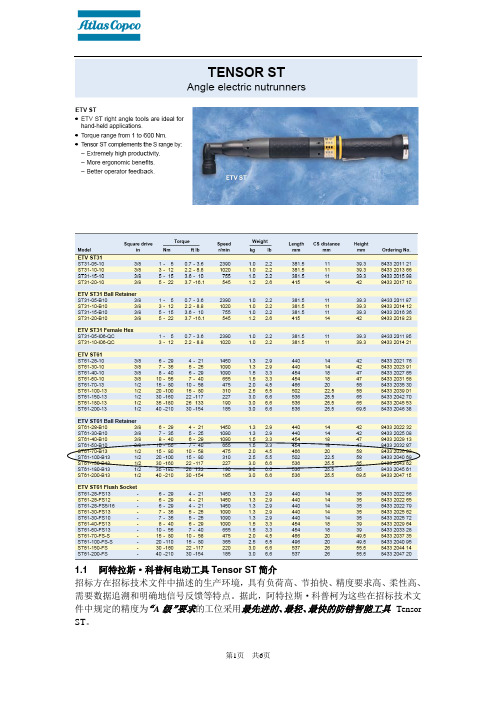
1.1 阿特拉斯·科普柯电动工具Tensor ST简介招标方在招标技术文件中描述的生产环境,具有负荷高、节拍快、精度要求高、柔性高、需要数据追溯和明确地信号反馈等特点。
据此,阿特拉斯·科普柯为这些在招标技术文件中规定的精度为“A级”要求的工位采用最先进的、最轻、最快的防错智能工具--TensorST。
Tensor ST 系统电动工具由电动拧紧工具、控制箱和电缆三部分组成。
1.1.1 电动工具部分拧紧工具由高性能直流无刷马达、减速行星齿轮、前端弯头组成。
模块化的设计使其在保证高精度的同时,具有小巧、高速、低噪( 60 dB )低振等良好的人机工程学优点;1) 拧紧角度控制精度±2度. 拧紧扭矩控制精度±3%;2) ST 工具的环境要求:环境温度-20ºC - 50ºC ,湿度≤90%,控制器工作电压为单相110V或230V 电压;3) 拧紧工具的弯头部分采用模块化设计,设计紧凑,传动齿轮用斜齿代替传统的直齿,增大接触面,使精度更高,使用寿命更长,运转平稳,噪音更低。
4) 电动工具靠近操作者位置上设有红、绿、黄、蓝四色信号灯,操作者可通过工具上的信号灯到拧紧结果的反馈信号。
绿灯亮表示拧紧合格,黄灯亮表示扭矩值低,红灯亮表示扭矩值高,并具有独特的蓝色信号灯设计,用户可以根据实际需要自行设定(如:所有拧紧完成、程序切换完成、有效拧松、总线通讯故障、工具锁死等)。
5) Tensor ST 系列电动工具上带有内置扬声器,可以通过声音/音乐给操作者更直接的拧紧结果反馈, 音频可以自行设定,充分体现人性化;6) 热插拔功能:工具在不断电情况下,可以直接和电缆插拔,避免了因操作失误对工具造成损坏;7) 过电流/过压自动保护系统有自动保护功能,过电流/过压/欠压会自动关闭系统并报警;8) 直柄工具上有环形正反转开关,使用者可根据自己的使用习惯通过编程软件更改转向;9) 工具为ST 工具专用电子附件(如条码扫描和程序选择)提供了一个内置节点,可以使电子附件直接背负在工具上,使操作者操作更加便利。
阿特拉斯拧紧机技术方案

锡柴应用实例参考
应用一
YZ485产品:8个M10 螺栓、扭矩控制、角度监测法。扭矩目标值为60~70Nm。 拧紧轴间距为65.6mm, 68.6mm。 应用二 YZ4DE1产品:8个M12 螺栓、扭矩控制、角度监测法。扭矩目标值为100~120Nm 。拧紧轴间距为78mm。
2) 拧紧精度(软、硬连接状态下正态分布精度) : +/-3% 3) 采用一套两轴双气缸变距机构以便于快速切换。
Stand Alone系统具备安装维护快 捷、节省空间和能源、模块化设 计、灵活及高防护等级等特点。
▼ 拧紧电气控制系统布置图参考:
电源模块 控制器
安装板
▼ 拧紧系统应用实例图Atlas Copco PowerMACS tightening system illustration:
南京依维柯发动机新装配线参考图
注意:如果螺栓头尺寸不同,切换时要 手工更换套筒。
5
6
D
L
1
2
P
3
4
7
8
W
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数:
拧紧轴QMX62-19RT
Technical Data产品技术参数:
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
拧紧轴布置
▼ 阿特拉斯·科普柯 推荐Power MACS拧紧轴技术参数(方案二):
拧紧轴QMX50-15ROT
Technical Data产品技术参数:
◊ 型号 ◊ 转速 ◊ 最大扭矩 ◊ 最小扭矩 ◊ 系统扭矩精度 ◊ 系统转角精度 ◊ 重量 ◊ 噪声级别
QMX50-15ROT
阿特拉斯拧紧工具维修培训

Screw count
Non shut-off
Pneumatic tools
Electric tools
Functionality
3
Different tools have different accuracy
Tool choice depends on requirements
Torque
Max
11
工具形式
12
工具结构
弯头
电机
齿轮 扭矩传感器
角度编码器 存储卡 扳机
手柄
13
电动工具常见故障
14
常见事件代码
15
常见事件代码(博格华纳常见故障)
16
常见事件代码
▪ E514,做马达调谐,按F→F3,出现Tools 按回车,出现1,按住扳机,看输出头转 动情况,由慢及快转动,而后,再反转至 停止,控制器DONE无报警,OK
17
常见事件代码(博格华纳常见故障)
18
人生终有许多选择。每一步都要慎重。但是一次选择不能决定一切。不要犹豫,作出选择就不要后悔。只要我们能不屈不挠地奋斗,胜利就在前方 。 勤奋是你生命的密码,能译出你一部壮丽的史诗。 孤独并不可怕,每个人都是孤独的,可怕的是害怕孤独。 最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 只有在患难的时候,才能看到朋友的真心。——克雷洛夫 与其你去排斥它已成的事实,你不如去接受它。 你一定不要做丑恶的人,但是世态炎凉,你也别太善良!马善被人骑,人善被人欺,过于善良就是一种懦弱和无能! 好好的管教你自己,不要管别人。 友谊的主要效用之一就在于使人心中的愤懑抑郁得以宣泄弛放。……对一个真正的朋友,你可以传达你的忧愁欢悦恐惧希望疑忌谏诤,以及任何压 在你身上的事情。——培根 志不立,天下无可成之事。 种子最后是果实;努力最后是成功;放弃最后是失败。 我们的人生必须励志,不励志就仿佛没有灵魂。
阿特拉斯工程机械有限公司代理商协议

阿特拉斯代理商务条件为更好的开拓市场和防范风险,扩大阿特拉斯履带式全液压挖掘机的市场容量和提高产品市场占有率,充分利用渠道销售服务网络,最大限度的提高品牌知名度和客户满意度。
根据以上原则及宗旨,阿特拉斯工程机械有限公司(以下简称:ACMC)特就代理商的准入资格制定如下条件:第一条对阿特拉斯品牌认知凡ACMC代理商必须认同ACMC的市场管理方式,对品牌保持高度的认同感。
被认定的代理商必须具备与ACMC “互惠互利、共同发展”的合作诚意。
第二条区域经营1、一般情况下,ACMC不设区域独家代理商,对于能够完成ACMC年度销售任务且综合考评优秀者,ACMC予以保护,所辖区域将不设其他代理商。
2、ACMC允许代理商扩大经营阿特拉斯履带式全液压挖掘机产品销售区域,但必须在原所辖区域内取得优异的销售和服务业绩后提出申请,经过ACMC同意后授权。
3、 ACMC所属代理商不得突破代理区域销售,影响其他区域ACMC代理商的销售市场。
第三条代理商的行业资质1、代理商须具备从事工程机械行业两年以上行业经营管理经验,完全具备经营阿特拉斯挖掘机的销售和售后服务能力,以适应阿特拉斯履带式全液压挖掘机在该地区市场的发展。
2、代理商必须以有限责任公司形式出现,且注册资本金符合ACMC要求。
3、代理商必须致力于阿特拉斯履带式全液压挖掘机的销售。
上述基本条件应当由申请阿特拉斯品牌的销售代理商提出书面报告,并取得ACMC最终认可,方可实施。
第四条代理商资金规模1、代理商须具有充裕的资金来支持其在所在区域内对阿特拉斯履带式全液压挖掘机的推广和运作,以及支付阿特拉斯履带式全液压挖掘机货款。
2、注册资金不得低于1000万元,实物出资不得超过投资总额的50%,其余以现金方式进行投资,作为代理商的流动资金。
不同区域根据代理商当地行业水平做适当调整。
第五条代理商的信用体系1、代理商在以往的经营活动中诚实守信,无不良拖欠账款纪录。
2、代理商财务管理制度健全,银行信用等级良好,无不良纪录。
定扭矩电动螺丝刀

最低的寿命周期成本实现最优的生产效率阿特拉斯·科普柯可提供丰富的高生产效率装配工具。
这些工具配有智能控制器并采用优异的人机工程学设计。
我们众多的产品线专为满足您的所有的拧紧需要而研发,能够为您实现最低的寿命周期成本。
阿特拉斯·科普柯的产品包括从可产生0.5Ncm扭矩的低扭MicroTorque工具,到能够实现4000Nm扭矩的高扭Tensor ST工具。
Power Focus控制器Power Focus是适用于手持式工具的市场领先型控制器,具备控制固定式工具的能力。
Power Focus是一系列模块化控制器,具备优异的灵活性和与您的生产基础设施的连通性。
Power Focus 4000可控制Tensor S, ST, STB, DS, SL和ETX系列工具。
Power Focus 4002可控制Ten-sor SL工具。
DS/DL控制器DS/DL系统可为改建您装配操作提供快速和简便的方式。
通过大量可替代型驱动,您可以选择适合自己操作的最佳功能。
DS Drive适用于Tensor DS工具,据有盒型、基础型和高级型。
DL Drive适用于DL工具,有基础型和高级型两者可供选择。
EBL螺丝刀低电压,无刷螺丝刀适用于要求严苛的工位,配备的断气式离合器具备高拧紧精度,可反复实现优异效果。
MicroTorque超低扭矩螺丝刀超低扭矩智能螺丝刀能够确保大批量应用型工位和高价值关键型产品连接的集成度。
Tensor ToolsTensor系列工具能够满足针对安全控制型和质量控制型工位的所有装配要求。
Tensor SL:安全控制型扭矩工具,适合于使用小型螺钉的工位。
该类型工具具有紧凑的螺丝刀人机工程学设计,并同时拥有追溯性和防止出错性能。
Tensor S:Tensor S系列工具是广受认可的适用于要求追溯性和防止出错性能的安全控制型工位的系列工具。
Tensor ST:第二代的Tensor工具,研发过程当中特别注重降低工具的重量和增加生产效率。
前后桥混流装配线-(阿特拉斯)电动定扭矩拧紧设备(工具)技术协议101028

机电产品采购技术协议项目名称:前/后桥总成混流装配线——电动定扭矩拧紧设备签订地点:郑州精益达汽车零部件有限公司签订日期:2010年月日编制审核批准甲方乙方甲方:郑州精益达汽车零部件有限公司乙方:合肥工业大学科教开发部甲乙双方经友好协商,甲方将向乙方采购本协议供货范围内设备,并达成如下协议,作为设备设计、制造、验收及售后服务的依据。
一、基本要求:1. 乙方所供设备,必须符合中国最新版的法律、法规和相关标准、规范的要求,符合项目所在地政府有关特殊要求;2. 乙方应对甲方提出的各项技术要求同意进行技术(担保)承诺,并保证甲方不因此受到任何侵权指控和实际损失;3. 乙方应对所供装配线涉及的、甲方有权使用的专利权技术、知识产权保护技术等,予以明确说明;4. 乙方应保证所供装配线的先进性、可靠性、可维修性、经济性和实用性,并为全新设备;5. 乙方应保证所供设备非中国公布的淘汰设备,并为中国指定或规定的主管部门认可的环保型和节能型设备;6. 乙方应保证所供设备的常用、易损配件在中国大陆市场容易采购和制造;7. 乙方保证所供装配线的完整性和成套性,能保证整线的正常运行、使用;8. 乙方对甲方所提供的技术、生产能力等,负有保密义务,特殊项目应当无条件签署保密协议。
二、设备通用技术规格1.设备通用技术规格1.1.设备在设计上必须保证在使用地的气候条件下不会对其功能、测量的稳定性及使用寿命(包括液压、气动、电气的元件和控制部分、测试仪表)等产生不良影响。
1.2. 质量设计要求:➢要具有完备的质量控制措施,满足“零缺陷”生产的要求。
1.3. 通用技术要求➢设备为全新,采用成熟的新技术、新工艺、新材料。
➢设备所选用和所使用的零部件应是公认为高质量、高性能的产品。
➢设备设计应合理,在满足功能的前提下结构尽可能简单化。
➢设备操作系统便于操作,显示系统便于观察和辩认。
➢设备工作运载平稳,刚性好。
➢机械、气动(液压)元器件及仪器、仪表、传动件、坚固件等配件应采用符合国内(国际)质量可靠,通用性好的产品(不允许有淘汰型号)。
Atlas Copco拧紧的五个质量等级

AC Tightening Technique阿特拉斯·科普柯拧紧技术五步拧紧-怎么达到零错误装配?错误越晚被发现,成本损失越大。
且损失不是简单的倍数关系,而是成几何级数增长。
装配开始工位1错误侦测成本: <2 min 操作人员时间工位2错误侦测成本: 10-30 min 操作人员时间+材料成本最终工位错误侦测成本: >30 min 操作人员时间+ 材料成本或者废次品更可怕的是用户发现错误成本: 产品价值, 未来的销售, 良好的形象等等。
12发生在装配行业的一些常见的问题Conventional tool遗漏螺丝坏螺纹的螺丝扭矩错误过早切断错误/ 遗漏部件交付的质量?T重复性差•Hardjoint •Softjoint OK NOK品质损失返工遗漏12没有可追踪性5 个等级...12•Step 1扭矩OK !•Step 2批次OK !•Step 3连接OK !•Step 4安全性要求的拧紧OK!•Step 5零错误装配•Step 0部件结合!Step 0:把部件结合在一起过程质量级别:+ 速度快,没有反作用力-没有精度和过程的安全等级可言-操作人员和工具无法决定精度12345部件结合!所需设备:z 冲击扳手z 非断气的油压脉冲型工具离合器12Step 1.确保一个正确的拧紧扭矩所需设备:z 工具可以提供一个精确的和预先设定的扭矩过程质量等级:+工具有正确的扭矩精度-部分受操作人员和工件的影响12+/-25 to 40%+/-2,5Pulse AirImpact Wrench Tensor S/ST +/-5%Tensor DS/DL +/-10 to 25%Clutch tools +/-7,5 to 10%over 6σin accordance to ISO5393QMX /ETX+/-10 to 15%Step 1.确保一个正确的拧紧扭矩21Step 2.确保所有的螺丝被拧紧所需设备:z一个具有拧紧自动计数的系统过程质量等级:+工具有正确的扭矩精度+所有的螺丝都会被拧紧--依然不了解连接的状态21Step 2.确保所有的螺丝被拧紧z 你如何可以完全确认螺栓旋入是正确的?计算角度, 比如旋转度数的数值12345Step 3.确保连接正确完成零出错拧紧的5个等级z 旋入的角度监控12Step 1 angleacceptance windowacceptance windowTorqueAngleFinal targetSpeedStep 3.确保连接正确12TimeSpeedTorque50 ms在拧紧旋入过程中会暂停50 ms , 以消除弹性释放力z 两步拧紧消除了弹性释放力Step 3.确保连接正确12What is a safety critical joint? See the critical joint application guide on: /criticaljointStep 4.确保有安全性要求的连接件完全拧紧所需设备:z 通过一个可追踪校准的传感器进行扭矩控制z 对于扭矩结果进行文档保存z 在整个拧紧过程进行连续的监测Station 1Tighten with Pulse/ImpacttoolStation 2Click Wrench to secure it hasbeen fastenedStation 3Paint marker to prove it hasbeen tightened第一次就正确的理念Station 1更少的操作人员 更少的人力 更低的生产成本 更高的生产效率减少人机工程学问题 缩短生产线!12In the PAST:/过去:NOW:现在:Advant age:优点:12Tensor S 应用于安全性要求的装配:z 可追踪的数据(通过一个校准过的传感器)z 结果包括日期、时间和VIN 储存在控制器(PF) 中z结果会被送到更高等级的数据收集系统Step 4.确保有安全性要求的连接件完全拧紧Tensor S/ST 可追踪过程的循环12工具配备传感器,旋入& 实时监控结果存贮在PF3000 和ToolsNet 3000每一把工具的校准数据存贮扭矩的验证Power Focus 3000 内置的出错校验12z “拧紧OK”(每个螺拴OK/NOK 信号)z “批次OK”( 具有相同扭矩的一组螺拴OK/NOK信号)z “Job OK”( 使用一个PF3000拧紧的一系列的螺拴OK/NOK 信号)z “Cell job OK”(使用多个PF3000拧紧的一系列的螺拴OK/NOK 信号)Link to animation “Job”Link to animation “Cell Job”Tool enable to PF3000End of Footprint12ToolsNet案例: PF 内置的在线控制1. 产品进入工位–条形码扫描仪被激活2. 条形码被扫描–Batch/Job/Cell job 被选择,工具被激活3. 操作人员完成拧紧操作4. 每一次拧紧和条形码一起汇报给ToolsNet 数据库5. 当Job = OK 工具断开, 等待新的产品6. 当在Job OK 前产品到达印记末端, PF 输出报警ToolsNet 3000-“所有的拧紧都文档纪录”12z 自动收集来自于所有PF3000 和PowerMACS 控制器的数据z ToolsNet 储存每一个拧紧包括P roduct ID-number, T ool serial number, T ightening result, T races, D ate, T ime, etc.z 方便在数据库中搜索z 标准的报告Tools Net Server21Step 4.Case: Water tight engine assembly (Volkswagen Marine, Germany)21Step 5.确保零错误装配系统需求:z工具控制器和工厂网络的网络连接z局部鉴定z不合格产品管理21Step 5.确保零错误装配12Step 5.Case: BMW -KISSQKISSQ -serverProductioncontrolsystemToolsNet-精确的和预设定的工具扭矩-不受操作人员影响•连接OK !•安全性要求的拧紧OK!•零出错拧紧概要5 steps...-螺丝计数-无重复拧紧-坏的连接-角度监测=>连接控制-可计算数值-可追踪-拧紧数据收集-控制器和工厂生产系统网络连接-不合格产品管理•批次OK !•扭矩OK !-无精度和过程安全完成零出错拧紧的5个等级We are committed to your superior productivity throughinteraction and innovation.通过互动与创新,我们承诺您实现卓越生产力。
基本拧紧技术-阿特拉斯力矩加转角技术分析及工具介绍

福田康明斯 阿特拉斯·科普柯拧紧技术
Beijing Seminar 2008-11
基本拧紧技术
1-1
基本拧紧技术
介绍装配过程中的基本问题,为正确和使用选择工具提供指导
To use equipment that matches specific needs of the customer is the key to success
• Torque and Angle Control 扭矩和角度控制
• Fastener Yield Control 屈服点控制 ………
1-30
Clamp Force F
Joint Modeling
The clamp force will, after the run down section, grow as a linear function of angle. 夹紧力在贴合后随着 角度线性增长
施加的扭矩并不象夹紧力那么简单
力 (F), 力臂 (L) = 扭矩(M) 螺丝旋转的越多,得到的扭矩越大
但是, • 90% 的扭矩被摩擦力消耗 • 只有10%的扭矩转化为夹紧力
夹紧力, 10% 螺纹副中的摩擦了, 40% 螺栓头下表面的摩擦 力, 50%
1-13
螺栓头下摩擦力 50%
螺纹副中 40%
The force rate will decline in the plastic range with a marked bend for high grade material, less marked for low grade materials and eventually the bolt will break. The margin for yield onset until failure is highly dependant on clamp length, but is normally several hundred degrees.
空压机协议

空压机组技术协议(需方)和无锡阿特拉斯.科普柯压缩机(供方)就供方热电工程所需空压机组的技术规范、供货要求等相关事宜进行充分协商,双方达成如下技术协议:一、总则:供方供应的空压机组及相配套设备必须是全新的,技术应成熟可靠,经检验合格的优质产品,供方保证主机设备全部在本厂内加工制造,并对外购配套件质量负责,保证整机试机一次成功,并达到额定参数。
二、设备技术参数:1. 螺杆空气压缩机台数:3套名称:单级、风冷、箱式低噪声螺杆空气压缩机型号:GA110-8.5排气量:18.8m3/min最高工作压力:8.5bar最低工作压力:4.0bar电机型号:110KW、F级、IP54噪声:≤72dB(A)压缩空气含油量:≤2.5ppm 压缩空用油量75L2. 冷冻干燥机型号:RAD20NF处理气量:20m3/min工作压力:≤1.0Mpa入口空气温度≤45º冷却方式:风冷适合环境温度:≤45ºC适合工作制:连续工作电源V/PH/HZ :380/3/50制冷功率:5HP配套厂家:广州汉粤净化设备有限公司台数:3套3.前置过滤器型号:A-022处理气量:22m3/min工作压力:≤1.76Mpa过滤精度:1um入口空气温度≤66ºC配套厂家:广州汉粤净化设备有限公司台数:3套4.精过滤器型号:A-022处理气量:22m3/min工作压力:≤1.76Mpa过滤精度:0.011um入口空气温度≤66ºC配套厂家:广州汉粤净化设备有限公司台数:3套三、供货范围:1. 单级、风冷、箱式低噪声螺杆空气压缩机3套,配套电脑控制调节系统,气量自动调节系统(包括卸荷阀、逆止阀、最小压力阀),电气系统(包括电控柜),油路系统(包括恒温阀、油过滤器、断油阀、油气分离器、油冷却器),气路系统(包括进气过滤器,后冷却器,水气分离器,安全阀,排气阀),底盘、箱罩,压缩机油(在机内)。
2. 冷冻干燥机及配套附件3套,3. 前置过滤器及配套附件3套,4. 精过滤器及配套附件3套,5.备品备件及专用工具:包括:进汽过滤器1只,油过滤器1只,专用工具1套,四、控制系统:包括:压缩机控制,压缩机保护,主要参数显示,可设定参数(输入电脑控制器)。
汽车装配自动拧紧机

学位论文作者签名:黄 健源自指导教师签名:颜德田日期:
年
月
日
第 4 页
日期:
年
月
日
上海交通大学硕士学位论文
汽车装配自动拧紧机
摘 要
本文针对汽车装配使用的全自动拧紧机进行了研究。文中介绍了 自动拧紧机的工作原理和设计思路。首先给出了扭矩的定义,对拧紧 过程中扭矩的产生进行计算,并分析影响轴向夹紧力的因素。然后介 绍了拧紧过程,和常用的拧紧控制方法。使读者对扭矩控制的重要性 和拧紧过程有清晰的认识。 然后着重对单轴拧紧机的设计进行了介绍。结构上以模块化设计 为特点,拧紧轴分为电缆接头模块,马达模块,减速模块,传感器模 块,信号预处理模块,输出轴模块。由应变片电桥构成扭矩传感器, 采用双应变片结构,并有零位调节和温度补偿功能。拧紧轴选用直流 无刷电机,免维护,控制精确。采用反电动势法检测转子位置,进行 角度测量,无需采用额外位置传感器。控制系统方面,着重介绍了轴 控模块和操作软件,及自检和安全防护功能。 接着在单轴拧紧机的基础上介绍了多轴拧紧机。主要是多轴系统 的 RS-485 总线网络;主控模块和轴控模块之间如何协调工作;多个 轴控模块之间的同步;拧紧系统的控制面板和外围接口;多轴拧紧机 的设计要点和工作方式;以及如何对拧紧机进行评价等。
学位论文作者签名:黄 健
日期:
年
月
日
第
3 页
上海交通大学硕士学位论文
上海交通大学 学位论文版权使用授权书
本学位论文作者完全了解学校有关保留、使用学位论文的规定, 同意学校保留并向国家有关部门或机构送交论文的复印件和电子版, 允许论文被查阅和借阅。 本人授权上海交通大学可以将本学位论文的 全部或部分内容编入有关数据库进行检索,可以采用影印、缩印或扫 描等复制手段保存和汇编本学位论文。 保密□,在 本学位论文属于 不保密□。 (请在以上方框内打“√” ) 年解密后适用本授权书。
技术标——空压机(阿特拉斯)

技术标——空压机(阿特拉斯)一、货物需求一览表:见量单二、技术要求1、风冷无油旋齿式空气压缩机空压机设计为2台,一用一备,暂安装一台,留有另一台的安装位置。
3、线性过滤器4、微型细物过滤器5、空气储气罐(是否不锈钢304材质)三、空气压缩机性能描述1、环境温度机组设计最高环境温度为46℃,从而避免了由于夏季高温导致的停机。
2、转子空压机螺杆总成中的转子在加工过程中是配对加工的,它们的配对是唯一的,使转子永远工作在最佳状态。
3、轴承主机采用SKF轴承。
4、不锈钢控制管道组装的空压机的控制管道系统均采用不锈钢,避免了锈蚀堵塞及破损断裂现象的发生,不锈钢管道的规格和材质符合设计要求。
5、管道连接均采用法兰盘连接加 O型圈密封,保证不会出现管道接头处渗漏现象。
6、弹性联接轴均采用弹性联接轴,传动平稳,效率高。
7、冷却器冷却器为风冷,均采用超大容量和良好的散热材料,保证空气压缩机运行的安全、可靠。
独特的冷却系统设计,使冷却后的排气温度比环境温度不高于8℃。
8、通过进气碟阀进行气量调节可实现连续无级调节(我们不是连续调节,我们是通过加卸载调节的。
我们是0-100%开或关),气压波动小,噪音低,避免加卸载调节的能源浪费。
9、控制系统控制部分西门子、丹佛斯或霍尼韦尔产品,主回路为进口或施耐德。
四、空气压缩机控制要求1、压缩机的排气量自动控制⑪、根据系统的耗气量,以空载和满载的方式自动控制压缩机的启动、停止与运行,气体调节的范围0或100%。
⑫、当暂时停气时,电脑控制器能根据用户预先设定的时间自动停机。
当继续用气时,压缩机能自动开启运行。
⑬、可进行双重压力设定。
⑭、双级风冷无油旋齿空压机。
⑮、中间冷却器、后冷却器配置电子自动排水。
2、参数显示⑪、主要技术参数显示①、排气压力②、压缩机出口温度③、空气过滤器的压差指示④、油压⑤、中间冷却器压力⑥、第一级转子出口温度⑦、第二级转子出口温度⑧、第二级转子进口温度⑨、油温⑩、主电机过载保护3.11风扇电机过载保护3.12 运行时间3.13 加载时间⑫、主要控制参数显示①、卸载压力②、加载压力③、电机星/三角切换时间④、加载延时⑤、电机启动次数⑥、停机间隔⑦、最小停机时间⑬、主要保护参数显示①、空气过滤器压差报警②、第一级转子出口温度报警设置③、第一级转子出口温度停机设置④、第二级转子出口温度报警设置⑤、第二级转子出口温度停机设置⑥、第二级转子进口温度报警设置⑦、第二级转子进口温度停机设置⑧、油温报警⑨、油温停机⑩、油压报警油压停机电子排水故障报警提示⑭、主要服务参数显示①、空压机保养报警②、空压机运行时间五、压力容器1、压力容器部分设计、生产企业应有相应的资质。
定扭矩电动拧紧扳手

介绍 – 电动拧紧扳手Tensor – 操作者的理想之选生产效率收益阿特拉斯·科普柯独一无二的Tensor马达能够为Tensor系列工具带来优异的转轴速度,并由此帮助您在操作过程中降低拧紧周期。
在平衡性、握把和轻便重量方面的优异人机工程学设计使得该系列工具获得了操作者的喜爱并提高了个体的生产效率。
操作者反馈所有的Tensor系列工具都装配有LED 信号灯,用于指示拧紧结果。
绿灯意为拧紧合格(OK),红灯则表示不合格(NOK)。
Tensor ST和STR采用可配置的LED信号灯,并搭配有可通过声响信号指示结果的内置扬声器。
最低的操作成本在阿特拉斯·科普柯,我们坚信质量是通向长期实现最低成本操作的成功之路。
得到养护的Tensor工具能够在投入最低和可预见成本的情况下,年复一年地具有相同的性能表现和确保最长的正常工作时间。
Tensor DL: 质量重要工位Tensor DL系列工具适用于拧紧质量关键螺钉。
优化设计适用于小螺钉装配,DL 型工具是电动小扭矩工具很好的选择。
Tensor SL: 低扭矩适用于安全性严格工位,可配置工具功能Tensor SL型工具适用于对安全性有严格要求的小螺钉装配。
具有紧凑的人机工程学设计外观,以及良好的扭矩可追溯性和防错功能。
Tensor DS: 质量重要工位Tensor DS工具适用于对质量要求严格但不要求测定扭距值追溯功能的拧紧。
与常规工具相比,DS工具可大大提高生产效率和质量。
Tensor S: 安全重要/可追溯反馈备受认可的Tensor S适用于安全重要,且需要扭矩追溯和防错功能的工位。
Tensor ST: 安全重要工位,可配置工具功能第二代Tensor工具,在研发中注重考虑重量轻便与生产效率。
Tensor ST采用内部总线连接,可与诸如条形码阅读器和扭矩选择器开关等智能配件连接使用。
Tensor系列电动装配工具能够满足所有工作站和装配线对安全性严格和质量严格的拧紧工位的要求。
拧紧技术基本知识

21
扭矩 OK, 角度过低
扭矩 扭矩 = OK 角度 = 过低
扭矩 = OK
角度 = OK
角度
阿特拉斯科普柯中国香港有限公司 - ACTA
22
扭矩 OK, 角度过高
扭矩
扭矩 = OK 角度 = 过低
扭矩 = OK 角度 = OK
扭矩 = OK 角度 = 过高
角度
阿特拉斯科普柯中国香港有限公司 - ACTA
9
螺栓标识系统
生产商
第一个数 = 1/100 的最大抗张 应力 (N/mm2) 100×8 = 800 N/mm2
第二个数 = 抗张应力与屈服之 间 的关系 0.8 = 80% 公制螺纹
两数相乘得出屈服应力 800* 0.8 = 640 N/mm2
阿特拉斯科普柯中国香港有限公司 - ACTA
10
抗拉强度 / 屈服
应力 N/mm²
抗拉强度
失效 75 % 抗拉应力 100* 8=800 N/mm2
屈服
弹性区
屈服应力 800* 0,8=640 N/mm2
拉伸度
阿特拉斯科普柯中国香港有限公司 - ACTA
11
螺纹类型
套筒对边尺寸12 mm
• M • UNF • UNC
公制 英制细螺纹 英制粗螺纹
< 30 度 (ISO 5393)
角度
贴合点
扭矩
X Nm > 720 度
软连接
> 720 度 (ISO 5393)
角度
贴合点
阿特拉斯科普柯中国香港有限公司 - ACTA
13
扭矩
硬连接和软连接
过扭
目标
硬 软
均值偏差
关于最早的汽车装配线介绍

关于最早的汽车装配线介绍汽车装配线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、测设备有机的组合,以满足汽车零件的装配要求。
汽车装配流水线的传输方式有同步传输的/强制式也可以是非同步传输/柔性式,根据配置的选择,实现汽车零件手工装配或半自动装配。
装配线在汽车的批量生产中不可或缺。
汽车装配线将人和机器有效结合起来,在汽车生产中扮演着重要的角色。
汽车装配线的发展趋势直接决定着汽车的生产效率。
汽车装配线是由输送设备和专业设备构成的有机整体。
人和机器的有效结合是汽车装配线的特点之一,在企业的工业生产中,装配线设备将输送系统、随行夹具和在线专机、检测设备连成一个有机的整体,充分体现着设备的灵活性。
汽车装配线的发展趋势直接决定着汽车的生产效率。
1.机器人在汽车装配线中被广泛采用2.电子计算机技术在生产过程中得到广泛应用3.采用柔性装配线1.整车装配线和零部件装配线向柔性化装配线方向发展2.加注设备向真空加注设备方向发展3.汽车装配线试验检测设备向微机控制,数字化,高精度,自动化方向发展4.专用装配设备向高精度,适应性,自动化方向发展5.以静扭扳手和定扭矩电动扳手替代冲击式气动扳手是汽车装配线装配工具的发展趋势随着汽车工业和零部件工业的发展,汽车装配线技术水平也有了较大的提高,国内对直接影响汽车产品质量及使用寿命和汽车产品生产最后环节的装配及出厂试验日趋重视,促进了汽车产品装配、试验工艺及装备技术水平的提高。
汽车装配线一般是由输送设备空中悬挂和地面和专业设备如举升,翻转,压装,加热或冷却,检测,螺栓螺母紧固设备等构成的有机整体。
主要包括:汽车装配线所用输送设备,发动机和前后桥等各大总成上线设备,各种油液加注设备,出厂检测设备及各种专用汽车装配线设备。
1.输送设备:用于汽车总装配线,各总成分装线以及大总成上线的输送;2.汽车装配线大总成上线设备:指发动机,前桥,后桥,驾驶室,车轮等总成在分装,组装后送至总装配线并在相应工位上线所采用的输送,吊装设备;3.各种油液加注设备:包括燃油,润滑油,清洁剂,冷却液,制动液,制冷剂等各种汽车装配线加注设备;4.出厂检测设备:前束试验台,侧滑试验台,转向试验台,前照灯检测仪,制动试验台,车速表试验台,排气分析仪;5.专用汽车装配线设备:车号打号机,罗纹紧固设备,车轮装配专用设备,自动涂胶机,液压桥装小车。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机电产品采购技术协议项目名称:前/后桥总成混流装配线——电动定扭矩拧紧设备签订地点:郑州精益达汽车零部件有限公司签订日期:2010年月日甲方:郑州精益达汽车零部件有限公司乙方:合肥工业大学科教开发部甲乙双方经友好协商,甲方将向乙方采购本协议供货范围内设备,并达成如下协议,作为设备设计、制造、验收及售后服务的依据。
一、基本要求:1. 乙方所供设备,必须符合中国最新版的法律、法规和相关标准、规范的要求,符合项目所在地政府有关特殊要求;2. 乙方应对甲方提出的各项技术要求同意进行技术(担保)承诺,并保证甲方不因此受到任何侵权指控和实际损失;3. 乙方应对所供装配线涉及的、甲方有权使用的专利权技术、知识产权保护技术等,予以明确说明;4. 乙方应保证所供装配线的先进性、可靠性、可维修性、经济性和实用性,并为全新设备;5. 乙方应保证所供设备非中国公布的淘汰设备,并为中国指定或规定的主管部门认可的环保型和节能型设备;6. 乙方应保证所供设备的常用、易损配件在中国大陆市场容易采购和制造;7. 乙方保证所供装配线的完整性和成套性,能保证整线的正常运行、使用;8. 乙方对甲方所提供的技术、生产能力等,负有保密义务,特殊项目应当无条件签署保密协议。
二、设备通用技术规格1.设备通用技术规格1.1.设备在设计上必须保证在使用地的气候条件下不会对其功能、测量的稳定性及使用寿命(包括液压、气动、电气的元件和控制部分、测试仪表)等产生不良影响。
1.2. 质量设计要求:➢要具有完备的质量控制措施,满足“零缺陷”生产的要求。
1.3. 通用技术要求➢设备为全新,采用成熟的新技术、新工艺、新材料。
➢设备所选用和所使用的零部件应是公认为高质量、高性能的产品。
➢设备设计应合理,在满足功能的前提下结构尽可能简单化。
➢设备操作系统便于操作,显示系统便于观察和辩认。
➢设备工作运载平稳,刚性好。
➢机械、气动(液压)元器件及仪器、仪表、传动件、坚固件等配件应采用符合国内(国际)质量可靠,通用性好的产品(不允许有淘汰型号)。
其生产厂家应是质量稳定、信誉度高的企业。
➢传动部件:滚动轴承工作寿命不低于25000小时。
➢开关阀根据使用情况挂上常开或常闭的明示牌➢外购产品要求提供全部随机附件及随机工具机,所有随机资料。
➢所有运动部件运动灵活、润滑良好、配合滑移面处必须有防尘装置。
➢机床高处若有需要调整、供油、维修的部件,要设有平台、保护栏和梯子。
1.4.设备润滑系统设计要求➢润滑装置,尽量安装在便于观察和调整加油的位置,并提供设备润滑说明书。
2.其他2.1.电气、润滑等系统的管路、接头应有良好的隔离和密封措施,管路接头牢固,布置安全美观,无漏电、漏油、漏水、漏气现象发生。
2.2.设计、制造除按本技术任务书、招标文件要求执行外,其它未提及的技术标准和要求按相关的中国国家标准、国际标准、由卖方提出经买方确认。
2.3.所选用的各种介质、元件等符合有关安全和环保的中国标准和国际标准。
2.4.安全规定及检修管理设备具有各类安全防护设施,任何部位都不容许有泄(渗)漏;在必须要进行检修部位的零件要易拆装。
2.5.油漆要求所有设备(设施)的油漆应能抵御各种液体及焊花的侵蚀.在防锈层使用的油漆,或者是一层,或者是二层;使用二层时,总厚度应是50微米,可使用耐切削液侵蚀的两种成份的油漆。
外购件,标准件应保持原色。
液压、气动、润滑管路应涂上保护层,其它流体管路中流体类型和方向应做标记。
3电气设备通用技术要求3.1系统技术要求3.1.1按钮开关,指示灯,接触器,继电器,断路器等低压电器元件统一采用施耐德的。
3.1.2.所有电源必须考虑相关容量,留取30%的裕量。
断路器的容量必须按照要求进行选型,以起过载保护作用。
3.1.3.PLC的I/O接点应各预留15%以上,并且各I/O接点不可重复使用。
3.1.4.控制柜配置三色指示灯,正常工作时绿灯亮,正常停机时黄灯亮,异常停机时红灯亮,红灯亮时蜂鸣器报警,位置在控制柜右端顶部。
3.1.5.电控系统及元件必须能够适应工厂电网上的电压波动和脉动干扰。
3.1.6具备气压检测信号。
3.1.7满足以下通用技术条件:GB50168-2002 《电气装置安装工程电缆线路施工及验收规范》GBJ232-1982 《电气装置安装工程施工及验收规范》JGJ46-2005 《施工现场临时用电安全技术规范》4.安装技术要求4.1设备电器控制系统中使用的所有导线应有不易脱落的线号及标签,线号及标签应清晰可见,易于识别;4.2 设备各机械部件及各种电气元件(例如电磁阀、气缸等)应有与图纸相一致的标识。
4.3端子使用专门的端子标识牌,端子必须有对应的分隔板进行各段分开。
电缆使用专门的电缆标识牌。
4.4 柜内器件布局合理,走线规范,便于维修和更换部件,布置顺序:自上至下,自左至右,PLC、断路器、接触器、中间继电器、端子、隔离变压器。
如有不合适的地方必须请甲方签字认可(见下图),柜内线槽采用统一颜色的50*50mm(带封口),如果空间够使用80*80mm。
元件不可过于密集,占空比不大于65%。
4.5.号码管长度为20mm,直径与线径配套。
导线使用针管式接头进行压接,有螺柱安装的采用冷压接头进行压接。
4.6.电气柜内配线要求(单芯线)交流电线路:红色N线:黑色直流控制线路:蓝色接地线:黄绿色4.7 24V、0V等公共端采用桥接件短接,不允许使用导线进行短接,执行元件使用原装电缆进行连接。
4.8箱体与操作盒之间的跨线必须使用工业电缆(表面黑色橡胶皮)进行连接,严禁使用单根导线或家用电缆。
4.9桥架中采用隔离板进行隔离强弱电。
4.10设备上使用的电缆可根据需要在空中或地面通过线槽进行铺设。
线槽走向要合理(按直角坐标系铺设,转弯处成直角走向)。
桥架厚度要求≥1.0mm。
4.11乙方向甲方提供控制系统的配电,以作甲方设计配电的依据。
甲方负责工厂内总配电到线体控制柜的电缆,。
5.控制柜技术要求5.1.控制柜钢板厚度≥2.0mm。
控制柜内应具有风扇散热装置,保证PLC能够在其要求环境下工作。
风扇设置过滤网等防尘设备。
5.2.门碰开关通过中间继电器控制电气柜内有照明灯,风扇。
门开灯亮风扇关,门关灯灭风扇开;5.3.要求密封、防尘;门内有文件袋。
5.4.控制柜门面上,应有设备标牌,标明设备型号、电气容量等技术参数。
5.5.控制柜内应预留20%空间,从现场元件引至控制柜的导线按10%预留备用线,长度足够长(能够到达控制柜内各处),并标明标识。
5.6.控制柜内应备有三眼通用性电源插座,容量为AC220V,10A。
5.7.控制柜面板上具备必要的电源指示灯。
6.设计技术要求6.1.图纸编号与甲方一致,甲方提供相关图纸编号。
6.2.图纸的封面及相关标题栏与甲方一致,包括公司、项目名称等,不包含设计人员。
甲方提供模板。
6.3.电气原理图、接线图、位置图应与设备的实际线路相符合。
6.4.甲方提供相关设计、安装标准,乙方必须按此执行。
如果与技术协议有冲突,以技术协议为准。
乙方如对相关标准有异议,双方可以进行协商解决,但总体上应与线上单机设备风格一致。
6.5.PLC软件设计必须结构化编程,输入、输出映射处理,方便更改。
各个子功能必须编写成功能块进行调用。
必须具备详细的注释、I/O定义。
6.6.程序对各动作的保护,应互锁可靠。
三、电动定扭矩拧紧设备(工具)技术协议1.供货范围:本批生产设备(工具)及附件共10台(套),主要供货范围应包含但不限于下表所列内容,详细供货清单将由乙方在图纸会审时列出并由甲方确认。
2.项目说明2.1项目承包形式2.1.1本项目为交钥匙工程,本技术协议供货范围内所有设备均由乙方总包,统一布置,所有设备的方案整合、技术接口、技术协调、设备安装调试、连网、培训、技术服务等全部责任。
2.1.2对与本项目相关联的本技术协议供货范围内的软硬件连接协调事项,由乙方总包方负责整个的技术协调,并负责与甲方总控通讯的乙方部分的所有软硬件事项。
2.2生产纲领及工作制度生产纲领:单班50,000根/年工作制度:单班制,全年250个工作日,每班8小时;设备负荷:85%装配线生产节拍:2 min/根。
2.3需方工厂条件2.3.1电源种类及电压动力供电采用三相五线制电压380V±10%,频率50Hz±2%2.3.2压缩空气压力:0.4-0.6Mpa进入设备温度:≈室温2.3.3厂房温度和湿度厂房温度:-10℃~45℃厂房湿度:15%~90%2.3.4防护与绝缘防护等级:IP54;绝缘等级:F级。
2.3.5地坪整体地坪,地坪承载5t/m23.总体要求3.1.人机工程3.1.1.操作高度及结构要符合人机工程学的有关要求。
3.1.2.充分考虑平面布局、工位设置、停止器、控制盒的设置。
3.2.互锁、防错装置3.2.1.杜绝误操作现象的发生。
3.2.2.整线具有互锁装置,防止误操作损坏设备和发生人身安全事故。
3.3.设备外观3.6.1.设备外型须突出美观、和谐、整齐。
3.6.2.设备基本漆色按甲方提供的色板制作。
3.4.安全环保3.4.1.一般性要求:对人的安全、防护、辐射等劳动保护条款符合机床制造国国家和行业相关标准,且不得与甲方国家和行业相关标准相冲突。
3.4.2.设备的设计要符合中国国家标准或ISO标准。
工艺设备上的各零部件与防护装置均固定,形成设备整体。
3.4.3.危险部位必须进行文字和危险图形标识。
3.4.4.设备设施若配置的有压力容器和蓄能装置,必须有鉴定书和技术说明。
4.技术要求4.1主减螺栓、转向节臂螺栓紧固电动定扭矩拧紧轴两套设备采用单轴紧固方式,拧紧工作为竖直和水平两个方向,配套平衡助力机械手,有效平衡拧紧所产生反作用力,拧紧工位任意可调。
4.1.1产品工艺资料a.紧固力矩可任意设定,调节力矩通过键盘输入,设备自动调整;设备力矩范围150~750N·m。
b.单套设备必须能一人操作;c.提供的套筒满足上表中螺栓和螺母的拧紧要求。
d.具有反转拆卸功能;e.拧紧过程:对于单组螺栓螺母联接,拧紧系统进行:认帽→高速拧紧→预拧→终拧→合格后卸荷退出等自动拧紧过程;对于多组螺栓螺母联接,拧紧系统依工艺规定顺序进行认帽→高速拧紧→预拧,全部预拧后,再依工艺规定顺序进行终拧。
拧紧步骤和扭矩在规定力矩范围内通过工控机可以调节设定。
4.1.2设备的技术要求a. 拧紧参数:设备力矩范围150~750N·m。
内可以任意设定,每次调整时间小于10秒。
b. 具有设定扭矩和角度的目标值及上、下限值的功能,操作者可通过键盘任意设定紧固力矩大小的功能(在150~750N·m范围内)c. 拧紧的控制方式为:扭矩控制+角度监视;d. 全数值范围力矩精度±2.5%,角度精度±1°;e. 设备的使用寿命应不小于100万次;f. 设备的工作噪音应不大于65分贝;g. 采用STANDALONE系统、空中走线(电缆悬挂使用),设备竖直、水平使用;h. 拧紧节拍:单次的正常拧紧不超过12秒。