华为钢网设计规范(网络软件)
钢网设计规范
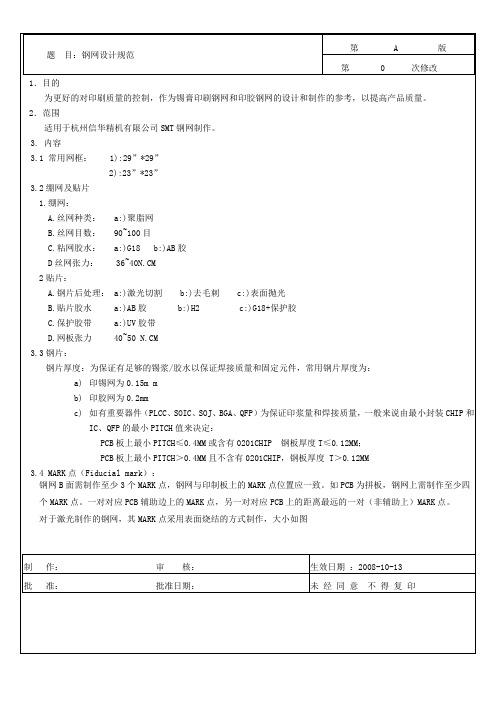
钢网设计规范公司管理文件钢网设计规范文件编号 : 秘密等级:发出部门 :颁发日期 : 版本号 :发送至:抄送:总页数:11 附件:主题词编制 :审核 :批准 :文件分发清单分发部门/人份数签收人签收日期分发部门/人份数签收人签收日期文件更改历史更改日期版本号更改原因目录1. 目的 32. 适用范围 33. 职责 34. 定义(术语解释) 35. 钢网制作要求 45.1 开孔原则45.2 钢网的制作要求46. 钢网的开孔设计要求 56.1 CHIP类器件开孔设计 56.2固态电容,钽电容类器件开孔设计 66.3排阻类开孔设计比66.4晶振类器件开孔设计76.5 SOT类器件开孔设计76.6 SOP,QFP类器件开孔设计86.7 QFN类器件开孔设计96.8 BGA类器件开孔设计106.9 PLCC器件开孔设计107. 其他器件开孔设计要求 118. 特殊器件开孔设计要求 119. 结束 111.目的为了规范钢网开孔设计、制作和验收,保证质量。
2.适用范围本规范适用于研发中心所有单板的钢网设计、制作和验收,钢网供应商对我司产品单板钢网制作的设计参考。
3.职责工艺设计工程师:负责制作并修订本文件,负责钢网的开孔设计,及提供制作要求.4 .定义(术语解释)4.1 开孔钢网上开的信道4.2 宽厚比和面积比宽厚比=开孔的宽度/钢网的厚度面积比=开孔底面积/开孔孔壁面积4.3 丝网薄片外围张紧的聚合物材质或不锈钢材质丝网,它的作用是保持薄片处于平直有力的状态。
丝网处于薄片和框架之间并将两者连接起来。
4.4 蚀刻系数蚀刻系数=蚀刻深度/蚀刻过程中的横向蚀刻长度。
4.5 基准点(MARK点)钢网上(或其它线路板)上的参考标记点,用于印刷机上的视觉系统识别从而校正PCB和钢网。
4.6 间距(Pitch)组件相邻焊盘中心点之间的距离。
4.7 细间距(针对QFP/BGA/CSP的定义)当BGA /CSP Pitch<=1.0 mm [40 mil],QFP Pitch<=0.625MM的称为细密间距器件。
SMT钢网设计规范
1.目的本规范规定了本公司钢网外形,钢网标识,制作钢网使用的材料,钢网焊盘开口的工艺要求。
2.适用范围本规范适用于钢网的设计和制作。
3.定义钢网:亦称模板,是SMT印刷工序中,用来漏印焊膏或胶水的平板模具。
MARK点:为便于印刷时钢网和PCB准确对位设计的光学定位点。
4.详细内容4.1材料和制作方法4.1.1网框材料钢网边框材料可选用空心铝框或实心铝框,网框边长根据PCB尺寸设定,网框的厚度为40±3mm.网框底部应平整,不平整度不可超过1.5mm。
外协用网框规格,由工程师外协厂家商讨决定。
4.1.2钢片材料钢片材料优选不锈钢板,其厚度为0.08-0.3(4-12MI1)o4.1.3张网用的胶布,胶水在钢网的底部,使用铝胶布覆盖钢片与丝网结合部位以及网框部分。
在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必需用强度足够的胶水填充,所用的胶水应不与清洗钢网用的清洗溶剂起化学反应。
4.1.4钢网制作方法a一般采用激光切割的方法,切割后使用电抛光降低孔壁粗糙度。
b胶水钢网开口采用蚀刻开口法。
4.2钢网外形及标识的要求4.2.1外形图变更日期变更版本变更内容称文名页次第2页,共2页4.2.2 钢网外形尺寸(单位:mm )要求:钢网类型 网框尺寸A 钢片尺寸B 胶布粘贴宽度C 网框厚度D 可印刷范围 小钢网 800*750±5 640*590±5 40±5 40*30+3 620*570+5 标准钢网 1000*750±5 840*590±5 40±5 40*30±3 820*570±5 大钢网1500*750±51340*590±540+540*30±31320*570±5侧视图标签、 T 面1J ________图二、钢片4.2.3 PCB 居中要求PCB 中心,钢片中心,钢网外框中心需重合,钢网制作中三者中心距最大值不超过3mm 。
钢网开口设计规范

一、目的:
规范钢网的设计,确保钢网设计的标准化。
二、范围:
适用于有限公司钢网的设计、制作及验收。
三、特殊定义:
钢网:亦称模板,是SMT印刷工序中,用来做印刷锡膏或贴片胶的平板模具。
供板:不是我司自己设计的印制电路板。
而是我司客户提供的印制电路板,包括Gerber 文件,印制电路板等。
制作钢网时要向钢网生产厂家说明。
四、职责:
N/A
五、钢网材料、制作材料:
5.1、网框材料:
钢网边框材料可选用空心铝框,标准网框边长为736±3mm的正方形(29*29in),网框的厚度为40±3mm,网框底部应平整,其平整度不可超过1.5mm。
5.2、钢片材料:
钢片材料选用不锈钢板,其厚度为0.1-0.3mm.
5.3、张网用钢丝网
钢丝网用材料为不锈钢钢丝,其数目应不低于100目,其最小屈服张力应不低于
45N。
5.4、胶
在钢网的正面,在钢片与丝网结合部位及丝网与网框结合部位,必须用强度足够的
胶水填充。
所用的胶水不与清洗钢网溶剂起化学反应。
45N/cm。
华为钢网设计规范

精心整理DKBA华为技术有限公司企业技术规范钢网设计规范华为技术有限公司发布目次前言................................................................................... (3)1范围 6 2规范性引用文件 6 3术语和定义 6 4材料、制作方法、文件格式 6666677 57788888 699999 7焊膏印刷钢网开孔设计97.1一般原则97.2CHIP类元件107.2.10603及以上107.2.20402 117.3小外形晶体117.3.1SOT23-1、SOT23-5 117.3.2SOT89 117.3.3SOT143 127.3.4SOT223 127.3.5SOT252,SOT263,SOT-PAK 127.4VCO器件127.5耦合器元件(LCCC) 137.6表贴晶振137.7排阻1414141414141415151515161617171818 818188.2198.2.1SOT23 198.2.2SOT89 198.2.3SOT143 198.2.4SOT252 198.2.5SOT223 208.3SOIC 208.4其它设计要求209上下游规范20 10附录2210.1贴片胶印刷钢网应用的前提和原则22 11参考文献23钢网设计规范1范围本规范规定了本公司钢网外形尺寸,钢网标识,制作钢网使用的材料,钢网开口的工艺要求。
本规范适用于钢网的设计和制作。
2规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。
凡是注日期的引用的正方形(29*29in),网框的厚度为40.0±3.0mm。
网框底部应平整,其不平整度不可超过1.5mm。
外协用钢网网框规格,由产品工艺师与外协厂家商讨决定。
2.2钢片材料钢片材料优选不锈钢板,其厚度为0.1~0.3mm(4~12mil)。
1.1张网用丝网及钢丝网丝网用材料为尼龙丝,其目数应不低于100目,其最小屈服张力应不低于40N。
手机钢网制作规范

手机钢网制作规范一.基本制作要求:1. 钢网类型:锡膏网,激光加电抛光2. MARK 点:非印刷面(背面)半刻,板边及板内要各有对角mark 点8个4组 注意: 离轨道边5MM 的MARK 点不要开上去3.钢片厚度:以每次规格书为准 4. 拼板方式: 以每次规格书为准5. 外框尺寸:29”*29” ,默认为无铅制程,用绿色框6. 附送:合格检验书1份;1:1菲林1份;第一次制作钢网送BGA 植球钢网一张 7. 标识: 以每次规格书为准,如下图格式 注意:网框上的标签直接用双面胶贴住就可以了(标签表面不要再用透明胶纸粘贴,客户要在标签上面签字) 8.钢网刻字:按光韵达要求执行二. 开口通用规则:1、此规范只适用于YL项目手机钢网开口制作。
2、钢网开口一般设计标准应为:面积比≥0.66,宽厚比≥1.50,当开口长度远大于其宽度(如IC时),则需考虑其宽厚比和面积比。
(Aspect Radio(宽厚比);开孔宽度(W)/模板厚度(T)Area Radio (面积比):焊盘开孔面积/孔壁面积)。
3、单个焊盘尺寸大于3X4mm,在焊盘中加连接筋0.3mm,分成的面积≤2X2mm。
4、两个相邻元件的边缘距离≥0.3mm,各种元件(屏蔽框除外)拓孔外加部分与周边焊盘(包括金边、金手指、测试点、通孔、板边)周边元件的丝印框(当丝印大于本体时)必须保证≥0.3mm,屏蔽框外加照规范中要求,所有拓孔部分若无空间则不拓。
5、0402、0603、0805同一元件焊盘大小不一致时,按小焊盘开口,两焊盘大小一致。
6、实际开口GERBER以PAD层为准,每次需要检查、核对PAD层尺寸是否经过处理。
外加0.5mmS1.针对gerber上焊盘层,全部都需开孔,除有特殊要求外。
2.针对gerber上阻焊层,一般都不需开孔,除有特殊要求外。
针对此事:gerber上只有焊盘层,没有阻焊层,所有常规是要开孔的,如果出现在阻焊层,我邮件上让开孔,开在TOP是正确的,比如:笔记本主板上我要求插件孔需开孔,TOP/BOT两面阻焊层都有,所以只开有丝印的那面即可。
SMT钢网设计规范

SMT钢网设计规范SMT(Surface Mount Technology)钢网是电子制造中常用的一种工具,用于电子元件的贴装和焊接过程中的涂锡。
钢网的设计规范对于保证电子产品的质量和生产效率起着重要的作用。
以下是SMT钢网设计规范的主要内容:1.尺寸规格:- 钢网的尺寸应与PCB板的尺寸相匹配。
一般情况下,钢网的大小应大于PCB板的1-2cm,并留有足够的边距以便于夹持和安装。
- 钢网的厚度通常为0.1-0.3mm,根据实际需要进行选择。
-钢网的方孔尺寸应与元件的引脚间距相匹配,确保元件正确而稳定地贴装在PCB板上。
2.线网布局:-钢网的布线应考虑到焊接需求和生产效率。
一般来说,焊盘较多的地方可以设计较多的钢网支撑,以提高稳定性和焊接质量。
-钢网布线时要注意避免过于密集或过于稀疏的情况,以保证钢网的稳定性和过孔的质量。
3.焊膏开孔:-钢网的开孔尺寸和形状应与元件引脚的大小和形状相匹配。
一般来说,焊膏开孔的直径要略大于元件引脚的直径,以确保焊膏能够充分涂覆在引脚上。
-开孔的形状可以根据元件引脚的形状进行设计,常见的有圆形、长方形等。
4.钢网支撑:-钢网应有足够的支撑以保持稳定。
支撑的设计应考虑到钢网的尺寸和内部孔的位置。
一般来说,支撑应均匀分布在钢网的四周和内部,避免过于集中或过于稀疏。
-支撑的宽度和高度应根据实际情况进行选择,以保持钢网的平整度和稳定性。
5.信息标识:-钢网上应标注清晰的信息,方便操作人员使用和管理。
标注的内容可以包括钢网的尺寸、厚度、生产日期、序列号等。
-标识应采用耐磨、耐腐蚀的材料,并放置在钢网上不易受损或容易找到的位置。
总之,SMT钢网设计规范是保证电子产品质量和生产效率的重要环节。
通过合理的尺寸规格、线网布局、焊膏开孔、钢网支撑和信息标识,可以有效提高贴装和焊接过程的稳定性和一致性,确保电子产品的质量和生产效果。
华为钢网设计规范

华为钢网设计规范公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]DKBA华为技术有限公司企业技术规范钢网设计规范华为技术有限公司发布版权所有侵权必究目次前言 ................................................................................. .. (3)1 范围 62 规范性引用文件 63 术语和定义 64 材料、制作方法、文件格式 6网框材料 6 钢片材料 6 张网用丝网及钢丝网 6 张网用的胶布,胶 6 制作方法7 文件格式7 5 钢网外形及标识的要求7外形图7 PCB居中要求8 厂商标识内容及位置8 钢网标识内容及位置8 钢网标签内容及位置8 MARK点8 6 钢片厚度的选择9焊膏印刷用钢网9 通孔回流焊接用钢网9 BGA维修用植球小钢网9 贴片胶印刷用钢网9 7 焊膏印刷钢网开孔设计9一般原则9 CHIP类元件10 0603及以上10 040211小外形晶体11 SOT23-1、SOT23-511SOT8911 SOT14312 SOT22312 SOT252,SOT263,SOT-PAK12 VCO器件12 耦合器元件(LCCC)13 表贴晶振13 排阻14 周边型引脚IC14 Pitch≤的IC14 Pitch>的IC14 双边缘连接器14 面阵型引脚IC14 PBGA14 CBGA,CCGA15 其它问题15 CHIP元件共用焊盘15 大焊盘15 通孔回流焊接器件16 焊点焊膏量的计算16钢网开口的设计17钢网开口尺寸的计算17 BGA 植球钢网开口设计18 特例18 8 印胶钢网开口设计18CHIP元件18 小外形晶体管19 SOT2319 SOT8919 SOT14319 SOT252 19 SOT223 20 SOIC 20 其它设计要求209 上下游规范2010 附录22贴片胶印刷钢网应用的前提和原则22 11 参考文献23钢网设计规范1 范围本规范规定了本公司钢网外形尺寸,钢网标识,制作钢网使用的材料,钢网开口的工艺要求。
钢网设计规范

Model:(pcb型号)
REV;(版本)
THICKNESS;(钢网厚度)
Date;(制作日期)
若PCB需双面SMT制程,则需在版本后注明TOP或BOTTOM面,如果是单面板,则需在版本后注明S(SINGLE),如果是共用钢网,则需在版本后注明T&B。如下所示:
SOT223
如右图
内凹圆弧0.1MM
三脚IC:
内切10%,宽按照IC通常改法。
焊盘形状 元件形状
FUSE(保险丝):
大FUSE不内切,如焊盘过大架0.25~0.3MM的桥
小FUSE按同封装CHIP件开法开口。
SHIELD(屏蔽):
开口长4~5MM,加强筋宽0.4~0.5MM,除客户特殊要求外长度尽量等长。
外扩10%L,且≤0.2MM
QFP\SOIC(P=0.65)
0.335
0.325
0.325
0.319
外扩10%,且≤0.2MM
QFP\SOIC(P=0.50)
0.245
0.235
0.235
外扩10%,内切10%L,且内切≤0.15MM,外拉≤0.2MM
QFP\SOIC(P=0.40)
0.185
0.185
当一个焊盘架桥处理后,单个焊盘在3*3mm以下时可架0.35mm的桥,如在4*4MM以下时可架0.45mm的桥,当大于4*4时可分解成更小的焊盘,原则上L≤4mm。
PLCC、SOIC、QFP、BGA、uBGA开口规范(裸铜PCB、镀金PCB板)
模板厚度元件类型
0.10MM
0.12MM
0.15MM
0.18MM
华为钢网设计守则
DKBA华为技术有限公司企业技术规范钢网设计规范华为技术有限公司发布版权所有侵权必究目次前言................................................................................... (3)1范围 6 2规范性引用文件 6 3术语和定义 6 4材料、制作方法、文件格式 64.1网框材料 64.2钢片材料 64.3张网用丝网及钢丝网 64.4张网用的胶布,胶 64.5制作方法74.6文件格式7 5钢网外形及标识的要求75.1外形图75.2PCB居中要求85.3厂商标识内容及位置85.4钢网标识内容及位置85.5钢网标签内容及位置85.6MARK点8 6钢片厚度的选择96.1焊膏印刷用钢网96.2通孔回流焊接用钢网96.3BGA维修用植球小钢网96.4贴片胶印刷用钢网9 7焊膏印刷钢网开孔设计97.1一般原则97.2CHIP类元件107.2.10603及以上107.2.20402 117.3小外形晶体117.3.1SOT23-1、SOT23-5 117.3.2SOT89 117.3.3SOT143 127.3.4SOT223 127.3.5SOT252,SOT263,SOT-PAK 127.4VCO器件127.5耦合器元件(LCCC) 137.6表贴晶振137.7排阻147.8周边型引脚IC 147.8.1Pitch≤0.65mm的IC 147.8.2Pitch>0.65mm的IC 147.9双边缘连接器147.10面阵型引脚IC 147.10.1PBGA 147.10.2CBGA,CCGA 157.11其它问题157.11.1CHIP元件共用焊盘157.11.2大焊盘157.12通孔回流焊接器件167.12.1焊点焊膏量的计算167.12.2钢网开口的设计177.12.3钢网开口尺寸的计算177.13BGA植球钢网开口设计187.14特例18 8印胶钢网开口设计188.1CHIP元件188.2小外形晶体管198.2.1SOT23 198.2.2SOT89 198.2.3SOT143 198.2.4SOT252 198.2.5SOT223 208.3SOIC 208.4其它设计要求209上下游规范20 10附录2210.1贴片胶印刷钢网应用的前提和原则22 11参考文献23钢网设计规范1范围本规范规定了本公司钢网外形尺寸,钢网标识,制作钢网使用的材料,钢网开口的工艺要求。
华为钢网设计规范
华为钢网设计规范This model paper was revised by the Standardization Office on December 10, 2020DKBA 华为技术有限公司企业技术规范钢网设计规范华为技术有限公司发布版权所有侵权必究目次前言 ....................................................................... ........................................................................... (3)1 范围62 规范性引用文件63 术语和定义64 材料、制作方法、文件格式64.1 网框材料64.2 钢片材料64.3 张网用丝网及钢丝网64.4 张网用的胶布,胶64.5 制作方法74.6 文件格式75 钢网外形及标识的要求75.1 外形图75.2 PCB居中要求85.3 厂商标识内容及位置85.4 钢网标识内容及位置85.5 钢网标签内容及位置85.6 MARK点86 钢片厚度的选择96.1 焊膏印刷用钢网96.2 通孔回流焊接用钢网96.3 BGA维修用植球小钢网96.4 贴片胶印刷用钢网97 焊膏印刷钢网开孔设计97.1 一般原则97.2 CHIP类元件107.2.1 0603及以上107.2.2 0402117.3 小外形晶体117.3.1 SOT23-1、SOT23-5117.3.2 SOT89117.3.3 SOT143127.3.4 SOT223127.3.5 SOT252,SOT263,SOT-PAK12 7.4 VCO器件12 7.5 耦合器元件(LCCC)13 7.6 表贴晶振13 7.7 排阻14 7.8 周边型引脚IC147.8.1 Pitch≤0.65mm的IC147.8.2 Pitch>0.65mm的IC14 7.9 双边缘连接器14 7.10 面阵型引脚IC147.10.1 PBGA147.10.2 CBGA,CCGA157.11 其它问题157.11.1 CHIP元件共用焊盘157.11.2 大焊盘157.12 通孔回流焊接器件167.12.1 焊点焊膏量的计算167.12.2 钢网开口的设计177.12.3 钢网开口尺寸的计算177.13 BGA 植球钢网开口设计187.14 特例188 印胶钢网开口设计188.1 CHIP元件188.2 小外形晶体管198.2.1 SOT23198.2.2 SOT89198.2.3 SOT143198.2.4 SOT252 198.2.5 SOT223 208.3 SOIC 208.4 其它设计要求209 上下游规范2010 附录2210.1 贴片胶印刷钢网应用的前提和原则2211 参考文献23钢网设计规范1范围本规范规定了本公司钢网外形尺寸,钢网标识,制作钢网使用的材料,钢网开口的工艺要求。
华为设计规范

华为设计规范
华为设计规范是指华为公司对于设计的标准和要求,在设计过程中需要遵循的规范和指导原则。
以下是华为设计规范的主要内容:
1. 简洁明了:设计要简洁明了,避免过度复杂和冗余的元素,保持清晰的界面结构和用户导航。
2. 一致性:在不同的应用和平台上,保持一致的设计风格和交互体验,让用户能够轻松上手和切换。
3. 可读性:文字和图标要具有良好的可读性和辨识度,避免过小、过淡或过于花哨的设计。
4. 响应速度:界面要快速响应用户的操作,避免长时间的等待和加载。
5. 界面布局:合理分配屏幕空间,将重要的信息和功能放在用户最容易找到的位置,提升用户体验。
6. 交互设计:设计交互要符合用户的思维习惯和操作习惯,减少用户的认知负荷。
7. 反馈机制:用户的操作需要给予明确的反馈,例如按钮的按下效果和加载动画,让用户知道他们的操作被接受。
8. 异常处理:考虑到用户的各种异常情况,例如网络连接失败
或者输入错误,需要给予用户相应的提示和帮助。
9. 色彩和图标设计:色彩要搭配合理,符合品牌形象和用户心理,图标要简洁明了,易于辨识。
10. 可访问性:设计要考虑到不同类型的用户,包括身体上有障碍的用户,提供一致的可访问性。
设计规范的目的是为了提高用户体验、统一品牌形象和减少设计的复杂性,使每个设计师都能按照同样的标准进行设计,提高设计师的效率和设计质量。
华为作为一家国际知名的科技公司,非常注重设计和用户体验,通过规范的设计指南,保证了产品的一致性和高品质。
钢网设计通用规范

通用规范Update:客户名称:公司公司编号:CSK01适用范围:无特殊要求的客户(钢板)关键词:DIP——Dual In Line Package,传统浸焊式组件SMT——surface mounted technology,表面贴装技术PCB——printing circuit board,印制线路板SMC——Surface Mounted Components,表面组装元件SMD——Surface Mounted Devices,表面组装器件PAD——焊盘STENCIL——钢板/钢网/网板/漏板/模板,激光模板,印刷模板,雷射钢板焊膏/锡膏/焊锡膏贴片胶/红胶开口/开孔导言:表面组装技术有两类典型的工艺流程,一类是焊锡膏——再(回)流焊工艺,另一类是贴片胶——波峰焊工艺,由此产生两种用途的印刷钢网——印锡浆钢网和印胶水钢网。
PCB是承载集成电路的物质基础,它提供集成电路等元器件固定装配的机械支撑、实现各种电子元器件之间的布线和电气连接或电绝缘、提供所要求的电气特性,如特性阻抗等,同时为自动锡焊提供阻焊图形;为元器件插装、检查、维修提供识别字符和图形。
根据PCB材质的挠曲程度可分为硬质板和柔性板(软板或FPC);根据PCB表面处理技术的不同可分为裸铜板、镀(喷)锡板、镀铜板、镀镍板、镀银板、镀金板,比较常见的有喷锡板和裸铜板。
不同的PCB所对应的钢网开孔也有所不同。
随着ROHS指令(R estriction o f H azardous S ubstance:危害物质禁用指令)和WEEE 指令(On w aste e lectrical and e lectronic e quipment(废止电子电气设备指令)的立法实施,绿色环保的概念日益深入人心,在这种情形下,无铅元器件、无铅PCB、无铅焊膏被导入到SMT制程当中。
应对无铅制程的要求,钢板的开口设计也有所不同。
一、关于CHIP元件大小及元件形状英制公制元件的大小(L*W)PAD的间距PAD的宽度0402 1005 1.0*0.5mm40mil 20mil 0603 1608 1.6*0.8mm 60mil 30mil 0805 2125 2.0*1.25mm 80mil 50mil 1206 3216 3.2*1.6mm 120mil 60mil一、锡浆网开口规范※注:印锡浆钢网的主要功能是帮助锡膏的沉积(deposition)。
钢网设计规范
钢网设计规范
保持内距0.4~0.5MM,特殊要求除外
B) 0603:采用如下开口
两焊盘各内切,保持间距0.65MM、再内凹深度0.2MM“V”形,内部倒R=0.05MM的圆角。
C) 0805:采用如下开口
两焊盘各内切,保持间距1.1MM、再内凹深度0.3MM“V”形,内部倒R=0.1 MM的圆角D)1206:采用如下开口
两焊盘各内切0.1MM后,再做内凹深度C=Y/4的“V”形防锡珠,但要注意内距不能大于
2.2MM;内部倒R=0.1MM的圆角。
E)1206以上封装CHIP:
两焊盘各外移0.1MM后,然后做内凹深度C=Y/4的“V”形防锡珠,内部倒R=0.1MM的圆角;内距不予考虑。
二极管
类CHIP二极管同CHIP件一样作防锡珠处理
其它类在不指明的情况下, 1:1倒圆角即可.
三极管
SOT23
内凹圆弧0.1MM
SOT89
注意三个小焊盘不要短路,大焊盘内切30%
四极体
1、SOT143 1:1开口
2、如下图
3、类间距较大时1:1开口,间距较小时内两边内切。
华为软件设计规范
¹1-10:程序块的分界符(如C/C++语言的大括号‘{’和‘}’)应各独占一行并且位于同一 列,同时与引用它们的语句左对齐。在函数体的开始、类的定义、结构的定义、枚举的定义以 及if、for、do、while、switch、case语句中的程序都要采用如上的缩进方式。
示例:
perm_count_msg.head.len = NO7_TO_STAT_PERM_COUNT_LEN + STAT_SIZE_PER_FRAM * sizeof( _UL );
act_task_table[frame_id * STAT_TASK_CHECK_NUMBER + index].occupied = stat_poi[index].occupied;
Input:
// 输入参数说明,包括每个参数的作
// 用、取值说明及参数间关系。
Output: Return: Others:
// 对输出参数的说明。 // 函数返回值的说明 // 其它说明
(5) if、for、while、switch 等与后面的括号间应加空格,使 if 等关键字更为突出、 明显。 if (a >= b && c > d)
½1-1:一行程序以小于80字符为宜,不要写得过长。
仅供内部使用 7
软件编程规范总则
2 注释
2 注释
¹2-1:一般情况下,源程序有效注释量必须在20%以上。 说明:注释的原则是有助于对程序的阅读理解,在该加的地方都加了,注释不宜太多也不 能太少,注释语言必须准确、易懂、简洁。
钢网制作规范

4、卡座类
⑴、SIM 卡座,以 PCB 板焊盘大小尺寸为准,外三边各扩 0.30mm.
⑵、如图 4(TF 卡座):
固定脚以 PCB 焊盘尺寸为准,
图4
外三边各加 0.30mm,引脚外扩 0.20mm.
更多免费资料下载请进:
好好学习社区
5、功放
德信诚培训网
⑴、如图 5,外围外切 20%,中间接地焊盘居中开 9 个直径为 0.65mm 的圆孔。
⑵、如图 6,对于个别过长或过宽的引脚,两端内缩,保证 70%的锡量。中间 接地焊盘开点阵,保证 30~40%锡量。
⑶、如图 7:框住的引脚要求内缩,居中开保证 60%的锡量。
图5
图6
图7
⑷、如图 8,居中开 0.65mm 的圆孔。
图8
6、侧按健 ⑴、 如图 9(五脚侧按健):引脚外扩 0.30~0.50mm,中间焊盘在在保证安
B)外形在 L×W≥15mm×15mm 以上时,要外扩 0.3MM
(如 L 或 W 有一边≥15mm 时也需外扩 0.3MM)
长度架桥要求:A)PCB 上未分段的,按 4MM 开一段,架桥 0.6MM,如图 15 红色 部分为架桥部分,且拐角处必须架斜桥或"一"字桥)
0.6mm,
B)PCB 上分好段的,以 PCB 为准,则在 PCB 的基础上保证桥宽
德信诚培训网
钢网制作规范
一、常规规范 1、 网框规范:
根据 MPMUP2000HIE 印刷机相应规格制作网框,标准网框的边长 29*29 英 寸的正方形,网框的厚度为:40+-2MM,其不平整度不超过 1.5MM。 2、 钢片材料:钢网钢片材料选用不锈钢板,其厚度为:0.1--0.12MM。 3、 Mark 点要求: 为使钢网与印制板对位精确,钢网背面需制作至少两个 Mark 点,钢网与印 制 PCB 板上的 Mark 点位置应一致,一般四拼板的 PCB 应制作四个钢网 Mark 点,一对为对应 PCB 辅助边上的 Mark,另一对为对应 Block 上对角距离 最远的一对 Mark 点。激光制作的钢网,其 MARK 点采用便面烧结的半刻方 式制作。(注意:选用 Mark 点时不宜选用在 3mm 范围内有另外同类型 Mark 点的点) 二、修改规范 1、CHIP 料
钢网制作规范
钢网制作规范一、常规规范1、网框规范:根据MPMUP2000HIE印刷机相应规格制作网框,标准网框的边长29*29英寸的正方形,网框的厚度为:40+-2MM,其不平整度不超过1.5MM。
2、钢片材料:钢网钢片材料选用不锈钢板,其厚度为:0.1--0.12MM。
3、Mark点要求:为使钢网与印制板对位精确,钢网背面需制作至少两个Mark点,钢网与印制PCB板上的Mark点位置应一致,一般四拼板的PCB应制作四个钢网Mark 点,一对为对应PCB辅助边上的Mark,另一对为对应 Block上对角距离最远的一对Mark点。
激光制作的钢网,其MARK点采用便面烧结的半刻方式制作。
(注意:选用Mark点时不宜选用在3mm范围内有另外同类型Mark 点的点)二、修改规范1、CHIP料⑴、0402,大小必须按PCB 上的为准,不需要开防锡珠网孔,如两焊盘一大一小不时,以大的焊盘为准进行开孔(内距按正常元件制作)。
⑵、0603,开1/3梯形。
(当内距小于0.60mm 时,外移至0.60mm ,当内距大于0.72mm 时,内扩至0.72mm 。
)⑶、0805及以上,开凹形防锡珠,如图1: ⑷、二极管:A 、限0402二极管:开1/3梯形,两焊盘内距距小于0.65mm 要内切至0.65mm 且内切部分的面积要用于外扩。
如:两焊盘内距为0.4MM,那么首先内切至0.65mm,然后将内切的0.25mm 的面积加在焊盘两端。
注意:对于一边大一边小的二极管焊要以大的焊盘为基准。
(因考虑到0402二极管不易与0402的小料区分,现对于0402焊盘间距小于0.65MM 的焊盘请与我司确认如何开网.)B 、0603二极管:内距小于1.0mm 的内切到1.0mm 后,开1/3梯形。
2、BGA⑴、0.50 Pitch,开0.30mm的圆形; ⑵、0.65 Pitch,开0.35mm 的圆形; ⑶、0.80 Pitch,开0.43mm 的圆形; 其它无要求的按常规开孔。
钢网设计规范
BGA(P=1.27)
0.68
0.65
0.6
uBGA(P=1.00)
0.55
0.52
0.50
uBGA(P=0.80)
0.45
0.42
0.42
uBGA(P=0.65)
0.36
0.36
uBGA(P=0.50)
0..30
0.30
BGA(P=0.40)
0.25
0.25
REV:A (TOP)
REV:A (S)
REV:A (TOP)
3.8开口要求
印锡钢网开口设计
1、喷锡PCB的Stencil开口设计
A) 0402:开成内切圆或内切椭圆
保持内距0.4~0.5MM,特殊要求除外
B) 0603:采用如下开口
两焊盘各内切,保持间距0.65MM、再内凹深度0.2MM“V”形,内部倒R=0.05MM的圆角。
2、如下图
3、类间距较大时1:1开口, 间距较小时内两边内切
4、类右图: 开口
此类元件两脚之间特容易短路,保持间隔最少0.40MM,焊盘两边等缩,元件有排式电感等
五脚晶体
只要保证三脚的一边安全间距为0.30MM即可,
两脚的一边可1:1开
六脚晶体:
按IC修改
SOT252
如下图
架桥宽度0.3~0.5MM,桥的中心与大焊盘中心重合(可根据焊盘大小的情况调整架桥数目)。
若以上开口宽度小于原始焊盘宽度90%,则按原始焊盘宽度的90%开口,否则按以上采用开口。
IC、QFP的散热片(接地焊盘)开法:
有引脚类IC、QFP(引脚长度/宽度>5):开口面积80%~100%后架桥
HWT钢网设计规范(SD-3NMJ-003 A)(1)
5.2.1.4張力:
5.2.1.4.1新鋼板張力不得小於40N/CM2﹐
5.2.1.4.2舊鋼板張力:每片取樣九個點,鋼板張力不得小於30N/CM2.爲保證鋼網有足夠的張力和良好的平整度,通常建議鋼片距網框內側保留有20~30mm。
5.2.2鋼板的Mark點(光學點)形式:
5.作業流程與內容
5.2鋼網設計通用規範:
5.2.1鋼網總體要求:
5.2.1.1框架﹕
對於MPM2000﹐錫膏印刷機﹐鋼網外框尺寸:736mmX 736mm﹔材質:金屬材料。對於手動錫膏印刷機,鋼網外框尺寸:470mm X370mm;材質:金屬材料。
5.2.1.2鋼片:
對於MPM2000錫膏印刷機,鋼片外形尺寸:457mm X 559mm;材質:不銹鋼。對於手動錫膏印刷機,鋼片外形尺寸:250mm X350mm;材質:不銹鋼。
面積比=開口面積(LXW)/孔壁的面積[2*(L+W)*T]>0.66
6.5.3Fine pitch IC:寬厚比=孔徑寬度/鋼網厚度>1.5
6.5.4BGA/CSP:面積比=A(opening)/A(walls)>0.66.
6.5.5BGA/CSP:縱橫比=A(opening)/A(walls)>0.66.
0.13 mm
R3mil
6.7.6連接器(Connector)
6.7.7LED
6.7.7.1兩個PAD LED依照電阻規範開設
6.7.7.2 LED(三個PAD)
6.7.8繼電器Relay
繼電器圖例
PCB Pad Width
PCB Pad Length
Aperture Width
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DKBA
华为技术有限公司企业技术规范
钢网设计规范
华为技术有限公司发布
版权所有侵权必究
目次
前
言 ................................................................................. .. (3)
1 范围 6
2 规范性引用文件 6
3 术语和定义 6
4 材料、制作方法、文件格式 6
4.1 网框材料 6
4.2 钢片材料 6
4.3 张网用丝网及钢丝网 6
4.4 张网用的胶布,胶 6
4.5 制作方法7
4.6 文件格式7
5 钢网外形及标识的要求7
5.1 外形图7
5.2 PCB居中要求8
5.3 厂商标识内容及位置8
5.4 钢网标识内容及位置8
5.5 钢网标签内容及位置8
5.6 MARK点8
6 钢片厚度的选择9
6.1 焊膏印刷用钢网9
6.2 通孔回流焊接用钢网9
6.3 BGA维修用植球小钢网9
6.4 贴片胶印刷用钢网9
7 焊膏印刷钢网开孔设计9
7.1 一般原则9
7.2 CHIP类元件10
7.2.1 0603及以上10
7.2.2 0402 11
7.3 小外形晶体11
7.3.1 SOT23-1、SOT23-5 11
7.3.2 SOT89 11
7.3.3 SOT143 12
7.3.4 SOT223 12
7.3.5 SOT252,SOT263,SOT-PAK 12
7.4 VCO器件12
7.5 耦合器元件(LCCC) 13
7.6 表贴晶振13
7.7 排阻14
7.8 周边型引脚IC 14
7.8.1 Pitch≤0.65mm的IC 14
7.8.2 Pitch>0.65mm的IC 14
7.9 双边缘连接器14
7.10 面阵型引脚IC 14
7.10.1 PBGA 14
7.10.2 CBGA,CCGA 15
7.11 其它问题15
7.11.1 CHIP元件共用焊盘15
7.11.2 大焊盘15
7.12 通孔回流焊接器件16
7.12.1 焊点焊膏量的计算16
7.12.2 钢网开口的设计17
7.12.3 钢网开口尺寸的计算17
7.13 BGA 植球钢网开口设计18
7.14 特例18
8 印胶钢网开口设计18
8.1 CHIP元件18
8.2 小外形晶体管19
8.2.1 SOT23 19
8.2.2 SOT89 19
8.2.3 SOT143 19
8.2.4 SOT252 19
8.2.5 SOT223 20。