电镀成本计算--实例
电镀成本计算--实例
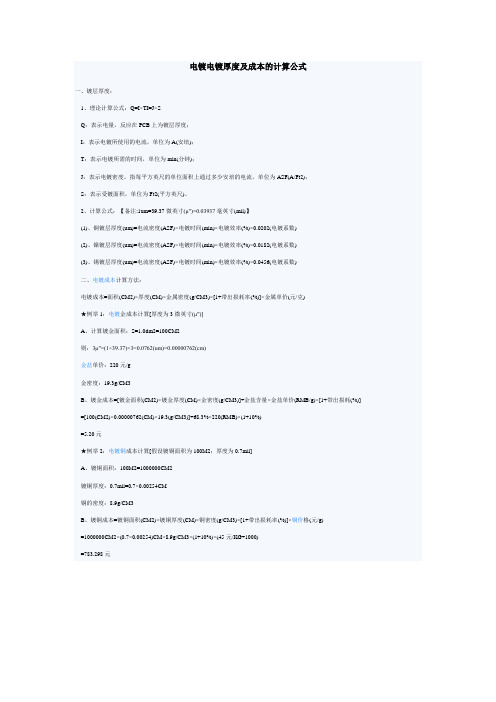
电镀电镀厚度及成本的计算公式一、镀层厚度:1、理论计算公式:Q=I×TI=J×SQ:表示电量,反应在PCB上为镀层厚度;I:表示电镀所使用的电流,单位为A(安培);T:表示电镀所需的时间,单位为min(分钟);J:表示电镀密度,指每平方英尺的单位面积上通过多少安培的电流,单位为ASF(A/Ft2);S:表示受镀面积,单位为Ft2(平方英尺)。
2、计算公式:【备注:1um=39.37微英寸(μ")=0.03937毫英寸(mil)】(1)、铜镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0202(电镀系数)(2)、镍镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0182(电镀系数)(3)、锡镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0456(电镀系数)二、电镀成本计算方法:电镀成本=面积(CM2)×厚度(CM)×金属密度(g/CM3)×[1+带出损耗率(%)]×金属单价(元/克)★例举1:电镀金成本计算[厚度为3微英寸(μ")]A、计算镀金面积:S=1.0dm2=100CM2则:3μ"=(1÷39.37)×3=0.0762(um)=0.00000762(cm)金盐单价:220元/g金密度:19.3g/CM3B、镀金成本=[镀金面积(CM2)×镀金厚度(CM)×金密度(g/CM3)]÷金盐含量×金盐单价(RMB/g)×[1+带出损耗(%)] =[100(CM2)×0.00000762(CM)×19.3(g/CM3)]÷68.3%×220(RMB)×(1+10%)=5.20元★例举2:电镀铜成本计算[假设镀铜面积为100M2;厚度为0.7mil]A、镀铜面积:100M2=1000000CM2镀铜厚度:0.7mil=0.7×0.00254CM铜的密度:8.9g/CM3B、镀铜成本=镀铜面积(CM2)×镀铜厚度(CM)×铜密度(g/CM3)×[1+带出损耗率(%)]×铜价格(元/g)=1000000CM2×(0.7×0.00254)CM×8.9g/CM3×(1+10%)×(45元/KG÷1000)=783.298元化学镀镍加工成本核算方法对于化学镀镍加工成本问题是每一个化学镀镍加工厂最为关心的问题,也是要投入这一行业的人员首先应该考虑的问题,然而对一般的原料供应商及技术转让单位为了让准客户决心投产而往往对加工成本一事有故意报低的事实,特别是有些单位甚至于说化学镀镍的成本仅为电镀成本的三分之一,这纯属无稽之谈,因为其一电镀是利用电还原沉积,无论如何它都比化学镀镍中使用还原剂氧化还原沉积要廉价的多,更何况化学镀镍中还原剂的利用率远没有电镀高。
1电镀金:金耗用量的计算及耗用标准

1.计算公式:
镀层贵金属消耗成本(元)=表面积(dm2)×镀层厚度(μm) ×镀层的密度(g/cm3)×10-2×金属价格(元/g)
2.参数
(1)工件面积:2534400dm2/月。
(2)镀层厚度:在1.5A/dm2条件下,0.5min金镀层的厚度为0.0417/μm。
(3)金的密度:19.39/cm3。
(4)金的价格:175元/g。
3.计算
(1)金镀层的金属成本=2534400×0.0417×19.3×10-2×175=3569493.3元/月)
(2)单位面积耗用标准
1.基础数据
(1)利润率:按产值的10%计算。
(2)管理费用:按产值的5%计算。
(3)税:按产值的5%计算。
2.计算
设金工序的报价为2元/dm2
(1)耗用标准
电耗用标准+人员工资耗用标准+固定资产分摊标准+
金属阳极耗用标准+水的耗用标准+化学材料耗用标准=0.0004+0.0049+0.0017+1.4825+0.0024+0.0244=1.5163(元/dm2)
(2)报价计算
1.5163+x×10%+x×5%+x×5%=x
3.数据分析
(1)电占比例:
(2)人员工资占比例:
(3)固定资产分摊占比例:
(4)金属阳极占比例:
(5)水占比例:
(6)化学材料占比例:
(7)月产值:
2407680dm2/月=l.8954元/dm2=456.4万元/月。
电镀计算

著作者:ALLAN CHIEN/版本: F 版/日期:2005年07月01日/頁次: 3-3 ◎◎◎本教材之著作權乃屬恆伸工作室所有,未經允許不得任意翻印◎◎◎
第三章、電鍍計算
20萬支端子耗 PGC 量 ⑶每個鎳槽電鍍面積 = 每個鎳槽電流密度 = 每個金槽電鍍面積 = =0.0072AZ = 0.0072*400*11.5 = 33.12g 2 2 2*1000*82/6 = 27333.33mm = 2.73dm 50/2.73 = 18.32ASD 2 2 2*1000*20/6 = 6666.667mm = 0.67dm
七. 綜合計算A: 假設電鍍一批D-25P端子,數量有20萬支,生產速度為 20M/min ,每個鎳槽鎳電流 為 50Amp 、金電流為4Amp、錫電流為 40Amp ,實際電鍍所測出厚度鎳為43μ˝ 、金 為 11.5μ˝、錫為 150μ˝,每個電鍍槽長度皆為2M,鎳槽 3 個、金槽 2個、錫槽 3 個, 2 2 2 每支端子鍍鎳面積為 82mm 、鍍金面積為 20mm 、鍍錫面積為46mm ,每支端子? 端 子 間距為 6.0mm 。 請問:⑴20萬支端子須多久可以完成? ⑵總耗純金量為多少 g ?換算 PGC 為多少g ⑶每個鎳、金、錫槽電流密度各為多少? ⑷每個鎳、金、錫電鍍效率為多少? 解答:⑴20萬支端子總長度 = 200000*6 = 1200000mm = 1200M 20萬支端子耗時 = 1200/20 = 60min = 1hr 2 2 ⑵20萬支端子總面積 = 200000*20 = 4000000mm = 400dm 20萬支端子耗純金量 = 0.0049AZ = 0.0049*400*11.5 = 22.54g
著作者:ALLAN CHIEN/版本: F 版/日期:2005年07月01日/頁次: 3-4 ◎◎◎本教材之著作權乃屬恆伸工作室所有,未經允許不得任意翻印◎◎◎
电镀成本计算公式

电镀成本计算公式电镀成本的计算可不是一件简单的事儿,它涉及到好多方面的因素呢。
咱先来说说电镀成本的主要构成部分。
一般来讲,包括直接材料成本、直接人工成本、制造费用这三大块。
直接材料成本,就是那些用于电镀的化学品、金属材料等等。
比如说,镀镍需要用到镍盐,镀铜得有铜盐,这些材料的价格可都不便宜。
就拿我之前在一家电镀厂的经历来说,有一次厂里进了一批新的镍盐,价格比之前涨了不少。
为了控制成本,我们可真是费了不少心思,到处去打听哪里能买到更实惠的。
直接人工成本呢,就是工人干活儿的工资啦。
这包括操作电镀设备的工人,还有负责质量检测的人员等等。
像我们厂有个老师傅,技术特别好,干起活来又快又稳,但是工资也相对高一些。
这就提醒我们,既要保证工人的技术水平,又得想办法提高工作效率,不然人工成本可就上去了。
制造费用这一块就比较复杂了,里面有设备的折旧费、水电费、厂房租金等等。
我记得有一回,厂里的一台关键电镀设备出了故障,维修费用花了不少,还耽误了生产进度,这可给成本带来了不小的压力。
接下来,咱们具体说说电镀成本的计算公式。
一般来说,电镀成本= 直接材料成本 + 直接人工成本 + 制造费用。
直接材料成本可以通过使用量乘以单价来计算。
比如说,用了10 千克的镍盐,每千克50 元,那这部分成本就是 500 元。
直接人工成本呢,就是工人工作的时间乘以每小时的工资。
假如一个工人工作了 8 小时,每小时工资 20 元,那这就是 160 元。
制造费用就得根据具体的情况来分摊了,比如说设备的折旧费,可以按照使用年限和预计总工作量来计算每年或者每月的折旧额。
还有啊,电镀成本还得考虑废品率和次品率。
要是镀出来的产品不合格的太多,那成本可就大大增加了。
有一次,我们厂接了一个大订单,结果因为操作不当,废品率一下子上去了,不仅损失了材料和人工,还差点耽误了交货时间,给客户留下不好的印象。
另外,电镀的工艺和质量要求也会对成本产生很大影响。
要求越高,成本也就越高。
电镀计算数据

电镀计算数据1 电镀电流 ( A )①方法l =长Х宽÷92900Х电流密度Х2Х有效电镀面积百分比②方法2 =长Х宽Х10.76Х电流密度Х2Х有效电镀面积百分比③方法3=长Х宽Х电流密度Х2Х有效电镀面积百分比2 平方尺:=长Х宽÷92900 =长Х宽Х10.763 光剂添加量:=电镀总电流Х电镀时间÷604 计算单位①长度单位、方法1 - 毫米方法2 - 米方法3 - 分米②电流密度: 方法1、2: 18—22 ASF, 方法3: 1—3 ASF, 镀锡: 7 —10 ASF③光剂: 毫升④电流: 安⑤时间: 分钟5 电镀时间: 一次铜: 8-12分钟, 二次铜: 30–40分钟. 镀锡:7–12分钟6 公式中的2表示双面,1表示单面。
有效电镀面积百分比指两面有效电镀面积的和的平均值7 计算实例: 现有一块双面线路板尺寸为长300毫米,宽200毫米,图形有效电镀面积为50%A 方法la 镀一次铜:=长Х宽÷92900Х电流密度=300Х200÷92900Х2Х20=25.83 ( A )b 镀二次铜:=300Х200÷92900Х2Х22Х50%=14.21 ( A )c 镀锡:=长Х宽÷92900Х电流密度Х有效电镀面积百分比=300Х200÷92900Х2Х10Х50%=6.46 ( A )B 方法2a 镀一次铜:=长Х宽Х10.76Х电流密度=0.3Х0.2Х10.76Х2Х20=25.82 ( A )b 镀二次铜:=长Х宽Х10.76Х电流密度Х有效电镀面积百分比=0.3Х0.2Х10.76Х2Х22Х50%=14.20 ( A )c 镀锡:=长Х宽Х10.76Х电流密度Х有效电镀面积百分比=0.3Х0.2Х10.76Х2Х10Х50%=6.46 ( A )C 方法3 :电镀电流:=长Х宽Х2Х电流密度=3Х2Х2Х2=24 ( A )D 光剂添加量:=电镀总电流Х电镀时间÷60=600Х15÷60=150 ( Ml)( 假设一缸板电镀电流为600A,电镀时间为15分钟,那么需要添加的铜光剂、锡光剂量分别为150毫升。
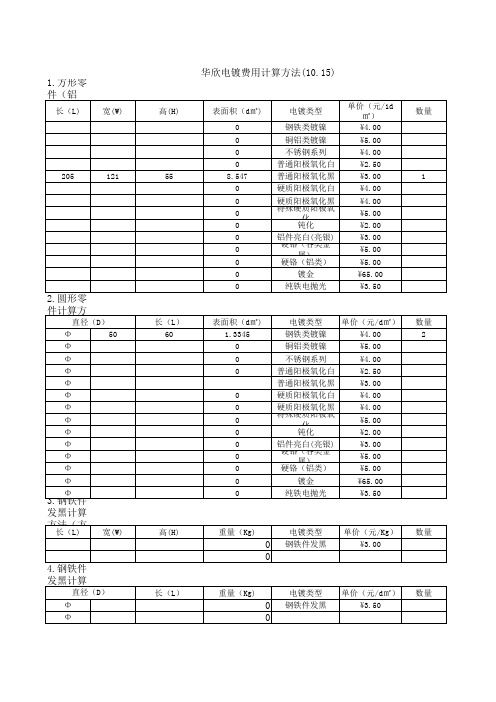
电镀计算方法(10.15)
3.钢铁件发黑计算方法(方形):
长(L) 宽(W) 高(H) 重量(Kg)
0 0 4.钢铁件发黑计算方法(圆形):
直径(D) Φ Φ 长(L) 重量(Kg)
电镀类型 钢铁件发黑
单价(元/Kg) ¥3.00
数量
0 0
电镀类型 钢铁件发黑
单价(元/d㎡) ¥3.50
数量
5.小件(RMB/EA<1d㎡)电镀计算方法:
电镀类型 钢铁类镀镍 铜铝类镀镍 不锈钢系列 普通阳极氧化白 普通阳极氧化黑 硬质阳极氧化白 硬质阳极氧化黑 特殊硬质阳极氧化 不锈钢钝化 铝件亮白(亮银) 硬铬(各类金属) 硬铬(铝类) 镀金 不锈钢电抛光
单价 1.00~3.00 1.50~3.00 1.5~3.0 1.0~1.5 1.5~2.0 2.0~3.00 2.0~3.00 5.00~8.00 1.00~2.00 1.0~1.8 5.00~8.00 5.0~8.0 20~50.00 1.0~2.0
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥25.64 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
金额 ¥10.68 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00 ¥0.00
华欣电镀费用计算方法(10.15) 1.方形零件(铝件)计算方法:
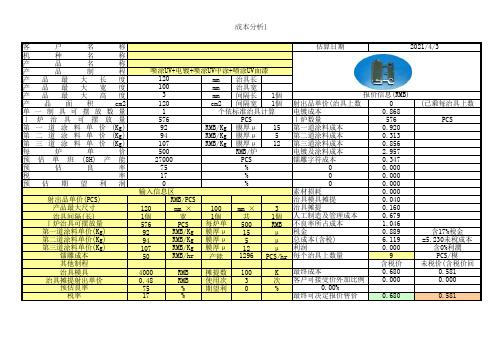
真空电镀工艺成本分析范例
2.957
27000
PCS
镭字符成本
0.347
75
%
0
0.000
17
%
0
0.000
0
%
0
0.000
输入信息区
素材损耗
0.000
RMB/PCS
治具模具摊提
0.040
120
mm ×
100 mm ×
3 治具摊提
0.160
1個
宽
1個
共
1個 人工制造及管理成本
0.679
576
PCS 每炉单 500
RMB 不良率所占成本
治具间隔(长) ㄧ炉治具可摆放量 第一道涂料单价(Kg) 第二道涂料单价(Kg) 第三道涂料单价(Kg)
镭雕成本 其他制程
治具模具 治具摊提射出单价
预估良率 税率
估算日期
2021/4/3
喷涂UV+电镀+喷涂UV中涂+喷涂UV面漆
产品图片
120
mm 治具长
100
mm 治具宽
3
mm 间隔长 1個
报价信息(RMB)
成本分析1
客
户
名
称
机
种
名
称
产
品
名
称
产
品
制
程
产品最大长度
产品最大宽度
产品最大高度
产品面积
cm2
单一制具可摆放数量
ㄧ炉治具可摆放量
第 一 道 涂 料 单 价 (Kg)
第 二 道 涂 料 单 价 (Kg)
第 三 道 涂 料 单 价 (Kg)
每
炉
单
价
预 估 单 班 (8H) 产 能
电镀公式及计算实例
电镀公式及计算实例
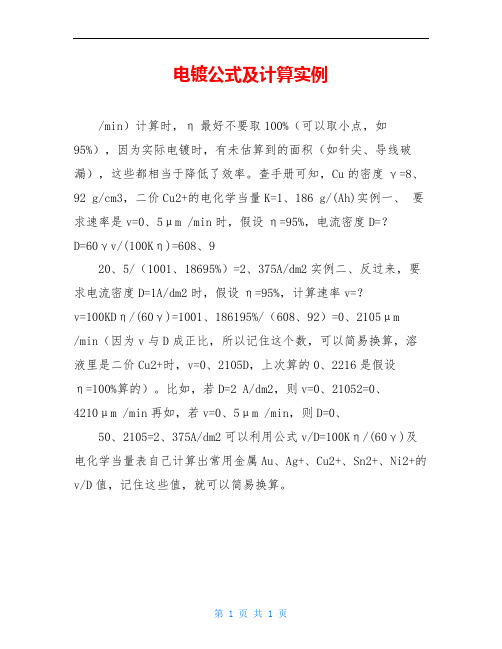
/min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8、92 g/cm3,二价Cu2+的电化学当量K=1、186 g/(Ah)实例一、要求速率是v=0、5μm /min时,假设η=95%,电流密度D=?
D=60γv/(100Kη)=608、9
20、5/(1001、18695%)=2、375A/dm2实例二、反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?
v=100KDη/(60γ)=1001、186195%/(608、92)=0、2105μm
/min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0、2105D,上次算的0、2216是假设
η=100%算的)。
比如,若D=2 A/dm2,则v=0、21052=0、
4210μm /min再如,若v=0、5μm /min,则D=0、
50、2105=2、375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
第 1 页共 1 页。
第三章、电镀计算
著作者:ALLAN CHIEN/版本: E 版/日期:2004年08月01日/頁次: 3-4 ◎◎◎本教材之著作權乃屬恆伸工作室所有,未經允許不得任意翻印◎◎◎
第三章、電鍍計算
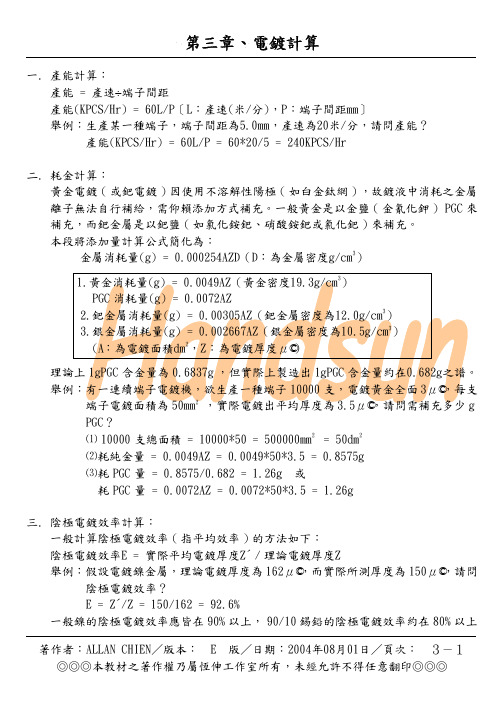
一. 產能計算: 產能 = 產速÷端子間距 產能(KPCS/Hr) = 60L/P〔L:產速(米/分),P:端子間距mm〕 舉例:生產某一種端子,端子間距為5.0mm,產速為20米/分,請問產能? 產能(KPCS/Hr) = 60L/P = 60*20/5 = 240KPCS/Hr 二. 耗金計算: 黃金電鍍 ( 或鈀電鍍 ) 因使用不溶解性陽極 ( 如白金鈦網 ) ,故鍍液中消耗之金屬 離子無法自行補給,需仰賴添加方式補充。一般黃金是以金鹽 ( 金氰化鉀 ) PGC 來 補充,而鈀金屬是以鈀鹽 ( 如氯化銨鈀、硝酸銨鈀或氯化鈀 ) 來補充。 本段將添加量計算公式簡化為: 3 金屬消耗量(g) = 0.000254AZD(D:為金屬密度g/cm ) 1.黃金消耗量(g) = 0.0049AZ(黃金密度19.3g/cm ) PGC 消耗量(g) = 0.0072AZ 3 2.鈀金屬消耗量(g) = 0.00305AZ(鈀金屬密度為12.0g/cm ) 3 3.銀金屬消耗量(g) = 0.002667AZ(銀金屬密度為10.5g/cm ) 2 (A:為電鍍面積dm ,Z:為電鍍厚度μ˝) 理論上 1gPGC 含金量為 0.6837g ,但實際上製造出 1gPGC 含金量約在0.682g之譜。 舉例:有一連續端子電鍍機,欲生產一種端子 10000 支,電鍍黃金全面 3μ˝,每支 2 端子電鍍面積為 50mm ,實際電鍍出平均厚度為 3.5μ˝,請問需補充多少 g PGC? 2 2 ⑴ 10000 支總面積 = 10000*50 = 500000mm = 50dm ⑵耗純金量 = 0.0049AZ = 0.0049*50*3.5 = 0.8575g ⑶耗 PGC 量 = 0.8575/0.682 = 1.26g 或 耗 PGC 量 = 0.0072AZ = 0.0072*50*3.5 = 1.26g 三. 陰極電鍍效率計算: 一般計算陰極電鍍效率 ( 指平均效率 ) 的方法如下: 陰極電鍍效率E = 實際平均電鍍厚度Z´ / 理論電鍍厚度Z 舉例:假設電鍍鎳金屬,理論電鍍厚度為 162μ˝,而實際所測厚度為 150μ˝,請問 陰極電鍍效率? E = Z´/Z = 150/162 = 92.6% 一般鎳的陰極電鍍效率應皆在 90% 以上, 90/10 錫鉛的陰極電鍍效率約在 80% 以上 著作者:ALLAN CHIEN/版本: E 版/日期:2004年08月01日/頁次: 3-1 ◎◎◎本教材之著作權乃屬恆伸工作室所有,未經允許不得任意翻印◎◎◎
贵金属电镀如何报价
0.02
镀钯
冲击镍
镀铜
镀镍
镀钴
酸铜
0.06
代白
0.02
镀金
0.03
镀银
镀铑
镀钯
镀钴
设备折旧 0.1
泳漆
干燥
0.03
剪线
0.11
过保护
0.03
画工
元/个
包装
0.06
小计金额 0.554
0 小计金额 2.44
报价金额
2.994
YE 4054
114mm
致达电镀
35mm R=6mm
面积1:35*2*2+35*1*2=210 面积2:114*2*2=456 面积3:18.84*1.5+3.14*3²-3.14*1.5²+26*2*2
致达电镀
贵金属电镀单价核算方式
致达电镀
目录 一 电镀价格如何核算 二 举例说明单价的形成
电镀的成本
致达电镀
1、材料费用 2、人工费用 3、水电费用 4、租金费用 5、管理费用 6、运输、包装费用
致达电镀
材料费用=重量*单价*损耗
计算方式:重量(镀层)=面积*膜厚*密度
水电费用,人工费用一般可以从宏观用总体一 个月费用/当月生产量 当然生产量增加,费用 也可会增加 但不成正比 管理费用,水费用,人工费用都可以按固定成 本分推,做得越多,成本越低
洗腊
0.042
镀银
除油
0.042
镀铑
碱铜
0.02
镀钯
冲击镍
镀铜
镀镍
镀钴
酸铜
0.06
代白
0.02
镀金
0.03
镀银
镀铑
电镀成本核算

电镀成本核算镀金金盐成本核算镀金层厚度为3U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.076um=0.0000076cm金盐(g)=100*0.0000076*19.3*218.16*100/68.3+金盐的带出和其它损耗10% =4.68 +(4.68*10%)=4.73(元)根据贵司目前的测试要求,我司要按4 U〞报价,黄金成本按加工费的70%计算。
加工价为:4.73*4/3/70%=9.0元/ dm2镀金层厚度为5U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.127um=0.0000127cm金盐(g)=100*0.0000127*19.3*218.16*100/68.3+金盐的带出和其它损耗10% =7.83+(7.83*10%)=8.61(元)根据贵司目前的测试要求,我司要按6 U〞报价,黄金成本按加工费的70%计算。
加工价为:8.61*6/5/70%=14.76元/ dm2镀金层厚度为8U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.2um=0.00002cm金盐(g)=100*0.00002*19.3*218.16*100/68.3+金盐的带出和其它损耗10%=12.33+(12.33*10%)=13.56(元)根据贵司目前的测试要求,我司要按9.5 U〞报价,黄金成本按加工费的70%计算。
加工价为:13.56*9.5/8/70%=23.0元/ dm2一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.25um=0.000025cm金盐(g)=100*0.000025*19.3*218.16*100/68.3+金盐的带出和其它损耗10%=15.41 +(15.41*10%)=16.95(元)根据贵司目前的测试要求,我司要按12 U〞报价,黄金成本按加工费的70%计算。
电镀成本计算
电镀成本计算烟台电镀技术研究所整理摘要:本文旨在描述近似的电镀工艺成本估算方法,试图只考虑最重要的参数,并简化他们的选择。
我们的目标是设置一个简单但是可靠的方法,该方法可用于在这些过程中所涉及的成本来获得总体的想法。
电镀成本是基于3个主要因素:1。
材料2。
劳动3。
设备劳动肯定是的最重要的因素,大多为常用的金属电镀,在其中的材料的成本是不那么高。
要考虑的另一个非常重要的参数是要被涂敷的物体的表面积,因为它影响对所有三个上述因素。
实证的方法来估算表面积论文“ 实证的表面面积的计算对象,安德烈Mazzilli的Torben Lenau(1996)“。
1。
为了计算电镀的一个部分的材料的成本的材料成本,人们必须知道将要沉积的材料量和价格的涂层材料。
·材料的金额(即质量),这是将要沉积的材料的量依赖于三个参数:一)的表面面积,二)的涂层的厚度,c)该材料的密度a)计算部件的表面区域的“S”[DM 2 /]这有时是一个非常困难的任务,因为有许多复杂的形状。
因此,这种计算通常是通过使用特定的工具(例如计算机辅助工具)或者,试图近似复杂的几何图形,作为一种较为常见的(简单)。
这种简单的几何形状可以是一个球体,圆锥体,圆柱体或平行六面体上的部分的形状,这取决于。
在前面提到的文章“ 实证的表面积计算的对象,安德烈Mazzilli 的Torben Lenau(1996)“ 的全部细节。
二)涂层的厚度“t”[μm]的表面涂层的厚度是高度依赖于材料和涂层的目的。
所以,通常它被决定的情况下的情况下。
然而,每一个电镀过程中有其推荐范围值(见表1)。
C)材料的密度“Q 米“[克/分米2·微米]为了简化的物质的量的计算中,常见的材料的密度值,通常在[克/厘米3 ](见表1),由下式中的一个更方便的单位变换。
Q M= 0.01·D 米其中:d 米 =材料的密度克/厘米3 ]以下的表格显示了一些重要的变量,可用于电镀成本的计算,不同的涂层材料的值。
电镀成本核算
镀金金盐成本核算镀金层厚度为3U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.076um=0.0000076cm金盐(g)=100*0.0000076*19.3*218.16*100/68.3+金盐的带出和其它损耗10% =4.68 +(4.68*10%)=4.73(元)根据贵司目前的测试要求,我司要按4 U〞报价,黄金成本按加工费的70%计算。
加工价为:4.73*4/3/70%=9.0元/ dm2镀金层厚度为5U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.127um=0.0000127cm金盐(g)=100*0.0000127*19.3*218.16*100/68.3+金盐的带出和其它损耗10% =7.83+(7.83*10%)=8.61(元)根据贵司目前的测试要求,我司要按6 U〞报价,黄金成本按加工费的70%计算。
加工价为:8.61*6/5/70%=14.76元/ dm2镀金层厚度为8U〞一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.2um=0.00002cm金盐(g)=100*0.00002*19.3*218.16*100/68.3+金盐的带出和其它损耗10%=12.33+(12.33*10%)=13.56(元)根据贵司目前的测试要求,我司要按9.5 U〞报价,黄金成本按加工费的70%计算。
加工价为:13.56*9.5/8/70%=23.0元/ dm2一.计算零件的表面积:S=1.0dm2为1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.25um=0.000025cm金盐(g)=100*0.000025*19.3*218.16*100/68.3+金盐的带出和其它损耗10%=15.41 +(15.41*10%)=16.95(元)根据贵司目前的测试要求,我司要按12 U〞报价,黄金成本按加工费的70%计算。
电镀成本核算
镀金层厚度为3U〞一.计算零件的表面积:S=为=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为=金盐(g)=100****100/+金盐的带出和其它损耗10%= +(*10%)=(元)根据贵司目前的测试要求,我司要按4 U〞报价,黄金成本按加工费的70%计算。
加工价为:*4/3/70%=元/ dm2镀金层厚度为5U〞一.计算零件的表面积:S=为=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为=金盐(g)=100****100/+金盐的带出和其它损耗10%=+(*10%)=(元)根据贵司目前的测试要求,我司要按6 U〞报价,黄金成本按加工费的70%计算。
加工价为:*6/5/70%=元/ dm2镀金层厚度为8U〞一.计算零件的表面积:S=为=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为=金盐(g)=100****100/+金盐的带出和其它损耗10%=+(*10%)=(元)根据贵司目前的测试要求,我司要按 U〞报价,黄金成本按加工费的70%计算。
加工价为:*9.5/8/70%=元/ dm2镀金层厚度为10U〞一.计算零件的表面积:S=为=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为=金盐(g)=100****100/+金盐的带出和其它损耗10%= +(*10%)=(元)根据贵司目前的测试要求,我司要按12 U〞报价,黄金成本按加工费的70%计算。
加工价为:*12/10/70%=元/ dm2镀金层厚度为15U〞一.计算零件的表面积:S=为=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为=金盐(g)=100****100/+金盐的带出和其它损耗10%= +(*10%)=(元)根据贵司目前的测试要求,我司要按 U〞报价,黄金成本按加工费的70%计算。
加工价为:*15/70%=元/ dm2镀金层厚度为20U〞一.计算零件的表面积:S=为=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为=金盐(g)=100****100/+金盐的带出和其它损耗10%= +(*10%)=(元)根据贵司目前的测试要求,我司要按23 U〞报价,黄金成本按加工费的70%计算。
沉铜与电镀成本核算
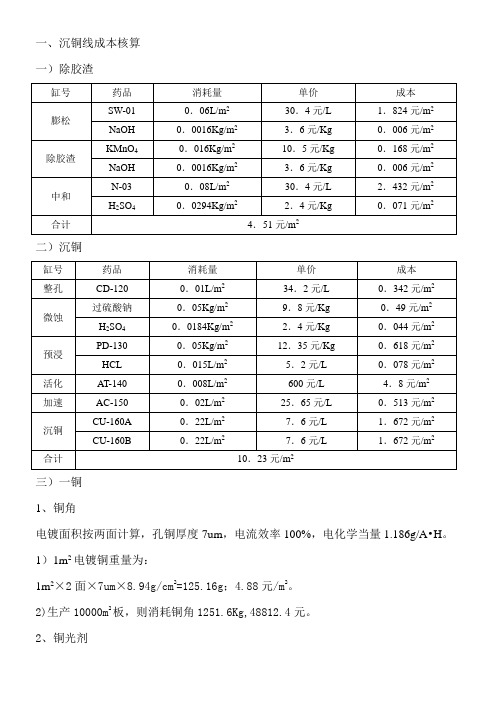
一)除胶渣
缸号
药品
消耗量
单价
成本
膨松
SW-01
0.06L/m0016Kg/m2
3.6元/Kg
0.006元/m2
除胶渣
KMnO4
0.016Kg/m2
10.5元/Kg
0.168元/m2
NaOH
0.0016Kg/m2
3.6元/Kg
0.006元/m2
3)生产10000m2板,则消耗铜光剂320L,12160元。
3、一铜成本为:6.01元/m2。
二、脉冲电镀线成本核算
脉冲镀铜(按25um计算)
1、生产1m2板,铜角消耗为450g,则0.45×39=17.55元/m2
2、生产1m2板,光剂消耗为:300×0.45=135mL
则光剂成本为:0.135×=元/m2。
2)生产10000m2板,则消耗铜角1251.6Kg,48812.4元。
2、铜光剂
1)1m2电镀安培小时为:
125.16÷1.186g/A•H=105.53A•H
2)铜光剂以300ml/1000A•H为准,1m2消耗铜光剂:
105.53A•H÷1000×300mL÷1000=0.032L,1.126元/m2。
沉铜
CU-160A
0.22L/m2
7.6元/L
1.672元/m2
CU-160B
0.22L/m2
7.6元/L
1.672元/m2
合计
10.23元/m2
三)一铜
1、铜角
电镀面积按两面计算,孔铜厚度7um,电流效率100%,电化学当量1.186g/A•H。
1)1m2电镀铜重量为:
1m2×2面×7um×8.94g/cm2=125.16g;4.88元/m2。
电镀常用的计算方法

电镀常用的计算方法在电镀过程中,涉及到很多参数的计算如电镀的厚度、电镀时间、电流密度、电流效率的计算。
当然电镀面积计算也是非常重要的,为了能确保印制电路板表面与孔内镀层的均匀性和一致性,必须比较精确的计算所有的被镀面积。
目前所采用的面积积分仪(对底片的板面积进行计算)和计算机计算软件的开发,使印制电路板表面与孔内面积更加精确。
但有时还必须采用手工计算方法,下例公式就用得上。
1.镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×Dk×t×ηk)/60r2.电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×Dk×ηk)3.阴极电流密度计算公式:(代号:、单位:安/分米2)ηk=(60×r×d)/(C×t×Dk)4.阴极电流以效率计算公式:Dk=(60×r×d)/(C×t×Dk)第三章沉铜质量控制方法化学镀铜(Electroless Plating Copper)俗称沉铜。
印制电路板孔金属化技术是印制电路板制造技术的关键之一。
严格控制孔金属化质量是确保最终产品质量的前提,而控制沉铜层的质量却是关键。
日常用的试验控制方法如下:1.化学沉铜速率的测定:使用化学沉铜镀液,对沉铜速率有一定的技术要求。
速率太慢就有可能引起孔壁产生空洞或针孔;而沉铜速率太快,将产生镀层粗糙。
为此,科学的测定沉铜速率是控制沉铜质量的手段之一。
以先灵提供的化学镀薄铜为例,简介沉铜速率测定方法:(1)材料:采用蚀铜后的环氧基材,尺寸为100×100(mm)。
(2)测定步骤:A. 将试样在120-140℃烘1小时,然后使用分析天平称重W1(g);B. 在350-370克/升铬酐和208-228毫升/升硫酸混合液(温度65℃)中腐蚀10分钟,清水洗净;C.在除铬的废液中处理(温度30-40℃)3-5分钟,洗干净;D. 按工艺条件规定进行预浸、活化、还原液中处理;E. 在沉铜液中(温度25℃)沉铜半小时,清洗干净;F. 试件在120-140℃烘1小时至恒重,称重W2(g)。
1电镀金:金耗用量的计算及耗用标准
1.计算公式:
镀层贵金属消耗成本(元)=表面积(dm2)×镀层厚度(μm) ×镀层的密度(g/cm3)×10-2×金属价格(元/g)
2.参数
(1)工件面积:2534400dm2/月。
(2)镀层厚度:在1.5A/dm2条件下,0.5min金镀层的厚度为0.0417/μm。
(3)金的密度:19.39/cm3。
(4)金的价格:175元/g。
3.计算
(1)金镀层的金属成本=2534400×0.0417×19.3×10-2×175=3569493.3元/月)
(2)单位面积耗用标准
1.基础数据
(1)利润率:按产值的10%计算。
(2)管理费用:按产值的5%计算。
(3)税:按产值的5%计算。
2.计算
设金工序的报价为2元/dm2
(1)耗用标准
电耗用标准+人员工资耗用标准+固定资产分摊标准+
金属阳极耗用标准+水的耗用标准+化学材料耗用标准=0.0004+0.0049+0.0017+1.4825+0.0024+0.0244=1.5163(元/dm2)
(2)报价计算
1.5163+x×10%+x×5%+x×5%=x
3.数据分析
(1)电占比例:
(2)人员工资占比例:
(3)固定资产分摊占比例:
(4)金属阳极占比例:
(5)水占比例:
(6)化学材料占比例:
(7)月产值:
2407680dm2/月=l.8954元/dm2=456.4万元/月。
电镀公式及计算实例

电镀公式δ=100KDtη/(60γ)(其中δ膜厚μm,K电化学当量g/(A·h),D 电流密度A/dm2,t电镀时间min,η电流效率,γ密度g/cm3,v电镀速率μm /min)。
计算时,首先要把各个参数的单位换算成上述单位,就可以直接代入计算。
其中,K和γ都是从手册上查的,当然也可以在网上查。
由上述公式可得,电镀速率v=δ/t=100KDη/(60γ),该公式可以由电流密度D计算电镀速率v。
变换一下,就可以由电镀速率v计算电流密度D=60γv/(100Kη)。
v和D都知道后,就可以确定电流I和时间t——I=D×S(其中I电流A,D电流密度A/dm2,S面积dm2)t=δ÷v(其中t时间min,δ膜厚μm,v电镀速率μm /min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8.92 g/cm3,二价Cu2+的电化学当量K=1.186 g/(A·h) 实例一.要求速率是v=0.5μm /min时,假设η=95%,电流密度D=?D=60γv/(100Kη)=60×8.92×0.5/(100×1.186×95%)=2.375A/dm2实例二.反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?v=100KDη/(60γ)=100×1.186×1×95%/(60×8.92)=0.2105μm /min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0.2105D,上次算的0.2216是假设η=100%算的)。
比如,若D=2 A/dm2,则v=0.2105×2=0.4210μm /min再如,若v=0.5μm /min,则D=0.5÷0.2105=2.375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
电镀的产能计算与耗金计算

电镀的产能计算与耗金计算电镀的产能计算与耗金计算产能计算:产能=产速/端子间距产能(KPCS/HR)=60L/P(L:产速(米/分),P:端子间距MM)举例:生产某一种端子。
端子间距为5。
0MM,产速为20米/分,请问产能?产能(KPCS/ Hr)=60×20/5=240KPCS/Hr耗金计算:黄金电镀(或钯电镀)因使用不溶解性阳极(如白金太綱),故渡液中消耗只金属离子无法自行补给。
需依赖添加方式補充。
一般黄金是以金盐(金氰化钾)PGC来补充,而钯金属是以钯盐(如氯化铵钯。
硝酸铵钯或氯化钯)来补充。
本段将添加量计算公式简化为:金属消耗量(g)=0.000254AZD(D:为金属密度g/cm3)①黄金消耗量(g)=0.049AZ(黄金密度19.3g/cm3)PGC消耗量(g)=0.0072AZ②钯金属消耗量(g)=0.00305AZ(钯金属密度为12.0g/cm3)③银金属消耗量(g)=0.02667AZ( 银金属密度为10.5 g/cm3)A:为电镀面积Z:为电镀厚度理论上1PGC含金量为0.6837g,但实际上制造出1Gpgc,含金量约在0.682g之谱。
举例:有一连续端子电镀机,欲生产一种端子10000支,电镀黄金全面3μ``,每支端子电镀面积为50mm2,实际电镀出平均厚度为3.5μ``,请问需补充多少gPGC?①10000支总面积=10000×50=500000 mm2=50dm2②耗纯金量=0.0049AZ==0.0049×50×3.5==0.8575g③耗PGC量==0.8575/0.682==1.26g或耗PGC量==0.0072AZ==0.0072×50×3.5==1.26g阴极电镀效率计算:一般计算阴极电镀效率(指平均效率)的方法有两种,如下:阴极电镀效率E==实际平均电镀厚度Z`/理论电镀厚度Z举例:假设电镀镍金属,理论电镀厚度为162μ``,而实际所测厚度为150μ``,请问阴极电镀效率?E==Z`/ Z==150/162==92.6%一般镍的阴极电镀效率都在90%以上,90/10锡铅的阴极电镀效率约在80%以上,黄金电镀则视药水金属离子含量多寡而有很大的差异。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电镀电镀厚度及成本的计算公式
一、镀层厚度:
1、理论计算公式:Q=I×TI=J×S
Q:表示电量,反应在PCB上为镀层厚度;
I:表示电镀所使用的电流,单位为A(安培);
T:表示电镀所需的时间,单位为min(分钟);
J:表示电镀密度,指每平方英尺的单位面积上通过多少安培的电流,单位为ASF(A/Ft2);
S:表示受镀面积,单位为Ft2(平方英尺)。
2、计算公式:【备注:1um=39.37微英寸(μ")=0.03937毫英寸(mil)】
(1)、铜镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0202(电镀系数)
(2)、镍镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0182(电镀系数)
(3)、锡镀层厚度(um)=电流密度(ASF)×电镀时间(min)×电镀效率(%)×0.0456(电镀系数)
二、电镀成本计算方法:
电镀成本=面积(CM2)×厚度(CM)×金属密度(g/CM3)×[1+带出损耗率(%)]×金属单价(元/克)
★例举1:电镀金成本计算[厚度为3微英寸(μ")]
A、计算镀金面积:S=1.0dm2=100CM2
则:3μ"=(1÷39.37)×3=0.0762(um)=0.00000762(cm)
金盐单价:220元/g
金密度:19.3g/CM3
B、镀金成本=[镀金面积(CM2)×镀金厚度(CM)×金密度(g/CM3)]÷金盐含量×金盐单价(RMB/g)×[1+带出损耗(%)] =[100(CM2)×0.00000762(CM)×19.3(g/CM3)]÷68.3%×220(RMB)×(1+10%)
=5.20元
★例举2:电镀铜成本计算[假设镀铜面积为100M2;厚度为0.7mil]
A、镀铜面积:100M2=1000000CM2
镀铜厚度:0.7mil=0.7×0.00254CM
铜的密度:8.9g/CM3
B、镀铜成本=镀铜面积(CM2)×镀铜厚度(CM)×铜密度(g/CM3)×[1+带出损耗率(%)]×铜价格(元/g)
=1000000CM2×(0.7×0.00254)CM×8.9g/CM3×(1+10%)×(45元/KG÷1000)
=783.298元
化学镀镍加工成本核算方法
对于化学镀镍加工成本问题是每一个化学镀镍加工厂最为关心的问题,也是要投入这一行业的人员首先应该考虑的问题,然而对一般的原料供应商及技术转让单位为了让准客户决心投产而往往对加工成本一事有故意报低的事实,特别是有些单位甚至于说化学镀镍的成本仅为电镀成本的三分之一,这纯属无稽之谈,因为其一电镀是利用电还原沉积,无论如何它都比化学镀镍中使用还原剂氧化还原沉积要廉价的多,更何况化学镀镍中还原剂的利用率远没有电镀高。
其二,电镀的品种很多,其成本存在天壤之别。
比如镀锌,价格较低,一般加工成本在700元左右每吨,电镀镍约为0.5-0.7元每平方分米镀10微米;化学镀镍与镀铬同样也没有可比性。
这样就要求我们自已要掌握化学镀镍加工成本的计算方法,结合自已的实际情况,以核算自已的生产加工总成本。
化学镀镍加工成本一般有以下几块组成:
1、镀液成本:
化学镀液成本可以这样计算:每平方分米镀10微米消耗材料有硫酸镍4.4克;次亚磷酸钠5.3克;醋酸钠3.0克。
络合剂、稳定剂、光亮剂等其它材料约0.08元;现在市场材料价格大致为:硫酸镍23元/公斤;次亚磷酸钠14元/公斤;醋酸钠4元/公斤。
这样每平方分米镀10微米厚镀层的镀液成本约合计为0.2元。
如果你是使用浓缩液,镀液成本还会高一些,一般在0.4-0.5元之间不等。
2.前处理材料费用:
镀液前处理根据不同材质加工件处理液及处理方法各不相同,所以前处理的成本也不相同。
钢铁件的前处理材料费用约为0.02元/平方分米;铝件约为0.1元;铜件约0.06元;非金属件还要高些,约0.2-0.3元。
3.后处理(不含热处理及包装费用)材料费用基本差不多,约0.03元左右。
4.水、电、燃煤费用:
如果仅计算照明、除油、空压泵、水泵等用电及清洗用水成本约0.05元;如果采用电加热,成本约为0.2元。
如果采用蒸汽作为加热介质,其煤费用约0.06元,水电煤合计为0.11元(蒸汽加热)或0.2元(电加热)。
5.管理费用及工资支出:
此费用与管理水平、地区不同有较大差别,一般估计其成本应为0.15-0.2元。
6.税金:
化学镀镍加工的总成本中的可取得增值税票的部分不多,所以税负相对较重,一般占到含税产值的10%,如果按现行最低加工费1.5元/平方分米镀10微米计算税金应交0.15元左。