热塑性片状模塑料
常用材料分类及物性表

塑胶材料分类、物性表、材料特性、用途
以分子结构及特性分
以用途及使用区域分
热塑性:反复加热仍可以使用的合成树脂材料,材料在未分解、碳化下可根据材料性能进行比例回用。
常用的
热塑性材料有PVC、PS、PC、PMMA、ABS、PE、PP、POM、PA、PSU(聚矾)、SP(饱和聚脂)、PTFE
(聚四氟乙烯)。
热固性:加热初具有可溶性和可塑性,继续加热材料固化,不再具有可塑性。
前期分子呈线形结构,后期呈网
状结构,在加热过程中变化过程是不可逆的。
常见的热固性材料有PF(酚醛)、UP(不饱和聚脂)、氨基塑料
、有机硅塑料。
所有的热固性材料都是非结晶性材料,而热塑性材料中只有部分是结晶性或半结晶性。
两者之
间的最大区别就是可逆性和不可逆性,而热固性材料一般不用于民用产品,而且产量很低。
通用塑胶:产量大、用途广泛、价格低廉的塑料。
如PS、PP、PE、PU、PMMA、AS、PVC等。
成形面广,可
替代大部分其它材质,占使用材料比例的80%以上,是塑料工业的主体。
工程塑胶:具有较高的机械强度,良好的耐磨性、耐腐蚀性、自润滑性、稳定性等,可以取大代金属作机械部
件。
常用的五大工程塑胶,ABS、PC、POM、PA、(PBT)。
特殊材料:具有特殊性能的材料,如高耐热性、高电绝缘性、高不变异性、高耐腐蚀性、高抗老化性等。
专用
材料,一般普通注塑机不能使用。
材料分类。
塑料分类

塑料的分类、成分及特性塑料是一种用途广泛的合成高分子材料,在我们的日常生活中塑料制品比比皆是。
从我们起床后使用的洗漱用品、早餐时用的餐具,到工作学习时用的文具、休息时用的座垫、床垫,以及电视机、洗衣机、计算机的外壳,还有夜晚给我们带来光明的各种造型的灯具……塑料以它优异的性能逐步地代替了许多已经使用了几十年、几百年的材料和器皿,成为人们生活中不可缺少的助手。
塑料集金属的坚硬性、木材的轻便性、玻璃的透明性、陶瓷的耐腐蚀性,橡胶的弹性和韧性于一身,因此除了日常用品外,塑料更广泛地应用于航空航天、医疗器械、石油化工、机械制造、国防、建筑等各行各业。
一、塑料的分类塑料种类很多,到目前为止世界上投入生产的塑料大约有三百多种。
塑料的分类方法较多,常用的有两种:1、根据塑料受热后的性质不同分为热塑性塑料和热固性塑料热塑性塑料分子结构都是线型结构,在受热时发生软化或熔化,可塑制成一定的形状,冷却后又变硬。
在受热到一定程度又重新软化,冷却后又变硬,这种过程能够反复进行多次。
如聚氯乙烯、聚乙烯、聚苯乙烯等。
热塑性塑料成型过程比较简单,能够连续化生产,并且具有相当高的机械强度,因此发展很快。
热固性塑料的分子结构是体型结构,在受热时也发生软化,可以塑制成一定的形状,但受热到一定的程度或加入少量固化剂后,就硬化定型,再加热也不会变软和改变形状了。
热固性塑料加工成型后,受热不再软化,因此不能回收再用,如酚醛塑料、氨基塑料、环氧树脂等都属于此类塑料。
热固性塑料成型工艺过程比较复杂,所以连续化生产有一定的困难,但其耐热性好、不容易变形,而且价格比较低廉。
2、根据塑料的用途不同分为通用塑料和工程塑料通用塑料是指产量大、价格低、应用范围广的塑料,主要包括聚烯烃、聚氯乙烯、聚苯乙烯、酚醛塑料和氨基塑料五大品种。
人们日常生活中使用的许多制品都是由这些通用塑料制成。
工程塑料是可作为工程结构材料和代替金属制造机器零部件等的塑料。
例如聚酰胺、聚碳酸酯、聚甲醛、ABS树脂、聚四氟乙烯、聚酯、聚砜、聚酰亚胺等。
几种常用的热塑性塑料简介
PVC属于无定形料,吸湿小。成型前可以不用干燥,如有必要可在65℃左右干燥2小时。PVC的熔化温度和分解温度非常接近,流动性差。在成型前要加入增塑剂,稳定剂,润滑剂等多种助剂。经过改善后PVC的成型温度范围仍然很窄,约在160-190℃之间,熔体粘度高。超过190℃PVC就很容易分解放出HCL气体,而HCL又会加速PVC的分解,200度温度下与钢.铜接触更易分解,分解时逸出腐蚀.刺激性气体。所以成型PVC要尽量采用低温,低速,高压。现在普遍认为PVC产品有毒,其实PVC本身可以说是没有毒性的,毒性主要来自于各种添加剂。生产PVC的模具浇注系统宜粗短,浇口截面宜大,不得有死角。模具温度适宜在20-50℃,采用螺杆式注射机喷嘴时,孔径宜大,以防死角滞料,模具,螺杆和料筒表面应镀铬。最好不带镶件,如有镶件应预热。
5.ABS
5.1性能和用途
ABS(Acrylonitrile Butadiene Styrene丙烯腈-丁二烯-苯乙烯),是丙烯晴--丁二烯--苯乙烯共聚物,密度为1.05 g/cm³。为浅黄色粒状或珠状不透明树脂,无毒、无味、吸水率低,具有良好的综合物理机械性能,如优良的电性能、耐磨性,尺寸稳定性、耐化学性和表面光泽等,且易于加工成型。缺点是耐候性,耐热性差,且易燃。
POM强度高,质轻、常用建材来代替铜、锌、锡、铅等有色金属,广泛用于工业机械、汽车、电子电器、日用品、管道及配件、精密仪器等部门,适于制作减磨耐磨零件,传动零件,以及化工,仪表等零件。
7 .2成型注意事项
POM吸水率大于0.2%,成型前应预干燥,在80-90℃干燥3小时左右。POM熔融温度与分解温度相近,成型性较差。成型温度在180-200℃左右,最好不要超过210℃,成型收缩率为1.2-3.0%。POM属于结晶性塑料,熔融范围窄,熔融和凝固快,料温稍低于熔融温度即发生结晶,流动性中等。POM的摩擦系数很低,弹性好,塑件表面易产生皱纹花样的表面缺陷。极易分解,分解温度为240度,分解时有刺激性和腐蚀性气体发生。
热塑性复合材料成型工艺介绍

热塑性复合材料成型工艺介绍热塑性复合材料是以玻璃纤维、碳纤维、芳纶纤维等增强各种热塑性树脂的总称,国外称FRTP(Fiber Rinforced Thermo Plastics)。
由于热塑性树脂和增强材料种类不同,其生产工艺和制成的复合材料性能差别很大。
从生产工艺角度分析,塑性复合材料分为短纤维增强复合材料和连续纤维增强复合材料两大类:(1)短纤维增强复合材料①注射成型工艺;②挤出成型工艺;③离心成型工艺。
(2)连续纤维增强及长纤维增强复合材料①预浸料模压成型;②片状模塑料冲压成型;③片状模塑料真空成型;④预浸纱缠绕成型;⑤拉挤成型。
热塑性复合材料的特殊性能如下:(1)密度小、强度高热塑性复合材料的密度为1.1~1.6g/cm3,仅为钢材的1/5~1/7,比热固性玻璃钢轻1/3~1/4。
它能够以较小的单位质量获得更高的机械强度。
一般来讲,不论是通用塑料还是工程塑料,用玻璃纤维增强后,都会获得较高的增强效果,提高强度应用档次。
(2)性能可设计性的自由度大热塑性复合材料的物理性能、化学性能、力学性能,都是通过合理选择原材料种类、配比、加工方法、纤维含量和铺层方式进行设计。
由于热塑性复合材料的基体材料种类比热固性复合材料多很多,因此,其选材设计的自由度也就大得多。
(3)热性能一般塑料的使用温度为50~100℃,用玻璃纤维增强后,可提高到100℃以上。
尼龙6的热变形温度为65℃,用30%玻纤增强后,热形温度可提高到190℃。
聚醚醚酮树脂的耐热性达220℃,用30%玻纤增强后,使用温度可提高到310℃,这样高的耐热性,热固性复合材料是达不到的。
热塑性复合材料的线膨胀系数比未增强的塑料低1/4~1/2,能够降低制品成型过程中的收缩率,提高制品尺寸精度。
其导热系数为0.3~0.36W(㎡·K),与热固性复合材料相似。
(4)耐化学腐蚀性复合材料的耐化学腐蚀性,主要由基体材料的性能决定,热塑性树脂的种类很多,每种树脂都有自己的防腐特点,因此,可以根据复合材料的使用环境和介质条件,对基体树脂进行优选,一般都能满足使用要求。
SMC材料介绍
SMC材料SMC复合材料(片状模塑料)经高温一次模压成型,具有机械强度高、材料重量轻、耐腐蚀、使用寿命长,绝缘强度高、耐电弧、阻燃、密封性能好,且产品设计灵活,易规模化生产,并有安全美观的优点,具有全天候防护功能,能够满足室外工程项目中各种恶劣环境和场所的需要,克服了室外金属设备箱体的易锈蚀、寿命短和隔热保温性能差等缺陷,广泛应用于电信、电力和铁路等领域。
一、SMC绝缘板(不饱和聚酯玻璃纤维增强模塑料)SMC绝缘板采用不饱和聚酯片状模塑塑料压制而成,具有色泽均匀、耐电弧、FV0阻燃,吸水率低、耐漏电性好、尺寸公差稳定、翘曲小、介电强度及耐电压高。
用于高低压开关柜的各种绝缘板及结构件。
SMC板材为1000mm*2000mmSMC绝缘板材料已通过ROHS环保检测和桂林高压所检测,目前我公司已与西门子,施耐德,东芝白云,森源电气等开关厂合作,为电气行业提供合格的产品。
二、SMC的应用领域电工电气行业:各种开关柜的隔板、衬板、绝缘支座、支架、灭弧罩、灭弧筒及各类型的绝缘子、灭弧片、触头座、母线夹板及电机出线端子盒、电表箱等。
汽车行业:汽车保险杠、挡泥板、备胎仓、坐椅、仪表盘、防眩板等。
建筑行业:各种建筑物高层水箱、卫生间洁具、装饰板和其它产品。
铁路行业:信号灯、车厢窗框、信号盒外壳等。
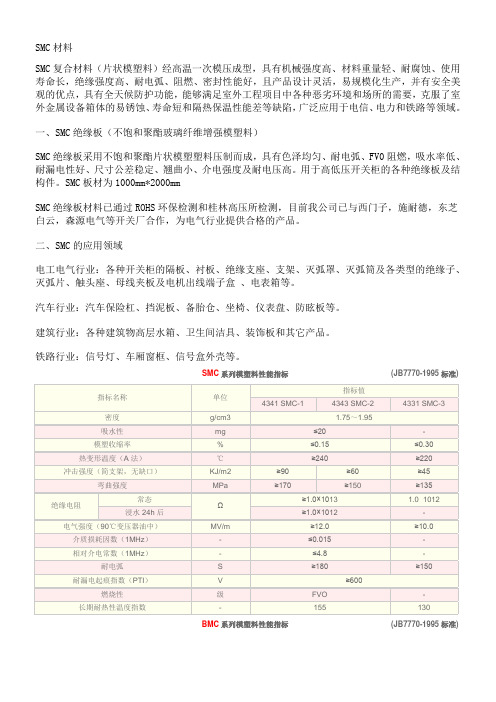
SMC系列模塑料性能指标(JB7770-1995标准)BMC系列模塑料性能指标(JB7770-1995标准)SMC材料在模压汽车配件行业特点及优势一、重量轻对于相同的部件,使用SMC复合材料制作后重量较之钢材轻20-30%,满足了汽车领域要求在保证部件强度的情况下减轻部件重量的要求,是汽车工业节能的理想产品。
另采用SMC部件不仅节省汕耗、节省能源,也有利于环境的改善。
二、物理性能优异其物理性能指标最能与金属材料抗衡,而且在高温条件下仍能保持机械性能,是一般热塑性塑料不可比拟的,是以塑代钢的理想材料。
三、集成化程度高设计自由度大SMC材料的流动特性及成型工艺决定了诸多零部件(如定位件、连接件、加强筋、凸缘及孔洞等)可实现一次性成型,可减少模具、工装的数量及焊接、组装等工序,从而显著降低成本,可实现低产量部件的低成本动作。
SMC和FRP介绍
SMC(片状模塑片)SMC是英文“SHEET MOULDING COMPOUNDS”的缩写。
它是以不饱和聚酯树脂为粘合剂,添加玻璃纤维、填料、颜料及其它助剂,浸渍玻璃纤维纱,两面用薄膜覆盖,以(卷状)供应的不饱和聚酯玻璃纤维复合材料。
由于其成型性、抗老化性好等特点被广泛应用在汽车工业、铁路车辆、建筑工程、以及电气工业与通讯工程中。
主要有电气型、机械型、防静电型、以及普通机械型,颜色有白色、桔红、灰色,也可根据客户要求生产各种颜色的SMC卷料。
BMCBMC是Bulk molding compound的英文缩写,翻译成中文是块状模塑料,团状模塑料。
国内常称作不饱和聚酯玻璃纤维增强模塑料(BMC模塑料,BMC材料,BMC 料团等)。
其主要原材料由短切玻璃纤维、不饱和聚酯树脂、填料,以及各种添加剂经充分混合而成的团状预浸料。
属于热固性模塑料成型材料中的一种,BMC 材料具有优良的电气性能,机械性能,耐热性,耐化学腐蚀性,又适应模压成型、注射成型、传递成型等各种成型方法,BMC材料配方调整灵活,可满足各种产品对性能的要求,其主要应用电工电器,电机,汽车,建筑,日用品类等等领域。
FRP玻璃钢(fiber reinforced plastic)吗?那是一种复合材料等等我详细地搜一下FRP(Fiber Reinforced Plastics)即纤维强化塑料,一般指用玻璃纤维增强不饱和聚脂、环氧树脂与酚醛树脂基体,俗称玻璃钢。
1.什么叫玻璃钢?玻璃钢是一种塑料,是用玻璃纤维增强的塑料,可用英文字母FRP表示。
塑料,从字面上讲,是指可塑性的材料,现在一般是指人造塑料,即由树脂加上各种添加剂制成的,如果树脂中没有添加任何添加剂则不能称为塑料,只能叫做树脂。
因树脂有热塑性和热固性之分,所以塑料也分为热塑性和热固性两种。
如果用玻璃纤维去增强热塑性塑料,可称为热塑性玻璃钢:如果用玻璃纤维增强热固性塑料,就叫做热固性玻璃钢。
塑料成型模具设计热成型
7.其他成型 板材旳弯曲,法兰旳弯制,管材旳弯制等,另外,有板材
卷成筒,容器旳口部或底部旳卷边和管材旳扩口等,都属于热 成型旳范围。
第二节 热成型旳设备
塑料工艺
热成型旳基本工序: 片材夹持、加热、成型、冷却、脱模
一.模具
1.工作压力不高时,可采用强度底旳材料制造模具。材料旳选择 要根据成型旳数量和质量要求而定,如木制模具合承受500次成型, 石膏模具可承受50次,型砂模具和树脂砂模可承受500次以上。 2.模具上旳通风孔制作也是在浇注型砂前插上表面涂有隔离剂旳 钢丝,浇注14小时后抽出钢丝。 3.外形简朴旳制品用阴模成型。因制品收缩,易取出,若构造复 杂,要施加顶出力;对用阳模成型小型拉伸制品时,阳模旳高度尤 为主要。阳模侧圆半径不应不大于板厚旳3-5倍。
品。
2) 应用范围广;日常生活中器皿,食品和药物包装, 汽车部件等。
3) 设备投资少;热成型压力不高,对设备要求不高。 4) 模具制造以便;∵压力低,除金属外,木材,塑料, 石膏等∴热成型在近十年才有较大旳发展。
塑料工艺
3.成型基本过程 1) 先将裁诚一定尺寸和固定形样旳片材夹在框架上; 2) 加热到热高弹态; 3) 成型 凭借施加压力使其贴近模具旳形面,从而得
定压强)→片材包住(模具反压力)封死→打开底模具部抽气孔抽 气→回吸而贴合→成型→冷却脱模→修整→制品 3)推气真空成型 如图 13-11
塑料工艺
塑料工艺
5.模压成型 单阳模法、 单阴模法、 对模成型
多和模压成型 使用也全部热塑性塑料
6.双片成型 这是成型中空制品旳一种措施 如图13-13 两块已加热到足够温度塑料片材,放在半合模具模框上夹
SMC片状模塑料的研究
SMC片状模塑料的研究前言片状模塑料(简称SMC)是由不饱和聚酯树脂、低收缩添加剂、填料、固化剂、增稠剂、脱模剂和玻璃纤维等组成的一种干片状的预浸料,它具有收缩率低、强度高、成型方便等特点,特别适合工业化大规模生产。
随着国内SMC生产制造技术、模压成型技术的不断提高,模具成本的降低、政府对工作环境等要求的提高,原来许多由手糊、喷射等工艺进行成型的产品,固化时间长、生产效率低、劳动力大、对环境有污染,开始逐步使用SMC模压成型工艺。
国内SMC已广泛应用于电器工业,如开关柜外壳、灭弧片、隔护板等;用于汽车、拖拉机驾驶室外壳,火车车厢窗框、坐祷;建筑用设施,如浴盆、净化槽等。
目前国内SMC模塑料的生产厂家很多,但是大部分厂家生产的SMC片材宽度仅为0.6米,生产SMC片材3KG/米,生产能力6吨/8小时,(1米宽SMC片材为5KG/米,生产能力10吨/8H)。
并且当模压大面积制品时,由于片材铺层面积不够,使片材流程加长,产生纤维取向收缩,造成表面波纹;严重时会进入空气,使制品截面出现气孔和对结线。
这就需要生产大宽幅的SMC片材。
SMC片材由0.6米宽增加到1米,每米的玻纤含量由0.6公斤就增加到了1公斤。
如何浸润好这些增加近一倍的玻璃纤维,做到增稠控制一致性,就成为了该课题的技术关键。
如果片材很硬,常常导致压制时的流动性不好;太软,工人在操作时粘手,外表面的薄膜上也粘满了树脂,不仅增加了操作上的不便,而且压制的成型品易出现气泡等缺陷,局部位置强度差,制品容易开裂。
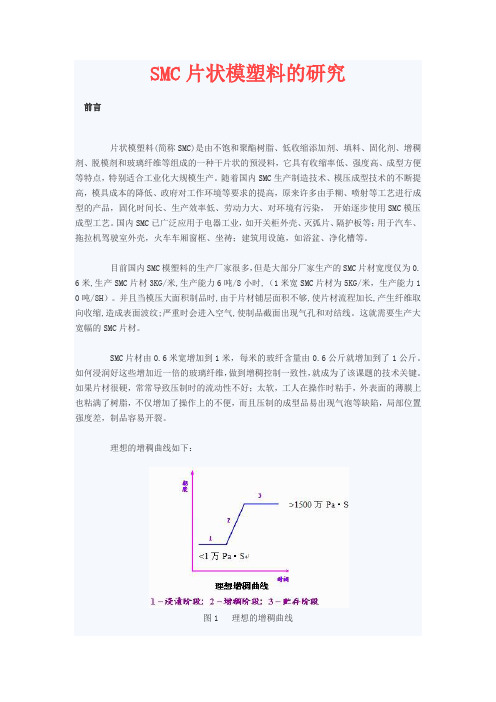
理想的增稠曲线如下:图1 理想的增稠曲线1) 初期浸渍阶段,树脂增稠要足够缓慢,保证玻纤良好的浸渍。
一般要求半小时内粘度不超过6万厘泊。
2) 增稠阶段速度要足够快,能够尽快进入模压操作。
即树脂糊粘度大于1500万厘泊。
3) 模压料达到模压粘度时,粘度保持平稳,有较长的贮存寿命。
做好增稠粘度的控制,可以带来以下优点:1) SMC片材表面不粘手,易于操作;2) SMC成型时,玻璃纤维能够流向成型品的所有部分,保证成型品各部分物理、化学性能的稳定;3) 使成型品具有好的外观。
高分子材料加工技术--压制成型

1.2工艺过程
高分子材料成型加工
高分子材料成型加工
2.片状模塑料模压成型
(Sheet Molding Compound. SMC)
2.1 配比:
不饱和聚酯 约20~30%
增稠剂
约 5%
无机填料 40~50%
引发剂
2~3%
脱模剂
0.5~1%
短切玻璃纤维或毡片 适量
2.2 工艺过程
高分子材料成型加工
高分子材料成型加工
三. 模型硫化工艺及硫化条件
工艺过程
混炼胶和橡胶半成品→ 计量→ 加料→ 闭 模→排气 →保压(硫化)→ 脱模→ 制品
这一过程基本上与热固性塑料的模压成型 相同,硫化工艺条件是硫化压力、硫化温 度和硫化时间。
高分子材料成型加工
1.硫化压力 大多数的橡胶制品的硫化是在一定压力下 进行的 一般模压制品的硫化压力为2~4 MPa 胶料流动性差,制品形状复杂,制品表面 花纹细致,结构复杂,厚制品,硫化温度 高,则硫化压力高一些。 太高的硫化压力会加速橡胶分子链的热降 解
高分子材料成型加工
一. 热固性模塑料的成型工艺性能:
1.流动性:热固性模塑料的流动性是指其在受热和受 压情况下充满整个模具型腔的能力。 影响流动性的因素:
压模塑料的性能和组成(分子量、颗粒形状、小分 子物质)
模具与成型条件(光洁度、流道形状、预热)
流动性要适中:
太大:溢出模外,塑料在型腔内填塞不紧,或树脂 与填料分头聚集。
高分子材料成型加工
根据实践经验,在选择模压成型的工艺条 件时,可以从模压压力、温度和时间三者 中先固定一个条件,如按经验选定成型压 力,然后再变化成型的温度和时间,从实 验中找出合理的条件来。
片状模塑料(SMC)

片状模塑料(SMC)时间:2005-08-30关键词:片状塑料SMC来源:互联网一、 SMC简介片状模塑料(SMC),是一种干法制造不饱和聚酯玻璃钢制品的模塑料。
它在60年代初期首先出现在欧洲,在1965年左右美、日相继发展了这种工艺。
世界市场上的SMC大约在60年代末期即已初具生产规模,此后一直以每年20%~25%的增长速率快速增长,广泛应用于运输车辆、建筑、电子/电气等行业中。
SMC模压片材的组成如图1所示。
中间芯材是由经树脂糊充分浸渍的短切纤维(或毡)组成,上下两面用聚乙烯薄膜覆盖。
树脂糊里含有不饱和聚酯树脂、引发剂、化学增稠剂、低收缩添加剂、填料、脱模剂、着色剂等各种组分。
其生产与成型过程大致如下:短切原纱毡或玻纤粗纤铺放于预先均匀涂敷了树脂糊的PE 膜上,然后在其上覆盖另一层涂敷了树脂糊的PE膜,形成了一种"夹芯"结构。
它通过浸渍区时,树脂糊与玻纤(或毡)充分揉捏,然后收集成卷,进行必要的熟化处理。
所制成的片材达到不粘手后,即可按要求裁剪成一定尺寸,揭去两面的PE膜,按一定要求叠放于金属对模中加温加压成型。
二、 SMC应用领域:1、在汽车工业中的应用欧、美、日等发达国家已在汽车制造中大量采用SMC材料,涉及到轿车、客车、火车、拖拉机、摩托车,以及运动车、农用车等所有车种,主要应用部件包括以下几类:1)悬架零件前后保险杠,仪表板等。
2)车身及车身部件车身壳体、硬壳车顶、地板、车门、散热气护栅板、前端板、阻流板、行李舱盖板、遮阳罩、翼子板、发动机罩、大灯反光镜。
3)发动机盖下部件如空调器外壳、导风罩、进气管盖、风扇导片圈、加热器盖板、水箱部件、制动系统部件,以及电瓶托架,发动机隔音板等。
4)车内装饰部件门内饰板、车门把手、仪表盘、转向杆部件、镜子边框、座椅等。
5)其他如泵盖等电气部件,以及齿轮隔音板等驱动系统零件。
其中,尤以保险杠、车顶、前脸部件、发动机罩、发动机隔音板、前后翼子板等部件最重要,产量最大。
热塑性片状模塑料及其制品冲压成型工艺
产
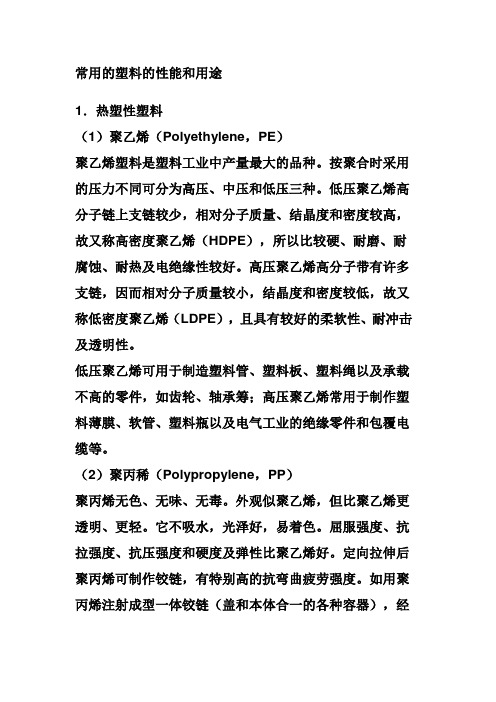
1-塑料挤板机;2-玻璃纤维毡;3-塑料片材;4-无端
工
加压带;5-加热、挤压装置;6-冷却设施;7-复合片
艺
材;8-切断器;9-成品
及
设
备
第13章 热塑性片状模塑料
课件
13.2.3
(2)分散法生产片状模塑料工艺
将短切玻璃纤维与聚丙烯或尼龙等树脂粉末在特 殊的搅拌机内混合均匀,然后按设计厚度铺撒均匀, 再经加热,加压制成片状模塑料。
第13章 热塑性片状模塑料
课件
13.3.1
作业:
与热固性片状模塑料相比,热塑性片状模塑料制品有哪些 特性?
片 状 模 塑 料 湿 法 生 产 工 艺
第13章 热塑性片状模塑料
2.2 通用型热塑性复合材料 是指以玻璃纤维增强聚丙烯、聚乙烯、尼龙等
一般的FRTP
通 用 型 热 塑 性 复 合 材 料
课件
第13章 热塑性片状模塑料
课件
13.2.1
13.2 热塑性片状模塑料的生产工艺及设备
层合法
干法
通
生产方法
分散法
用 型
湿法 水分散法
热 塑
WT法(泡沫分散法)
4)成型压力低 热塑性片状模塑料冲压成型压力 3~8MPa
概 热固性片状模塑料热压成型压力 3~15MPa 述 5)贮存期长
热塑性片状模塑料可贮存几年以上; 热固性片状模塑料可贮存3个月(常温)
第13章 热塑性片状模塑料
课件
6)比热固性玻璃钢具有较高的耐化学腐蚀性、耐水 性
和气密性 7)原材料充足、价格便宜、成本低(与手糊比低20%左右)
8)机械化程度高 热塑性CM必须采用机械化生产,质量稳定。
9)设备一次性投资大
常用的塑料的性能和用途
常用的塑料的性能和用途1.热塑性塑料(1)聚乙烯(Polyethylene,PE)聚乙烯塑料是塑料工业中产量最大的品种。
按聚合时采用的压力不同可分为高压、中压和低压三种。
低压聚乙烯高分子链上支链较少,相对分子质量、结晶度和密度较高,故又称高密度聚乙烯(HDPE),所以比较硬、耐磨、耐腐蚀、耐热及电绝缘性较好。
高压聚乙烯高分子带有许多支链,因而相对分子质量较小,结晶度和密度较低,故又称低密度聚乙烯(LDPE),且具有较好的柔软性、耐冲击及透明性。
低压聚乙烯可用于制造塑料管、塑料板、塑料绳以及承载不高的零件,如齿轮、轴承筹;高压聚乙烯常用于制作塑料薄膜、软管、塑料瓶以及电气工业的绝缘零件和包覆电缆等。
(2)聚丙稀(Polypropylene,PP)聚丙烯无色、无味、无毒。
外观似聚乙烯,但比聚乙烯更透明、更轻。
它不吸水,光泽好,易着色。
屈服强度、抗拉强度、抗压强度和硬度及弹性比聚乙烯好。
定向拉伸后聚丙烯可制作铰链,有特别高的抗弯曲疲劳强度。
如用聚丙烯注射成型一体铰链(盖和本体合一的各种容器),经过7×107次开闭弯折未产生损坏和断裂现象。
聚丙稀熔点为164~170°C,耐热性好,能在100°C以上的温度下进行消毒灭菌。
其低温使用温度达-15°C,低于-35°C时会脆裂。
聚丙烯的高频绝缘性能好,而且不吸水,绝缘性能不受湿度的影响。
但在氧、热、光的作用下极易解聚、老化,所以必须加入防老化剂。
聚丙烯可用作各种机械零件如法兰、接头、泵叶轮、汽车零件和自行车零件,水、蒸汽,各种酸碱等的输送管道,化工容器和其它设备的衬里、表面涂层。
制造盖和本体合一的箱壳,各种绝缘零件,并用于医药工业中。
(3)聚氯乙烯(Polyvinyl chloride,PVC)聚氯乙烯是世界上产量最大的塑料品种之一。
聚氯乙烯树脂为白色或浅黄色粉末。
根据不同的用途可以加入不同的添加剂,使聚氯乙烯塑件呈现不同的物理性能和力学性能。
SMC模压成型工艺介绍

O C OMOH
O
C OH + M(OH)2
O
C OMOH + H2O
.21.
SMC的组分及其性能
碱式盐之间或与聚酯之间进一步脱水使分子量成倍增加
O
O
C OMOH + HO C
O
O
C OMO C
O
O
C OMOH + HOMO C
O
O
C OMOMO C
MgO和MgOH的碱式盐不进行此脱水反应, CaO和CaOH碱式盐可继续进行此脱水反应。
粘 103
MgO、 Mg(OH)2、 CaO、 Ca(OH)2
度 (
102
Pa.S
)
10
应用较广的增稠剂
特点:增稠速度快,短时间内
能达到最高粘度
1.0
MgO增稠的效果,与MgO活性和加 入量有很大的关系。
增加MgO用量会显著降低SMC的耐水性
Mg O
10 份
5份
2份 1份
60 120 180 时间(min)
.33.
SMC的组分及其性能
经常选用的有:
碳酸钙 + 吸油值低, 流动性差
瓷土
流动性好, 不易染色
石棉,滑石粉 —— 流动性好,吸油值高。
.34.
SMC的组分及其性能 内脱模剂
SMC成型工艺中,必须采用内脱模剂。
内脱模 机理:
内脱模剂是一些熔点比模制温度稍低的化合物。 与液态树脂相溶,但与固化后的树脂不相容。 制品加热成型时,脱模剂从内部逸出到模压料 与模具接触的界面处,融化并形成障碍,阻止 粘着,达到脱模的目的。
若缩短贮存SMC的启用 0
期,可将其在45℃烘房内进行
片状模塑料

片状模压料片状模压料(Sheet Molding Compound, SMC)是由树脂糊浸渍纤维或短切纤维毡,两边覆盖聚乙烯薄膜而制成的一类片状模压料,属于预浸毡料范围。
是目前国际上应用最广泛的成型材料之一。
SMC是用不饱和聚酯树脂、增稠剂、引发剂、交联剂、低收缩添加剂、填料、内脱模剂和着色剂等混合成树脂糊浸渍短切纤维粗纱或玻璃纤维毡,并在两面用聚乙烯或聚丙烯薄膜包覆起来形成的片状模压料。
SMC作为一种发展迅猛的新型模压料,具有许多特点:①重现性好,不受操作者和外界条件的影响;②操作处理方便;③操作环境清洁、卫生,改善了劳动条件;④流动性好,可成型异形制品;⑤模压工艺对温度和压力要求不高,可变范围大,可大幅度降低设备和模具费用;⑥纤维长度40~50mm,质量均匀性好,适宜于压制截面变化不大的大型薄壁制品;⑦所得制品表面光洁度高,采用低收缩添加剂后,表面质量更为理想;⑧生产效率高,成型周期短,易于实现全自动机械化操作,生产成本相对较低。
SMC作为一种新型材料,根据具体用途和要求的不同又发展出一系列新品种,如BMC、TMC、HNC、XMC等。
①团状模压料(Bulk Molding Compound, BMC)其组成与SMC极为相似,是一种改进型的预混团状模压料,可用于模压和挤出成型。
两者的区别仅在于材料形态和制作工艺上。
BMC中纤维含量较低,纤维长度较短,约6~18mm,填料含料较大,因而BMC制品的强度比SMC制品的强度低,BMC比较适合于压制小型制品,而SMC适合于大型薄壁制品。
②厚片状模压料(Thick Molding Compound, TMC)其组成和制作与SMC相似,厚达50mm。
由于TMC厚度大,玻璃纤维能随机分布,改善了树脂对玻璃纤维的浸润性。
此外,该材料还可以采用注射和传递成型。
③高强度模压料(Hight Molding Compound, HMC)和高强度片状模压料XMC主要用于制造汽车部件。
常用热塑性塑胶

3)成型收缩率小 0.2%-0.8%左右(常取0.5%)。
4)常用内模料 718。
5) HIPS与GPPS根据需要可混合啤塑,GPPS成份越多,制品表面亮泽越好,流动性能越好。
例如:组份比 HIPS:GPPS=7:3或8:2,可保持足够强度及良好表观质量。
µ 常用(热塑性)塑料主要有以下畿种:
1)聚苯乙烯(PS)及改性聚苯乙烯(HIPS)等
2)丙烯晴-丁二烯-苯乙烯聚合物(ABS)
3)聚甲醛(POM)(Ac)(Delrin)(Celcon)(Acetel)
4)聚乙烯(PE)
5)聚丙烯(PP)(Ppr)
6)聚氯乙烯(PVC)
4)模具温度40-80 oC,外观要求较高的制品,模具温度取较高。
5)注射速度取中、低速为主。注射压力根据制件形状、壁厚、胶料品级选取。
6) ABS内应力检验以制品浸入煤油中2分钟不出现裂纹为准。
7)顶出力过大或机械加工时,塑件表面呈现“白色”痕迹(但在热水中加热可消失) 。
8)可釆用各种形式进料口,流道尺吋φ6.0-φ8.0 mm。排气槽尺吋0.025-0.05 mm X 1.5 mm X 4.0-6.0 mm。浇口尺吋 0.5t X 2.0t。
二、丙烯晴-丁二烯-苯乙烯聚合物(ABS)
¯ ABS 属非结晶性塑料, 主要性质如下:
1)三种组份的作用
丙烯晴 (A)----------使制品表面较高硬度
丁二烯 (B)----------加强柔顺性,保持材料具有较高冲击强度
苯乙烯 (S)----------保持良好成型性(流动性)
压力参数:啤塑压力100 MPa左右,背压0.5 MPa。
塑料制品材质分类大全

AMMA Acrylonitrile/methyl Methacrylate 丙烯腈/甲基丙烯酸甲酯共聚物
ARP Aromatic polyester 聚芳香酯
AS Acrylonitrile-styrene resin 丙烯腈-苯乙烯树脂
2-HDPE(高密度聚乙烯)
清洁用品塑料容器及日常使用的塑料袋多是此种材质制成,可耐110℃高温,因此可用来盛装食物,并可在小心清洗后重复使用。不过由于这些塑料容器通常不易清洗,最好不要循环作为食物容器使用。
3-PVC(聚氯乙烯)
这种材质的塑料制品多以水管、雨衣、塑料膜、塑料盒等器物为主,易产生单分子氯乙烯和增塑剂等致癌物。因此若见此材料的容器用于包装食品,千万不可受热,最好停止食用。
5、其他种类还有纤维素类、聚氨酯类、酚醛类、氨基树脂类及环氧树脂类等。
塑料、树脂缩写代号
塑料、树脂缩写代号
英文简称 英文全称 中文全称
ABA Acrylonitrile-butadiene-acrylate 丙烯腈/丁二烯/丙烯酸酯共聚物
ABS Acrylonitrile-butadiene-styrene 丙烯腈/丁二烯/苯乙烯共聚物
LLDPE Linear low-density polyethylene 线性低密聚乙烯
LMDPE Linear medium-density polyethylene 线性中密聚乙烯
MBS Methacrylate-butadiene-styrene 甲基丙烯酸-丁二烯-苯乙烯共聚物
EEA Ethylene/ethyl acrylate 乙烯/丙烯酸乙酯共聚物
热塑性片状模塑料(Thermoplasticsheetmoldingcompound)

热塑性片状模塑料(Thermoplasticsheetmoldingcompound)热塑性片状模塑料(Thermoplastic sheet molding compound)This article is contributed by neiyunPpt documents may experience poor browsing on the WAP side. It is recommended that you first select TXT, or download the source file to the local view.The thirteenth chapter is thermoplastic sheet molding compound13 thermoplastic sheet molding plastics and their products stamping forming process1.1 definitionsCoursewareIt is a continuous glass fiber felt, it is a continuous glass fiber mat, chopped glass fiber felt, cloth, roving and thermoplastic resin composite of a sheet mold plastic. Sheet molding compound.13.1.1 13.1.1 overviewThermoplastic sheet molding processing products - sheet stamping forming process of preheating material preheating; stamping; thermoplastic sheet molding processing products and process sheet stamping die preheating thermosetting sheet of plastic processing products - hot forming process. Hot pressing. Thermosetting plastic sheet molding processing products and process of hot press molding thermoplastic sheet molding plastic products and product characteristics: thermosettingthermoplastic sheet molding plastic products and thermosetting products characteristics: 1) is 1 higher than the ratio of strength to strength) plastic sheet molding high strengthand the hand glass steel is similar to that of table 1313 thermoplastic of SMC strength and GRP similar, see table 13-2 density density (1.1 ~ (1.1 ~ 1.6 g/cm3) strength thermosetting products are shown in table 1313 and thermoplastic, 1.6 ~ 1.6 density strength thermosetting products are shown in table 13-2, when compared with thermoplastic, density of 1.6 ~ 2 g/cm3 The thirteenth chapter is thermoplastic sheet molding compoundCourseware2) can repeat processing molding 2) can repeat processing, forming, corner, waste materials, waste, etc. can be repeated processing, save materials, reduce costs. Edges, leftover materials and waste materials can be repeatedly processed to save materials and reduce costs. 3) 3) short molding cycle short molding cycle SMC thermosetting molding cycle 6 SMC molding cycle SMC thermosetting molding cycle 6 ~ 15min SMC thermoplastic molding cycle 20 SMC molding cycle 20 ~ thermoplastic molding cycle SMC 20 ~ 60s high production efficiency, easy to realize automation and mechanization of production. High production efficiency, easy to realize automation, mechanization production. 4) 4) low pressure molding molding pressure low plastic sheet molding stamping pressure 3 ~ 8MPa thermosetting sheet molding plastic molding pressure of 3 ~ 5 15MPa) long storage period 5) long storage period of thermoplastic sheet molding can be stored for more than a few years; thermoplastic sheet molding can be stored for more than a few years thermosetting plastic sheet molding; can be stored for 3 months (at room temperature) thermosetting sheet molding can be stored for 3 months (at room temperature)13.1.1 13.1.1 overviewThe thirteenth chapter is thermoplastic sheet molding compoundCourseware6) than thermosetting glass steel has high resistance to chemical corrosion, 6) than thermosetting glass steel has high resistance to chemical corrosion and water glass than thermosetting steel has high chemical corrosion resistance and air tightness of 7) sufficient raw materials cheap, low cost (about 20 lower than the hand with the original) sufficient material, 20%7) abundant raw materials, low price, low cost (about 20% lower than with the hand) 8) 8) a high degree of mechanization degree of mechanization of high plastic CM must adopt mechanized production, stable quality. CM must be mechanized and thermoplastic CM must be mechanized and stable in quality.9) 9) one-time investment of equipment equipment investment hot SMC and comparison of plastic injection molding thermoplastic CM heat: comparison of plastic injection molding of thermoplastic SMC and CM: compared with SMC and injection molding of thermoplastic CM high strength and rigidity; (1), with strong high stiffness and good anti impact performance;;(2), good anti impact performance; high precision products;(3), high precision products; products of small size made by injection molding (a short fiber reinforced) (4), the product size is small by injection molding (a short fiber reinforced) for larger products, can be molded by stamping (a continuous fiber reinforced) for larger products,It can be made by stamping (continuous fiber reinforcement)13.1.1 13.1.1 overviewThe thirteenth chapter is thermoplastic sheet molding compound(5) the molding pressure is smaller, and the requirement of mould and press is lower than injection molding. The requirement of mould and press is lower than injection molding.Courseware13.1.1 13.1.1 overviewCompared with steel: compared with steel: light weight, small density; (1) light weight, low density (2); corrosion resistance; corrosion resistance; shape design, shape design (3) is good, can be a molding of complex products (4) than the steel production less investmentThe thirteenth chapter is thermoplastic sheet molding compound1.2 basic properties of fiber reinforced thermoplastic composites 13.1.2 high performance compositeHigh performance composites; fiber reinforced thermoplastic composites; general purpose composites; 2.1 high performance composite materialsCoursewareWith carbon fiber, with carbon fiber, aramid fiber and high strength glass fiber reinforced polyetheretherketone (PEEK), poly (PEK) polyphenylene sulfide (PPS) and other high performance resin etc.. (PEK), (PPS) high performance resin (PEEK), poly (PEK) and polyphenylene sulfide (PPS) and other high performance resin etc.. 1, the use of high temperature (260 DEG C), thermosetting CM using a temperature below 200 DEG C high temperature (260 DEG C), thermosetting CM using a temperature below 200 DEG C (260 DEG C) CM temperature is lower than 2, the carbon fiber reinforced thermoplastic composite material of low densityThe thirteenth chapter is thermoplastic sheet moldingcompound13.1.3 universal thermoplastic composite2.2 general purpose thermoplastic composites refer to glass fiber reinforced polypropylene and polyethylene, which refer to glass fiber reinforced polypropylene, polyethylene, nylon and other general FRTP FRTPCoursewareThe thirteenth chapter is thermoplastic sheet molding compoundProcess and equipment for producing 13.13.2 thermoplastic sheet molding compoundLayer method, dry process, dispersion method, wet water dispersion method, WT method, foam dispersion method, WT method (foam dispersion method)Courseware13.2.1 universal thermoplastic compositeFigure 13.1 manufacturing methods of thermoplastic sheet molding compoundsThe thirteenth chapter is thermoplastic sheet molding compound1 raw materialsCourseware(1) resin, nylon, polyethylene, PVC and polypropylene etc.. (1) resin, nylon, polyethylene, PVC and polypropylene etc.. Only polypropylene and modified polypropylene resins are currently used for production. Only polypropylene and modified polypropylene resins are used for the production.13.2.2 13.2.2 raw materialsPolypropylene has the advantages of small density; good impact resistance; polypropylene has the advantages of: (1) lowdensity (2); good impact resistance; (3) the use of a wide range of temperature of -40 to 100 DEG C good technology, the use of a wide range of temperature of -40 to 100 DEG C; (4) good technology, flow in the melting conditions, impregnation of glass fiber good liquidity thawing condition is good, good impregnation of glass fiber, after cooling rapidly solidified, thus the production efficiency is high; wide material source, low price. The production efficiency is high; (5) material sources are wide and prices are low. (2) reinforcing material (2) reinforcement material for glass fiber roving, fiberglass mat, glass fiber roving, fiberglass mat, continuous glass fiber mat and continuous glass fiber sizing agent is acupuncture has the difference, mat etc.. It's just that the wetting agent makes a difference. (the glass fiber can be strongly bonded to polypropylene) and the fibers can be strongly bonded to the polypropylene.The thirteenth chapter is thermoplastic sheet molding compound13.2.3 dry process technology and equipment2, dry process and equipment (1) layer of legitimate production of thermoplastic sheet molding plastic (1) layer, the production of thermoplastic sheet molding plasticCoursewareThe continuous glass fiber mat and polypropylene (or other thermoplastics) is a continuous glass fiber mat and polypropylene (or other thermoplastic laminated sheet), through heating, pressurizing, impregnation, sheet laminated, after heating and pressurizing, dipping, cooling and cutting process sheet molding. Method for producing sheet molding plastics in cutting process. Advantages of extrusion machine "optional" plate machine "optional", powder resin directlyspread into the mat, easy to soak the fiber. Inside, easy to soak fiber.The thirteenth chapter is thermoplastic sheet molding compound213467Courseware13.2.3 dry process technology and equipment13289Five1- plastic extrusion machine; 2- glass fiber; 3- sheet; 4- for plastic extrusion machine; glass fiber; plastic sheets; pressure; heating and cooling facilities; extrusion device; pressure; 5- heating and extruding device; 6- cooling facilities; 7- composite material; cutting machine; 8- amputator; 9- finished product The thirteenth chapter is thermoplastic sheet molding compound(2) the process of producing sheet molding plastics by dispersion (2) dispersing process to produce sheet molding plasticsCourseware13.2.3 dry process technology and equipmentChopped glass fiber and polypropylene or nylon resin powder in special blender mixing, then according to the design thickness is spread evenly, but the blender mixing, then according to the design thickness is spread evenly, and then heated and pressed into tablet form plastic mold. Then, the molding plastics are pressed. Advantages: 1) reinforced materialsa wide range of advantages: 1) enhance a wide range of materials2) fiber content at 20 40%2) fiber content control in 20 to 40% in203) fiber content of fiber layer can choose any direction 3) fiber orientation can be arbitrarily selectedThe thirteenth chapter is thermoplastic sheet molding compoundWet process for producing 13.3.1 sheet molding compound 1, with short cut fiber, resin powder and water or foam with short fiber suspensions, mixed slurry 2, fiber content is 20 ~ 70% fiber content up to 20 ~ 203, the thickness of the product is 1.27 ~ 6.35mm thickness is 1.27 ~ 1.273 thermoplastic sheet molding wet production processCourseware50mm (glass fiber roving cut into 7 ~ 50mm (optimal length is about 13mm) short fiber, about mm 13mm) short fiber, in a blender and powdered resin mixing with water into a slurry suspension uniform, pump to deliver them to the transmission network, a slurry suspension uniform, pump to deliver them to the transmission network, by vacuum dehydration, forming a wet mat, drying, cutting, rolled into intermediate products. Dehydrated to form wet felt, then dried, cut and rolled into intermediate products.The thirteenth chapter is thermoplastic sheet molding compoundWet process for producing 13.3.1 sheet molding compound 133Courseware1- fiberglass yarn; 2- amputator; 3- settlement room; 4- conveyor belt; 5- resin, filler; 6- water; 7- mixed with glass fiber yarn; cutter; settling chamber; conveyor belt; resin, filler; slurry tank; slurry tank; 10- slurry; 11- vacuum dehydration; 12- conveyor belt; 13- adhesive; slurry tank 8-; pump; 9- slurry tank;10- slurry; 11- vacuum dehydration; 12- transport with 13- 14-; adhesive; drying; cut 15-; 16- blank; 17- endless strip; 18- compression heating, drying; 1914- 15-; 16- 17- for cutting; blank; strip; pressurized 18- heating and 19- products;The thirteenth chapter is thermoplastic sheet molding compoundWet process for producing 13.3.1 sheet molding compound Assignment: job:CoursewareWhat are the properties of thermoplastic sheet molding products compared to thermosetting sheet molding compounds? Features?One。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
page 3
page 1
(4)比钢材的生产投资少 第13章 热塑性片状模塑料 1.2 纤维增强热塑性复合材料的基本性能 13.1.2 高 性 能 复 合 材 料 高性能复合材料 纤维增强热塑性复合材料 通用型复合材料 2.1 高性能复合材 料 课件 是以碳纤维、 是以碳纤维、芳纶纤维及高强度玻璃纤维增强聚醚醚酮 (PEEK)、 聚醚酮(PEK) 聚苯硫醚(PPS)等高性能树脂等。 (PEK)、 (PPS)等高性能树脂等 (PEE K)、聚醚酮(PEK)、聚苯硫醚(PPS)等高性能树脂等。 特点 1、使用温度高(260℃), 热固性CM使用温度低于200℃ 使用温度高(260℃),热固性CM使用温度低于200℃ (26 0℃) CM使用温度低于 2、碳纤维增强的热塑性复合材料密度小 第13章 热塑性片状模塑料 13.1.3 通 用 型 热 塑 性 复 合 材 料 2.2 通用型热塑性复合材料 是指以玻璃纤维增强聚丙烯、聚乙烯、 是指以玻 璃纤维增强聚丙烯、聚乙烯、尼龙等 一般的FRTP 一般的FRTP 课件 第13章 热塑性片状模塑料 13. 13.2 热塑性片状模塑料的生产工艺及设备 层合法 干法 生产方法 分散法 湿法 水分散法 WT法 泡沫分散法) WT法(泡沫 分散法) 课件 13.2.1 通 用 型 热 塑 性 复 合 材 料 图13.1 热塑性片状模塑料制造方法 第13章 热塑性片状模塑料 1 原材料 课件 (1)树脂 尼龙、 聚乙烯、 聚氯乙烯和聚丙烯等。 (1)树脂 尼龙 、 聚乙烯 、 聚氯乙烯和聚丙烯等 。 目前 用于生产的只有聚丙烯和改性聚丙烯树脂。 用于生产 的只有聚丙烯和改性聚丙烯树脂。 13.2.2 13.2.2 原 材 料 聚丙烯的优点: 密度小; 抗冲击性好; 聚丙烯的优点:(1)密度小;(2) 抗冲击性好;(3) 使用温度范围较宽-40~100℃ 工艺性好, 使用温度范围较宽-4 0~100℃;(4)工艺性好,在熔 融条件下的流动性好,对玻纤的浸渍性好, 融条件 下的流动性好 , 对玻纤的浸渍性好 , 冷却后固 化迅速,由此生产效率高; 材料 来源广,价格低。 化迅速,由此生产效率高;(5)材料来源广,价格低。 (2)增强 材料 (2)增强材料 玻璃纤维无捻粗纱, 玻璃纤维短切毡、 玻璃纤维无捻粗纱 , 玻 璃纤维短切毡 、 连续玻璃纤维毡和针刺连续玻璃纤维 只是浸润剂有所区别, 毡等 。只是浸润剂有所区别,(使玻 纤能与聚丙烯牢固结合) 纤能与聚丙烯牢固结合) 。 第13章 热塑性片状模塑料 13.2.3 干 法 生 产 工 艺 及 设 备 2 干法生产工艺及设备 (1)层合法生产热塑性片状模塑料 (1)层合法生产热塑性 片状模塑料 课件 是将连续玻璃纤维毡和聚丙烯(或其它热塑性塑料) 是将连续玻璃纤维毡和聚丙 烯(或其它热塑性塑料) 薄片叠合后,经过加热、加压、浸渍、 薄片叠合后, 经过加 热、 加压 、 浸渍、 冷却定型和切 断等工序制造片状模塑料的方法。 断等工序制 造片状模塑料的方法。 优点 挤板机“ 可有可无” 挤板机 “ 可有可无 ” , 粉末 状树脂直接撒入毡 容易浸透纤维。 内,容易浸透纤维。 第13章 热塑性片状模塑料 2 1 3 4 产 工 艺 及 设 备 13 2 8 9 5 1-塑料挤板机;2-玻璃纤维毡;3-塑料片材;4-无端 塑料挤板机; 玻璃纤维毡 ; 塑料片材; 加压带; 加热、挤压装置; 冷却设施; 加压带;5-加热、挤压装置 ;6-冷却设施;7-复合片 切断器; 材;8-切断器;9-成品 第13章 热塑性片状模塑料 (2)分散法生产片状模塑料工艺 (2)分散法生产片状模塑料工艺 课件 13.2.3 干 法 生 产 工 艺 及 设 备 将短切玻璃纤维与聚丙烯或尼龙等树脂粉末在特 殊的搅拌机内混合均匀, 然后 按设计厚度铺撒均匀, 殊的搅拌机内混合均匀 , 然后按设计厚度铺撒均匀 , 再经 加热,加压制成片状模塑料。 再经加热,加压制成片状模塑料。 优点: 1)增强材料 范围广 优点: 1)增强材料范围广 2)纤维含量控制在20一40% 2)纤维含量控制在20 一40% 纤维含量控制在20 3)纤维铺层方向可任意选择 3)纤维铺层方向可任意选择 第13章 热塑性片状模塑料 13.3.1 片 状 模 塑 料 湿 法 生 产 工 艺 特点 1、用短切纤维、粉末状树脂和水或泡沫 用短切纤维、 悬浮液混合料浆 2、纤维含量可达20~70% 纤维含量可达20~ 20 3、产品厚度为1.27~6.35mm 产品厚 度为1.27~ 1.27 3 热塑性片状模塑料湿法生产工艺 课件 50mm( 将 玻 璃 纤 维 无 捻 粗 纱 切 成 长 7 ~ 50mm( 最 佳 长 度 为 1 3mm左右)的短纤维, mm左右 13mm左右 ) 的短纤维,在搅拌器内与粉末状树脂加水搅 拌 成均匀的悬浮料浆,用泵将其输送到传送网带上, 成均匀的悬浮料浆,用泵将其 输送到传送网带上,经减压 脱水,形成湿毡,再经干燥、切断、收卷成中间产品。 脱水,形成湿毡,再经干燥、切断、收卷成中间产品。 第13章 热塑性片状模塑料 13.3.1 片 状 模 塑 料 湿 法 生 产 工 艺 13 3 课件 1-玻纤纱;2-切断器;3-沉降室;4-输送带;5-树脂、填料;6-水;7-拌 玻纤 纱; 切断器; 沉降室; 输送带; 树脂、填料; 浆槽; 浆槽;10-浆料;11-真空 脱水;12-运输带;13-胶粘剂; 浆槽;8-泵;9-浆槽;10-浆料;11-真空脱水;12- 运输带;13-胶粘剂; 14-烘干;15-切断;16-坯料;17-无端钢带;18-加热、加压区 ;1914-烘干;15-切断;16-坯料;17-无端钢带;18-加热、加压区;19-成品 第13章 热塑性片状模塑料 13.3.1 片 状 模 塑 料 湿 法 生 产 工 艺 作业: 作业: 课件 与热固性片状模塑料相比, 与热固性片状模塑料相比,热塑性片状模塑料制品 有哪些 特性? 特性?