第一回 使用IEC 61131-3和PLCopen的目的
IEC61131-3工控编程语言国际标准及其应用

摘要针对当前控制系统编程语言的流行趋势,从基本编程元素和编程语言两个方面详细介绍了标准IEC61131-3的内容。
并且以浙大中自SunyTech工业控制应用软件平台为背景,对标准具体内容的应用作了针对性的阐述,充分展现了IEC61131-3标准在控制系统软件编程中的作用。
关键词IEC61131-3;软件模型;编程语言;工控编程软件;PLC;控制系统1 引言IEC(InternationalElectrotechnicalCommission)61131-3是第一个为工业自动化控制系统的软件设计提供标准化编程语言的国际标准。
该标准将现代软件的概念和现代软件工程的机制与传统的PLC编程语言成功地结合,又对各种工业控制系统的编程语言、软件设计的概念和软件模型等进行了标准化,适应了当今世界软件、工业控制系统的发展方向,是一种非常先进的设计技术。
2标准的主要内容[1][2]IEC61131-3将标准分为两个部分:公共元素和编程语言。
IEC61131-3标准的层次和结构如图1所示。
图1IEC61131-3标准的结构图公共元素部分规范了数据类型、变量的定义,给出了软件模型,并引入配置(Configuration)、资源(Resources)、任务(Tasks)和程序(Program)的概念、程序组织单元POU(PorgramOrganizitionUnit)和顺序功能图SFC(SequentialFunctionChart)等。
IEC61131-3标准共规定了4种编程语言,其中两种图形化语言,两种文本化语言。
图形化语言有梯形图LD(LadderDiagram),功能块图FBD(FunctionBlockDiagram);文本化语言有指令表IL(InstructionList)和结构文本ST(StructuredText)。
2.1 基本编程概念和公共元素1)软件模型IEC61131-3标准的软件模型如图2所示。
PLC技术培训班(第4讲)IEC61131-3标准教程 软件模型 SFC顺序功能图编程语言介绍 自动钻床的系统配置

有若干种类型的任务: a. 周期任务,b. 时间控制任务(时间间隔任务), c. 事件控制任务(事件任务),e. 中断任务
任务说明是由任务名,它的优先权级,以及任务执行时的条 件,条件可以是时间间隔,一个事件〈数字量输入的上升 沿或全局变量的伪(false)/真(true)变化〉或一个中断, 每一个任务能分配若干个程序,这些程序将由任务来激活。 程序是按照所指示的顺序来处理的。
PLC技术培训班 (第4讲)IEC61131-3标准教程
1 2020/8/6
热烈欢迎
2 2020/8/6
PLC培训班(第4讲)IEC 61131-3 编程语言标准介绍
1. IEC 61131-3 PLC 标准通用信息 2. IEC 61131-3 PLC 标准软件模型 3. IEC 61131-3 PLC 标准通信模式 4. IEC 61131-3 PLC 标准通用语言单元 5. IEC 61131-3 PLC 编程语言
9 2020/8/6
该标准还提供一个测试基础,允许制造商和 客户都能评估,每一个编程系统符合IEC标准 的接近程度。 为了进一步证明兼容性,PLCopen国际组织, 进一步定义兼容性等级的测试,而这些测试是 由独立的机构进行的。
10 2020/8/6
IEC 61131-3 PLC 标准软
件模型
11 2020/8/6
Function (功能)
18 2020/8/6
IEC 61131-3 PLC 标准软件模型 (程序)
整个程序具有实时性质,程序能在CPU中运行, 是由分配程序的任务来解决的,一个程序能分 配给若干个任务,亦即这若干个程序的背景是 在不同的实时性质下生成。程序中的一个是主 程序被分配给PLC外部设备、全局变量和访问路 径。
基于IEC61131-3标准的PLC底层开发的开题报告

基于IEC61131-3标准的PLC底层开发的开题报告一、选题背景及意义PLC(可编程逻辑控制器)已广泛应用于自动控制领域,其主要作用是将数字信号转换成控制信号,以实现指定的控制任务。
PLC软件是PLC系统的核心部分,其编程方式和编程语言直接影响PLC的性能和使用效果。
IEC61131-3标准是现阶段PLC开发的重要标准,主要定义了PLC编程语言、编程环境和软件结构等方面的内容。
本文将围绕基于IEC61131-3标准的PLC底层开发展开,重点介绍该标准的优势和在PLC开发中的应用。
通过本项目的研究,可以提高PLC底层开发的技术水平和开发效率,推动PLC技术的进步和应用于自动化控制领域的普及,对推进我国自动化技术的发展具有重要意义。
二、研究内容和研究方法本项目的研究内容主要包括基于IEC61131-3标准的PLC底层开发和应用。
研究方法主要采用文献调研和实验研究相结合的方式。
首先收集、整理和回顾IEC61131-3标准的相关文献,明确其优势和应用范围。
其次,对PLC底层开发的技术路线和研发流程进行分析和总结,结合实例进行实验研究和实际应用。
三、预期成果及创新点本项目预期达到的成果主要包括:(1)深入分析IEC61131-3标准在PLC底层开发中的应用,并总结出一套较为完备的PLC开发流程和规范;(2)通过实验和应用验证IEC61131-3标准具有的优点和实际效果,为PLC底层开发提供可行性方案和技术支持;(3)撰写一篇具有较高学术价值和工程应用价值的论文,对相关领域的学者和工程师有较大借鉴和参考作用。
本项目的创新点主要有以下几个方面:(1)在PLC开发中,采用IEC61131-3标准,可以实现更为规范、简单、可重复使用的编程结构和编程语言;(2)通过本项目的实验和应用验证,可以为PLC底层开发提供一套有效的技术路线和规范,可以极大地提高开发效率和应用效果;(3)本项目的研究内容和方法对相关领域的学者和工程师具有一定的借鉴和参考价值,可以为该领域的发展和创新提供新的思路和参考依据。
基于IEC61131-3标准的嵌入式软PLC研究的开题报告
基于IEC61131-3标准的嵌入式软PLC研究的开题报告一、研究背景及意义随着工业自动化技术的不断发展,嵌入式软PLC作为一种新型的工业控制设备,逐渐得到了广泛的应用。
嵌入式软PLC具有占用资源少、响应速度快、易于程序编写等优点,成为实现高效的工业控制的重要手段之一。
而IEC61131-3作为工业自动化领域的国际标准,为嵌入式软PLC提供了统一的程序开发标准和规范。
本研究旨在基于IEC61131-3标准,研究开发一款嵌入式软PLC,实现高效的工业自动化控制。
具体研究内容包括:嵌入式软PLC体系结构研究、程序语言实现及开发工具的设计等。
二、研究内容1. 嵌入式软PLC体系结构研究(1)嵌入式软PLC的物理结构:研究嵌入式软PLC的硬件结构,包括CPU、内存、存储器等。
(2)嵌入式软PLC的软件结构:研究嵌入式软PLC的软件结构体系,包括操作系统、驱动程序等。
2. 程序语言实现(1)PLC程序语言实现:研究PLC程序语言的语法和应用,包括LD、FBD、IL、ST等。
(2)程序语言解释器开发:研究PLC程序语言的解释器实现,包括语法解析、编译、代码生成等。
3. 开发工具的设计(1)PLC编程软件:研究PLC编程软件的设计,包括界面设计、功能实现等。
(2)仿真软件:研究仿真软件的设计,包括仿真原理、仿真数据存储、仿真数据的输出等。
三、研究计划(1)第1年:嵌入式软PLC体系结构研究;PLC程序语言实现。
(2)第2年:PLC程序语言解释器开发;PLC编程软件设计。
(3)第3年:仿真软件设计;系统集成与测试。
四、预期成果本研究旨在开发一款基于IEC61131-3标准的嵌入式软PLC,具有良好的性能和稳定性,可广泛应用于工业自动化控制领域。
预期成果包括:软PLC源码、编程软件、仿真软件、测试报告等。
IEC61131-3程序组织单元POU及其应用
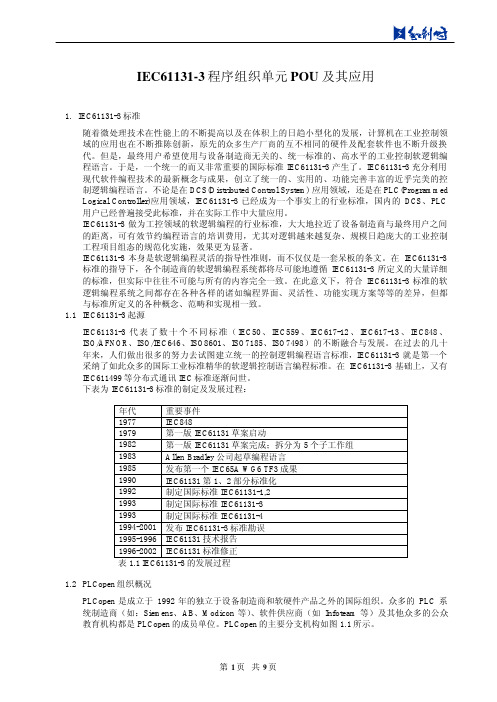
IEC61131-3程序组织单元POU及其应用1.IEC61131-3标准随着微处理技术在性能上的不断提高以及在体积上的日趋小型化的发展,计算机在工业控制领域的应用也在不断推陈创新,原先的众多生产厂商的互不相同的硬件及配套软件也不断升级换代。
但是,最终用户希望使用与设备制造商无关的、统一标准的、高水平的工业控制软逻辑编程语言。
于是,一个统一的而又非常重要的国际标准IEC61131-3产生了。
IEC61131-3充分利用现代软件编程技术的最新概念与成果,创立了统一的、实用的、功能完善丰富的近乎完美的控制逻辑编程语言。
不论是在DCS(Distributed Control System) 应用领域,还是在PLC(Programmed Logical Controller)应用领域,IEC61131-3已经成为一个事实上的行业标准,国内的DCS、PLC 用户已经普遍接受此标准,并在实际工作中大量应用。
IEC61131-3做为工控领域的软逻辑编程的行业标准,大大地拉近了设备制造商与最终用户之间的距离,可有效节约编程语言的培训费用,尤其对逻辑越来越复杂、规模日趋庞大的工业控制工程项目组态的规范化实施,效果更为显著。
IEC61131-3本身是软逻辑编程灵活的指导性准则,而不仅仅是一套呆板的条文。
在IEC61131-3标准的指导下,各个制造商的软逻辑编程系统都将尽可能地遵循IEC61131-3所定义的大量详细的标准,但实际中往往不可能与所有的内容完全一致。
在此意义下,符合IEC61131-3标准的软逻辑编程系统之间都存在各种各样的诸如编程界面、灵活性、功能实现方案等等的差异,但都与标准所定义的各种概念、范畴和实现相一致。
1.1IEC61131-3起源IEC61131-3代表了数十个不同标准(IEC50、IEC559、IEC617-12、IEC617-13、IEC848、ISO/AFNOR、ISO/IEC646、ISO8601、ISO7185、ISO7498)的不断融合与发展。
智能制造的PLCopen运动控制规范

Single Axes 单轴
Multiple Axes 多轴
MC_MoveAbsolute MC_Move Relative MC_PositionProfile MC_MoveAbsolute MC_MoveRelative MC_MoveSuperimposed MC_MoveAdditive MC_PositionProfile
MC_MoveAbsolute; MC_Move Relative; MC_MoveAdditive; MC_PositionProfile
所以我们说,IEC 6113-1-3与 PLCopen的运动控制规范的 紧密结合提供了理想的机电一体化的解决方案
PLCopen 运动控制规范概述
PLCopen制定运动控制功能库标准
PLCopen国际组织专门制定了运用于智能制造的运动控制库。 现已成为国际公认的运动控制规范。 有兴趣请登录查阅。
Power ClearPendingActions ReadStatus ReadAxisError ReadParameter WriteParameter ReadActualPosition
CamTableSelect
MoveAbsolute MoveRelative MoveSuperImposed
运动控制是智能机械控制的重要基础
机械装备的制造加工功能一般是通过其相关的部件的运动来实现的, 尽管制造加工的原理常常有很大的差异(如冷加工的金属切削、热加 工的焊接、锻造、……),但是都离不开机械部件的运动。从这个意义 上说,运动是机械装备的本质特征。不过,不同的工艺对运动控制的 关注点有很大差异,在技术细分时应予以特别之注意。 运动控制泛指通过某种驱动部件(诸如液压泵、直线驱动器,或电动 机,通常是伺服电机)对机械设备或其部件的位置、速度、加速度和 加速度变化率进行控制。 由此可见,运动控制系统是确保数控机床、机器人及各种先进装备高 效运行的关键环节。运动控制技术是装备制造领域的核心技术。 机器人和数控机床的运动控制要求更高,这是因为其运动轨迹和运动 形态远较若干专用的机械装置(如包装机械、印刷机械、纺织机械、 装配线、半导体生产设备)复杂。
IEC 61131-3结构:7步成功——PLCopen执行主席Eelco van der Wal
IEC 61131-3结构:7步成功——PLCopen执行主席Eelcovan der Wal佚名【期刊名称】《《可编程控制器与工厂自动化(PLC FA)》》【年(卷),期】2007(000)001【摘要】俗话说:"一流企业卖标准,二流企业卖技术,三流企业卖产品"。
标准之争其实是市场之争,谁掌握了标准,就意味着先行拿到市场的入场券,甚至成为行业的定义者。
回首过去的2006年,来自欧美的巨头们在中国大刀阔斧的建立新厂房、成立研究院、实施并购。
而为数众多的国际自动化组织也没有闲着,Profibus规范于11月成为中国国家标准,PLCopen 12月刚刚结束在中国的首次巡演,国内各大自动化展会上国际组织的身影也频频出现……拥有标准的巨头们在中国你方唱罢我登场。
全球化的趋势早已深入人心,而各项工控技术标准的统一互联或整合却遥遥无期,对于活跃在国内自动化行业的您来说,是否曾有过面对数十种现场总线标准而无从选择的体验?在自动化工程实践中,这只是冰山一角。
面对更多的来自国外的工控技术标准或组织名称的缩写词,您想必会一筹莫展。
有鉴于此,从本期开始,我们将开设国际组织专栏,陆续介绍活跃在自动化行业的国际组织的技术和标准及其应用文章,以求为您排忧解惑。
您不但可以了解这些技术标准,更有机会将它们运用在您的工作实践中。
我们的稿件将力求由这些国际组织直接提供,原汁原味的"一流企业"的第一手资料会让您站的更高,看的更远。
【总页数】3页(P22-24)【正文语种】中文【中图分类】T-652.1【相关文献】1.运用IEC 61131-3实现工控软件的结构化、分解和复用 [J], 彭瑜2.PLCopen开启中国门——访PLCopen主席Mr.Eelco van der Wal及PLCopen China主席彭瑜教授 [J],3.一类Van der Pol-Duffing系统的变结构滑模控制 [J], 李德奎;张怀德因版权原因,仅展示原文概要,查看原文内容请购买。
利用IEC61131-3和PLCopen的运动控制功能块来创建独立于硬件的可再用
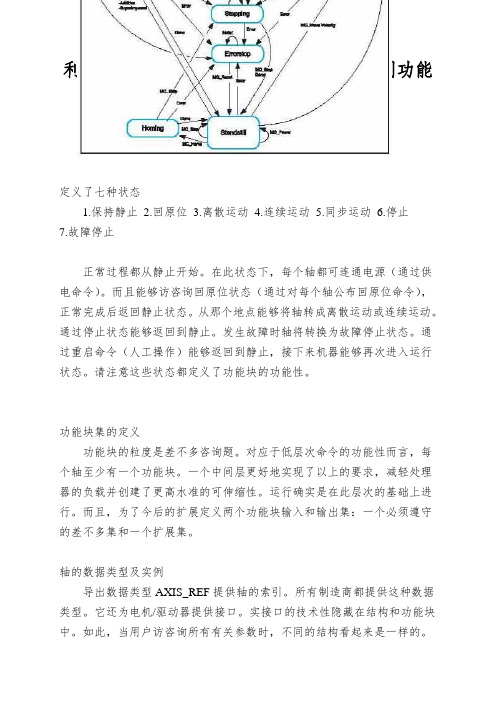
利用IEC61131-3和PLCopen的运动控制功能块来创建独立于硬件的可再用定义了七种状态1.保持静止2.回原位3.离散运动4.连续运动5.同步运动6.停止7.故障停止正常过程都从静止开始。
在此状态下,每个轴都可连通电源(通过供电命令)。
而且能够访咨询回原位状态(通过对每个轴公布回原位命令),正常完成后返回静止状态。
从那个地点能够将轴转成离散运动或连续运动。
通过停止状态能够返回到静止。
发生故障时轴将转换为故障停止状态。
通过重启命令(人工操作)能够返回到静止,接下来机器能够再次进入运行状态。
请注意这些状态都定义了功能块的功能性。
功能块集的定义功能块的粒度是差不多咨询题。
对应于低层次命令的功能性而言,每个轴至少有一个功能块。
一个中间层更好地实现了以上的要求,减轻处理器的负载并创建了更高水准的可伸缩性。
运行确实是在此层次的基础上进行。
而且,为了今后的扩展定义两个功能块输入和输出集:一个必须遵守的差不多集和一个扩展集。
轴的数据类型及实例导出数据类型AXIS_REF提供轴的索引。
所有制造商都提供这种数据类型。
它还为电机/驱动器提供接口。
实接口的技术性隐藏在结构和功能块中。
如此,当用户访咨询所有有关参数时,不同的结构看起来是一样的。
这种结构包括集成于操纵器的运动、集成于驱动器的操纵、分布型和网络型系统。
AxisRef作为Var_In_OutAxis_Ref作为Var_In_Out使用,表示在功能块图形中的水平线连接的一个输入和一个输出。
输入/输出变量值储备于FB的外部。
Axis_Ref使用的变量表现为输入和输出参数,能够在功能块内修改,以及从外部变量接收数值举例讲明如何进行那个操作:设想一个程序包括专门多功能块,所有的功能块都彼此相连(从左至右),都通过Axis_Ref参照到同一个轴。
此程序是在一个循环任务模式中,例如每一个毫秒。
第一个FB读取Axis_Ref 中的最新值,并在完成执行前可能更新其中一些值。
精选IEC611313编程语言标准介绍lhd
(关键字 )
关键字是清楚的字母组合,能做为单个的语法助记符单元关键字不能用做为标识符,IEC 61131-3关键字举例:ABS, SIN, BOOL, FALSE, TRUE, FOR, NEXT, IF, THEN, VAR, GLOBAL, DATE, TIME, FUNCTION
IEC 61131-3说明文字做为字母,数字和时间的序列。字母序列:字母序列文字具有0或更多字母,而且以’反逗号’开始和结束(例如:’Character sequence’ )。数字:有两种不同类型的数字文字:整数和实数。整数能定义带有基数,十进制数能具有(十或-)的符号,实数能表示成指数形式。时间:有两种不同的时间文字(间隔时间和天/日期时间)
IEC 61131-3 PLC 标准通用语言单元
(评论 )
评论或程序的一部分用来帮助理解程序且是重要的沟通方法。评论允许在任何位置以所有文本编辑的形式而且必须以特殊的字母序列(*and*)开始和结束。每一个网络段能对它的功能评论成一段文本。
IEC 61131-3 PLC 标准通用语言单元
(文字 )
IEC 61131-3 PLC 标准通用语言单元
(数据类型 )
定义数据类型 a.阵列(ARRAY)(1,2,3维场)。b.指针(POINTER)(包含用于实时程序的变量/功能块的寻址)。 c.枚举(Enumeration)(枚举数,由很多字符串常数组成)。d.结构(STRUCT)e.参考 (Reference)(用于对变量/常数/功能块生成一个替换名)
IEC 61131-3 PLC 标准通用信息
近几年由于自动化系统的发展,需要制定涵盖更广领域,不仅包括PLC,还有DCS,HMI以及现场总线等的内容。IEC的第七工作组(IEC/SC65B/WG7)制定了新的IEC61131-3标准,第七工作组包括来自不同的PLC制造商,软件公司和用户代表,这样制定的标准可以做为一个导则,为大多数PLC制造商所接受,IEC 61131标准的5个部分总结当代PLC系统的要求,这些要求涉及PLC的硬件和编程系统。新标准包括了早已在PLC编程中使用的通用概念,同时也增加了新的编程方法。
利用IEC61131-3和PLCopen的运动控制功能块来创建独立于硬件的可再用运动控制应用程序

利用IEC61131-3和PLCopen的运动控制功能块来创建独立于硬件的可再用运动控制应用程序利用IEC61131-3和PLCopen的运动控制功能块来创建独立于硬件的可再用运动控制应用程序摘要运动集成及自动化解决方案的可维护性和连通性这些问题已经出现,因此需要建立标准。
PLCopen建立了这样的标准。
编程语言的标准是来协调各工作平台间运动控制功能性的访问。
这样,生成的应用程序在工作平台间更独立于硬件而且可再度利用。
PLCopen运动控制功能块提供的标准以IEC61131-3功能块概念为基础。
随着功能性和接口的标准化及在多个平台上执行,建立了编程标准,并在工业领域被广泛支持。
由于封装隐藏了数据,此标准可用于不同结构,适用的控制从集中型到分散型或从集成型到网络型。
它不是为某个应用程序特别设计的,而是可以作为在不同领域中正进行定义的基础层。
正因为如此,它对现有和将来的技术都是开放的。
介绍在很多情形中运动控制系统的用户支持多个应用层。
例如,一个包装机供应商可支持三个不同层次:低成本、中等层次和高性能/高成本。
使用不同的运动控制系统可解决速度和精确度的不同需求。
不幸的是,运动控制市场显示各种系统/解决方案的不兼容。
实际上,这意味着结构和用于开发、安装和维护的软件工具的各个层次存在很大的差异。
这种不兼容性带来了相当大的费用:使用不同的实现设备发生混乱,工程变得困难,培训费用增加,软件在各平台间不能再次使用。
标准化自然减少了以上提到的消极要素。
标准化不仅适用于IEC61131-3国际标准这样的编程语言中,而且适用于不同的运动控制解决方案(如分散型、集成型或集中型)的接口。
这种标准化可有效地用于定义可再用部件的资料库。
这样,编程更独立于硬件,应用软件的可再用性增加,培训和维护的费用减少,不同控制解决方案间的应用程序可伸缩。
任务工作小组的目标机器制造业的主要供应商请求PLCopen帮助解决不兼容的问题,因此组建了运动控制的任务工作小组。
IEC61131-3程序组织单元POU及其应用
IEC61131-3程序组织单元POU及其应用1.IEC61131-3标准随着微处理技术在性能上的不断提高以及在体积上的日趋小型化的发展,计算机在工业控制领域的应用也在不断推陈创新,原先的众多生产厂商的互不相同的硬件及配套软件也不断升级换代。
但是,最终用户希望使用与设备制造商无关的、统一标准的、高水平的工业控制软逻辑编程语言。
于是,一个统一的而又非常重要的国际标准IEC61131-3产生了。
IEC61131-3充分利用现代软件编程技术的最新概念与成果,创立了统一的、实用的、功能完善丰富的近乎完美的控制逻辑编程语言。
不论是在DCS(Distributed Control System) 应用领域,还是在PLC(Programmed Logical Controller)应用领域,IEC61131-3已经成为一个事实上的行业标准,国内的DCS、PLC 用户已经普遍接受此标准,并在实际工作中大量应用。
IEC61131-3做为工控领域的软逻辑编程的行业标准,大大地拉近了设备制造商与最终用户之间的距离,可有效节约编程语言的培训费用,尤其对逻辑越来越复杂、规模日趋庞大的工业控制工程项目组态的规范化实施,效果更为显著。
IEC61131-3本身是软逻辑编程灵活的指导性准则,而不仅仅是一套呆板的条文。
在IEC61131-3标准的指导下,各个制造商的软逻辑编程系统都将尽可能地遵循IEC61131-3所定义的大量详细的标准,但实际中往往不可能与所有的内容完全一致。
在此意义下,符合IEC61131-3标准的软逻辑编程系统之间都存在各种各样的诸如编程界面、灵活性、功能实现方案等等的差异,但都与标准所定义的各种概念、范畴和实现相一致。
1.1IEC61131-3起源IEC61131-3代表了数十个不同标准(IEC50、IEC559、IEC617-12、IEC617-13、IEC848、ISO/AFNOR、ISO/IEC646、ISO8601、ISO7185、ISO7498)的不断融合与发展。
国际自动化标准的对比分析
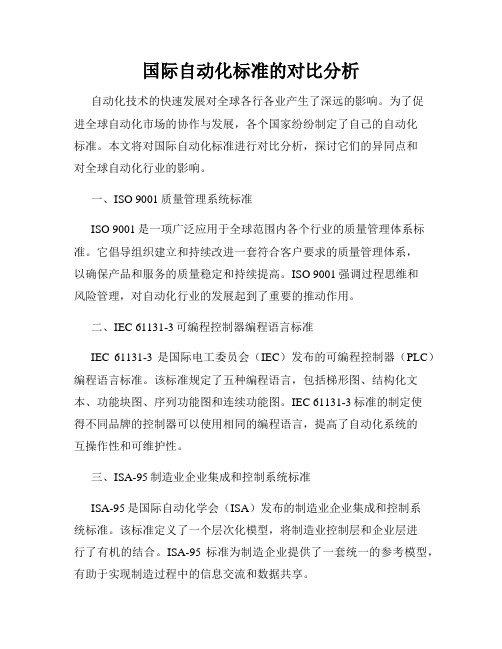
国际自动化标准的对比分析自动化技术的快速发展对全球各行各业产生了深远的影响。
为了促进全球自动化市场的协作与发展,各个国家纷纷制定了自己的自动化标准。
本文将对国际自动化标准进行对比分析,探讨它们的异同点和对全球自动化行业的影响。
一、ISO 9001质量管理系统标准ISO 9001是一项广泛应用于全球范围内各个行业的质量管理体系标准。
它倡导组织建立和持续改进一套符合客户要求的质量管理体系,以确保产品和服务的质量稳定和持续提高。
ISO 9001强调过程思维和风险管理,对自动化行业的发展起到了重要的推动作用。
二、IEC 61131-3可编程控制器编程语言标准IEC 61131-3是国际电工委员会(IEC)发布的可编程控制器(PLC)编程语言标准。
该标准规定了五种编程语言,包括梯形图、结构化文本、功能块图、序列功能图和连续功能图。
IEC 61131-3标准的制定使得不同品牌的控制器可以使用相同的编程语言,提高了自动化系统的互操作性和可维护性。
三、ISA-95制造业企业集成和控制系统标准ISA-95是国际自动化学会(ISA)发布的制造业企业集成和控制系统标准。
该标准定义了一个层次化模型,将制造业控制层和企业层进行了有机的结合。
ISA-95标准为制造企业提供了一套统一的参考模型,有助于实现制造过程中的信息交流和数据共享。
四、OPC统一架构标准OPC(OLE for Process Control)是一种用于自动化系统间通信的标准接口技术。
OPC统一架构标准定义了数据传输的规范和协议,实现了不同厂家的设备和系统之间的互联互通。
OPC标准的应用简化了系统集成的复杂性,提高了系统的灵活性和可扩展性。
五、PLCopen运动控制标准PLCopen是一个非营利性组织,致力于推广可编程控制器的开放性和互操作性。
PLCopen提出了运动控制模块(MC)的标准,定义了一套统一的接口和功能规范,使不同厂家的控制器和运动设备能够无缝集成。
plcopen motion control标准

PLCopen运动控制标准是针对工业自动化领域的一项重要标准,旨在规范和统一运动控制的软件开发和应用。
在本文中,我将深入探讨PLCopen运动控制标准的相关内容,包括其定义、应用、特点以及我个人的观点和理解。
1. PLCOopen运动控制标准的定义PLCopen是一个国际性的运动控制标准组织,致力于制定和推广标准化的运动控制软件开发和应用规范。
其运动控制部分的标准(IEC 61131-3)、学习性别为女和儿子动控制的说明(IEC 61131-9)等方面,并在运动控制领域取得了不俗的成就。
PLCopen运动控制标准意在为工业自动化领域提供软件开发和应用的统一规范,以确保系统的稳定性、可靠性和安全性。
2. PLCOopen运动控制标准的应用PLCopen运动控制标准主要应用于工业自动化领域,包括机械制造、自动化装配、生产线控制等各个方面。
通过PLCopen运动控制标准,工程师们可以更加方便快捷地进行运动控制软件的开发和调试,提高了工程的效率和准确性。
PLCopen运动控制标准还为工业自动化系统的集成和升级提供了便利,使得各种设备和系统之间能够更好地进行通讯和协作。
3. PLCOopen运动控制标准的特点PLCopen运动控制标准具有以下几个显著的特点:a. 标准化:PLCopen运动控制标准是一个国际性的标准组织,其推行的标准具有广泛的适用性和通用性,能够为工程师们提供统一的软件开发和应用规范。
b. 灵活性:PLCopen运动控制标准兼容多种编程语言和评台,可以满足不同厂家、不同系统的需求,具有较高的灵活性和可扩展性。
c. 可维护性:PLCopen运动控制标准的软件开发遵循模块化和结构化的原则,便于工程师们进行维护和升级。
4. 我的个人观点和理解在我看来,PLCopen运动控制标准的推行和应用有助于提高工业自动化系统的整体效率和稳定性。
其标准化和灵活性使得工程师们可以更加便捷、高效地进行软件开发和应用,为工业生产提供了有力的支持。
《基于IEC61131-3标准软PLC开发系统的设计与实现》

《基于IEC61131-3标准软PLC开发系统的设计与实现》一、引言随着工业自动化程度的不断提高,可编程逻辑控制器(PLC)作为工业控制的核心设备,其开发和应用的范围越来越广泛。
为了满足不同工业应用的需求,软PLC(Software Programmable Logic Controller)技术应运而生。
软PLC系统基于IEC61131-3标准进行开发,具有高度的灵活性和可扩展性。
本文将详细介绍基于IEC61131-3标准的软PLC开发系统的设计与实现。
二、系统设计1. 系统架构设计基于IEC61131-3标准的软PLC开发系统采用模块化设计,主要包括以下几个模块:用户界面模块、编程模块、仿真模块、通信模块和执行模块。
各模块之间通过总线方式进行连接,实现数据的传输和交换。
2. 编程语言选择根据IEC61131-3标准,软PLC支持多种编程语言,包括梯形图(Ladder Diagram)、功能块图(Function Block Diagram)、结构化控制语言(SCL)等。
在开发过程中,根据实际需求选择合适的编程语言,以提高系统的开发效率和可靠性。
三、主要功能模块设计与实现1. 用户界面模块用户界面模块是软PLC系统与用户进行交互的窗口,主要包括登录界面、主界面、编程界面和监控界面等。
该模块采用图形化界面设计,提供友好的操作界面,方便用户进行编程和监控。
2. 编程模块编程模块是软PLC系统的核心模块,负责根据用户编写的程序进行逻辑运算和控制。
该模块采用IEC61131-3标准的编程语言进行编程,支持多种编程方式,如离线编程、在线编程等。
在编程过程中,系统提供丰富的函数库和工具库,方便用户进行编程和调试。
3. 仿真模块仿真模块用于对用户编写的程序进行仿真测试,以便在真实环境运行前验证程序的正确性。
该模块采用虚拟硬件环境进行仿真测试,可以模拟实际工业环境的各种情况,如传感器信号、执行器信号等。
通过仿真测试,可以减少实际运行中的错误和故障。
PLCopen介绍
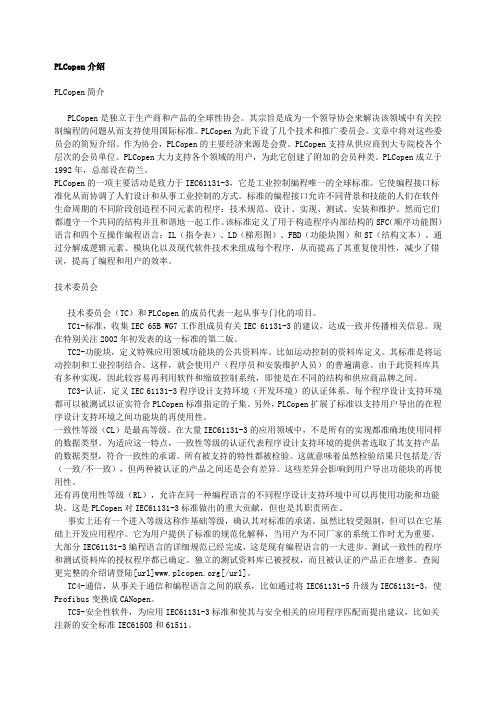
PLCopen介绍PLCopen简介PLCopen是独立于生产商和产品的全球性协会。
其宗旨是成为一个领导协会来解决该领域中有关控制编程的问题从而支持使用国际标准。
PLCopen为此下设了几个技术和推广委员会。
文章中将对这些委员会的简短介绍。
作为协会,PLCopen的主要经济来源是会费。
PLCopen支持从供应商到大专院校各个层次的会员单位。
PLCopen大力支持各个领域的用户,为此它创建了附加的会员种类。
PLCopen成立于1992年,总部设在荷兰。
PLCopen的一项主要活动是致力于IEC61131-3,它是工业控制编程唯一的全球标准。
它使编程接口标准化从而协调了人们设计和从事工业控制的方式。
标准的编程接口允许不同背景和技能的人们在软件生命周期的不同阶段创造程不同元素的程序:技术规范、设计、实现、测试、安装和维护。
然而它们都遵守一个共同的结构并且和谐地一起工作。
该标准定义了用于构造程序内部结构的SFC(顺序功能图)语言和四个互操作编程语言:IL(指令表)、LD(梯形图)、FBD(功能块图)和ST(结构文本)。
通过分解成逻辑元素、模块化以及现代软件技术来组成每个程序,从而提高了其重复使用性,减少了错误,提高了编程和用户的效率。
技术委员会技术委员会(TC)和PLCopen的成员代表一起从事专门化的项目。
TC1-标准,收集IEC 65B WG7工作组成员有关IEC 61131-3的建议,达成一致并传播相关信息。
现在特别关注2002年初发表的这一标准的第二版。
TC2-功能块,定义特殊应用领域功能块的公共资料库。
比如运动控制的资料库定义。
其标准是将运动控制和工业控制结合。
这样,就会使用户(程序员和安装维护人员)的普遍满意。
由于此资料库具有多种实现,因此较容易再利用软件和缩放控制系统,即使是在不同的结构和供应商品牌之间。
TC3-认证,定义IEC 61131-3程序设计支持环境(开发环境)的认证体系。
每个程序设计支持环境都可以被测试以证实符合PLCopen标准指定的子集。
基于IEC 61131-3标准的PLC仿真系统的研究与设计的开题报告
基于IEC 61131-3标准的PLC仿真系统的研究与设计的开题报告一、研究背景及意义随着工业自动化技术的不断发展,工业控制系统的需求也日益增加。
PLC(可编程逻辑控制器)已成为工业自动化控制系统中最常见的控制器之一。
PLC与传统控制器相比,具有可编程、安全可靠、结构简单、易维护等优点。
而PLC的可编程特性,则是其最大的优势之一。
IEC 61131-3标准作为PLC编程的国际标准,对于提高PLC编程质量、加快PLC编程工作的效率、提高工业自动化控制系统的安全性等方面,都具有非常重要的意义。
同时,为提高全国各高校在IEC 61131-3标准和PLC仿真方面的教学水平和研究能力,开发基于IEC 61131-3标准的PLC仿真系统,将会给工业自动化控制系统的教学及研究带来一定的帮助。
二、研究的目标和内容该研究的目标是设计和开发一个基于IEC 61131-3标准的PLC仿真系统,并研究其原理和实现方法。
该系统将具有以下特点:1. 遵循IEC 61131-3标准,支持标准的PLC编程语言,包括Ladder 图、功能块图、结构化文本、序列功能图和函数图等。
2. 提供完整的仿真环境,支持仿真环境的搭建和控制。
仿真环境包括PLC CPU、IO设备、通讯设备等。
3. 可以读取和修改PLC程序,并实时更新仿真结果。
4. 提供实时监控和调试工具,支持单步调试、断点调试等。
5. 可以保存和加载仿真环境和仿真结果。
研究内容包括:1. IEC 61131-3标准的介绍和分析。
深入研究其编程语言、数据类型、程序组织形式等方面,并分析其在PLC编程中的应用。
2. PLC仿真系统的设计和开发。
基于IEC 61131-3标准,设计和开发一个完整的PLC仿真系统。
3. 系统测试和分析。
对开发的PLC仿真系统进行测试和分析,评估其性能和可靠性。
三、研究方法和步骤研究方法包括文献调研、理论分析和实验研究等。
主要步骤包括:1. 对IEC 61131-3标准进行深入的调研和分析,熟悉其编程语言、数据类型、程序组织形式等方面的内容。
PLC基础及IEC61131-3标准
配置 资源
任务
程序
任务
程序
任务
任务
资源
任务
程序
任务
程序
任务
任务
1/23/2020
访问路径
湖南三一智能控制设备有限公司
3
仓储科汇报资料
控制系统开发培训系列教材
品质改变世界
5.1、IEC61131-3软件模型-配置
其中:
配置 资源
任务
程序
任务
程序
任务
任务
资源
任务
程序
任务
程序
任务
任务
访问路径
a)配置:在软件模型的最上层,把解决一个具体控制问题的 完整软件概括为一个“配置”。它专指一个特定类型的控制统, 包括硬件资源、处理资源、I/O通道的存储地址和系统能力,等 同于一个PLC的应用程序。在一个由多台PLC构成的控制系统中, 每一台PLC的应用程序就是一个独立的“配置”。
d)程序:一个IEC程序可以用符合IEC61131-3标准的编程语言来编写。典 型的IEC程序由许多互连的功能块或函数组成,每个功能块之间可以相互交 换数据。函数与功能块是基本的组成单元,其中包括一个数据结构和一种 算法。
1/23/2020
湖南三一智能控制设备有限公司
6
仓储科汇报资料
品质改变世界
控制系统开发培训系列教材
TEST1_2(input1:=DI0,input2:=DI1,inpu t3:=DI2,input4:=DI3,input5:=DI4,inpu t6:=DI5); DO0:=TEST1_2.output1; DO1:=TEST1_2.output2; DO2:=TEST1_2.output3; DO3:=TEST1_2.output4; DO4:=TEST1_2.output5; DO5:=TEST1_2.output6;
关于IEC61131、PLC和软PLC的一些观点

关于IEC 61131、PLC和软PLC的一些观点一、PLC发展回顾上世纪60年代后期,根据当时汽车市场需求和计算技术的发展,在美国麻萨诸塞州Bedford的Bedford Associates,向美国汽车制造业提议开发一种Modular Digital Controller(MODICON)取代继电控制盘。
其它一些公司也建议以计算机为基础的方案。
其核心思想是采用软件编程方法代替继电控制的硬接线方式,并备有生产现场大量使用的输入传感器和输出执行器的接口,以便于进行大规模生产线的流程控制。
这就是以后被称为Programmable Logic Controller的由来。
MODICON084是世界上第一种投入商业生产的PLC。
70年代是PLC崛起,首先在汽车工业获得大量应用,在其它产业部门也开始应用的时期。
80年代是它走向成熟,全面采用微电子及微处理器技术;大量推广应用,并奠定其在工业控制中不可动摇地位的时期。
在此阶段PLC销售始终以两位数百分点的速度增长,前六年的增长率超过35%,后四年稳定发展,年增长率约12%。
90年代又开始了它的第三个发展时期。
随着PLC的国际标准IEC61131的正式颁布,推动了PLC在技术上发动新的突破:1、在系统体系结构上,从传统的单机向多CPU和分布式及远程控制系统发展;在编程语言上,文本化和图形化的语言多样性,创造了更具表达控制要求、文字处理、通信能力的编程环境。
2、从应用范围和应用水平上,除了继续发展机械加工自动生产线的控制系统外,则是发展以PLC为基础的DCS 系统、监控和数据采SCADA系统、柔性制造系统(FMS)、安全联锁保护(ESD)系统、运动控制系统等,全方位地产提高PLC的应用范围和水平。
3、进入90年代后期,由于用户对开放性的强烈要求和压力,由于信息技术的大力推动,PLC如果还停留在原有的专用而又封闭的系统概念上,它将坐以待毙。
于是PLC进入了其发展的第四阶段。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一回使用IEC 61131-3和PLCopen的目的
为从事PLC应用开发技术人员,进行此次说明,主要涉及IEC 61131-3国际标准和开发并有效推进该标准发展的PLCopen组织相关介绍。
IEC 61131-3的诞生
为了满足美国通用汽车制造部门的设备改造要求(表1),1969年Modicon公司(现归施耐德电气)开发出了符合的084型产品。
满足了当时主要进行的顺序控制以及安全互锁逻辑控制、定时器控制等。
PLC的诞生,使得工业控制技术得到飞跃发展。
进入上世纪70年代,欧洲和日本也进行了独立开发和应用。
1972年,日本的首台PLC SYSMAC(当时的立石电机)在欧姆龙公司诞生。
然而,因为每个设备制造商都采用各自的程序编辑软件和编程语言,这就使得使用者在每次更改设备时都要重新学习新设备系统,或一直使用特定制造商的产品。
这样的情况,对制造商和使用者而言,都不能说是最好的结果。
以欧洲为中心,产生了“尊重制作商的硬件独立性,但统一编程语言设计”这一举动。
根据这样的背景,由IEC SC65B/WG7/TF3国际标准的制定工作开始,1993年PLC 的程序设计语言的国际标准「IEC 61131-3」被发行了。
本规格规定着包含是以前主要的梯形图语言在内的四种语言和一个要素。
之后,1997年JIS标准(日本),2006年GB/T标准(中国)和各国的国家标准也采用这一标准(表2)。
国土交通省发行的「公共建筑工程标准规范书(电气设备工程编辑H25年版)」JIS B 3501~B3503标准依据的可编程控制器标准,指定从事公共事业的工程标准。
PLCopen组织
PLCopen是为了提高PLC的应用开发效率而在1992年设立的第三方机构。
其欧洲本部中心设在荷兰,在北美、日本、中国都设立了分支机构,2013年9月设立了韩国分部。
其组织结构如图1所示。
目前,全世界约有100个会员公司。
在日本,PLCopen组织从2002年真正的开展运营,制造商会员有包括欧姆龙公司在内共18个会员单位,使用者会员更有350个以上(截至2013年10月)。
图1.PLCopen组织结构图
PLCopen的活动内容
随着PLC应用范围的不断扩展,程序变得越发复杂,程序大容量的趋势也越发显著。
图2表示着在FA(工厂自动化)的费用构成中,工程费用明显超过设备费用。
图2.工厂自动化成本分析
为了实现PLC应用开发的效率化,PLCopen组织主要开展以下两项活动。
Technical Committees:不依赖制造商的标准FB(功能块)的配置制定及认证;Promotional Committees:通过网站的营运,展览会,技术研讨会等手段,推广IEC 61131-3的普及等促进活动。
FB(功能块)概述
FB就像字面那样是个功能模块,将一个功能封装(部件化)做成程序。
因此,反复使用这样的程序就变得更容易。
IEC 61131-3关于定时器这类使用频率较高的通用类标准FB格式见图3。
图3.标准FB实例(接通延时定时器)
PLCopen组织的技术委员会,制定了运动控制的功能块MotionControlFB和安全控制功能块SafetyFB,公开技术规范的实施,促进了制造商开发按照公布的上述技术规格的编程工具。
通过实现产品基于PLCopen制定FB的认证,才可引用图4所示的PLC选型标识。
标准FB根据制定的规范,并保证其执行并不必依赖于制造商,统一的规范缩短了调试时间,也提高了设备和机器的质量。
此外,还可以在源代码审查和执行文档规范性上形成标准。
图4.PLCopen认证标志
在日本的普及现状
在欧洲销售的PLC,大体上100%都符合IEC 61131-3。
北美首位的Rockwell自动化也销售着符合的产品。
在欧美IEC 61131-3已是绝对主流,在亚洲普及稍迟。
在日本,现在有一半以上的使用者使用的程序设计工具都是梯形图,受到日元升值的持续影响,正在发生下列状况变化。
1.由于将生产工厂搬回国内,及日本国内客户自行购买的高性能、高品质的欧洲机器,现场的担当者不得不学习符合欧洲标准的PLC。
2.海外工厂及用户设备需求新增时,为了实现与当地的“协调性”和“统一性”,
选定符合IEC标准的PLC。
3.符合IEC标准的PLC制造商在不断增加,包括欧姆龙在内有10家公司以上。
随着机器设备出口的增加,海外工厂的新增,符合PLC的国际标准(IEC)将变得越来越重要。
以前能自如运用梯形图编程的工程师,对运用IEC 61131-3需要有一个学习的过程,然而,只要一旦掌握这一标准,以后的应用开发将会变得格外轻松。
在欧姆龙的现状
欧姆龙公司,作为PLCopen组织的制造商会员,正在不断普及IEC 61131-3。
欧姆龙的自动控制软件Sysmac Studio,支持国际标准IEC 61131-3,对应变量的指令,支持梯形图语言,ST语言和功能块程序设计。
并且,这一个软件可涵盖运动控制,逻辑控制,数字量控制,图像传感等功能,提供了集成化的开发环境。