冲压材料之特性与选用
常用冲压材料
常用冲压材料冲压是一种常见的金属加工工艺,通过模具对金属材料进行冲击、拉伸、弯曲等形变,将平板金属加工成所需的零部件。
在冲压过程中,选择合适的冲压材料是非常重要的,不同的材料具有不同的特性和适用范围。
下面我们就来了解一些常用的冲压材料。
1. 冷轧钢板。
冷轧钢板是一种常见的冲压材料,它具有良好的成形性和表面质量,适用于对表面要求较高的零部件。
冷轧钢板通常用于汽车制造、家电制造等领域,其优点是成本低、加工性能好,但强度和耐腐蚀性相对较差。
2. 不锈钢。
不锈钢是一种耐腐蚀性能较好的冲压材料,适用于对材料表面要求高、有耐腐蚀性能要求的零部件制造。
不锈钢具有良好的强度和硬度,适用于制造耐磨、耐腐蚀的零部件,如厨房用具、化工设备等。
3. 铝合金。
铝合金是一种轻质、高强度的冲压材料,适用于汽车制造、航空航天等领域。
铝合金具有良好的导热性和导电性,成形性能优良,但价格相对较高。
在一些对重量要求较高的领域,铝合金是一种理想的冲压材料。
4. 镀锌钢板。
镀锌钢板是一种在普通钢板表面镀上一层锌的冲压材料,具有良好的防腐蚀性能。
镀锌钢板适用于户外使用的零部件制造,如钢结构、管道等。
它的优点是价格低廉、防腐蚀性能好,但成形性能略逊于冷轧钢板。
5. 硅钢。
硅钢是一种用于电机、变压器等电工设备制造的冲压材料,具有良好的磁导性能和低损耗特性。
硅钢的材料成本较高,但在电工设备制造领域有着不可替代的作用。
以上就是一些常用的冲压材料,它们各具特点,在不同的领域有着不同的应用。
在实际的冲压加工中,选择合适的冲压材料对于提高零部件的质量和生产效率至关重要。
希望本文对您有所帮助,谢谢阅读!。
冲压模具材料的种类及特性
冲压模具材料的种类及特性
冲压模具是制作金属零部件的重要工具之一,它承受着巨大的压力和冲击力。
因此,选择合适的材料来制造冲压模具对于保证其使用寿命和使用效果至关重要。
1.工具钢
工具钢(Tool Steel)是一种常用的冲压模具材料,其特点是具有较高的硬度、韧性和耐磨性。
常见的工具钢有Cr12MoV、Cr12、CrWMn等,它们具有良好的切削性能和耐磨性,适用于制作剪切模和冲裁模。
2.高速钢
高速钢(High Speed Steel)属于具有高硬度和高耐磨性的合金钢,适用于制作冲压模具中的剪切刃。
高速钢具有优良的热硬性,能够在高温下保持较高的硬度,因此适用于制作高速剪切模。
3.硬质合金
硬质合金(Cemented Carbide)是一种由碳化物和金属粉末烧结而成的材料,常用的成分为钨碳化物(WC)和钼碳化物(Mo2C)。
硬质合金具有极高的硬度、耐磨性和抗腐蚀性,适用于制作冲击和压力较大的模具,如冲头和冲模。
4.粉末冶金材料
粉末冶金材料(Powder Metallurgy Material)是由金属粉末冶炼和压制制造而成的材料,具有较高的硬度、韧性和耐磨性。
由于制造的过程可以控制材料的孔隙率和颗粒大小,粉末冶金材料能够在模具中形成复杂的形状和结构,适用于制作复杂的冲压模具。
5.硬质合成材料
不同的冲压模具材料各有特点和适用范围。
在选择材料时,需要根据冲压件的形状、尺寸和使用环境等因素综合考虑。
同时,还需要结合实际工艺要求和经济效益进行综合评估,选择最合适的材料来制造冲压模具。
常用冲压材料介绍
上一页
上一章
下一页
下一章
返回首页
3.7、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相当于中国08AL(5213)深冲钢。 需保证非时效性时,在牌号末尾加N为SPCEN。
冷轧碳素钢薄板及钢带调质代号:退火状态为A,标准调质为S,1/8硬为8,1/4硬为4, 1/2硬为2,硬为1。
表面加工代号:无光泽精轧为D,光亮精轧为B。如SPCC-SD表示标准调质、无光泽精 轧的一般用冷轧碳素薄板。再如SPCCT-SB表示标准调质、光亮加工,要求保证机械性能的 冷轧碳素薄板。
A1100-H14 A1050-H14
铝
A1050P-H14 A5005-H34
50 23.7 27.9 45.3
42 58 12.8 11.9 12.3 16
33
66
5.8
24
10.4
37
49.6
-
25
60
49
84
11.7
91
11
92
11.5
93
14.6
91
上一页
上一章
下一页
下一章
延伸率
(%)
27 以上 30 以上 31 以上
3.3﹑SPHD——表示冲压用热轧钢板及钢带。
3.4、SPHE——表示深冲用热轧钢板及钢带。
3.5、SPCC——表示一般用冷轧碳素钢薄板及钢带,相当于中国Q195-215A牌号。其中 第三个字母C为冷Cold的缩写。需保证抗拉试验时,在牌号末尾加T为SPCCT。
3.6、SPCD——表示冲压用冷轧碳素钢薄板及钢带,相当于中国08AL(13237)优质碳 素结构钢。
④﹑塑性应变比(r)
它是表示板材各向异性性能的参数。由于板材在制造过程中要经历轧制与退火等工艺,结果使 板材形成结晶方位趋于一致的织构组织,在宏观上表现为各向异性,即在不同的方向上板材的性能 有一定的差异。在生产中用r值来表示板材的各向异性,其值等于对数应变表示的宽度应变b与厚度 方向应变t之比,即: r=b/t=ln(b/b0)/ln(t/t0)
影响冲压成型的因素

影响冲压成型的因素
影响冲压成型的因素有很多,主要包括以下几个方面:
1. 材料特性:材料的强度、塑性和韧性等物理性质对冲压成型有重要影响。
不同材料的成型性能不同,需要根据材料的特性选择合适的冲压工艺。
2. 零件设计:零件的形状、尺寸和壁厚等设计参数直接影响到冲压的可行性和成功率。
合理的零件设计可以提高冲压件的质量和生产效率。
3. 缺陷和变形:冲压过程中可能发生的缺陷和变形现象,如扭曲、撕裂和起皱等,会对成形件的质量和尺寸稳定性产生影响。
应注意减少和控制这些问题。
4. 冲压工艺参数:冲压工艺参数,如冲头尺寸、冲头形状、冲头速度和冲头力等,直接影响到成形件的质量和生产效率。
正确选择和调整冲压工艺参数是确保成功冲压的关键。
5. 润滑剂:润滑剂在冲压过程中起到润滑、降低摩擦和冷却等作用。
不同润滑剂的性能差异对成形件的质量和表面光洁度有直接影响。
6. 设备和模具:冲压设备和模具的精度和稳定性对成形件的质量和尺寸控制至关重要。
设备和模具应具备足够的刚性和精度,以确保冲压过程的稳定性和可靠性。
蓄能器冲压标准

蓄能器冲压标准一、冲压设备1. 冲压设备应符合国家相关标准,具备高精度、高刚性和高可靠性。
2. 冲压设备的压力机应选用专业厂家生产的产品,并经过严格的质量检验。
3. 冲压设备的液压系统应保持清洁,防止油液污染。
二、冲压模具1. 冲压模具的设计应合理,并经专业人员审核确认。
2. 冲压模具的材料应选用优质钢材,并进行相应的热处理。
3. 冲压模具的制造过程应严格遵循模具制造标准,确保模具精度和寿命。
4. 冲压模具的安装调试应按照技术要求进行,确保模具正常使用。
三、冲压材料1. 冲压材料应符合产品要求,具备高强度、高韧性等特性。
2. 冲压材料的采购应选择合格供应商,并保证材料质量。
3. 冲压材料的储存和处理应按照相关规定进行,防止材料受潮、污染或损坏。
4. 冲压材料的处理设备应保持清洁,防止材料污染。
四、冲压操作规程1. 操作人员应经过专业培训,熟悉冲压设备、模具和材料的基本知识和操作技能。
2. 操作人员应严格按照操作规程进行作业,避免因误操作导致事故。
3. 在冲压过程中,操作人员应密切关注设备运行状况和产品质量,如有异常应及时处理。
4. 操作人员应定期对设备进行检查和维护,确保设备正常运行。
5. 在进行维修和保养时,操作人员应采取相应的安全措施,确保自身安全。
6. 操作人员应定期对设备进行检查和维护,确保设备正常运行。
7. 在进行维修和保养时,操作人员应采取相应的安全措施,确保自身安全。
8. 操作人员应遵守公司的安全规定,正确使用劳保用品。
9. 操作人员应定期参加公司组织的安全培训和学习活动,提高自身的安全意识和技能水平。
冲压材料的选择对冲压工艺的影响
冲压材料的选择对冲压工艺的影响冲压工艺是一种常见的金属加工技术,广泛应用于汽车制造、电子产品制造和家用电器制造等领域。
而在冲压工艺中,材料的选择对最终产品的质量和成本有着直接的影响。
冲压材料的选择对冲压工艺具有重要的影响。
冲压材料的选择影响着产品的成型性能。
不同的材料具有不同的机械性能和成型特性,选材不当可能导致产品成型不良、变形过大或者产生裂纹等问题。
在汽车制造中,车身冲压件通常采用高强度钢材料,以确保产品具有足够的强度和刚度。
而对于一些薄壁结构的零部件,需要选择具有良好延展性和成型性能的材料,如铝合金或者不锈钢材料。
材料选择对冲压模具的损耗具有直接影响。
冲压模具是冲压工艺中不可或缺的工具,其寿命和成本直接受到材料影响。
一些高硬度的材料在与模具接触时可能会引起磨损严重,从而缩短模具寿命,增加生产成本。
在选择冲压材料时,需要综合考虑其与模具之间的磨损情况,选择适合的材料以延长模具寿命,降低生产成本。
不同材料的成型极限和表面质量也会对冲压工艺产生影响。
成型极限是指材料在成型过程中能够达到的最大变形程度,不同材料的成型极限差异较大,需要结合产品设计要求和成型工艺选择合适的材料。
材料的表面质量对最终产品的外观和性能也具有重要影响,不同材料的表面质量差异较大,需要根据产品要求选择适当的材料。
成本因素也是影响冲压材料选择的一个重要因素。
不同材料的价格差异较大,而且在成型前需要考虑材料的利用率和浪费情况,选择合适的材料可以降低生产成本,提高产品竞争力。
在选材时需要综合考虑上述因素,并确定最佳的材料选择方案。
冲压材料的选择对冲压工艺具有重要的影响,直接影响着产品的成型性能、模具损耗、成型极限、表面质量和生产成本等方面。
在进行冲压工艺设计时,需要充分考虑材料选择的影响,选择合适的材料以确保产品质量、降低生产成本,提高产品竞争力。
五金冲压件技术要求标准

五金冲压件技术要求标准一、引言五金冲压件是指利用模具对金属材料进行冲压加工,制作各种形状的零部件,广泛应用于汽车、家电、机械设备等领域。
为了确保五金冲压件的质量稳定和生产效率,制定一套严格的技术要求标准是十分必要的。
二、材料要求1. 材料应选用优质金属材料,如冷轧板材、热轧板材等,符合国家标准。
2. 材料的厚度、硬度和强度应满足设计要求,并能够确保冲压加工后的产品符合强度和耐久性要求。
三、设计要求1. 模具设计应符合产品的结构要求,确保冲压件的几何形状、尺寸和孔位精度满足设计要求。
2. 充分考虑材料的拉伸变形特性和冲压时的应力分布,避免产生裂纹、翘曲等缺陷。
四、冲压工艺要求1. 冲床设备应具备稳定的性能和精度,确保冲压件的加工精度和表面质量。
2. 合理确定冲压工艺参数,如冲头压力、冲头速度、冲头行程和冲座间距等,以确保产品的成型质量和生产效率。
3. 对于复杂工件,应采用逐级成形或多工位冲压工艺,以确保产品的成形质量和精度。
五、质量控制要求1. 制定严格的产品质量检验标准,包括外观质量、尺寸精度、表面平整度、材料硬度等项目,保证产品的质量稳定。
2. 引入先进的检测设备和工艺控制手段,如光学测量仪、数控冲床等,以实现产品质量的在线监测和控制。
3. 建立完善的产品质量追溯体系,确保每一批产品都可以进行追溯和溯源,对质量问题进行追踪和处理。
六、环境保护要求1. 在生产过程中,严格遵守环保法律法规,减少废水、废气和废固体的排放。
2. 推广清洁生产技术,降低资源消耗和能耗,减少对环境的影响。
3. 加强废品回收和利用,减少对自然资源的浪费,实现循环经济发展。
七、安全生产要求1. 坚持安全第一的原则,加强安全生产管理,确保生产过程中不发生安全事故。
2. 提高员工的安全意识,加强安全培训,提供必要的劳动防护设备,保障员工的人身安全。
八、结论五金冲压件技术要求标准是确保产品质量和生产安全的重要保障,对企业的技术水平和管理能力提出了更高要求。
常见冲压材料特性
常见冲压材料特性冲压材料是指用来进行冲压加工的金属材料。
冲压加工是制造业中常用的一种金属成形工艺,广泛应用于汽车、电子、家电、航空航天等领域。
常见的冲压材料有钢、铝、铜、不锈钢等。
不同的材料有不同的特性,下面将介绍常见冲压材料的特性。
1.钢材:钢是最常用的冲压材料之一,具有良好的可塑性和韧性,冲压加工性能较好。
钢材的应力应变曲线呈现出良好的弹性行为,适合进行复杂的冲压加工,如深冲、拉伸等。
2.铝材:铝具有较低的密度和良好的导热性能,适合用于制造轻量化产品。
铝材的可塑性较好,易于冲压成形,可进行各种复杂的冲压加工。
此外,铝材还具有良好的耐腐蚀性和可回收性,符合环保要求。
3.铜材:铜具有良好的导电性和导热性,适用于制造需要传导电热的产品。
铜材的可塑性较好,易于冲压成形,可以制造细密的冲压件。
此外,铜材还具有良好的耐腐蚀性和可靠性。
4.不锈钢:不锈钢具有良好的耐腐蚀性和耐高温性,适用于制造要求耐酸碱腐蚀的产品和高温环境下的冲压件。
不锈钢的可塑性较好,易于冲压成形,可以制造各种复杂形状的冲压件。
5.铁合金:铁合金是钢铁工业中常用的冲压材料,具有良好的机械性能和冲压加工性能。
常见的铁合金有铸铁、合金钢等,适用于制造要求强度和耐磨性的产品。
6.合金材料:合金材料是由两种或多种金属元素组成的材料,具有较高的强度和硬度。
常见的合金材料有铝合金、钛合金等,适用于制造要求较高强度和轻量化的产品。
7.非金属材料:除了金属材料外,冲压加工还可以使用一些非金属材料进行加工,如塑料、橡胶等。
非金属材料具有良好的柔软性和可塑性,可以进行一些特殊的冲压工艺,如热压、热成型等。
以上是常见冲压材料的主要特性。
在实际应用中,选择适合的冲压材料是确保产品质量和冲压效率的重要因素之一、根据产品的要求和加工性能,合理选择冲压材料将能够提高冲压工艺的效率和质量,满足不同领域和行业的需求。
会田冲压手册简介
会田冲压手册简介
一、手册概述
本手册旨在提供关于会田冲压工艺的全面指南,包括冲压工艺简介、冲压材料特性、冲压设备种类、冲压模具设计、冲压生产流程、冲压质量控制、安全操作规程以及维护与保养等方面的信息。
本手册是针对从事冲压生产的相关人员编写的,以便他们更好地了解和掌握冲压技术,提高生产效率和质量。
二、冲压工艺简介
冲压是一种通过模具对材料施加压力使其变形或分离的金属加工工艺,广泛应用于汽车、家电、电子等行业的零部件制造。
冲压工艺可以根据加工目的分为分离、成形和精整三种类型。
三、冲压材料特性
冲压所用的材料主要为金属,如钢板、不锈钢、铝等。
不同材料具有不同的物理和机械性能,如硬度、韧性、强度等,这些性能直接影响冲压加工的效果。
在选择冲压材料时,需根据产品用途和加工要求进行综合考虑。
四、冲压设备种类
冲压设备是实现冲压工艺的装置,主要分为压力机和冲压生产线两类。
压力机按其结构可分为机械压力机、液压压力机和液压气动压力机等;冲压生产线则包括冲压机、模具、传送装置等。
根据实际生产需要选择合适的设备类型,可提高生产效率和产品质量。
五、冲压模具设计
模具是实现冲压工艺的关键工具,其设计质量直接影响产品的质量和生产效率。
设计模具时需充分考虑材料的特性、模具结构、使用寿命等因素,以确保模具具有良好的刚性、强度和耐磨性。
同时,模具设计应尽量简单易操作,方便维修和更换易损件。
六、冲压生产流程
1.下料:将材料按照模具尺寸进行裁剪,准备好待加工的板料。
2.定位:将裁剪好的板料放入模具中,并调整好位置,以便进行后续的加工。
冲压模具常用材料种类及热处理
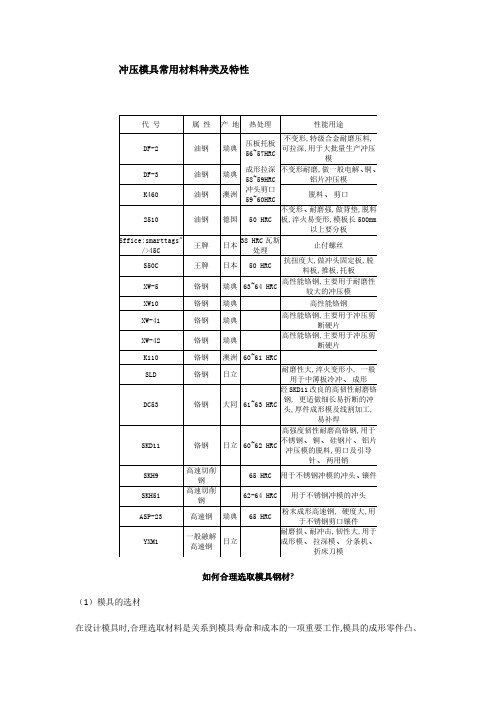
冲压模具常用材料种类及特性如何合理选取模具钢材?(1)模具的选材在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:①生产批量当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
②被冲压材料性能、工序性质和凸、凹模工作条件当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③加工规格一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系①模具凹模刃口高度的估算方法a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。
刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
②模具寿命与模具材料的关系凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?(1) 火花鉴别火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
①20钢流线多、带红色,火束长,芒线稍粗。
冲压工艺方案的确定依据是什么

冲压工艺方案的确定依据是什么冲压工艺方案的确定依据是什么冲压工艺是制造业中常见的一种加工方式,有着广泛的应用范围。
在冲压工艺中,工艺方案的确定是非常重要的,它直接影响到产品质量和生产效率。
那么,冲压工艺方案的确定依据是什么呢?一、产品设计要求冲压工艺方案的确定首先要根据产品的设计要求进行。
产品设计要求包括产品的尺寸、形状、材质等方面的要求。
根据产品的设计要求,我们可以确定冲压件的形状、尺寸以及材料选择等。
二、材料特性材料的特性对于冲压工艺方案的确定具有重要影响。
不同材料具有不同的性能和特点,对于冲压加工的要求也不同。
确定冲压工艺方案时,需要考虑材料的硬度、延展性、强度等特性,以确保冲压件的质量。
三、模具设计模具是冲压工艺中不可或缺的工具,模具的设计对于冲压工艺方案的确定十分重要。
模具设计要考虑到产品的形状、尺寸、材料等因素,以确保冲压过程中的精度和稳定性。
四、工艺流程冲压工艺方案的确定还需要考虑到工艺流程。
工艺流程是指冲压过程中各个加工步骤的顺序和方法。
工艺流程的确定要考虑到产品的结构、形状以及材料的特性等因素,以确保冲压过程的顺利进行。
五、设备选择设备的选择对于冲压工艺方案的确定也有着重要的影响。
不同的设备具有不同的功能和性能,对于冲压加工的要求也不同。
设备的选择要考虑到产品的尺寸、形状、材料以及工艺流程等因素,以确保冲压过程的高效和质量。
六、工艺参数工艺参数是冲压工艺方案的重要组成部分,它决定了冲压过程中各个加工步骤的具体参数设置。
工艺参数的确定要考虑到产品的尺寸、形状、材料以及设备的性能等因素,以确保冲压件的质量和工艺效率。
综上所述,冲压工艺方案的确定依据是多方面的,包括产品设计要求、材料特性、模具设计、工艺流程、设备选择以及工艺参数等。
在确定冲压工艺方案时,需要综合考虑这些因素,并根据具体情况进行权衡和选择,以确保冲压件的质量和生产效率。
范文:冲压工艺方案的确定依据是什么冲压工艺是一种常见的金属加工方式,广泛应用于制造业中。
常用冲压模具钢材介绍-20171103

内容目录
一.常见模具材料及热处理 二.常见高速钢 三.常用热作模具材料化学成份
四.常用冷作模具材料加工特性
一.常见模具材料及热处理
冲压模具常用的模具材料如下﹕ 1.SS41(JIS) 2.SKD11(JIS) 3.YK30(SK3) 4.SKH-9(JIS) 5.PD20 6.DC53(JIS) 7.SKD61 8.A3钢 9.钨钢 10.45钢等 11.SKH51(JIS)
一.常见模具材料及热处理
钨钢 硬度很高,热处理后硬度可达HRC70, 耐磨耗,耐高温,但脆性很大,受力不均匀时易发生 崩裂,且不易进行切销加工, 材料成本和加工成本较高 元素含量: C 0.50~1.50﹪, AL 0.5~1. 0﹪, Cr 0.5~3.0﹪ 适用于受力很大的冲压模具零件(如冲色拉孔的入子) SKH51(高速钢) 1) JIS标准: SKH51, US标准: M2; 2) 常用在产量高,模具复杂的冲模上; 3) 高硬度:HRC61~63. 机械性能较好.如:良好的淬透性,高耐磨性,强韧性极佳,热处理 变形小
钢材
特性
SKD11﹑SLD﹑ DC11﹑D2﹑ Cr12Mo1V1
1.低温回火160~200℃二次 硬度 HRC60~63 ●高硬度、高耐磨性、高强度、 高韧性且变寸小。 具良好的淬透性, ●回火程度差,线切割、放电、 研磨及生产使用易开裂 高韧性,高耐磨性, 2.高温回火500~560℃二次 硬度 强韧性极佳,并具 HRC50~59。 ●回 有良好抗回火稳定 火程度佳,后工段加工不易 开裂。 性,热处理变形小。 ●500~520℃回火硬度 为 HRC58~59,较高硬度但韧性较 差。540~560℃回火硬度为 HRC50~55,硬度较低但韧性高
冲压材料性能要求
结果使板材形成结晶方位趋于一致的结构组织, 在宏观上表现为各向异性,即在不同的方向上板 材的性能有一定的差异。 r值越大,拉伸性能越好。其值等于应变宽度与应 变厚度之比。
对冲压材料的要求还有:
①厚度精确、均匀。冲压用模具精密、间隙小, 板料厚度过大会增加变形力,并造成卡料,甚至 将凹模胀裂;板料过薄会影响成品质量,在拉深 时甚至出现拉裂。
一般以含碳量≤0.25%及抗拉强度小于 650N/mm2的材料为主。
冲压对金属材料的冲压性能要求:
(1)具有良好的机械性能及较大的变形抗力 金属材料的机械性能是指抗拉强度、屈服强
度、延伸率、硬度、塑性、应变比等。 (2)具有理想的金相组织结构
金相组织是材料的微观质量特征。它的主要 标志是:渗碳体或碳化物的球化程度。
(3)冷挤压模材料的要求 要求模具工作零件具有高的强度和硬度、
高的耐磨性,为避免冲击折断,还要求具 有一定的韧性。由于挤压时会产生较大的 升温,所以还应具有一定的耐热疲劳性和 热硬性。
(二)冲压模具材料的种类及特性
1、碳素工具钢 2、低合金工具钢 3、高碳高铬工具钢 4、高碳中铬工具钢 5、高速钢 6、基体钢 7、硬质合金和钢结硬质合金
还有铝及铝合金,常用的牌号有L2、L3、 LF21、LY12等,有较好塑性,变形抗力小 且轻。
材料名称
牌号
材料状态
电工用纯铁 DT1、DT2、
C<0.025
DT3
Q195
普通碳素钢 Q235
Q275
已退火 未退火
08优质碳素结来自10已退火构钢
20
45
65Mn
已退火
不锈钢
1Cr13
已退火
冲压常用材料表冲压件常用材料介绍解析
冲压常用材料表、冲压件常用材料介绍内容来源网络,由深圳机械展收集整理!更多冲床及冲压自动化生产线技术,就在深圳机械展!冲压工艺对材料的要求1.首先要满足冲压件的使用要求:强度、刚度、导电性、导热性、重要性、耐腐蚀等。
2.满足冲压工艺条件应具有良好的塑性和表面质量、板料的厚度。
冲压板料的准备一般情况的毛毡都是较大的板料的带料,由剪板机按冲压工艺和工序情况进行剪切、剪成适合的形状、其中剪切的本要考虑的料的纤维方向。
常用冲压材料介绍常用的冲压材料通常有:各种钢板、不锈钢板、铝板、铜板以及其他非金属板材类其中钢板(包括带钢)的分类:1、按厚度分类:(1)薄板(2)中板(3)厚板(4)特厚板2、按生产方法分类:(1)热轧钢板(2)冷轧钢板3、按表面特征分类:(1)镀锌板(热镀锌板、电镀锌板)(2)镀锡板(3)复合钢板(4)彩色涂层钢板4、按用途分类:(1)桥梁钢板(2)锅炉钢板(3)造船钢板(4)装甲钢板(5)汽车钢板(6)屋面钢板(7)结构钢板(8)电工钢板(硅钢片)(9)弹簧钢板(10)其他我们通常所说的冲压钢板板材,多是指薄钢板(带);而所谓的薄钢板,是指板材厚度小于4mm的钢板,它分为热轧板和冷轧板。
热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
从精轧最后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷。
冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
简单来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。
轧硬卷可作为热镀锌厂的原料,因为热镀锌机组均设置有退火线。
冲压材料的特性和选用---工程师必知

冲压材料的特性和冲压材料的选用冲压加工使用的大部分都是板料,但也包含一部份棒料。
其主要的有:(1) 热间钢板压延钢板(2) 冷间钢板压延钢板(3) 硅钢板(4) 不锈钢板(5) 铝板及铝合金板(6) 铜板铜合金板下列以连接器最常用的材质为铜合金板、不锈钢板及工具碳钢介绍如下:铜及铜合金板铜及铜合金材料的热和电气的传导度佳,是用于电线、电子、电气零件最佳材料铜合金的种类如下铜锌合金-黄铜 (BRASS):比较有代表性的是7-3黄铜(含锌量25%~35%)。
JIS 规格C2600~C2680系列。
铜钖合金-青铜 (BRONZE):比较有代表性的是含磷的磷青铜,其耐蚀性、耐疲劳性、耐磨耗性均佳,而弹性为最主要的特点。
磷青铜的规格依含钖量可分为:JIS 规格:C5101系列(含钖量 3~5.5%)C5191系列(含钖量 5.5~7.0%)C5210系列(含钖量 7~9%)热处理铜合金:具热处理性,比较有代表性的是铍铜,具耐蚀性佳,于时效硬化处理前,富于展性,且于时效硬化处后,却增加耐疲劳性,导电性。
不锈钢钢板:钢铁材料之铬 (Cr)元素含量与其腐蚀率呈反比关系,当铬含量达11~12%以上时,此效果尤其显著。
所谓不锈钢,一般上是指含铬量达11%以上之高合金钢,其主要特征是耐腐蚀性及耐热性非常优越,具有不锈性及表面光辉性。
冲压加工用的不锈钢板种类依制造方式可分为:热压不锈钢板及冷压不锈钢板。
依金相组织之分类有:麻田散铁系:不锈钢之铬含量约11.5~14.0%,含碳量一般小于0.15%,SUS410(13% Cr)为此系列材料之代表。
有SUS410S、SUS420等肥粒铁系:不锈钢之铬含量约18%,含碳量一般小于0.12%,SUS430(18%Cr)为此系列材料之代表。
有SUS434、SUS429、SUS405等。
沃斯田铁系:不锈钢之铬含量约17%,含碳量一般小于0.15%,SUS304(18Cr-8Ni)是此系列代表。
冲压常用材料及选用
冲压常用材料及选用1、冲压常用材料冲压生产中最常用的材料是金属材料(包括黑色金属和有色金属),但有时也用非金属材料。
其中黑色金属主要有普通碳素结构钢、优质碳素结构钢、合金结构钢、碳素工具钢、不锈钢、电工硅钢等;有色金属主要有纯铜、黄铜、青铜、铝等;非金属材料有纸板、层压板、橡胶板、塑料板、纤维板和云母等。
冲压用金属材料的供应状态一般是各种规格的板料和带料。
板料可用于工程模的生产,带料(卷料)用于连续模的生产,也可以用于工程模的生产。
板料的尺寸较大,可用于大型零件的冲压,也可以将板料按排样尺寸剪裁成条料后用于中小型零件的冲压;带料(又称卷料)有各种规格的宽度,展开长度可达几十米,成卷状供应,适应于连续模大批量生产的自动送料。
关于各种材料的牌号、规格和性能,可查阅有关手册和标准。
2、冲压材料的合理选用冲压材料的选用要考虑冲压件的使用要求、冲压工艺要求及经济性等。
(1)按冲压件的使用要求合理选材所选材料应能使冲压件在机器或部件中正常工作,并具有一定的使用寿命。
为此,应根据冲压件的使用条件,使所选材料满足相应强度、刚度、韧性、耐蚀性和耐热性等力方面的要求。
(2)按冲压工艺要求合理选材对于任何一种冲压件,所选的材料应能按照其冲压工艺的要求,稳定地成形出不至于开裂或起皱的合格产品,这是最基本也是最重要的选材要求。
为此,可用以下方法合理选材。
①试冲。
根据以往的生产经验及可能条件,选择几种基本能满足冲压件使用要求的板料进行试冲,最后选择没有开裂或皱折的、其废品率低的一种。
这种方法结果比较直观,但带有较大的盲目性。
②分析与对比。
在分析冲压变形性质的基础上,把冲压成型时的最大变形程度与板料冲压成型性能所允许采用的极限变形程度进行对比,并以此作为依据,选取适合于该种零件冲压工艺要求的板材。
另外,同一种牌号或同一厚度的板材,还有冷轧和热轧之分。
我国国产板材中,厚板( t>4mm)为热轧板,薄板(t<4mm)为冷轧板(也有热轧板)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
沖壓材料之特性與選用
沖壓加工使用的大部分都是板料,但也包含一部份棒料。
其主要的有:
(1) 熱間鋼板壓延鋼板
(2) 冷間鋼板壓延鋼板
(3) 矽鋼板
(4) 不銹鋼板
(5) 鋁板及鋁合金板
(6) 銅板銅合金板
下列以連接器最常用的材質為銅合金板、不銹鋼板及工具碳鋼介紹如下:
銅及銅合金板
銅及銅合金材料的熱和電氣的傳導度佳,是用於電線、電子、電氣零件最佳材料銅合金的種類如下
銅鋅合金-黃銅(BRASS):比較有代表性的是7-3黃銅(含鋅量25%~35%)。
JIS 規格C2600~C2680系列。
銅鍚合金-青銅(BRONZE):比較有代表性的是含磷的磷青銅,其耐蝕性、耐疲勞性、耐磨耗性均佳,而彈性為最主要的特點。
磷青銅的規格依含鍚量可分為:JIS 規格:C5101系列(含鍚量3~5.5%)
C5191系列(含鍚量5.5~7.0%)
C5210系列(含鍚量7~9%)
熱處理銅合金:具熱處理性,比較有代表性的是鈹銅,具耐蝕性佳,於時效硬化處理前,富於展性,且於時效硬化處後,卻增加耐疲勞性,導電性。
不銹鋼鋼板:鋼鐵材料之鉻(Cr)元素含量與其腐蝕率呈反比關係,當鉻含量達11~12%以上時,此效果尤其顯著。
所謂不銹鋼,一般上是指含鉻量達11%以上之高合金鋼,其主要特徵是耐腐蝕性及耐熱性非常優越,具有不銹性及表面光輝性。
沖壓加工用的不銹鋼板種類依製造方式可分為:熱壓不銹鋼板及冷壓不銹鋼板。
依金相組織之分類有:
麻田散鐵系:不銹鋼之鉻含量約11.5~14.0%,含碳量一般小於0.15%,
SUS410(13% Cr)為此系列材料之代表。
有SUS410S、SUS420等
肥粒鐵系:不銹鋼之鉻含量約18%,含碳量一般小於0.12%,SUS430(18%Cr)為此系列材料之代表。
有SUS434、SUS429、SUS405等。
沃斯田鐵系:不銹鋼之鉻含量約17%,含碳量一般小於0.15%,SUS304(18Cr-8Ni)是此系列代表。
有SUS201、SUS202、SUS301、SUS302等。
工具碳鋼板:在JIS的記號為SK因此一般稱為SK材,依碳含量共分區為七種分別為SK1 (1.3~1.5% C)、SK2 (1.1~1.3%C)、SK3 (1.0~1.1%C)、SK4
(0.9~1.0%C)、SK5 (0.8~0.9%C)、SK6 (0.7~0.8%C)、SK7 (0.6~0.7%C)。
材料壓延方向
沖壓加工所用的被加工材,一般以金屬板材為多,其製造過程係採用壓延工程(Roll Mills),將塊狀金屬壓延至板狀,其加工溫度有熱間(材料加熱,熱軋) 及冷間(材料常溫,冷軋)兩種。
塊狀金屬通過壓延機,金屬材料之壓延方向與壓延滾筒之方向相同。
壓延時金屬構成之結晶粒並列方向依滾筒轉動方向而延展之,同樣地其介在物亦被展延。
壓延作用使金屬材料內部產生晶粒組織之變化,在展延方向產生如同木材紋路組織之纖維狀組織,此種纖維方向即是壓延方向。
依壓延工程所製造的金屬材料,其不同方向的材料性質將有所差異,這種現象在彎曲加工時影響最大。
折彎方向垂直於壓延方向時(Good way),其材料伸長率較好,不易發生割裂,可容許較小的彎曲半徑。
折彎方向平行於壓延方向時(Bad way),其材料伸長率較好差,容易發生割裂,其彎曲半徑較大。