新DAC曲线制作和在钢轨焊缝探伤中的使用
焊缝超声波检测时DAC曲线地制作与指导应用
焊缝超声波检测时DAC曲线的制作与应用摘要在超声波检测时,为了避免漏检,超声检测人员通常用较高的灵敏度(二次波或三次波的灵敏度)作为扫查灵敏度。
当在扫查过程中发现缺陷时,根据缺陷波距一次波、二次波(三次波)的水平位置远近选用水平差值最小的波次的灵敏度对缺陷进行定量。
因此在超声波检测时应用DAC曲线,不仅可灵敏的监测出缺陷的位置所在,而且简单方便。
本文分析了超声波检测在检测时对检测结果的分析,应用DAC曲线和DAC曲线的多种制作方法,并对比分析了各种DAC曲线的制作方法优缺点如:直线连接法;最小二乘拟合法;拉格朗日拟合曲线法等,并且还介绍了增益型波检测DAC曲线与衰减型检测DAC曲线。
DAC曲线在实际工程中的应用很是广泛。
其中本文以TC4大直径钛合金棒材超声波探伤为例证明DAC曲线可以对保证准确的灵敏度及建立曲线进行声程补偿,可有效解决材料探伤杂波较高的问题,保证大直径棒材的有效检测,以保证探伤结果的准确性、可靠性。
关键词超声波检测;DAC曲线;缺陷定量;评定依据Production and Application of DAC Curve inUltrasonic Testing of WeldsAbstractIn ultrasonic testing, in order to avoid detection, ultrasonic testing personnel usually with high sensitivity (sensitivity of two times wave or three times the wave ) as the scanning sensitivity. When the find defects during scanning process, according to the distance of defect wave from a wave, the two wave (the three wave) level location select the least level difference between wave sensitivity as the quantify defects. The application of DAC curve in ultrasonic testing, not only can sensitively detect the location of defects,but also be simple and convenient.This paper analyzed the ultrasonic testing in the detection of the analysis on the test results, making a wide variety of applications of DAC curve and DAC curve, and analyzed the advantages and disadvantages of various methods of DAC curve analysis such as: linear connection method; least squares fitting; Lagrange fitting curve method, and also introduces the gain wave detection of DAC curve and DAC curve of attenuation measurement.Application of DAC curve in engineering practice is very extensive. Which based on the TC4 large diameter titanium alloy bars-ultrasonic testing as an example to demonstrate that DAC curve can be used for acoustic sensitivity to ensure the accuracy of compensation and establishment of curve, which can effectively solve the problem of high material testing noise, ensure the effective detection of large diameter bars, in order to guarantee the accuracy, reliability of testing results.Keywords Ultrasonic testing; DAC curve; Defect quantitative; Assessment basis目录摘要 (I)Abstract (II)第1章绪论................................................................................................... - 1 -1.1 课题背景............................................................................................ - 1 -1.2 超声波检测时应用曲线.................................................................... - 2 -1.2.1 焊缝超声波检测时DAC曲线 ............................................... - 2 -1.2.2 焊缝超声波检测时A VG曲线................................................ - 3 -1.3 我国超声波检测时曲线的现状及发展............................................ - 6 -1.4 本文主要研究容................................................................................ - 6 - 第2章超声波检测DAC曲线的制作 ........................................................ - 7 -2.1 DAC曲线分类 ................................................................................... - 7 -2.1.1 dB-S曲线(实测DAC曲线) ............................................... - 7 -2.1.2 DAC面板 ................................................................................. - 8 -2.2 各种绘制方法在标准中的使用........................................................ - 8 -2.2.1 直接连线法.............................................................................. - 9 -2.2.2 最小二乘法曲线拟合.............................................................. - 9 -2.2.3 拉格朗日插值法.................................................................... - 10 -2.2.4 结论........................................................................................ - 12 -2.3 衰减型和增益型探伤DAC曲线绘制 ........................................... - 12 -2.3.1 衰减型DAC曲线的绘制 ..................................................... - 12 -2.3.2 增益型数字超声探伤仪DAC曲线的绘制 ......................... - 16 -2.4 绘制DAC曲线注意事项 ............................................................... - 17 -2.5 本章小结.......................................................................................... - 18 - 第3章DAC曲线在大直径钛合金棒材超声检测中的应用 ................... - 19 -3.1 简介.................................................................................................. - 19 -3.2 探伤原理.......................................................................................... - 19 -3.3 探伤工艺的选择.............................................................................. - 20 -3.3.1 探伤仪.................................................................................... - 20 -3.3.2 探头........................................................................................ - 20 -3.3.3 对比试块................................................................................ - 20 -3.3.4 扫查........................................................................................ - 22 -3.4 试验过程.......................................................................................... - 22 -3.4.1 前期试验................................................................................ - 22 -3.4.2 不同探头对比试验................................................................ - 22 -3.4.3 DAC曲线试验 ....................................................................... - 24 -3.4.4 实验结果................................................................................ - 25 -3.5 本章小结.......................................................................................... - 25 - 结论............................................................................................................... - 25 - 致................................................................................................................... - 26 - 参考文献....................................................................................................... - 27 - 附录............................................................................................................... - 28 -第1章绪论1.1课题背景无损检测即NDT(Non-destructive testing),就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。
DAC曲线课件

DAC曲线的应用
由于 DAC 曲线技术 其自身的
DAC曲线在大直径棒材超声
检测中的应用 船体全焊透T型结构焊缝的超声波 检测应用DAC曲线
检测手段 和方法的 优势,在 焊缝探伤 中得到了 成功的应 用。
11
铸钢件超声波探伤DAC曲线的修正
无损检测与评价 NDT&E
DAC曲线在大直径钛合金超 声检测中的应用
77.6
无损检测与评价 NDT&E
DAC曲线的制作 方法
DAC曲线之三拉格朗日插值法 拉格朗日插值法根据 已有若干测量点,采 用外插或内插求的任 意的波幅值,形成光 滑的曲线。
10
特点:曲线比较光滑, 同时,拟合曲线时计算 比较简单。
0.0
19.4
38.8
58.3
77.6
无损检测与评价 NDT&E
大于φ150mm半声程法 杂波水平明显低于全声 程法
高灵敏度的探头可使检 测信噪比提高
不同探头的 对比试验
不同焦距的 聚焦探头
针对φ180mm棒材焦距 选择在100mm~150mm 范围内,效果最好
DAC曲线的试验 同声程处
DAC曲线在大直径钛合金超声检测中 的应用
自然缺陷 回波高度
人工平底孔 缺陷回波高度
大规格棒材由于曲率影响,在直接接触法探 伤时探头与工件呈线性接触,使探伤灵敏度 比平面工件下降很多因此,我们采用水浸法 实现自动检测,棒材原地旋转,探头沿轴向 直线移动
12
无损检测与评价 NDT&E
DAC曲线在大直径钛合金超声检测中 的应用
在应用DAC曲线实验之前进行他变量对比
针对杂波水 平过高的问 题
焊缝超声波检测时DAC曲线的制作 与应用
数字式超声波探伤仪DAC曲线的快速准确制作

ห้องสมุดไป่ตู้
作者 简 介 : 李
强( 1 9 7 1 ) , 男, 河 南 信 阳人 , 1 程硕 十 , 高级实验师。 主
要从 事 热h [ J T . T _ 艺研 究 .
准 界而 , 选择 “ 零 偏声速 ” 项F i ,
文章 编 号 : l 0 O 6 —3 2 6 9 ( 2 0 1 4 ) 0 1 一( ) 【 ) 5 6 一O 3
数字式超 声波探伤仪 D A C 曲线 的快速准确制作
李 强 , 杨 克立
( 中原工 学 院 T S J I 『 中心 , 河南 郑州 4 5 0 0 0 7 )
摘
要 : 介 绍 了数 字式超 声波探 伤技 术 中斜探 头参 数校
旋轮按 钮 . 仪器 自
轮, 仪 器 自动 记录 陔波 峰 的 高 度 和 他 . 完 成 陔点 的
动校 准探 零 偏 和声速 . 许将 系统 当前的数 值 自动 更
改 为校 准 的零 偏 和 速 . 分 圳 为零 偏 1 2 . 1 6 3 f 声速 值3 2 3 l m s .此 时 得 到 的 声 速 即 为 该 材 料 的 实 际 声
速值.
录.仪器依据 记求完成的测 点 r j 动牛成 一条 I ) A 基准 母线.根据 探 伤需 要 。 吖 以继 续 找 到 孔 深 为 l 0 F l l l 1 ] 、
已迅速普及于无损检测 行业.与传统 的模拟 超声波探 伤仪相 比较 , 数字式探 伤仪能够更加 快速便捷 、 精确地
进行T件 内部 多种 缺 陷 ( 裂纹、 夹杂 、 气 孔等 ) 的检 测 、
DAC曲线制作和在钢轨焊缝探伤中的使用
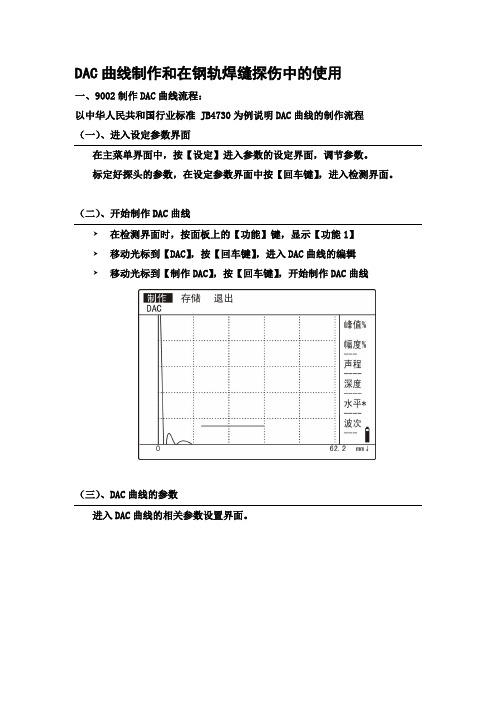
DAC曲线制作和在钢轨焊缝探伤中的使用一、9002制作DAC曲线流程:以中华人民共和国行业标准 JB4730为例说明DAC曲线的制作流程(一)、进入设定参数界面在主菜单界面中,按【设定】进入参数的设定界面,调节参数。
标定好探头的参数,在设定参数界面中按【回车键】,进入检测界面。
(二)、开始制作DAC曲线⑥在检测界面时,按面板上的【功能】键,显示【功能1】⑥移动光标到【DAC】,按【回车键】,进入DAC曲线的编辑⑥移动光标到【制作DAC】,按【回车键】,开始制作DAC曲线(三)、DAC曲线的参数进入DAC曲线的相关参数设置界面。
按照探伤工艺调节DAC曲线参数,上图以中华人民共和国行业标准JB4730为例设置。
(四)、记录试块人工伤的反射波的峰值点耦合探头到试块CSK-IIIA上去,先测量10MM深短横孔的反射波:⑥前后移动探头,找到10mm深孔的最高反射波;调节【衰减】,将波高调到90%-80%左右。
⑥移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第一点(10mm深Φ1*6短横孔)记录下来了。
⑥从现在开始,直到60mm深的横孔记录完。
只能调节【A门位】。
⑥耦合探头到试块CSK-IIIA上去,测量20MM深短横孔的反射波。
前后移动探头,找到该孔的最高反射回波。
移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波。
⑥按面板上的【回车键】,记录第二点(20mm深Φ1*6短横孔)⑥以此类推,记录第三点、第四点、第五点、第六点(分别为30mm、40mm、50mm、60mm 深的Φ1*6短横孔)⑥待第六点记录完后,将光标从【A门位】上移出(到任意位置),按仪器面板上的【下页键】,则三条DAC曲线全部显示出来。
⑥可改变补偿值,补偿耦合损失(本实例不用补偿)。
⑥DAC曲线制作好后,如果改变仪器的参数,如衰减、范围、移位等,仪器会提示“参数已改动请按下页键”,操作后,DAC曲线会相应的变化。
超声波探伤仪DAC曲线的制作过程

超声波探伤仪DAC曲线的制作过程超声波探伤仪DAC曲线的概念:DAC既距离幅度曲线,由于相同大小的缺陷,因声程不同,回波幅度也不相同。
超声检测时如需根据缺陷的回波幅度来判定缺陷是否有害,必须按不同的声程对回波幅度进行调整,通常用标准里指定的试块来制作距离-波幅曲线,DAC曲线的制作必须在检测仪器--探头自动校准之后进行。
以下曲线的制作是以11345-B级为标准:第一步;选择DAC功能组,选择设置菜单,将显示状态功能设置为“开启”状态。
第二步;选择标定菜单,将斜探头放置RB-3试块上,在表面10MM?○3通孔进行检测,最高反射回波,选择A门起始功能,调节A门起始和A门宽度,使反射回波位于闸门内,(回波必须在屏幕显示的范围内,一般为满屏的80%),然后选择保存标定功能,顺时针旋转拨轮,保存标定值由0自动改为1,第三步;用斜探头在RB-3试块上找距表面20MM?3通孔的最高反射回波,选择A门起始功能,用拨轮调节起始门位套住该反射回波,选择保存标定功能,顺时针旋转拨轮,保存标定值由1自动改为2,如果标定值有误,按保存标定功能逆时针旋转拨轮,重新保存标定点第四步;;用斜探头在RB-3试块上找距表面30MM?3通孔的最高反射回波,选择A门起始功能,用拨轮调节起始门位套住该反射回波,选择保存标定功能,顺时针旋转拨轮,保存标定值由2自动改为3,如果标定值有误,按保存标定功能逆时针旋转拨轮,重新保存标定点第五步;在标定点标定完成之后,,在对比试块上检查以显示的DAC曲线是否准确,如果标定点与以绘制成形的DAC曲线有误差,选择修正菜单第六步;补偿-选择补偿菜单,如被测工件和对比试块的材料衰减值有差别时,请计算出材料衰减值并输入材料衰减功能中表面补偿功能是指被测工件与对比试块的表面粗糙度及曲率有差别时,请计算得出表面补偿值并输入表面补偿功能中第七步:评估,在判废线1中输入-4DB,在定量线中输入-10DB在评定线中输入-16DB由于本探伤仪支持JIS标准的曲线制作,DAC曲线初始为五条。
DAC曲线的制作与探伤标准的自定义输入步骤
DAC 曲线的制作与探伤标准的自定义输入步骤
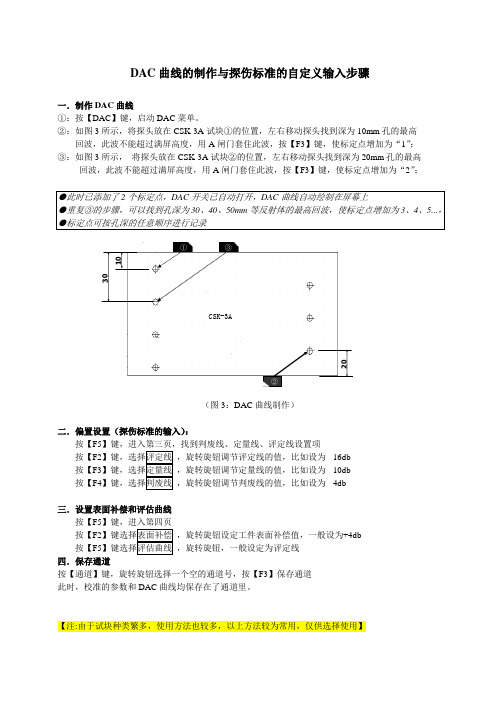
一.制作DAC 曲线
①:按【DAC 】键,启动DAC 菜单。
②:如图3所示,将探头放在CSK-3A 试块①的位置,左右移动探头找到深为10mm 孔的最高 回波,此波不能超过满屏高度,用A 闸门套住此波,按【F3】键,使标定点增加为“1”; ③:如图3所示, 将探头放在CSK-3A 试块②的位置,左右移动探头找到深为20mm 孔的最高 回波,此波不能超过满屏高度,用A 闸门套住此波,按【F3】键,使标定点增加为“2”;
(图3:DAC 曲线制作)
二.偏置设置(探伤标准的输入):
按【F5
按【F2,旋转旋钮调节评定线的值,比如设为 -16db
按【F3,旋转旋钮调节定量线的值,比如设为 -10db
按【F4,旋转旋钮调节判废线的值,比如设为
-4db
三.设置表面补偿和评估曲线
按【F5】键,进入第四页
按【F2,旋转旋钮设定工件表面补偿值,一般设为+4db
按【F5,旋转旋钮,一般设定为评定线
四.保存通道
按【通道】键,旋转旋钮选择一个空的通道号,按【F3】保存通道
此时,校准的参数和DAC 曲线均保存在了通道里。
【注:由于试块种类繁多,使用方法也较多,以上方法较为常用,仅供选择使用】 103020②
CSK-3A。
超声波探伤仪参数调校及DAC曲线制作说明

数字超声波探伤仪参数调校及DAC曲线制作说明数字超声波探伤仪参数调校及DAC曲线制作说明说明:此方法适用于普通数字超声波探伤仪及普通直探头和斜探头组合的参数调校及DAC曲线的制作。
一. 组装探头和仪器,选定频道序号,按照探头规格参数在仪器上设定探头种类、晶片尺寸、探头角度。
按照探头类型设定材料声速(直探头5920m/s, 斜探头3230m/s),探测范围(建议时基线显示深度。
直探头出现两次底波,斜探头将100mm的刻度出现时基线2/3处)。
二. 如图所示将探头放于CSK-ZA试块上测定探头零点和探头前沿。
1. 探头零点调校找到直径100mm圆弧最高反射波,固定不动,增加仪器上探头零点数值,直到声程显示100(或者接近100,不能差太多),此时探头零点设置完成。
2. 固定探头不动,用钢板尺量出距离L,探头前沿即为100mm-L,在仪器探头前沿栏输入该数值。
返回查看声程数值有无变化,无变化即设定完成,有变化则调校探头零点。
三. 探头角度的调校选取RB-2试块上深度30mm的孔,双手移动探头找到其最高反射波,固定不动,调校仪器探头角度或者K值栏,直到深度显示30,此时探头角度调校完成。
四. 斜探头DAC曲线的制作方法在调校好仪器和探头的参数后,就可以制作DAC曲线。
依据标准11345-89选取试块RB-2。
1. 选择仪器制作DAC按钮,激活DAC曲线制作功能。
2. 依据探伤需要选取试块上深度10mm的横通孔,双手移动探头找到其最高反射波,调节增益按钮使波高稳定于屏幕80%高度,按确定按钮(冻结键),这时就选好了第一点。
3. 按照步骤1的方法,依次选择不同深度的横通孔,找到最高波,确定各点。
4. 最后选择确定键(回车键),激活DAC母线曲线。
按照标准分别确定判废线、定量线、评定线(GB11345-89标准2级B要求4dB、10dB、16dB)。
5. 仪器和探头参数以及DAC曲线是针对于单个使用的探头,在更换探头、探头线以及探头磨损后都应该从新调校参数及制作DAC 曲线。
焊缝超声波检测时DAC曲线的制作与应用
焊缝超声波检测时DAC曲线的制作与应用摘要在超声波检测时,为了避免漏检,超声检测人员通常用较高的灵敏度(二次波或三次波的灵敏度)作为扫查灵敏度。
当在扫查过程中发现缺陷时,根据缺陷波距一次波、二次波(三次波)的水平位置远近选用水平差值最小的波次的灵敏度对缺陷进行定量。
因此在超声波检测时应用DAC曲线,不仅可灵敏的监测出缺陷的位置所在,而且简单方便。
本文分析了超声波检测在检测时对检测结果的分析,应用DAC曲线和DAC曲线的多种制作方法,并对比分析了各种DAC曲线的制作方法优缺点如:直线连接法;最小二乘拟合法;拉格朗日拟合曲线法等,并且还介绍了增益型波检测DAC曲线与衰减型检测DAC曲线。
DAC曲线在实际工程中的应用很是广泛。
其中本文以TC4大直径钛合金棒材超声波探伤为例证明DAC曲线可以对保证准确的灵敏度及建立曲线进行声程补偿,可有效解决材料探伤杂波较高的问题,保证大直径棒材的有效检测,以保证探伤结果的准确性、可靠性。
关键词超声波检测;DAC曲线;缺陷定量;评定依据Production and Application of DAC Curve in UltrasonicTesting of WeldsAbstractIn ultrasonic testing, in order to avoid detection, ultrasonic testing personnel usually with high sensitivity (sensitivity of two times wave or three times the wave ) as the scanning sensitivity. When the find defects during scanning process, according to the distance of defect wave from a wave, the two wave (the three wave) level location select the least level difference between wave sensitivity as the quantify defects. The application of DAC curve in ultrasonic testing, not only can sensitively detect the location of defects,but also be simple and convenient.This paper analyzed the ultrasonic testing in the detection of the analysis on the test results, making a wide variety of applications of DAC curve and DAC curve, and analyzed the advantages and disadvantages of various methods of DAC curve analysis such as: linear connection method; least squares fitting; Lagrange fitting curve method, and also introduces the gain wave detection of DAC curve and DAC curve of attenuation measurement.Application of DAC curve in engineering practice is very extensive. Which based on the TC4 large diameter titanium alloy bars-ultrasonic testing as an example to demonstrate that DAC curve can be used for acoustic sensitivity to ensure the accuracy of compensation and establishment of curve, which can effectively solve the problem of high material testing noise, ensure the effective detection of large diameter bars, in order to guarantee the accuracy, reliability of testing results.Keywords Ultrasonic testing; DAC curve; Defect quantitative; Assessment basis目录摘要 (I)Abstract ................................................................................................................. I I第1章绪论.................................................................................................. - 1 -1.1 课题背景.......................................................................................... - 1 -1.2 超声波检测时应用曲线.................................................................. - 2 -1.2.1 焊缝超声波检测时DAC曲线............................................... - 2 -1.2.2 焊缝超声波检测时AVG曲线............................................... - 3 -1.3 我国超声波检测时曲线的现状及发展.......................................... - 7 -1.4 本文主要研究内容.......................................................................... - 7 - 第2章超声波检测DAC曲线的制作......................................................... - 9 -2.1 DAC曲线分类................................................................................... - 9 -2.1.1 dB-S曲线(实测DAC曲线)............................................. - 10 -2.1.2 DAC面板............................................................................... - 10 -2.2 各种绘制方法在标准中的使用.................................................... - 11 -2.2.1 直接连线法.......................................................................... - 11 -2.2.2 最小二乘法曲线拟合.......................................................... - 11 -2.2.3 拉格朗日插值法.................................................................. - 13 -2.2.4 结论...................................................................................... - 14 -2.3 衰减型和增益型探伤DAC曲线绘制........................................... - 15 -2.3.1 衰减型DAC曲线的绘制..................................................... - 15 -2.3.2 增益型数字超声探伤仪DAC曲线的绘制......................... - 18 -2.4 绘制DAC曲线注意事项............................................................... - 20 -2.5 本章小结........................................................................................ - 21 - 第3章DAC曲线在大直径钛合金棒材超声检测中的应用.................... - 22 -3.1 简介................................................................................................ - 22 -3.2 探伤原理........................................................................................ - 22 -3.3 探伤工艺的选择............................................................................ - 23 -3.3.1 探伤仪.................................................................................. - 23 -3.3.2 探头...................................................................................... - 23 -3.3.3 对比试块.............................................................................. - 23 -3.3.4 扫查...................................................................................... - 25 -3.4 试验过程........................................................................................ - 25 -3.4.1 前期试验.............................................................................. - 25 -3.4.2 不同探头对比试验.............................................................. - 26 -3.4.3 DAC曲线试验....................................................................... - 28 -3.4.4 实验结果.............................................................................. - 29 -3.5 本章小结........................................................................................ - 29 - 结论.............................................................................................................. - 29 - 致谢.............................................................................................................. - 31 - 参考文献...................................................................................................... - 32 - 附录.............................................................................................................. - 33 -第1章绪论1.1课题背景无损检测即NDT(Non-destructive testing),就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。
钢轨焊缝探伤作业指导书
钢轨焊缝探伤作业指导书
1目的与要求
1.1目的:钢轨焊缝全断面探伤及伤损检查
1.2要求:执机人员应具有铁路无损检测人员资格鉴定与认证委员会颁发的2级或以上的技术资格证书,并经专门的钢轨焊缝探伤技术培训,合格后方能独立承担钢轨焊缝探伤工作。
2适用范围及引用标准
2.1适用范围:本作业指导书适用于焊缝宽度不大于40mm的钢轨新焊焊缝、在役焊缝的超声波探伤作业。
2.2引用标准:
《工务作业第21部分:钢轨焊缝超声波探伤作业》(TB/T2658.21-2007)
《A型脉冲反射式超声探伤仪通用技术条件》(JB/T 10061-1999)
《超声探伤用探头性能测试方法》(JB/T 10062-1999)《普速铁路线路修理规则》(铁总工电〔2019〕34号)《高速铁路无砟轨道线路维修规则(试行)》(铁运〔2012〕83号)
《高速铁路有砟轨道线路维修规则(试行)》(铁运。
EPOCH XT型探伤仪DAC制作使用方法

EPOCH XT型探伤仪爬波使用方法1、仪器的调节设定1)按开/关键开机,仪器进行系统启动及自检,50秒钟后进入实时分屏显示屏幕。
2)按测量设置键,通过→键,把光标移动到选项,按确认键两次,再按F1键关闭ASME,按测量重置键返回。
3)连续按确认键,将光标移到时间,通过→←↑↓键,调探伤方式为DUAL (一发一收模式)4)按声速键,通过→←↑↓键,调节声速为6350m/s5)按角度键,通过→←↑↓键,调节角度为82.0度2、作DAC曲线:1)预置空间:按2ndF键、ID键,按→键,按确认键选递增,再按确认键,在文件光标里输入文件名,输入后按确认键,前缀可以输0,也可以不输,按↓键,将起始点输入1,按F1键创建。
2)按确认键,按→←↑↓键,将光标移动到刚才建的文件名,按F1键,打开。
3)调比例尺:探头前沿对准标准瓷试块1mm深的人工割口,使波幅落在1格线上,往后拉动探头到4mm的距离,此时的波幅落在8格上,落不到时调整零位键及范围键(范围键的值根据经验:横坐标一格代表5mm时为50;横坐标一格代表10mm时为100),零位键为波形左右平移键,范围键为设置测量范围键,反复调整几次使之符合要求,比例尺调整完毕后,此时从1格开始向右,每格代表工件上的距离5mm.4)调灵敏度:采用标准瓷试块,将探头置于试块,找出距探头前沿1mm深度模拟裂纹的最强反射波,调整至90-95%波高,即为探伤灵敏度。
5)作DAC曲线:按测量设置键,通过→键,把光标移动到选项,按确认键两次,再按F2键打开ASME,按测量重置键返回。
在距探头前沿0mm深度1mm 模拟裂纹90-95%波高,按闸门键使红色闸门压在伤波波形上,按F1键,伤波尖波出现×,往后拉动探头5mm,使伤波在2格出现(出现的位置应为衰减8-10dB),再把探头拉动到30mm,使伤波在6格上,依次类推,直到40mm,作完DAC曲线后,按F2键完成,按保存键保存。
数字超声波探伤仪焊缝探伤实例DAC曲线绘制探伤步骤
数字超声波探伤仪焊缝探伤实例/DAC曲线绘制探伤步骤:一、探伤前的准备工作1. 数字式超声探伤仪目前市面上的探伤仪大都是数字机,数字机显示的是数字化的波形,具有检测速度快、精度高、可靠性高和稳定性好等特点。
1983年德国KK公司推出了世界第一台数字超声探伤仪,采用Z80作中央处理器,但其重达10公斤,体积很大,应用时需要车载、用户爬到很高的地方来操作,不太适用于野外作业。
1986年后,工业化国家的超声探伤仪得到了迅猛发展,现代数字式超声探伤仪趋向小型化和图像化方向,如国内也已推出的掌上型探伤仪,还有具有强大图像处理功能的TOFD探伤仪。
这里选用的是市场上的一般的数字探伤仪。
2.横波斜探头: 5M13×13K23.标准试块:CSK-IB 、CSK-3A4.30mm厚钢板的对接焊缝5.DAC参数:(1)DAC点数:d=5、10、15、20(mm)的4点(2)判废线偏移量:+5dB (3)定量线偏移量:-3dB (4)评定线偏移量:-9dB 6.耦合剂(如:机油、水、凡士林等)二.探测面的选择焊缝一侧三.开机1.将探头和超声探伤仪连接2.开启面板开关,开机自检,约5秒钟进入探伤界面。
(1)按键,使屏幕下方显示“基本”、“收发”、“闸门”、“通道”、“探头”五个功能主菜单。
(2)按“F1”键,进入“基本”功能组,将“基本”功能内的“探测范围”调为“150”,将“材料声速”调为“3230”,将“脉冲移位”调为“0.0,将“探头零点”调为“0.00”。
(3)按下F2键,进入“收发”功能组,将“收发”功能内的“探头方式”调为“单晶”,将“回波抑制”调为“0%”。
(4)按下F3键,进入“闸门”功能组,将“闸门报警”调为“关”,将“闸门宽度”调为“20.0”,将“闸门高度”调为“50%”。
(此条内容的调整可根据使用者的习惯而定)。
(5)按下F4键,进入“通道”功能组,将“探伤通道”调为所需的未存储曲线的通道,如“No.1”,此时“设置调出”、“设置保存”和“设置删除”均默认显示为“关”。
超声波探伤仪曲线制作
欧能达系列数字式超声波探伤仪基本操作一,开机。
按【电源】1秒指示灯松开。
二,看工件,选择合适探头。
目的是超声波所发射方向要与缺陷方向相交叉(相切)如:1.单晶直探头——用来检测被检测厚度>30mm以上工件(锻件、圆棒、中厚板等)2.双晶直探头——用来检测被检测厚度>1m----50mm左右工件(薄板、薄铸件等)3.斜探头——用来检测焊缝,焊缝熔深>2.5mm以上(钢板焊缝)三,打开预先保存通道。
打开通道步骤:按【返回】3次→左上角红色箭头3次→按【+】或【—】→按【打开通道】→【返回】四,设置【声程】1.用直探头时【声程】大于被检厚度,注意不要让始波不要超过第一格。
——按【声程】(vj=0、10、20、50、100四档循环)→“数字”→【回车】2.用斜探头时,【声程】设置为母材厚度2倍或以上即可。
五,调整【增益】1.用直探头时,先把探头放在工件上用手稳住,按【增益】(vj=0.1、1、2、6四档循环)→【+】或【—】(使杂波高出水平线即可)。
也可用公式直接算出2.用斜探头时,做DAC曲线时dB值为准六,【定量】——冻结当前屏幕,按【+】(后移)或【—】(前移)移动黄色光标(黄点)到所要缺陷波顶端,此时S a值就是该缺陷波位置。
再按【定量】1次恢复采集七,【退格】——为删除八,【回车】——为确定九,【返回】——为返回上一菜单十,【输入法】——为输入大小写字母,保存波形数据的文件名需要字母时用十一,【Sa】――距离【Xa】――水平【Ya】――深度【幅a】――红色波的高度【RLa】――缺陷当量值或缺陷dB值一、纵波直探头调校(A VG【DGS】曲线制作快捷步骤)1.开机后按【超声探伤】→按【探伤调节】→按【通道选择】→按【通道号】→按“+”或“—”→按【打开通道】→【返回】2.按【探头参数】键,将【探头类型】用【+】/ 【—】键调整为直探头。
(注:探头类型改成直探头后,【探头K值】和【探头角度】自动默认为0)→按【返回】3.按【声速设定】,选择【钢直声速】,5900m/s按【返回】。
焊缝超声波检测时DAC曲线的制作与应用
焊缝超声波检测时DAC曲线的制作与应用摘要在超声波检测时,为了避免漏检,超声检测人员通常用较高的灵敏度(二次波或三次波的灵敏度)作为扫查灵敏度。
当在扫查过程中发现缺陷时,根据缺陷波距一次波、二次波(三次波)的水平位置远近选用水平差值最小的波次的灵敏度对缺陷进行定量。
因此在超声波检测时应用DAC曲线,不仅可灵敏的监测出缺陷的位置所在,而且简单方便。
本文分析了超声波检测在检测时对检测结果的分析,应用DAC曲线和DAC曲线的多种制作方法,并对比分析了各种DAC曲线的制作方法优缺点如:直线连接法;最小二乘拟合法;拉格朗日拟合曲线法等,并且还介绍了增益型波检测DAC曲线与衰减型检测DAC曲线。
DAC曲线在实际工程中的应用很是广泛。
其中本文以TC4大直径钛合金棒材超声波探伤为例证明DAC曲线可以对保证准确的灵敏度及建立曲线进行声程补偿,可有效解决材料探伤杂波较高的问题,保证大直径棒材的有效检测,以保证探伤结果的准确性、可靠性。
关键词超声波检测;DAC曲线;缺陷定量;评定依据Production and Application of DAC Curve inUltrasonic Testing of WeldsAbstractIn ultrasonic testing, in order to avoid detection, ultrasonic testing personnel usually with high sensitivity (sensitivity of two times wave or three times the wave ) as the scanning sensitivity. When the find defects during scanning process, according to the distance of defect wave from a wave, the two wave (the three wave) level location select the least level difference between wave sensitivity as the quantify defects. The application of DAC curve in ultrasonic testing, not only can sensitively detect the location of defects,but also be simple and convenient.This paper analyzed the ultrasonic testing in the detection of the analysis on the test results, making a wide variety of applications of DAC curve and DAC curve, and analyzed the advantages and disadvantages of various methods of DAC curve analysis such as: linear connection method; least squares fitting; Lagrange fitting curve method, and also introduces the gain wave detection of DAC curve and DAC curve of attenuation measurement.Application of DAC curve in engineering practice is very extensive. Which based on the TC4 large diameter titanium alloy bars-ultrasonic testing as an example to demonstrate that DAC curve can be used for acoustic sensitivity to ensure the accuracy of compensation and establishment of curve, which can effectively solve the problem of high material testing noise, ensure the effective detection of large diameter bars, in order to guarantee the accuracy, reliability of testing results.Keywords Ultrasonic testing; DAC curve; Defect quantitative; Assessment basis目录摘要 (I)Abstract (II)第1章绪论................................................................................................... - 1 -1.1 课题背景............................................................................................ - 1 -1.2 超声波检测时应用曲线.................................................................... - 2 -1.2.1 焊缝超声波检测时DAC曲线 ............................................... - 2 -1.2.2 焊缝超声波检测时A VG曲线................................................ - 3 -1.3 我国超声波检测时曲线的现状及发展............................................ - 6 -1.4 本文主要研究内容............................................................................ - 6 - 第2章超声波检测DAC曲线的制作 ........................................................ - 7 -2.1 DAC曲线分类 ................................................................................... - 7 -2.1.1 dB-S曲线(实测DAC曲线) ............................................... - 7 -2.1.2 DAC面板 ................................................................................. - 8 -2.2 各种绘制方法在标准中的使用........................................................ - 8 -2.2.1 直接连线法.............................................................................. - 9 -2.2.2 最小二乘法曲线拟合.............................................................. - 9 -2.2.3 拉格朗日插值法.................................................................... - 10 -2.2.4 结论........................................................................................ - 12 -2.3 衰减型和增益型探伤DAC曲线绘制 ........................................... - 12 -2.3.1 衰减型DAC曲线的绘制 ..................................................... - 12 -2.3.2 增益型数字超声探伤仪DAC曲线的绘制 ......................... - 16 -2.4 绘制DAC曲线注意事项 ............................................................... - 17 -2.5 本章小结.......................................................................................... - 18 - 第3章DAC曲线在大直径钛合金棒材超声检测中的应用 ................... - 19 -3.1 简介.................................................................................................. - 19 -3.2 探伤原理.......................................................................................... - 19 -3.3 探伤工艺的选择.............................................................................. - 20 -3.3.1 探伤仪.................................................................................... - 20 -3.3.2 探头........................................................................................ - 20 -3.3.3 对比试块................................................................................ - 20 -3.3.4 扫查........................................................................................ - 22 -3.4 试验过程.......................................................................................... - 22 -3.4.1 前期试验................................................................................ - 22 -3.4.2 不同探头对比试验................................................................ - 22 -3.4.3 DAC曲线试验 ....................................................................... - 24 -3.4.4 实验结果................................................................................ - 25 -3.5 本章小结.......................................................................................... - 25 - 结论............................................................................................................... - 26 - 致谢............................................................................................................... - 27 - 参考文献....................................................................................................... - 28 - 附录............................................................................................................... - 29 -第1章绪论1.1课题背景无损检测即NDT(Non-destructive testing),就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。
焊缝超声检测试验1

焊缝超声检测实验1DAC曲线的制作一、实验目的1、理解DAC距离波幅曲线和曲线中各个部分的意义。
2、掌握利用相关试块制作DAC曲线的方法。
二、概述DAC距离波幅曲线是描述某一确定反射体回波高度随距离变化的关系曲线。
DAC曲线以横坐标表示距离(斜探头通常表示深度,横探头通常表示声程),纵坐标表示规则反射体波幅,DAC曲线可以使不同声程处的回波都有自己的灵敏依据而且简化了超声人员的操作过程。
三、实验用品1、仪器:CTS-8008型2、探头:据实际情况选择3、试块:CSK-ⅠA、CSK-ⅢA4、耦合剂:机油四、实验步骤1、用数据线连接好探头和仪器,打开CTS-8008仪器,选择通道。
进入DAC制作界面,选择“曲线参数”进入曲线参数设定,分别输入按标准规定的评定线、定量线、及判废线dB 值。
2、将探头平稳耦合放置在CSK-IIIA试块上,对准第一个基准孔(埋深10mm的短横孔),移动探头找到最高回波。
用调节旋钮移动闸门1套住埋深10mm短横孔最高回波,调整回波幅度达到80%满垂直刻度,选择“确定”,在波尖出现一条横直线,完成第一个基准点的制作。
3、重复(2)的过程,依次找到埋深20mm、30mm、40mm的短横孔最大回波,逐次用闸门套住回波,逐次选择“确定”,从第1测量点开始的横直线将逐点下拐连接第2、3、4个测量点的波尖(注意后面的制作不要使用自动增益功能,也不能再调节增益,因为幅度不用再调节。
选择“完成”仪器自动生成按设定曲线参数的三条DAC曲线。
4、生成DAC曲线后,按快捷键的“保存”键进入数据保存界面,根据界面内容对应项完成存储操作。
五、注意事项1、制作DAC曲线前,需对探头延时、K值进行标定,否则所制作DAC曲线可能错误。
2、制作DAC曲线时的探头应与实际探伤时用的探头一致,且探头移动的压力和使用的耦合剂,应与实际检测时相同。
六、问题进行焊缝探伤前,怎样选择所需的斜探头型号?1、探头K值的选择应从以下三个方面考虑:(1)使声束能扫查到整个焊缝截面;(2)使声束中心线尽量与主要危险性缺陷垂直;(3)保证有足够的探伤灵敏度。
钢轨焊缝探伤作业指导书
钢轨焊缝探伤作业指导书1目的与要求1.1 目的:钢轨焊缝全断面探伤及伤损检查1.2 要求:执机人员应具有铁路无损检测人员资格鉴定与认证委员会颁发的2级或以上的技术资格证书,并经专门的钢轨焊缝探伤技术培训,合格后方能独立承担钢轨焊缝探伤工作。
2适用范围及引用标准2.1 适用范围:本作业指导书适用于焊缝宽度不大于40mm 的钢轨新焊焊缝、在役焊缝的超声波探伤作业。
2.2 引用标准:《工务作业第21部分:钢轨焊缝超声波探伤作业》(TB/T2658.21-2007)《A型脉冲反射式超声探伤仪通用技术条件》(JB/T10061-1999)《超声探伤用探头性能测试方法》(JB/T10062-1999)《普速铁路线路修理规则》(铁总工电〔2019〕34号)《高速铁路无砟轨道线路维修规则(试行)》(铁运〔2012〕83号)《高速铁路有砟轨道线路维修规则(试行)》(铁运〔2013〕29号)《普速铁路工务安全规则》(铁总运〔2014〕272号)《高速铁路工务安全规则(试行)》(铁总运〔2014〕170号)《钢轨探伤管理规则》(铁运〔2006〕200号)3仪器、探头要求3.1 焊缝探伤仪应符合JB/T10061-1999技术条件达到TB/T2658.21-2007规定的要求。
3.2 焊缝探伤仪探头测试应符合」8/丁10061-1999片技术条件达到TB/T2658.21-2007规定的要求。
新焊闪光焊、气压焊焊缝采用不小于4MHz频率探头,其他焊缝探伤频率2.5MHz。
4探伤作业程序与要求4.1 探伤作业前4.1.1 必须采用标定合格的仪器上道作业。
仪器发射工作方式根据探头数量设置单或双;阻尼400Q;频率调节自动;发射电压250v;方波宽度200ns;带宽为窄带(宽带:4〜15MHZ,窄带:1.5〜3MHZ):检波方式:全波;抑制0%(扫查时可监控草状波);接收单位:mm;处理方式:平均;测量模式:峰值;自动幅度80%;波峰幅度(波峰搜索的最小高度)不小于20%。
CTS-9002,DAC曲线制作和在钢轨焊缝探伤中的使用
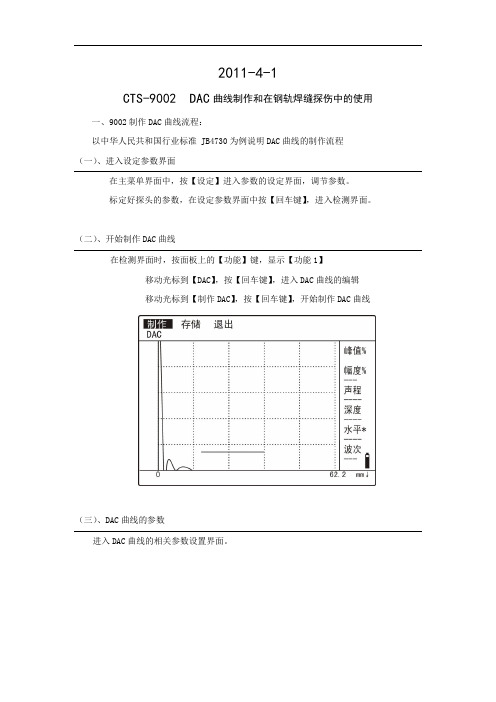
2011-4-1CTS-9002 DAC曲线制作和在钢轨焊缝探伤中的使用一、9002制作DAC曲线流程:以中华人民共和国行业标准 JB4730为例说明DAC曲线的制作流程(一)、进入设定参数界面在主菜单界面中,按【设定】进入参数的设定界面,调节参数。
标定好探头的参数,在设定参数界面中按【回车键】,进入检测界面。
(二)、开始制作DAC曲线在检测界面时,按面板上的【功能】键,显示【功能1】移动光标到【DAC】,按【回车键】,进入DAC曲线的编辑移动光标到【制作DAC】,按【回车键】,开始制作DAC曲线(三)、DAC曲线的参数进入DAC曲线的相关参数设置界面。
按照探伤工艺调节DAC曲线参数,上图以中华人民共和国行业标准 JB4730为例设置。
(四)、记录试块人工伤的反射波的峰值点耦合探头到试块CSK-IIIA上去,先测量10MM深短横孔的反射波:前后移动探头,找到10mm深孔的最高反射波;调节【衰减】,将波高调到90%-80%左右。
移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第一点(10mm深Φ1*6短横孔)记录下来了。
从现在开始,直到60mm深的横孔记录完。
只能调节【A门位】。
耦合探头到试块CSK-IIIA上去,测量20MM深短横孔的反射波。
前后移动探头,找到该孔的最高反射回波。
移动光标到【A门位】,使用万用旋钮调节【A 门位】,锁住反射回波。
按面板上的【回车键】,记录第二点(20mm深Φ1*6短横孔)以此类推,记录第三点、第四点、第五点、第六点(分别为30mm、40mm、50mm、60mm深的Φ1*6短横孔)待第六点记录完后,将光标从【A门位】上移出(到任意位置),按仪器面板上的【下页键】,则三条DAC曲线全部显示出来。
可改变补偿值,补偿耦合损失(本实例不用补偿)。
DAC曲线制作好后,如果改变仪器的参数,如衰减、范围、移位等,仪器会提示“参数已改动请按下页键”,操作后,DAC曲线会相应的变化。
DAC曲线
DAC (距离波幅校正)将信号幅度随距离的变化,即所谓的DAC幅值曲线(按ASME、ASME-3或JIS标准)计算出来。
沿着曲线,同一反射体的反射信号峰值与其位置相关。
DAC曲线--距离-波幅曲线及校准一、DAC曲线的概念:描述同一反射体在不同声程时,其反射回波幅值关系的曲线称为距离-波幅曲线。
二、距离-波幅(分贝)曲线的绘制1.测探头入射点、K值。
调扫描速度(通常调深度1:1);2.衰减器值定52dB(设定),在CSK-IIIA试块上调[增益]使10mm深的φ1×6孔的最高回波达基准的60%,依次测20、30…,填入下表,并依次数据画出曲线三、距离-波幅(面板)曲线的绘制1.测探头入射点、K值。
调扫描速度(通常调深度1:1);2. 在CSK-IIIA试块上调[增益]找到10mm深的φ1×6孔的最高回波达基准的100%,在面板上标记①,记下dB值(例如选定30dB)。
3.固定[增益][衰减器],分别测得20、30、40…90处的φ1×6孔的最高回波并标注出相应的②③…,连接各点便成面板曲线。
该曲线为φ1×6缺陷。
4. [衰减器]值调到30-9=21dB,为评定线即φ1×6 - 95. [衰减器]值调到30-3=27dB,为定量线即φ1×6 - 36. [衰减器]值调到30+5=35dB,为判废线即φ1×6+5四、距离-波幅曲线的校准扫描量程的复核如果距离--波幅曲线上任意一点在扫描线上的偏移超过扫描读数的10%,则扫描量程应予以修正,并在检测记录中加以标明。
距离--波幅曲线的复核复核时,校核应不少于3点。
如曲线上任何一点幅度下降2dB,则应对上一次以来所有的检测结果进行复检;如幅度上升2dB,则应对所有的记录信号进行重新评定。
超声波发射声场-AVG(DGS)曲线一、AVG(DGS)曲线的概念表示回波声程、幅度(dB)和缺陷之间关系的曲线称为AVG曲线。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DAC曲线制作和在钢轨焊缝探伤中的使用一、9002制作DAC曲线流程:以中华人民共和国行业标准 JB4730为例说明DAC曲线的制作流程(一)、进入设定参数界面在主菜单界面中,按【设定】进入参数的设定界面,调节参数。
标定好探头的参数,在设定参数界面中按【回车键】,进入检测界面。
(二)、开始制作DAC曲线⑥在检测界面时,按面板上的【功能】键,显示【功能1】⑥移动光标到【DAC】,按【回车键】,进入DAC曲线的编辑⑥移动光标到【制作DAC】,按【回车键】,开始制作DAC曲线(三)、DAC曲线的参数进入DAC曲线的相关参数设置界面。
按照探伤工艺调节DAC曲线参数,上图以中华人民共和国行业标准JB4730为例设置。
(四)、记录试块人工伤的反射波的峰值点耦合探头到试块CSK-IIIA上去,先测量10MM深短横孔的反射波:⑥前后移动探头,找到10mm深孔的最高反射波;调节【衰减】,将波高调到90%-80%左右。
⑥移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第一点(10mm深Φ1*6短横孔)记录下来了。
⑥从现在开始,直到60mm深的横孔记录完。
只能调节【A门位】。
⑥耦合探头到试块CSK-IIIA上去,测量20MM深短横孔的反射波。
前后移动探头,找到该孔的最高反射回波。
移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波。
⑥按面板上的【回车键】,记录第二点(20mm深Φ1*6短横孔)⑥以此类推,记录第三点、第四点、第五点、第六点(分别为30mm、40mm、50mm、60mm 深的Φ1*6短横孔)⑥待第六点记录完后,将光标从【A门位】上移出(到任意位置),按仪器面板上的【下页键】,则三条DAC曲线全部显示出来。
⑥可改变补偿值,补偿耦合损失(本实例不用补偿)。
⑥DAC曲线制作好后,如果改变仪器的参数,如衰减、范围、移位等,仪器会提示“参数已改动请按下页键”,操作后,DAC曲线会相应的变化。
(五)、保存DAC曲线及其参数按【功能键】,两次,显示数据处理菜单【存储】、【打印】、【通讯】。
光标移动到【存储】,按【回车键】,保存DAC曲线,及参数。
二、钢轨焊缝探伤中DAC曲线制作1、双探头的DAC曲线无法9002在仪器上制作,可以在坐标图上以测得的dB值为纵坐标,深度值为横坐标标出各平底孔所对应的点。
2、单探头距离波幅曲线制作2.1 直探头用GHT-5试块上A区2~7号长横孔制作,1号孔仅作为选用孔,如图1.所示,从踏面探测。
制作步骤:(1)首先进入参数设定界面、标定直探头延时,按规定调节扫描[范围]至探伤使用的最大探测范围;(2)进入DAC曲线的相关参数设置界面;调整:标准为TB/T 2658.21-2007;试块为GHT-5A区;评定线 +6dB;定量线 0dB;判废线 -6dB;(衰减型仪器)(3)耦合探头到试块GHT-5 A区上去,先测量20MM深横通孔的反射波前后移动探头,找到20mm深孔的最高反射波;调节【衰减】,将波高调到90%-80%左右。
(4)移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第一点(20mm深Φ5*6横通孔)记录下来了。
从现在开始,直到160mm深的横通孔记录完。
只能调节【A门位】。
(5)耦合探头到试块GHT-5试块CSK-A区上去,测量30MM深横通孔的反射波。
前后移动探头,找到该孔的最高反射回波。
移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波。
(6)按面板上的【回车键】,记录第二点(30mm深Φ5*6横通孔)以此类推,记录第三点、第四点、第五点、第六点、(分别为40mm、80mm、120mm、160mm深的Φ5*6横通孔)(7)待第六点记录完后,将光标从【A门位】上移出(到任意位置),按仪器面板上的【下页键】,则三条DAC曲线全部显示出来可改变补偿值,补偿耦合损失(2-6dB)。
DAC曲线制作好后,如果改变仪器的参数,如衰减、范围、移位等,仪器会提示“参数已改动请按下页键”,操作后,DAC曲线会相应的变化。
(7)保存DAC曲线及其参数按【功能键】,两次,显示数据处理菜单【存储】、【打印】、【通讯】。
光标移动到【存储】,按【回车键】,保存DAC曲线,及参数。
图1.GHT-5试块0°探头区(A区)2.2 轨头和轨腰探头(斜探头K2.5)用GHT-5试块上B区1~8号长横孔制作,从踏面探测,如图2.所示制作步骤:(1)首先进入参数设定界面、标定直探头延时和K值,按规定调节扫描[范围]至探伤使用的最大探测范围;(2)进入DAC曲线的相关参数设置界面;调整:标准为TB/T 2658.21-2007;试块为GHT-5B区;评定线 +6dB;定量线 0dB;判废线 -6dB;(衰减型仪器)(3)耦合探头到试块GHT-5B区上去,先测量10MM深横通孔的反射波前后移动探头,找到10mm深孔的最高反射波;调节【衰减】,将波高调到90%-80%左右。
(4)移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第一点(10mm深Φ3*8横通孔)记录下来了。
从现在开始,直到160mm深的横通孔记录完。
只能调节【A门位】。
(5)耦合探头到试块GHT-5试块CSK-B区上去,测量20MM深横通孔的反射波。
前后移动探头,找到该孔的最高反射回波。
移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波。
(6)按面板上的【回车键】,记录第二点(20mm深Φ3*8横通孔)以此类推,记录第三点、第四点、第五点、第六点、第七点、第八点(分别为30mm、40mm、60mm、100mm、140mm、160mm深的Φ3*8横通孔)(7)待第八点记录完后,将光标从【A门位】上移出(到任意位置),按仪器面板上的【下页键】,则三条DAC曲线全部显示出来可改变补偿值,补偿耦合损失(2-6dB)。
DAC曲线制作好后,如果改变仪器的参数,如衰减、范围、移位等,仪器会提示“参数已改动请按下页键”,操作后,DAC曲线会相应的变化。
(7)保存DAC曲线及其参数按【功能键】,两次,显示数据处理菜单【存储】、【打印】、【通讯】。
光标移动到【存储】,按【回车键】,保存DAC曲线,及参数。
图2. GHT-5试块轨头和轨腰探头区(B区)2.3轨底(斜探头K2.5)用GHT-5试块上C区1和2号竖孔上下棱角反射波制作,从厚度15MM面探测,如图3.所示,方法是:(用一次波和二次波探测GHT-5试块上C区两竖孔与试块界面构成的上下棱角,并测出各棱角最高反射波达到满幅度80%时的dB值和声程(或深度),在坐标图上标出各棱角波所对应的点,然后将4个点连成平滑的曲线,并延伸到整个探测范围)。
在找竖孔最高反射波时,应将探头向侧面偏转一定的角度。
制作步骤:(1)首先进入参数设定界面、标定直探头延时和K值,按规定调节扫描[范围]至探伤使用的最大探测范围;(2)进入DAC曲线的相关参数设置界面;调整:标准为TB/T 2658.21-2007;试块为GHT-5C区;评定线 +6dB;定量线 0dB;判废线 -6dB;(衰减型仪器)(3) 耦合探头到试块GHT-5 C区上去,1号竖孔下棱角的反射波(一次波)前后移动探头,1号竖孔下棱角的最高反射波;调节【衰减】,将波高调到90%-80%左右,移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第一点(1号竖孔下棱角)记录下来了。
(4)耦合探头到试块GHT-5试块CSK-C区上去,2号竖孔下棱角的反射波(一次波)。
前后移动探头,找到该孔的最高反射回波。
移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第二点(2号竖孔下棱角)记录下来了(5)耦合探头到试块GHT-5试块CSK-C区上去,1号竖孔上棱角的反射波(二次波)。
前后移动探头,找到该孔的最高反射回波,移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第三点(1号竖孔上棱角)记录下来了;(6)耦合探头到试块GHT-5试块CSK-C区上去,2号竖孔上棱角的反射波(二次波)。
前后移动探头,找到该孔的最高反射回波,移动光标到【A门位】,使用万用旋钮调节【A门位】,锁住反射回波,按面板上的【回车键】,则第四点(2号竖孔上棱角)记录下来了;(7)待第4点记录完后,将光标从【A门位】上移出(到任意位置),按仪器面板上的【下页键】,则三条DAC曲线全部显示出来可改变补偿值,补偿耦合损失(2-6dB)。
DAC曲线制作好后,如果改变仪器的参数,如衰减、范围、移位等,仪器会提示“参数已改动请按下页键”,操作后,DAC曲线会相应的变化。
(8)保存DAC曲线及其参数按【功能键】,两次,显示数据处理菜单【存储】、【打印】、【通讯】。
光标移动到【存储】,按【回车键】,保存DAC曲线,及参数。
图3. GHT-5试块轨底探头区(C区)声程(mm)图3.1 轨底单探头距离波幅曲线制作三、DAC曲线在钢轨焊缝探伤中的使用(一)缺陷判定(TB/T 2658.21-2007)1 新焊焊缝0°探头探伤铝热焊焊缝时底波比正常焊缝底波低16dB及以上或焊缝存在如下缺陷时,焊缝判废,应重新焊接:a) 双探头探伤:轨底角部位(20mm): ≥φ3-6dB 平底孔当量(即≥φ2.1 平底孔当量)其它部位:≥φ3 平底孔当量b) 横波单探头探伤:轨头和轨腰:≥φ3 长横孔当量轨底:≥φ4 竖孔当量轨底角(20mm):≥φ4-6dB 竖孔当量(即≥φ2.8平底孔当量)c) 铝热焊0°探头探伤:≥φ5 长横孔当量。
d)焊缝中存在平面状缺陷。
e)缺陷当量比a)、b)、c)规定的缺陷低3dB或以内,但延伸长度大于6mm。
2 在役焊缝2.1焊缝疲劳缺陷的当量达到或超过探伤灵敏度规定的当量时判为重伤,未达到时判为轻伤;2.2 焊缝焊接缺陷达到1规定的报废程度时,判为重伤,未达到时判为轻伤。
(二)现场三条线的使用1、直探头、轨头和轨腰探测时、已屏幕显示的中间线为判废线、回波超过中间线为重伤、不超过时为轻伤;2.轨底角探测时、探头在轨底边原20mm范围内探测时、已屏幕显示的下方线为判废线、出现回波、回波超过屏幕显示的下方线为重伤、回波不超过屏幕显示的下方线为轻伤;探头在轨底边原20mm范围以外探测时、已屏幕显示的中间线为判废线出现回波、回波超过屏幕显示的中间线为重伤、回波不超过屏幕显示的中间线为轻伤。
(三)伤损的计算1、利用三条曲线通过平底孔当量计算公式分别求出三条线的平底孔当量:平底孔当量计算公式:df=da×(Xa÷Xf)×10 △/402若缺陷回波高出或低于判废线并要求计算当量时,请按下页键”操作后,屏幕右上角显示“幅度△dB值”可利用△dB、利用平底孔当量计算公式求出当量:df=da×(Xa÷Xf)×10 △/40 。