Xbar—R控制图的操作步骤及应用示例
Xbar-R管制图判读及处理

.
.
.
. . . . . .
1.点(Xbar)连续5点偏管制上限或下限, 1.点(Xbar)连续5点偏管制上限或下限, (黑)X1,开具品质情报通报单. X1,开具品质情报通报单. 2.点(Xbar)连续6点偏管制上限或下限,蓝色 2.点(Xbar)连续6点偏管制上限或下限, (黑)色X2,开具制程品质异常联络单. X2,开具制程品质异常联络单. 如图2: 如图2:
1
.
. . . . . . . . . . .
1
2
2
3. 制程点(Xbar)连续7点偏管制上限或下限 制程点(Xbar)连续7
红色X标示,开具工状,持续每过5 红色X标示,开具工状,持续每过5点 开具品质异常联络单
. .
. . . .
. . . . . . . . . . . . . . . .
.
图3 . . . . . .
.
. . .
.
.
.
4.点(R)连续7点下降,红色 X 标示,开具品质情 (R)连续7点下降, 标示,
报通报单,持续每过5 报通报单,持续每过5点,红色 X 标示,开具 标示, 品质情报通报单.如图3: 品质情报通报单.如图3: 图3 . . . . . . . . . . . . . X
.
解析用 1.点(Xbar)超出超出规格界限外,红色 标 (Xbar)超出超出规格界限外,
示,开具工状. 开具工状. 2.点(Xbar)连续偏规格上限或下限,红色 X (Xbar)连续偏规格上限或下限, 标 示,开品质情报通报单,持续每过5点,开品 开品质情报通报单,持续每过5 质情报通报单. 质情报通报单.图4 图4: . . . . . . X . . . . . X . . . . . . . . . . . . . X . . . . . . X
Xbar-R控制图

Xbar-R控制图1. Xbar-R控制图Xbar-R控制图,可以在拥有连续数据且⼦组⼤⼩不超过8的情况下监视过程的均值和变异。
例如:确定新塑料产品的⽣产过程是否受控。
操作员抽样20个⼩时,每⼩时抽取5个部件,并评估塑料的强度。
什么情况下使⽤备择控制图?对于具有9或更多观测值的⼦组,使⽤Xbar-S控制图。
如果⼦组内存在⼀致的变异来源,使⽤I-MR-R/S控制图。
如果没有⼦组,使⽤I-MR控制图。
如果数据有缺陷品数或缺陷数,使⽤属性控制图,如P控制图或U控制图。
2. Xbar-R控制图的数据注意事项为了确保结果有效,请在收集数据、执⾏分析和解释结果时考虑以下准则。
1. 数据集应当连续如果数据中有缺陷品数或缺陷数,使⽤属性控制图,如P控制图或U控制图。
2. 数据应当采⽤时间顺序由于控制图检测会随时间发⽣的变化,因此数据顺序⾮常重要。
应当按照数据的收集顺序来输⼊数据。
让最旧得数据位于⼯作表的顶部。
3. 应当按照适当的时间间隔收集数据按照均匀的时间间隔收集数据,如每⼩时⼀次,每班次⼀次,每天⼀次。
选择⼀个时间间隔,该时间间隔应当⾜够短,以便可以在发⽣过程更改之后⽴即识别此更改。
4. 数据应当位于合理的⼦组中如果⼦组不合理,则估计的控制限可能太宽。
5. ⼦组⼤⼩应当为8或更少对于具有9或更多观测值的⼦组,应当使⽤Xbar-S控制图。
如果没有⼦组,请使⽤ I-MR 控制图。
6. 收集相应的数据量如果⼦组⼤⼩⼩于或等于2,⾄少收集100个观测值。
如果⼦组⼤⼩为3,⾄少收集80个观测值。
如果⼦组⼤⼩为4或5,⾄少收集70个观测值。
如果⼦组⼤⼩为6或更⼤,⾄少收集60个观测值。
7. 数据不必是正太分布的⼤多数控制图在形式上基于正太性假设的,但如果收集⼦组中的数据,仍可以使⽤⾮正太数据得到好的结果。
所需的⼦组⼤⼩取决于数据的⾮正太性。
8. 每个⼦组内的观测值不应当相互关联如果每个⼦组中的连续数据点是相关的,控制限的范围将过窄,⽽且控制图可能会错误地将⼀些受控点显⽰为失控点。
Xbar -R控制图培训资料

异常判定及识别
班每天收集数据后对 控制图上点线走势进 行判定,满足以下判 定检验准则之一时, 判定过程存在异常因 素,须“查出异因, 采取措施,加以消除, 纳入标准,不再出 现”。
异常判定及识别
异常判定及识别
X-R控制用图日常控制监测
步骤2:将控制上下限分为6 个等分区间,并标注刻度。 标样提供了等分格,等分刻 度与等分格对齐
步骤1:对中心线CL进行 描线,一般描绘在报表 虚线部位。
步骤3:标注上下控制 线。
X-R图由技术员确认产 品控制上下线后提交生 产线。
产线根据提供的上下线 对X-R图表格(表样详见 QR-T-034)进行控制线 描绘。如R图控制线: CL=0.6 LCL=0
Xbar-R控制用图控制线确认
3、计算 Xi (子组平均值),Ri(子组极差); 4、计算Xi (子组间平均值),Ri(子组间极 差平均); 5、确认R图控制线:
CL(中心线)=R(子组间极差) LCL(下限)=D3R UCL(上限)=D4R
Xbar-R控制用图控制线确认 6、计算X图的上下限:
UCL=1.2时表格描绘。 如左图:
X-R控制用图日常控制监测
各班长每天随机抽取N个 (一般为4或5)当天生 产产品的特性参数填入 X-R图中(包括不良品数 据),计算出平均值(X) 与极差R,根据计算结果 分别在R图与X图进行描 点。从点线走势对品质 进行分析(参考判定准 则)。
每天收集的特性数 据集
Xbar-R控制用图控制线确认
1、确认控制对象: 控制对象往往为产品的某以特性,如记录机型 的TILT感度。设备运行状态,如烙铁温度等。 2、数据的收集:
数据要求:控制对象在产品先期策划过程 PPK≥1.67以上或CPK≥1.33以上的数据(特性)
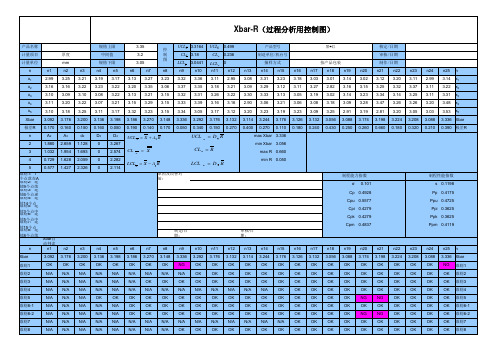
xbar-r控制图范例

控制项目
规格上限
测量人
零件代号
设备编号
测量仪器
规格下限
测量日期
X—控制图
对特殊原因
采取措施的 4.57
说明:
4.53
●任何超出 4.49
控制限的点
4.45 4.41
●连续7点全 4.37
在中心线之 4.33
上或之下
4.29
●连续7点上
4.25 4.21
升或下降
4.17
9月5日 9月7日
8:30 8:30
0.48 0
9月9日 9月11日 9月15日 9月17日 9月19日 9月21日 9月23日 9月25日 9月27日 10月3日 10月7日 10月9日
8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30 8:30
8月18日
8:30
X1
读
X2
X3
数
X4
X5 XB=和/读数数量
R=最高-最低
XBB
4.33 X-控制图
UCLX
RB
0.22
LCLX
8月20日 8月24日
8:30 8:30
4.58 4.06
8月26日 8月28日 8月30日
8:30 8:30 8:30
R-控制图
9月1日 9月3日
8:30 8:30
UCLR LCLR
●任何其它 4.13
明显非随机 4.09
的图形
4.05
R—控制图
注:
●需对过程
0.45
进行调整时, 0.40
在“过程控 0.35
Xbar-R控制图学习资料

均值极差图
四、SPC控制图简介及应用示例
控制图定义与原理:
➢控制图:又称管理图、休哈特图。是美国休哈特(W.A.Shewhart)博士于 1924 年发明的。控制 图是区分过程中的异常波动和正常波动,并判断过程是否处于控制状态的一种工具。 ➢原理:受控状态下,质量特性值落在μ±3σ 范围内的概率约为99.73%。因此可用μ±3σ 作为上下控制界限,如果质量特性数据没有 超越这一上、下界限,就认为过程的波动属正常波动,过程受控;如果超越了这一上、下界限, 就认为过程的波动属异常波动,过程失控。
(12)在控制图的相关栏目填写必要事项 包括车间、小组的名称,工作地点(机床
、设备)的名称与编号,零件、工序的名称 与编号,检验部位,质量要求与测量器具, 操作工、调整工、检验工、绘图人、分析人 的姓名及控制图的名称与编号,绘图时间等 。
(1)转化为控制用控制图 控制用控制图的日常管理工作一般包括下列内容: ① 按规定的抽样间隔和子组容量抽取样本。 ② 对控制对象进行测量。 ③ 计算统计量数值。 ④ 在控制图上描点。 ⑤ 按控制用控制图的判定准则判断过程有否异常。 a) 无异常时继续生产。 b) 有异常时,应消除产生异常的原因,使异常不再发生。对于有利于提高质量 的特殊因素,应总结经验加以推广。
(2)修改控制图 当影响过程质量波动的因素发生变化或质量水平已有明显提高时,应及时再用分析用控制图计算出新的中心线
与控制限。 在出现下述情况时,一般应重新计算中心线与控制限: ① 大修或停产;② 工况发生较大变化;③ 质量发生明显改进,原控制界限显得太宽已失去控制作用。
抽样时,应保证组内样品在基本相同的条件下生产,即组内差异只由 普通因素造成,而组间差异主要由特殊因素造成(如果有异常波动的话 )。
XbarR控制图

公司名 过程管理者 过程参数 异常判定准则 1.任何点在管制线以外;2.连续7点在管制中心线一侧;3.连续6点上升或下降;4.其它异常规律化
24 23 22 21 UCL Xbar LCL
部门 管理界限日期
产品型号 特 性 名
部件名称 特性规格
过程名称 样板数
Xbar
C 点之分布呈随机状态,无任何规则可循
D 没有点子超出管制界限之外
非管制状态:
A 点在管制界限的线外或线上 B 点虽在管制界限内,但呈特殊排列
管制图的失控状态
管制图的失控状态
管制图的失控状态
案例
案例
案例
案例
案例
案例
案例
案例
案例
Thank you
过程控制管制图
Xbar-R管制图
R图 R: 一组内的最大值减最小值 上限:(UCL) = D4 R 下限:(LCL) = D3 R
X-R图系数表
样本N
2
3
4
5
6
0.483
2.00
7
0.419
0.067 1.924Fra bibliotekA2 D3 D4
1.880 1.023 0.729 0.577
3.27 2.58 2.28 2.12
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
Excel怎么做Xbar-R控制图?Excel中制做SPCXbar-R控制图教程

Excel怎么做Xbar-R控制图?Excel中制做SPCXbar-R控制图教程如何在Excel中制做Xbar-R控制图?如今的雾霾天的次数越来越多,⼈们更加关⼼空⽓质量状况,⽐如⼀些颗粒物的含量、有毒⽓体的含量等等,再⽐如百度经验浏览量,这些项⽬还怎样监控才能最有效呢?企业中会使⽤统计过程控制的⽅法,Xbar-R控制图就是其中的⼀种,Xbar指的是测量对象的平均值,R指的是测量对象的极差,所以Xbar-R控制图的中⽂名字就叫平均值-极差控制图。
⼀、SPC控制图是什么?SPC是Statistical Process Control (统计过程控制) 的简写,控制图是⽤于分析和判断⼯序是否处于稳定状态所使⽤的带有控制界限的图。
SPC控制图是对过程质量加以测定、记录从⽽进⾏控制管理的⼀种⽤科学⽅法设计的图,是质量控制的⾏之有效的⼿段,是SPC技术的核⼼⼯具。
问世数⼗年来,质量控制图在众多现代化⼯⼚中得到了普遍应⽤,并凭借其强⼤的分析功能,为⼯⼚带来丰厚的实时收益。
最初的控制图分为计量型与计数型两⼤类,包含七种基本图表。
计量型控制图包括:IX-MR(单值移动极差图)Xbar-R(均值极差图)Xbar-s(均值标准差图)计数型控制图包括:P(⽤于可变样本量的不合格品率)Np(⽤于固定样本量的不合格品数)u(⽤于可变样本量的单位缺陷数)c(⽤于固定样本量的缺陷数)⼆、Excel中制做SPC Xbar-R控制图教程:1、概述Xbar-R控制图的整体输出样式如下表所⽰,表头部分为监控项⽬的详细信息,两个图表中⼀个为平均值的变化趋势图,另⼀个为极差变化趋势图。
接下来,就以经验推⼴中“经验浏览量”为例来说明Xbar-R控制图的制作详细过程。
2、表头制作表头主要是涵盖以下详细信息,即类别、部门、⼯序、控制项⽬、⼯程规范、样本容量和频次,其中控制项⽬即为百度经验浏览量,这是整个Xbar-R控制图制作过程的核⼼,⼯程规范为某个时间要求经验浏览量范围(310-380)次。
XbarR控制图

7
0.419 0.067 1.924
1 收集最近与今后制程相似的数据约100个 2 依测定时间或群体区分排列 3 对数据加以分组 (对数据分组时,一般以 3--5 个数据为一 组,需
剔除异常数据) 4 记入数据表内 5 计算 X (上面一横), R (上面一横), X (上面两横), R (上面两横)和管
时段 日期
1 2 3 4 5 UCL
Xbar
LCL UCL
R
LCL
8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00
UCL R LCL
23 22 22 22 21 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 22 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 66666666666666666666666666666666 20000000000000000000000000000000 11111111111111111111111111111111
Xbar-R char使用作业指导书
一、目的通过使用平均值一极差控制图( X - R chart )可以分析平均值 X 的变化,同时可以观察分析各组的波动变化。
二、范围适用于控制尺寸、重量、时间、强度、阻值等计量值的分析。
三、X - R控制图的作法1、数据的选取.选取近期的数据50~200个(一般情况下选100个左右),要求取样数据的原料、加工方法、测量方法相同或接近2、数据分组大致相同条件下所收集的数据分为一组,每组取的数据一般为2~6个,可将数据分为20~25组(但一般情况下取n=4~5)。
3、填写数据表,计算平均值,并绘制 X - R chart。
X = Xi n指每组的样品数X 为每组的平均值R = Xmax – Xmin R指极差,用每组的最大值减去最小值总平均值 X = Xi极差的平均 R = RiCL = XUCL = X + A2RLCL = X - A2R4、系数表试样大小n A2 D4 D3 D2试样大小nA2 D4 D3 D22 3 4 5 6 1.881.020.730.580.483.272.572.882.112.00-----1.331.692.062.332.53789100.420.370.340.311.921.861.821.780.080.140.180.222.72.852.973.08四、应用图表X – R CHART。
Xbar-Rchart控制图
( 日 期 , 时 间 也 要 记 录 )
关联系数
样品数 A2 D3 D4
2
1.88 0.00 3.27
3
1.02 0.00 2.57
4
0.73 0.00 2.28
5
0.58 0.00 2.11
6
0.48 0.00 2.00
7
0.42 0.08 1.92
8
0.37 0.14 1.86
9
0.34 0.18 1.82
#
0.31 0.22 1.78
值
4
5
合计(SUM)
X=SUM/个数
R=MAX-MIN
在决定工程能力之前 工程必须在受控状态
1. 任何点在管理线以外 2. 连续7点在管理中
上部或下部 3. 连续7点上升或下降 4. 其他有规律的变化
过程事件 1Biblioteka 不要造成工程上不必要的变化
R=R的平均=
R
日期/时间
1
测
2
定
3
UCL=D4*R
LCL=D3*R=
RANGERS (R
2 . 记 录 工 程 所 有 变 化
(人员,设备,资材,方 环境及测定系统) 3. 在本页背后记录 2项要求的内容
工厂名 机器号
部门 日期
工程名 特性名
U
X = X 的 平 均 =
C L = X + A 2 R
=
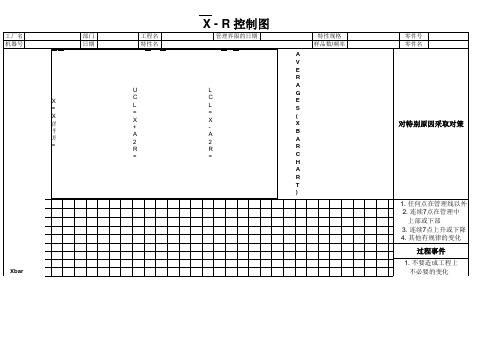
X - R 控制图
管理界限的日期
L C L = X A 2 R =
特性规格 样品数/频率
A V E R A G E S ( X B A R C H A R T )
Xbar
零件号 零件名
对特别原因采取对策
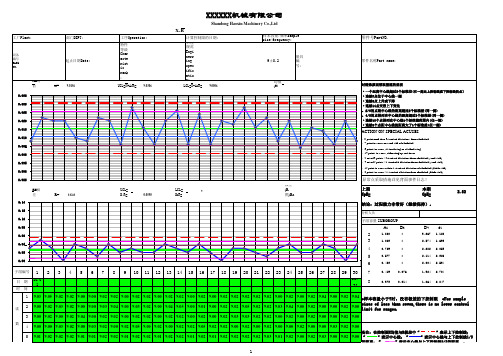
SPC- Xbar-R均值极差控制图(个人精编)

前言:监控用Xbar-R控制图,用在批产稳定阶段,手动把分析用Xbar-R控制图中计算得出的控制上中下限输入对应规格栏里,作为监控的标准限,每日取样(如5pcs)监控过程均值和极差变 化趋势,以及监控CPK变化趋势,当CPK<1.33,或有控制点超出上下控制限,或控制点变化趋势不符合要求,则从人机料法环测方面进行分析改进,同步取样监控,直到CPK≥1.33,及所有 控制点均在控制上下限以内且符合控制点变化趋势要求。
合 计
ΣX =ΣR =
334.04 15.11
量测数值的判定条件
> USL 蓝色
< LSL 红色
N =
15
平
均
2.1
X=
R= 0.64 9
2.50
—
x 2.30 管 2.10
预估不良率 (PPM) 27
制 1.90 图 1.70
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
抽样方法
随机
下限 LSL 1.00
31 下限LCL 1.87
0.00
审核者
李四
时间
16:01:25
日期/时 间
批号 样1 本2 测3 定4 值5
ΣX X R
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
分析改进: 符合标准要求无异常。
制程能力分析
Std.
0.21
1.50
R
1.00
控制用控制图Xbar-R(现场手绘版)

。任何超出控制限的点
。连续7点全在中心线上或下
。连续7点向上或向下
。任何其它明显非随机的曲线图形
样本測定值
X1
X2
X3
X4
X5
ΣX
合计
X
ΣX=
R
ΣR=
X
控制图
采取措施的说明
1.不要对过程做不必要的改变
2.在此表背后注明在过程因素(人员、设备、材料、方法、环境或测量系统)所做的调整
子组数量
R
控制图
XXXXXXX汽车零部件有限公司
X–R控制用控制图TQR8.5.1-12NO.:
过程名稱
产品名称
产品規格
控制圖
X圖
R圖
期限
年月日/月日
製造部門
型号/编号
最大值
上限
UCL=X+A2R=
UCL=D4R=
抽樣频率
设备名称
ห้องสมุดไป่ตู้质量特性
中心值
中心線
CL=X =ΣX/k=
CL=R =ΣR/k=
工作者
機械编号
測量單位
过程名称
产品名称
产品規格
控制图
X图
R图
期限
年月日/月日
制造部門
型号/编号
最大值
上限
UCL=X+A2R=
UCL=D4R=
抽樣频率
设备名称
质量特性
中心值
中心線
CL=X =ΣX/k=
CL=R =ΣR/k=
工作者
机械编号
測量单位
最小值
下限
LCL=X―A2R=
LCL=D3R=
測定者
时间
Xbar-R控制图-计算Cpk、Ppk用-MT制作
26 26
27 27
28 28
29 29
30 30
10.31
6 7 8
9.03 9.05 9.02 9.02 9.00 9.00 9.02 9.02 9.00 9.02 9.02 9.00 9.02 9.02 9.00 9.02 9.00 9.02 9.02 9.02 9.02 9.02 9.00 9.02 9.00 9.02 9.04 9.00 9.02 9.04 *样本容量小于7时,没有极差的下控制限 *For sample sizes of less than seven,there is no lower control 9.00 9.02 9.03 9.02 9.00 9.00 9.03 9.04 9.00 9.03 9.02 9.00 9.04 9.05 9.00 9.01 9.00 9.02 9.02 9.05 9.02 9.02 9.03 9.04 9.00 9.02 9.00 9.00 9.02 9.00 limit for ramges. 9.00 9.02 9.00 9.02 9.04 9.00 9.02 9.02 9.00 9.02 9.02 9.00 9.02 9.02 9.00 9.02 9.00 9.02 9.03 9.03 9.02 9.02 9.00 9.02 9.00 9.02 9.00 9.00 9.02 9.00 9.00 9.00 9.03 9.02 9.00 9.03 9.02 9.00 9.02 9.05 9.00 9.02 9.00 9.02 9.02 9.05 9.02 9.02 9.00 9.02 9.00 9.02 9.00 9.00 9.02 9.00 9.00 9.03 9.02 9.00 9.01 9.02 9.02 9.02 9.01 9.01 9.02 9.02 9.01 9.02 9.02 9.01 9.02 9.02 9.01 9.02 9.01 9.02 9.02 9.02 9.02 9.03 9.01 9.02 9.00 9.02 9.03 9.00 9.02 9.00 “
Xbar-R 控制图示例
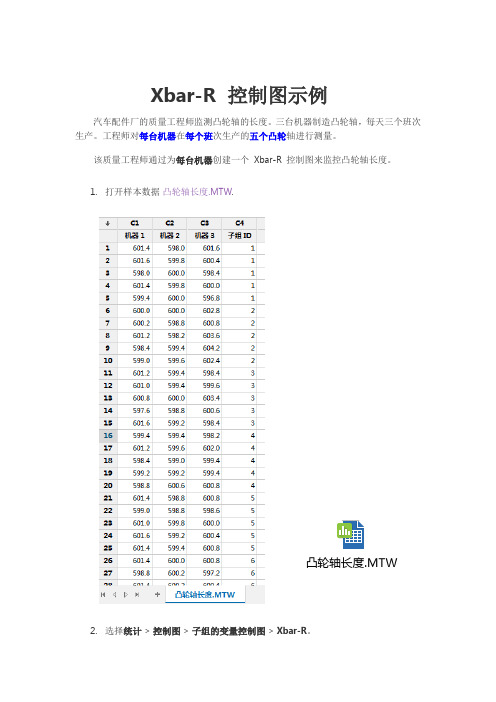
Xbar-R 控制图示例汽车配件厂的质量工程师监测凸轮轴的长度。
三台机器制造凸轮轴,每天三个班次生产。
工程师对每台机器在每个班次生产的五个凸轮轴进行测量。
该质量工程师通过为每台机器创建一个Xbar-R 控制图来监控凸轮轴长度。
1.打开样本数据凸轮轴长度.MTW.凸轮轴长度.MTW2.选择统计 > 控制图 > 子组的变量控制图 > Xbar-R。
3.从下拉列表中,选择图表的所有观测值均在一列中并输入机器1机器2机器3。
4.在子组大小中,输入子组ID或者输入数字5。
5.单击Xbar-R 选项。
6.在检验选项卡上,选择1 个点,距离中心线大于K 个标准差(检验1)、连续K 点在中心线同一侧(检验2)和连续K 个点,距离中心线(任一侧)1 个标准差以内(检验7)。
如果您无法确定哪些检验适用于您的具体情况,请在首次基于数据建立控制限时使用检验1、2 和7。
在建立控制限之后,可以使用这些控制限的已知值,将不再需要检验7。
7.单击每个对话框中的确定。
解释结果Minitab 创建三个分别对应每台机器的Xbar-R 控制图。
工程师首先查看R 控制图,这是因为如果R 控制图显示过程变异不受控制(组内变异),则Xbar 控制图上的控制限将不准确。
所有三台机器的R 控制图显示过程变异受控制。
所有点都受控制,并且所有点都处于随机模式的控制限内。
Xbar 控制图显示,机器2 受控制,但机器1 和3 不受控制。
在机器2 的Xbar 控制图上,所有点都受控制。
但机器有1 个失控点,计算机 3 有2 个失控点。
机器 1 的 Xbar 控制图检验结果检验 1。
1 个点,距离中心线超过 3.00 个标准差。
检验出下列点不合格: 8机器 3 的 Xbar 控制图检验结果检验 1。
1 个点,距离中心线超过 3.00 个标准差。
检验出下列点不合格: 2, 14* 警告 * 如果使用新数据更新图形,以上结果可能不再正确。
X-bar R 管制图

步骤6:计算样本全距 R 依次计算出每一组样本的全距,全距R指样 本组中最大值与最小值的差距:即 R = (X的最大值) - (X的最小值) 步骤7:计算每一样本群的总平均值
X1:第一组样本之平均值 X2:第二组样本之平均值 ┆ Xk:第K组样本之平均
( 的计算结果,求到原样本
组数值有效数字的下二位)
尽量使n= ~ (Pn=1 ~ 5) 预测 为0.05(5%) 则每组样本n 1 5 n = 0.05 ~ 0.05 = 20 ~ 100 P = 1% = 0.01 1 5 n = 0.01 ~ 0.01 = 100 ~ 500 n ≥ P (1-P)/P n ≥ 9(1-P) = 9(1-0.05) = 171 0.05 P 不良率管制图与样本数目之多寡有着密切的关 系。若样本数目太少,则影响群体的可靠性。 若样本的数目太多,则增加检验费用。
1 P
5 P
4、计算不良率P P=Pn/n Pn= 不良个数 n=检查个数 求不良百分率则乘上100 计算不良率管制图时常有下限小于0的 情形,所抽取的样本数,最好能使管制 下限大于或等于0,也就是CL减去3σ应 等于或大于0即 P=3 /n ≥ 0 P ≥3 /n 两边平方 P ≥ 9P(1-P) n ≥ 9(1-P)/P n
µ µ
68.27
95.44 99.73
管制图是制程管制的工具,管制图是一种品质 的图解记录(加二条管制界限是容许变动范 围),是用来检查制程稳定性。
二、管制图的分类
1.由统计量分 a.计量值 b.计数值 2.由界限法分 a.由数据直接求管制界限法(工程解析用) b.由标准值求管制界限法(工程能力研究) c.由别的数据求管制界限法(工程管制) 3.由用途分 a.解析用 b.管制用
XbarR控制图

23
22
22
22
21
23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23 23
22
# D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 ! # D IV/ 0 !
计量值管制图:用于产品特性可测量的参数 如:长度、重量、面积、温度、时间等连续性数
值的数据 具体分为:
1-Xbar-R管制图-平均值与极差管制图 2-(X上面两横)X-R管制图-中位数与极差管制图 3-Xbar- RM管制图-个别值与极差移动管制图 4-Xbar-管制图-平均值与标准差管制图 其中以Xbar-R管制图使用最普遍
Xbar-R控制图 & P控制图运用介绍
过程统计分析、控制
b
1
管制图
管制图的实施循环 在制程中,定时定量随机抽样本 抽取样本做管制特性的测量 将结果绘制于管制图上 判别有无工程异常或偶发性事故 对偶发性事故或工程异常采取措施 a 寻找原因 b 改善对策 c 防止再发根本对策
XbarR控制图
公司名 过程管理者 过程参数 异常判定准则 1.任何点在管制线以外;2.连续7点在管制中心线一侧;3.连续6点上升或下降;4.其它异常规律化
24 23 22 21 UCL Xbar LCL
部门 管理界限日期
产品型号 特 性 名
部件名称 特性规格
过程名称 样板数
Xbar
Xbar 22 R
LCL
20 19 18 17 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
R
7 6 5 4 3 2 1 0
1 2 3 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32
23 22 22 22 21 23 18 6 2 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1 23 18 6 0 1
Xbar-R过程分析控制图教学文案
19
20
21
22
23
24
25
LCLXbar 3.044
σ估计
0.045
0.60U0CLR 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499 0.499
10
11
R图 —
厚度
3.089
3.044 12
3.089
3.044 13
3.089
3.044 14
3.089
3.044 15
3.089
3.044 16
3.089
3.044 17
3.089
3.044 18
3.089 3.089 3.089 3.089 3.089 3.089 3.089
3.044 3.044 3.044 3.044 3.044 3.044 3.044
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.180
3.226 3.226 3.180 3.180
Xbar 3.180
3.100 1*σ 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135 3.135
Xbar_R_step

*
LSL
2.84000
Mean
3.11354
Sample N
100
StDev (Within) 0.0660869
StDev (Overall) 0.0655324
LSL
Potential (Within) Capability
Cp
1.61
CPU
1.85
CPL
1.38
Cpk
1.38
Cpm
*
Overall Capability
No:3
5. 过程能力解释
- 过程处于统计控制状态 - 过程的各测量值服从正态分布 - 工程及其它规范准确的代表顾客的要求 - 设计目标值位于规范的中心 - 测量变差相对较小
6. 计算过程能力指数,检验是否满足 要求
1. 若过程能力指数满足要求,执行 7 2. 若不满足要求,则需调整过程,采取相应措施
2. 建立控制图及记录原始数据 3. 计算每个子组均值与极差
极差 Ri = Xi max – Ximin 均值 Xi = S Xi / n 4. 选择控制图的刻度 5. 将均值与极差画在控制图上
3. 计算控制限
• 计算平均极差 R和过程平均值 X
极差平均值 R = R S i / g
平均值
X X = S j / g
3. 计算控制限 -续1
计算x, R控制线,作图
n
2
3
4
5
6
7
8
9
10
D4
3.27
2.57
2.28
2.11
2
1.92
1.86
1.82
1.78
D3
-
-
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X—R控制图的操作步骤及应用示例
用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
X控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而X-R控制图则将二者联合运用,用于观察正态分布的变化。
X-R控制图的操作步骤
步骤1:确定控制对象,或称统计量。
这里要注意下列各点:
(1)选择技术上最重要的控制对象。
(2)若指标之间有因果关系,则宁可取作为因的指标为统计量。
(3)控制对象要明确,并为大家理解与同意。
(4)控制对象要能以数字来表示。
(5)控制对象要选择容易测定并对过程容易采取措施者。
步骤2:取预备数据(Preliminary data)。
(1)取25个子组。
(2)子组大小取为多少?国标推荐样本量为4或5。
(3)合理子组原则。
合理子组原则是由休哈特本人提出的,其内容是:“组内差异只由偶因造成,组间差异主要由异因造成”。
其中,前一句的目的是保证控制图上、下控制线的间隔距离6σ为最小,从而对异因能够及时发出统计信号。
由此我们在取样本组,即子组时应在短间隔内取,以避免异因进入。
根据后一句,为了便于发现异因,在过程不稳,变化激烈时应多抽取样本,而在过程平稳时,则可少抽取样本。
如不遵守上述合理子组原则,则在最坏情况下,可使控制图失去控制的作用。
步骤3:计算Xi,Ri。
步骤4:计算X,R。
步骤5:计算R图控制线并作图。
步骤6:将预备数据点绘在R图中,并对状态进行判断。
若稳,则进行步骤7;若不稳,则除去可查明原因后转入步骤2重新进行判断。
步骤7:计算X图控制线并作图。
将预备数据点绘在X图中,对状态进行判断。
若稳,则进行步骤8;若不稳,则除去可查明原因后转入步骤2重新进行判断。
步骤8:计算过程能力指数并检验其是否满足技术要求。
若过程能力指数满足技术要求,则转入步骤9。
步骤9:延长X-R控制图的控制线,作控制用控制图,进行日常管理。
上述步1~步骤8为分析用控制图。
上述步骤9为控制用控制图。
以上是控制图的操作步骤,在这里如果直接SPC软件来做的话,就不需要自己计算跟画控制图,控制图计算公式已嵌入SPC软件中,只要把相关样本数据录入SPC软件中,SPC就可以直接生成各种控制图,以便分析。
X-R控制图示例
[例1]某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发现“停摆”占第一位。
为了解决停摆问题,再次应用排列图分析造成停摆的原因,结果发现主要是由于螺栓松动引发的螺栓脱落造成的。
为此厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制。
分析:螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图。
又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的X-R图。
解:我们按照下列步骤建立X-R图:
步骤1:取预备数据,然后将数据合理分成25个分子组,参见表3- 。
步骤2:计算各组样本的平均数Xi。
例如,第一组样本的平均值为,其余参用表中第(7)栏:
步骤3:计算各级样本的极差R。
例如第一组样本的极差为R1=max{x1j}-min{x1j}=174-154=20
表3- [例1]的数据与X-R图计算表
步骤4:计算样本总均值X与平均样本极差R。
由于∑Xi=4081.8, ∑R=357,故:
X=163.272,R=14.280
步骤5:计算R图的参数。
先计算R图的参数。
从本节表3- 可知,当子组大小n=5,D4=2.114,D3=0,代入R图的公式,得到:UCLR=D4R=2.114х14.280=30.188
CLR =R =14.280
LCLR =D3R
参见图1-。
可见现在R图判稳。
故接着再建立X图。
由于n=5,从表2- 知A2=0.577,再将X=163.272,R=14.280代入X图的公式,得到X图:
UCLx=X+A2R=163.272+0.577×14.280≈171.512
CLx=X=163.272
LCLx=X-A2R=163.272-0.577×14.280≈155.032
因为第13组X值为155.00小于UCLx,故过程的均值失控。
经调查其原因后,改进夹具,然后去掉第13组数据,再重新计算R图与X图的参数。
此时,
代入R图与X图的公式,得到R图:
从表3- 可见,R图中第17组R=30出界。
于是,舍去该组数据,重新计算如下:
R图:
从表3- 可见,R图可判稳。
于是计算X图如下:
X图:
将其余23组样本的极差与均值分别打点于R图与X图上,见图2- 此时过程的变异与均值均处于稳态。
步骤6:与规范进行比较。
对于给定的质量规范TL=140,TU=180,利用R和X计算CP。
由于X=163.670与容差中心M=160不重合,所以需要计算Cpk。
可见,统计过程状态下的Cp为1.16>1,但是由于μ与M偏离,所以Cpk<1。
因此,应根据对手表螺栓扭矩的质量要求,确定当前的统计过程状态是否满足设计的、工艺的和顾客的要求,决定是否以及何时对过程进行调整。
若需调整,那么调整数应重新收集数据,绘制X-R图。
步骤7:延长统计过程状态下的X-R图的控制限,进入控制用控制图阶段,实现对过程的日常控制。
以上是X-R控制图的介绍。