注塑成型表(最新)
P FMEA表 样表

5
3
48
43
2 30 2 24
缺胶
影响产品功能
8
模具温度过低
2
注塑计量过小
1
射胶压力过小 保压压力过小 射胶速度过慢
制定注塑成型参数 2 作业指示书,设定
成型参数
PQC巡检;每3小时 注塑参数监察
4
2
保压速度过慢
64 参照作业标 品2小时 定成型参数
3 42
天内
换
3 2 3 18
首件不良
外观不良
6
操作不当,导致刮 伤
培训员工操作手法
2
PQC每2小时检查一次
3
调整成型参 36 数,修模
调整成型参 数,修模
功能不良
8
部件组装后致性能 不良
2
4
PQC每2小时检查一次
2
3
64
调整成型参 数
注塑部/ 调整成型参数 2小时内
3
2
调整成型参 48 数和检查模
训
23
35
对员工进行
抽样标准培
24
训
22
5 30 2 16 4 24 2 30
3 18
3 12
参照SOP包装 标识出错产
指示
品,少数.
功能失效/质量缺陷
7
员工对标识要求掌 握不清楚
入库单
1
全检
4 28
2 2 5 20
入库/出货
核对数量
出错产品
延误交期、客诉、成 品装配错误
8
员工对标准掌握不 清楚
出库单/出货单
作业指示书,设定 成型参数、PQC
2
员工作业自检,每2小 时巡检工艺参数
注塑工艺表(中英文)
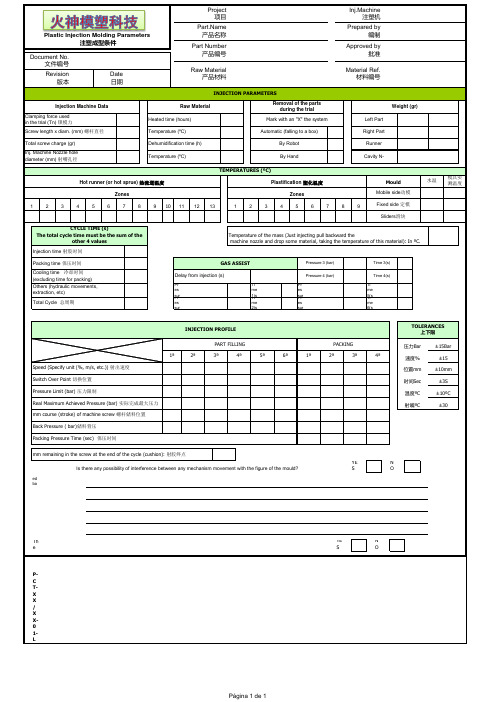
Pr es sur Ti me 1(s Pr es sur Ti me 5(s Pr es surTi me 2(sPr es surTi me 6(sYE S N OFe ed baTh eYE S N OP-C T-X X /X X-01-LProject 项目Inj.Machine注塑机 产品名称Prepared by编制Plastic Injection Molding Parameters注塑成型条件Part Number产品编号Approved by批准Document No.文件编号Raw Material产品材料Material Ref.材料编号Revision版本Date 日期INJECTION PARAMETERSInjection Machine DataRaw MaterialRemoval of the partsduring the trial Weight (gr)Clamping force used in the trial (Tn) 锁模力Heated time (hours)Mark with an "X" the system Left Part Screw length x diam. (mm) 螺杆直径Temperature (ºC)Automatic (falling to a box)Runner Right Part Temperature (ºC)By HandTotal screw charge (gr)Dehumidification time (h)By Robot Cavity N-TEMPERATURES (ºC)Hot runner (or hot sprue) 热流道温度Plastification 塑化温度Mould 水温模具实测温度Inj. Machine Nozzle hole diameter (mm) 射嘴孔径ZonesZones Mobile side 动模12345678910111213123456789Fixed side 定模Sliders 滑块CYCLE TIME (s)The total cycle time must be the sum of theother 4 values Temperature of the mass (Just injecting pull backward themachine nozzle and drop some material, taking the temperature of this material): In ºC.Injection time 射胶时间Packing time 保压时间GAS ASSISTPressure 3 (bar)Time 3(s)Cooling time 冷却时间(excluding time for packing)Delay from injection (s)Pressure 4 (bar)Time 4(s)Others (hydraulic movements,extraction, etc)Total Cycle 总周期INJECTION PROFILETOLERANCES上下限PART FILLINGPACKING压力Bar ±15Bar 1ª2ª3ª4ª5ª6ª1ª2ª3ª4ª速度%±15Speed (Specify unit (%, m/s, etc.)) 射出速度位置mm ±10mm Switch Over Point 切换位置时间Sec ±3S Pressure Limit (bar) 压力限制温度ºC ±10ºC Real Maximum Achieved Pressure (bar) 实际完成最大压力射嘴ºC±30mm course (stroke) of machine screw 螺杆储料位置Back Pressure ( bar)储料背压Packing Pressure Time (sec) 保压时间mm remaining in the screw at the end of the cycle (cushion): 射胶终点Is there any possibility of interference between any mechanism movement with the figure of the mould?Página 1 de 1。
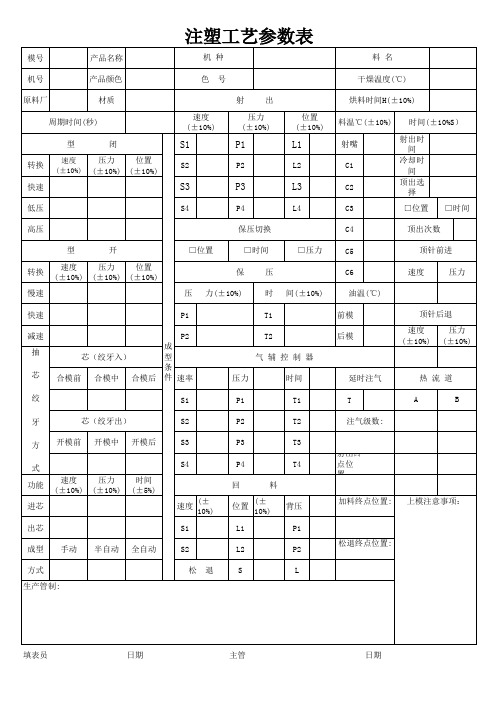
注塑成型参数表
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
注塑标准成型条件表

标准周期:
±5℃ h 螺杆直径
除湿 热风
∮
半全 自自 动动
机械手取出 自由落下
模温标准值 单位
控制方式
℃ 发热板 模温机 常温
℃ 发热板 模温机 常温
热流道温度 1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
热流道标准值
胚料预热温度标准 值
参考设定值
(重要参数)变更要求:保压压力、保压时间、保压速度未经验证许可禁止调整、充填位置±1mm;炮筒温度±10℃热
计量式 延 冷却迟时 中间间时
间
开锁模 开
位模 置速 度
位 置速 度
前松退
s
位
m
es
置速
mm
es
度
m
e
1 s 位置
背压
转速
2计 段量
m
mkgf/c
2
rm
延
p
迟
后松退 m mm
sm e
计量
段
锁
方
顶
4
3
2
1
数
段
段
段
段m
模 TON
式
出
c
延
os 保
顶针
s
1 段
2 段
3 段
4 段
m %
高压 m
低 位压 置压
m %
流道温度标准值±10℃;烤料温度±5℃;模具温度标准值±10℃;胚料预热温度标准值±10℃;
保压
保压速
m
度
4321
m
Zero
充填设定
PC-ABS塑料成型物性表
PC-ABS塑料成型物性表
ABS/PC
典型应用范围: 计算机和商业机器壳体、电器设备、草坪园艺机器、汽车零件仪表板、内部装修以及车轮盖)。
注塑模工艺条件:
干燥处理:加工前的干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110C,2~4小时。
熔化温度: 230~300C。
模具温度:50~100C。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性: PC/ABS具有PC和ABS两者的综合特性。
例如ABS的易加工特性和PC的优良机械特性和热稳定性。
二者的比率将影响PC/ABS材料的热稳定性。
PC/ABS这种混合材料还显示了优异的流动特性。
收缩率在0.5%左右。
PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物
典型应用范围:齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
注塑模工艺条件:
干燥处理:建议110~135C,约4小时的干燥处理。
熔化温度:235~300C。
模具温度:37~93C。
化学和物理特性: PC/PBT具有PC和PBT二者的综合特性,例如PC的高韧性和几何稳定性以及PBT的化学稳定性、热稳定性和润滑特性等。
收缩率在0.5%左右。
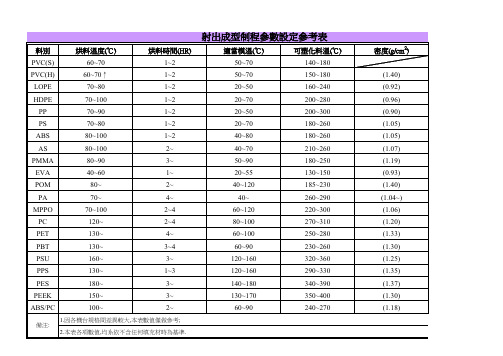
注塑型材料各项参数表(最全)
(1.35)
180~
3~
140~180
340~390
(1.37)
150~
3~1Biblioteka 0~170350~400(1.30)
100~
2~
60~90
240~270
(1.18)
收縮率(%) (1.5~) (0.3) (1.5~) (1.5~) (0.8~) (0.4) (0.6) (0.4) (0.4) (1.0~) (1.8~) (0.4~) (0.6) (0.6) (0.3) (1.7) (0.7) (1.1) (0.8) (1.1) (0.6)
(資料來源):射出成型實務
備注:
1.因各機台規格間差異較大,本表數值僅做參考; 2.本表各項數值,均系依不含任何填充材時為基準.
審核:闕伍生
制表:劉麗
(資料來源):射出成型實務
收縮率(%) (1.5~) (0.3) (1.5~) (1.5~) (0.8~) (0.4) (0.6) (0.4) (0.4) (1.0~) (1.8~) (0.4~) (0.6) (0.6) (0.3) (1.7) (0.7) (1.1) (0.8) (1.1) (0.6)
80~100
40~80
180~260
180~260
(1.05)
80~100
2~
40~70
210~260
(1.07)
80~90
3~
50~90
180~250
(1.19)
40~60
1~
20~55
130~150
(0.93)
80~
2~
40~120
185~230
(1.40)
70~
注塑P-FMEA表--样表

修模或加工
第 3 页,共 4 页
{注塑(Injection
参照OK样板
Potential Failure Mode And Effective Analyse
潜在失效模式 潜在失效后果 严 重 分级 度 S 现行过程控制 潜在失效起因/机理 预防控制 频度 O 控制探测 风险顺 序数 探测 RPN 度D 建议措施 责任和目 标 完成日期 措施执行结果 采取的措施 严 重 度 频 度 探 测 度 R P N
射胶压力过小 保压压力过小 计量过小 参照OK样板 缩水 影响产品外观 6 射胶速度过慢 保压速度过慢 射胶时间过短 保压时间过短 模温过低/过高 按最新标准更 新的重量标准 重量过轻 重量过重 装配不良 装配不良 6 6 △ △ 注塑参数不合理 注塑参数不合理 出模不顺 I-1010 注塑 拉坏 影响产品功能 7 取出手法不当 擦花 影响产品外观 6 员工操作不当 原料有黑点 料温高,料碳化 使用X-R图控制 使用X-R图控制 《模具保养操作指 引》 严格按取放产品操 作指引操作 培训员工操作手法 每班清理车间环境 制定注塑成型参数 作业指示书,设定 成型参数 严格按《机器设备 保养操作指引》进 行保养 制定注塑成型参数 作业指示书,设定 成型参数、PQC 首检 制定注塑成型参数 作业指示书,设定 成型参数
退回供应商更 换 退回供应商更 换 调整成型参 数,修模 调整成型参数 调整成型参数 和检查模具
4 3
2 2
3 3
24 18
3
2
3
18
4 5 4
2 3 3 3 3 1 3 4 4 2 2 1 2 3
3 2 2 2 2 5 2 2 2 3 4 4 3 3
12 30 24 36 24 30 30 24 40 24 40 12 36 45
注塑成型参数表

烘料温度(℃) 模温 (周℃期) (sec)
制定日期 修订日期
档编号 制表 审核 批准
制定单位 版本
注塑 A1
xxxxxxxxxxxx公司
产品名 称产:品料 号模:具编 号关:于成型 条件设
速度 (mm/sec)
射胶一 射胶二 射胶三 射胶一
成型参数指示表 机台规 格 螺: 杆规 格 材: 料:
保压
保压一 速度(mm/sec)
保压二 保压一 压力(bar) 保压二
射出
压力(bar) 射胶二 射胶三
保压一 时间(sec)
保压二
射胶一 位置(mm) 射胶二
加料位置 位置(mm)
松退位置
射胶三
加料
加料压力
射胶时间(sec)
加料速度 背压(bar)
部位 射嘴
温度偏差 值
温度设定值
产品图示
温度
第一段 料管温度℃
第二段
第三段
第四段
干燥时间
冷却(sec) 注意事 项1、:停机 10分钟以 2、每天 须套定加期 润清滑 油3、脂停。机 前提前10 洗料管。 4、技师 须可每超日 出仔公 差更,时如 ,因由 领示班书提 修出订 申之请版表 次,进 行5、更品改管。 对书成为型 标条 准,认真 围内.
住友注塑成型工艺参数表
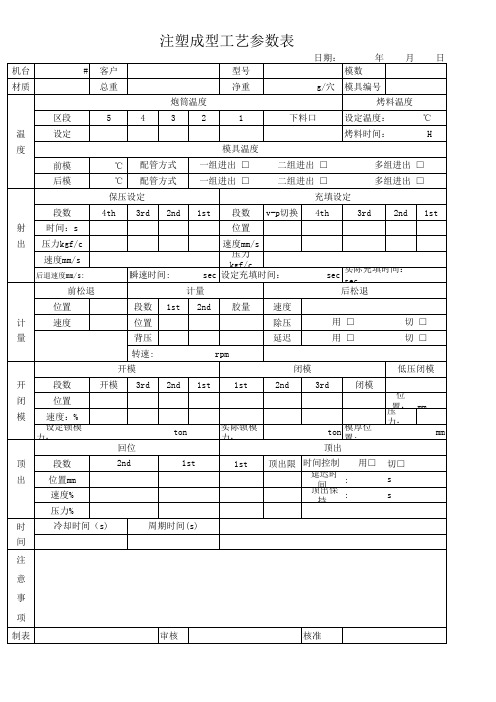
日期: 机台 材质 # 客户 总重 炮筒温度 区段 温 度 前模 后模 ℃ ℃ 配管方式 配管方式 设定 模具温度 一组进出 □ 一组进出 □ 二组进出 □ 二组进出 □ 充填设定 2nd 1st 段数 位置 速度mm/s 压力kgf/c 瞬速时间: sec 设定充填时间: 计量 段数 位置 背压 转速: 开模 开 闭 模 段数 位置 速度:% 设定锁模力: 回位 顶 出 段数 位置mm 速度% 压力% 时 间 注 意 事 项 制表 审核 核准 冷却时间(s) 周期时间(s) 2nd 1st 1st ton 实际锁模力: ton 模厚位置: 顶出 顶出限 时间控制 延迟时间 : 顶出保持 : 用□ 切□ s s 开模 3rd 2nd 1st 1st 2nd rpm 闭模 3rd 闭模 位置: 压力: mm % mm 低压闭模 1st 2nd 胶量 速度 除压 延迟 用 □ 用 □ 切 □ 切 □ sec 实际充填时间: 后松退 sec v-p切换 4th 3rd 2nd 1st 多组进出 □ 多组进出 □ 5 4 3 2 1 下料口 型号 净重 模数 g/穴 模具编号 烤料温度 设定温度: 烤:s 压力kgf/c 速度mm/s
后退速度mm/s:
4th
3rd
前松退 位置 计 量 速度
附注: 非经核准不得做为成型依据,数据允许10%波动,但要保持最后更新
注塑成型参数表(双色)

机台号:
试模 试产 正常生产
Customer 客户
Material 材料
A:
B:
Mold No. 模号
*Drying
A:
烘料温度±10℃
B:
Model
啤
机型号:
Colour 颜 色
A:
B:
Injecting Parameter 成 形 条 件
sunk back 倒索
压
速
位
压
速
位
力
度
置
力
度
置
备注:1.各机台的参数转换以参照其实际值进行相应的设定。
2.压力转换公式:1bar=0.1mpa 1kg/c㎡=0.91bar 。
设定
名称 中子一进 core in
压力± 10Bar Pressure
中子一退 core out
中子二进 core in
中子二退 core out
式
A:
core
后模
B:
Cavity A:
Tep 前模温
±5℃ B:
A:
CORE Tep 后模温
±5℃ B:
Cavi
Mold ty前
water
A:
lanc 模
conne
ct
drawi
ng
运
水 图
Core 后模
A:
年
产品编号 part.NO.
part releasedby 开机方式
Setting 设定
4st
Position
位置±
Hale Waihona Puke 10mm前进Advance 12
成型条件记录表
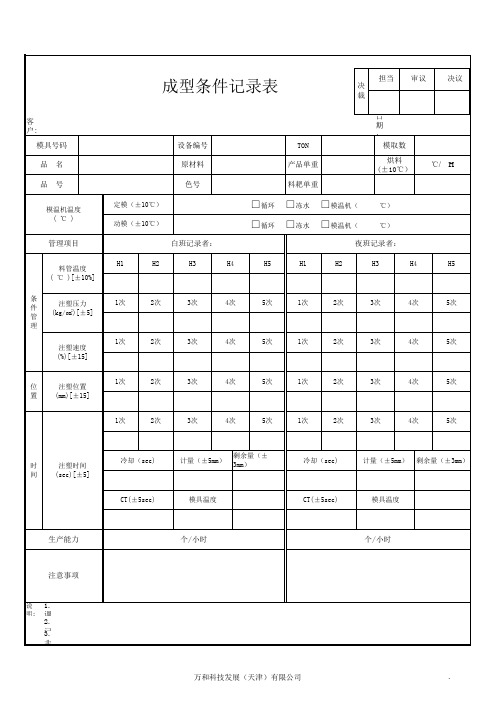
万和科技发展(天津)有限公司
.
万和科技发展(天津)有限公司
.
料管温度 ( ℃ )[±10%] 条 件 管 理 H1 H2
夜班记录者:
H4 H5 H1 H2 H3 H4 H5
H3
注塑压力 (kg/㎠)[±5]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
注塑速度 (%)[±15]
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
位 置
注塑位置 (mm)[±15]
1次
2次
3次
4次
成型条件记录表
客户: 模具号码 品 品 名 号
定模(±10℃) 动模(±10℃)
决 裁
担当
审议
决议
日期: 设备编号 原材料 色号 TON 产品单重 料耙单重 模取数 烘料 (±10℃)
年
月
日
℃/ H
模温机温度 ( ℃ )
□循环 □循环
白班记录者:
□冻水 □冻水
□模温机( □模温机(
℃) ℃)
管理项目
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
1次
2次
3次
4次
5次
时 间
注塑时间 (secmm)
剩余量(±3mm)
冷却(sec)
计量(±5mm)
剩余量(±3mm)
CT(±5sec)
模具温度
CT(±5sec)
模具温度
生产能力
个/小时
个/小时
常用塑料注塑工艺参数表:
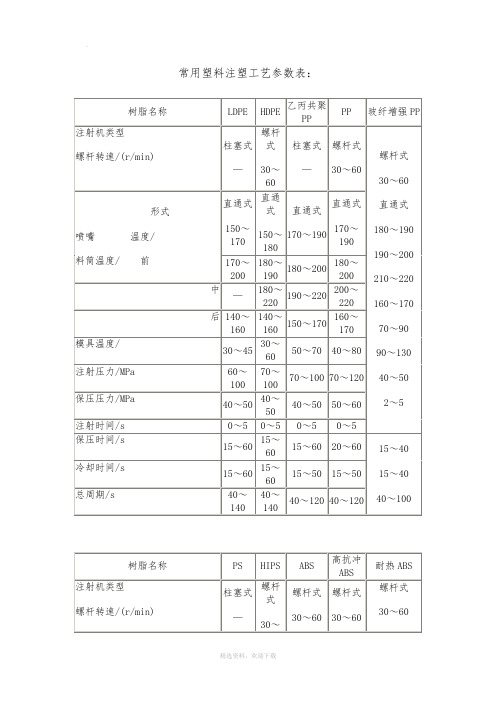
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13|分类:个人日记 |标签: |字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃;2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC 分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定1、常用品种及其熔点:q品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q熔点:尼龙n系列:尼龙-6215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46295℃;尼龙-66255~265℃;尼龙-610215~223℃;尼龙-1010200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑成型参数表

广东备 文件编号:LMZD-000000-01产品名称酷Y模具模具编号YH-09006胶原料A PPA180色粉编号见备注注塑周期14.0S±10%机台编号BT150V-11出模穴数8∧7胶原料B 色粉比例见备注制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例%回料比例动模射嘴一段版 本A0温度设定(±10℃)200190二段三段四段烘料定模注塑2注塑1设定项目启动180178168快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503038位置 (±10mm)280压力(±10bar)303010020位置 (±10mm)01540400903548压力(±10bar)502538速度 (±10%)35速度 (±10%)15205040开模设定保压设定设定项目慢速减速中速3030快速启动注塑时间(±2S) 1.8冷却时间(±2S) 4.03020保压2保压1位置 (±10mm)260压力(±10bar)23050设定项目保压5保压4保压335382065压力(±10bar)203016速度 (±10%)15保压时间(±2S)3545速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1503位置 (±10mm)5301545压力(±10bar)30501004540速度 (±10%)35353035中子设定顶针模式50速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目80压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)粉红:B1341 比例:0.57%黄色:B1340 比例:0.6%蓝色:B1342 比例:0.46%备注PP 色粉编号见备注色粉比例见备注产品名称水果模具模具编号YH-09006胶原料A %回料比例注塑周期18.5S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210225220快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353845位置 (±10mm)350压力(±10bar)3015015位置 (±10mm)20605001005064压力(±10bar)454058速度 (±10%)35速度 (±10%)156550开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S) 5.08020保压2保压1位置 (±10mm)380压力(±10bar)360150设定项目保压5保压4保压340453550压力(±10bar)204030速度 (±10%)20保压时间(±2S)4555速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1308位置 (±10mm)10201045压力(±10bar)25301005040速度 (±10%)20352025中子设定顶针模式35速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 2 )次设定项目85压力(±10bar)25吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)香蕉模具*2草莓模具*2桃子模具*2梨子模具*2穴位分布黄色:B1358 比例:0.74%品红:B1335 比例:0.33%绿色:B1336 比例:0.6%动作时机备注:位 置(±10mm)设定项目吹气1吹气2吹气3位置 (±10mm)吹气设定压力(±10bar)速度 (±10%)中子设定顶针模式( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目1入1出2入2出3入3出8035速度 (±10%)20201515压力(±10bar)25302030速度 (±10%)压力(±10bar)9540903位置 (±10mm)5201550设定项目顶退1顶进2顶进1顶进2位置 (±10mm)加料设定顶针设定设定项目前松退加料1加料2加料3后松退保压时间(±2S)速度 (±10%)2040453525速度 (±10%)压力(±10bar)2040505080压力(±10bar)位置 (±10mm)33030020010050设定项目保压5保压4保压3保压2保压12530快速启动注塑时间(±2S) 2.2冷却时间(±2S)12.0速度 (±10%)254035开模设定保压设定设定项目慢速减速中速速度 (±10%)154068压力(±10bar)4055500100压力(±10bar)406075位置 (±10mm)300250125终止位置 (±10mm)04560设定项目启动快速慢速低压高压210注塑设定关模设定设定项目注塑5注塑4注塑3注塑2注塑1240245240230温度设定(±10℃)定模动模射嘴一段二段三段四段烘料2013/3/6机台吨位 150 Ton 水口比例10%AB比例回料比例版 本A0机台编号BT150V-11出模穴数4∧40.46%制定日期B1342蓝注塑周期24.0S±10%产品名称推筒模具编号NP0004-06A 1:1胶原料A PP 色粉编号胶原料B HIPS 色粉比例动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东备注PP 色粉编号B1342蓝 核准:审核:曾文峰 制表:黄勇HIPS 色粉比例0.46%注塑成型参数表 文件编号:LMZD-000000-04产品名称推杆模具编号NP0004-07A 胶原料A 1:1回料比例注塑周期25.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3位置 (±10mm)压力(±10bar)位置 (±10mm)压力(±10bar)速度 (±10%)速度 (±10%)开模设定保压设定设定项目慢速减速中速快速启动注塑时间(±2S)冷却时间(±2S)保压2保压1位置 (±10mm)压力(±10bar)设定项目保压5保压4保压3压力(±10bar)速度 (±10%)保压时间(±2S)速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1位置 (±10mm)压力(±10bar)速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)广东乐美文具有限公司PP/T03S 色粉编号见备注 核准:审核:曾文峰 制表:黄勇色粉比例见备注注塑成型参数表文件编号:LMZD-000000-05产品名称人形工具模具编号NP0004-05A 胶原料A 回料比例注塑周期22.0S±10%机台编号BT150V-11出模穴数8∧8胶原料B 二段三段四段制定日期2013/3/6机台吨位 150 Ton 水口比例10%AB比例195185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料205215210快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑353045位置 (±10mm)350压力(±10bar)331508位置 (±10mm)265300803845压力(±10bar)452538速度 (±10%)45速度 (±10%)155545开模设定保压设定设定项目慢速减速中速2025快速启动注塑时间(±2S) 2.2冷却时间(±2S)10.05020保压2保压1位置 (±10mm)380压力(±10bar)360180设定项目保压5保压4保压3455065100压力(±10bar)303530速度 (±10%)20保压时间(±2S)4045速度 (±10%)加料设定顶针设定设定项目前松退加料1加料2加料3后松退顶进2位置 (±10mm)设定项目顶退1顶进2顶进1556位置 (±10mm)5151530压力(±10bar)30351005030速度 (±10%)15201520中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出85压力(±10bar)25备注:广东乐美文具有限公司吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式动作时机时 间 (±2S)延 时 (±2S)桃红:B1371 比例:0.48%穴位分布人形铲*2蓝色:B1342 比例:0.46%人形耙*2黄色:B1358 比例:0.74%人形勺*2人形刀*2见备注注塑周期27.0S±10%动物模具1 核准:审核:曾文峰 制表:黄勇机台编号B4模具编号昆山模具注塑成型参数表文件编号:LMZD-000000-06产品名称胶原料A PP/T03S 色粉编号回料比例胶原料B 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例195190版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料210218215快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3603038位置 (±10mm)320压力(±10bar)2010015位置 (±10mm)250400803845压力(±10bar)501528速度 (±10%)20速度 (±10%)54535开模设定保压设定设定项目慢速减速中速3523快速启动注塑时间(±2S) 2.1冷却时间(±2S)10.05035保压2保压1位置 (±10mm)380压力(±10bar)35080设定项目保压5保压4保压335505080压力(±10bar)20备广东顶进2位置 (±10mm)设定项目顶退1顶进2顶进1547位置 (±10mm)5201030压力(±10bar)30251004540速度 (±10%)101024中子设定顶针模式30速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目65压力(±10bar)30吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)产品名称滚筒胶原料A 动作时机PPA180色粉编号见备注蓝色:B1342 比例:0.46%黄色:B1340 比例:0.6%草莓*1鸭子*1螃蟹*1香蕉*1穴位分布饼干人*1鱼*1南瓜*1乌龟*1色粉比例见备注注塑成型参数表 文件编号:LMZD-000000-06 核准:审核:曾文峰 制表:黄勇回料比例注塑周期30.0S±10%机台编号B6模具编号NP0005-02A 胶原料B 二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数8∧8AB比例190185版 本A0温度设定(±10℃)定模动模射嘴一段注塑2注塑1设定项目启动烘料200205205快速慢速低压高压注塑设定关模设定设定项目注塑5注塑4注塑3503545位置 (±10mm)300压力(±10bar)152508位置 (±10mm)2554001003545压力(±10bar)502535速度 (±10%)20速度 (±10%)82020开模设定保压设定设定项目慢速减速中速3530快速启动注塑时间(±2S) 2.0冷却时间(±2S)12.05020保压2保压1位置 (±10mm)380压力(±10bar)350150设定项目保压5保压4保压350505080压力(±10bar)20备注:广东乐美文具有限公司顶进2位置 (±10mm)设定项目顶退1顶进2顶进1607.5位置 (±10mm)5201550压力(±10bar)955540速度 (±10%)中子设定顶针模式速度 (±10%)( )单次顶出 ( √ )重复顶出顶针次数( 1 )次设定项目60压力(±10bar)吹气设定压力(±10bar)速度 (±10%)位置 (±10mm)1入1出2入2出3入3出位 置(±10mm)设定项目吹气1吹气2吹气3动作时间(±2S)控制模式时 间 (±2S)延 时 (±2S)黄色:B1340 比例:0.6%动作时机绿色:B1336 比例:0.6%穴位分布蓝色:B1342 比例:0.46%色粉编号见备注注塑周期18.0S±10% 核准:审核:曾文峰 制表:黄勇机台编号A6模具编号NP0005-01A 注塑成型参数表文件编号:LMZD-000000-06产品名称滚筒手柄胶原料A PS 1:1回料比例胶原料B HIPS 色粉比例见备注二段三段四段制定日期2013/3/20机台吨位 150 Ton 出模穴数4∧4AB比例210190版 本A0温度设定(±10℃)定模动模射嘴一段烘料200230220注塑设定关模设定。
注塑成型机台费率表
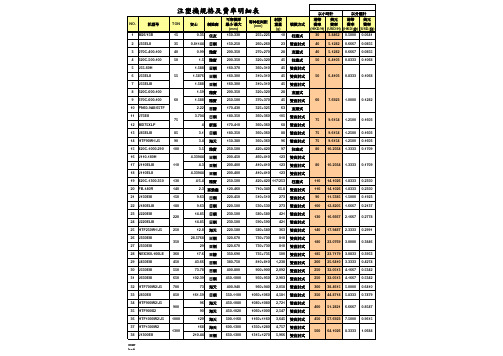
4.33944 日钢
200-450
460×410
123 雙曲肘式
110
4.3 日钢
200-400
410×410
123 雙曲肘式
80 10.2564 1.3333 0.1709
4.33944 日钢
200-400
410×410
123 雙曲肘式
130
4/5.4 雅寶
250-500
420×420 117/253 柱塞式
450 57.6923 7.5000 0.9615
1300
168 海天 210.44 日钢
600-1300 650-1300
1350×1280 1315×1270
4,757 雙曲肘式 5,966 雙曲肘式
500 8.3333 1.0684
NO.
机型号
1 M26/15B 2 J35ELII 3 270C-400-100 4 320C-500-100 5 J55-60H 6 J55ELII 7 J55ELIII 8 320C-600-100 9 370C-600-100 10 PN60-9AII/65TF 11 J75EII 12 MD75XLP 13 J85ELIII 14 HTF90W1/J5 15 420C-1000-290 16 J110-180H 17 J110ELIII 18 J110ELII 19 420C-1300-350 20 FB-140R 21 J150EIII 22 J180ELIII 23 J220EIII 24 J220ELIII 25 HTF250W1/J5 26 J350EIII 27 J350EIII 28 NEX360-100LE 29 J450EIII 30 J550EIII 31 J650EIII 32 HTF700W2/J5 33 J850EII 34 HTF900W2/J5 35 HTF900X2 36 HTF1000W2/J5 37 HTF1300W2 38 J1300EII Mar keti
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:XX/QR-86 版本/修订:A/0
注塑成型条件表
编制
班次
审核
机台号 材料名称 I、温度 设定
材料干燥
温度℃ 时间
产品编号 材料颜色
产品名称 成型周期
料筒温度
设定 设定值℃ 实际值℃
一段
二段
模具取数 标准产量
三段 四段
五段
油温
Ⅱ、开关 模设定
开模慢速 开模一快 开模快速 开模二慢
Ⅳ、托模 设定 托模方式
托模 托模进 托模退
压力 压力
压力
速度 终止位置 速度 终止位置
Ⅲ、中子 设定 中子绞牙 控制方式
中子 中子A进 中子A退 中子B进 中子B退
压力
〇=不用 〇=行程
速度
托模次数 速度 延时时间 终止位置
Ⅴ、警报 设定实际
全程计时 储料计时 射出前位置 射出监控位置
1=中子 1=时间 时间
2=绞牙 位置
Ⅵ、射出 、储料、 射出设定
射出 压力 射出一 射出二 射出三 射出四 保压一 保压二 保压三 保压转换方式
速度
时间 终止位置
储料设定 冷却时间
储料 储料一 储料二 射退
压力
储前冷却 速度 终止位置
Ⅶ、注意事项: