XXXX过程质量控制计划(QCP)
质量控制计划QCP

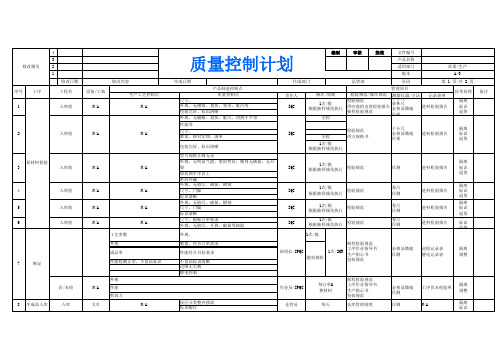
产品/过程规范/公差
评价/测量技术
控制方法
反应计划
± 0.01mm
亮光 ±1KG 符合ROHS标准 整齐、指定区域存放 材料标签标识 入库数 生产指令数量
卡尺 目测 电子称称量 第三方检测机构 5S 目测 核对实物 核对实物 卡尺测量 标签
每批 全数 每批 5包 每批 全数 每批 全数 每30分钟 1次
4
焊接 不仅1次焊 接,需追加
主管/QA抽检 焊机生产记录表 主管/QA抽检 主管/QA抽检 主管/QA抽检 2 2 2 2 2 2 2
1H 1H 1H 1H 1H 1H 1H
焊机/模具
气压 速度 拉力 重要尺寸 重要尺寸
与机器显示核对 与机器显示核对 拉力计 卡尺测量 卡尺测量 目测 手感/目测 检具 手感/目测 目测 检验员戴白手套 不能拉丝、目测 目测、声音
每批
返工 返工 返工 返工
9
包装
检具/目测
标识 数量 重要尺寸
返工
10
需追加发外电 解工序 QA成品抽检
卡尺
数量 外观 平整度
抽查 全数 全数 全数 全数
每批 每次 每次 每批 每批
QA抽检检验 AQL AQL
每批 每批
开单反馈
目测 目测
核对标签 核对实物 卡尺测量 核对实物
11
成品入库
叉车
标签 数量 重要尺寸
3次 3次 1次 1g
每批 每批 每批 每年 仓管员目测 仓管员目测
1
进料检验
卡尺/检验 药水
颜色 重量 有害物质含量 堆放 标识 数量 数量 重要尺寸 材质材料 电流 电压
IQC 检验
汇报品质部主管 /品质异常处理 单
产品质量控制计划QCP

叉车
搬运、储存 、包装、防 护与交付控
制
重要
依入库单确认机种 及数量是否正确
外箱是否盖有QA PASS章,机种及数
量是否正确
目检
全检
入库单
入库员/生产 通知拉长及仓库
部、仓管员 主管,并隔离入
/PMC
库品
制定:何爱
审核:
批准:
、报废单
套料单、发 料表
仓管员/仓库
通知仓库主管及 品质主管
4
物料确认
生产所需要物料与 仓库发料保持一致
万用表
BOM、样品、 技术图纸
重要
物料规格、生产领 料单
规格尺寸、元件电 性能达到规格书要 求、生产所需物料
与仓库发料无误
目检
每批次
领料员/生产 物料确认单 部、IPQC/品 通知仓库及生产
质部
插头不能露内模,
**** 有 限 公 司
质 量控制计 划
产品/机型: E-Bi
工序
1 2 3
工序描述 工序目的
工作方式 设备
相关资料
来料检验 物料储存
对供应商提供的物 万用表、可靠 料进行检验,使物 性测试、信号 料符合生产的要求 发生器等
相关物料检 验指导书、
样品,图 纸,BOM表
搬运、储存
对检验合格的物料 送入仓库存储
通知拉长,批退
验报告/批退 QA/品质部 生产线,并隔离
单
不合格产品
**** 有 限 公 司
产品/机型: E-Bi
工序 工序描述 工序目的
质 量控制计 划
工作方式 设备
相关资料
特殊特性 分类
控制项目
控制要求
版本:V0.1
质量控制计划确认和验证记录

质量控制计划确认和验证记录1. 介绍本文档记录了质量控制计划(Quality Control Plan,QCP)的确认和验证过程。
QCP旨在确保产品或服务达到预定的质量标准,以满足客户的需求和期望。
2. 确认过程2.1 质量控制计划审查- QCP的编制人员应提供QCP的草稿版本。
- 相关利益相关者(包括项目经理、质量专家和其他相关人员)将对草稿进行审查,以确保其符合质量标准和客户要求。
- 审查团队将记录并签署确认表(见附件1),确认QCP的编制和内容。
2.2 质量控制计划修改- 根据审查反馈,QCP的编制人员将修改草稿版本。
- 修改后的QCP将再次提交给审查团队进行确认。
- 如果需要,将进行多次修改和确认,直至QCP符合质量标准和客户要求。
2.3 质量控制计划最终确认- 审查团队一致同意QCP的内容符合质量标准和客户要求。
- 审查团队将签署最终确认表(见附件2),确认QCP的最终版本。
3. 验证过程3.1 质量控制计划执行- 在实施产品或服务过程中,执行团队将遵循QCP的要求和流程。
- 执行团队将记录任何关键事件、操作和结果。
3.2 质量控制计划结果评估- 质量专员将对执行团队的记录进行评估。
- 评估结果将与QCP中规定的质量标准进行对比。
3.3 质量控制计划验证报告- 质量专员将编制质量控制计划验证报告,记录执行结果和评估结果。
- 质量专员将报告提交给相关利益相关者进行验证。
4. 结论质量控制计划的确认和验证过程旨在确保产品或服务的质量达到预定标准。
通过定期的确认和验证,可以及时发现和纠正潜在的问题,保证产品或服务的质量持续提升。
> 附件1: QCP确认表附件1: QCP确认表> 附件2: QCP最终确认表附件2: QCP最终确认表。
塑胶qcp质量控制计划
塑胶qcp质量控制计划英文回答:QCP (Quality Control Plan) for Plastic QCP:Introduction:A Quality Control Plan (QCP) is a systematic approach to ensure the quality of a product or process. In the case of plastic QCP, it focuses on maintaining the quality of plastic products, specifically QCP for plastic QCP.Objective of Plastic QCP:The objective of the plastic QCP is to establish a set of guidelines and procedures to ensure that the plastic products meet the required quality standards. This includes controlling the quality of raw materials, monitoring the production process, and conducting inspections to identify and rectify any defects.Key Elements of Plastic QCP:1. Raw Material Quality Control:Establish specifications for raw materials, including physical and chemical properties.Conduct regular inspections and testing of raw materials to ensure compliance with specifications.Maintain proper storage and handling of raw materials to prevent contamination or degradation.2. Production Process Control:Define standard operating procedures (SOPs) for each stage of the production process.Train operators on the SOPs and ensure their adherence.Implement process monitoring techniques, such asstatistical process control, to identify any deviations from the desired quality standards.Conduct regular audits to assess the effectiveness of the production process and identify areas for improvement.3. Inspection and Testing:Develop a comprehensive inspection plan to check the quality of finished products.Conduct visual inspections to identify any visible defects.Perform dimensional and functional testing to ensure the products meet the required specifications.Implement sampling plans to ensure representative testing.Keep records of all inspection and testing activities for traceability and analysis.4. Non-Conformance Management:Establish a procedure to handle non-conforming products.Identify the root cause of non-conformance and take corrective actions to prevent recurrence.Implement a system for segregating and disposing ofnon-conforming products.Monitor the effectiveness of corrective actions through follow-up inspections and testing.5. Documentation and Record Keeping:Maintain comprehensive documentation of all QCP activities, including specifications, SOPs, inspection reports, and test results.Ensure proper record keeping for traceability and analysis purposes.Regularly review and update the QCP documentation to reflect any changes in requirements or processes.Conclusion:A well-implemented QCP for plastic QCP is essential to ensure the quality of plastic products. By controlling the quality of raw materials, monitoring the production process, conducting inspections, and managing non-conformances, organizations can consistently deliver high-quality plastic products that meet customer expectations.中文回答:塑胶QCP质量控制计划:介绍:质量控制计划(QCP)是一种系统性的方法,用于确保产品或过程的质量。
质量控制计划(QC-Plan)

对比PO.、物料清单
《入库单》; 仓库管理员 《报验单》(QR0703—01A);
《工作联系单》(QR0701—06A)。
整批次
仓库主管 采购主管
故障:来料内容与PO、物料清单不符 行动:通知相关采购人员反馈703-08A)
检验内容:b~f 检验频率:100%自检
《QA日报表》(QR0703-12A) 《首件确认单》(QR0703-24A) 《不合格品评审处置记录》(QR0803-01A) 《工序调整通知单》(QR0703-25A) 《烘干隧道检测记录表》(QR0703-35A)
a. 温度 b. 时间 c. 冷却时间
a、网版张力 b、油墨粘度 c、网距 d、刮刀压力 e、印刷速度 f、刮印角度 g、温湿度
4
丝印车间
a、抗剥落 b、墨膜平整度
检验
c、印刷污染 d、印刷砂眼
e、橘皮纹
f、烘干隧道速度和温度
a. 材料名称 b. 料号、规格 c. 数量 d. 包装完好、无破损 a. 20~25N/c㎡ b. 30±2dpa.s c. 2 ~ 3 mm d. 2~3kg/c㎡ e. 2~3刻度档 f. 60~70° g.30%-70%; 18~28℃
a.比对COC报告
B.片材
b.千分尺测量厚度、直尺测量宽度
a. Autoflex Extraform、 符合COC报告
c~d.目测(黑衬板,比对卡)
b. 厚度:0.18mm±0.03mm、宽度:标称尺寸±2mm e~f.目测(限度样本)
c~i. 符合《PMMA双覆膜进料检验标准》(BJ/诺基 g.高温箱
QCP质量控制计划

(Q.C.P)质量控制计划布基纳法索/加纳皮带机项目:一、头部和尾部滚筒(总公司)1、材料检查:聚合物分析(CA),提供材质证书(CC)有模板,证书要包含模板上内容提供材质证明(CC)2、热处理:(1)热处理(TT)(2)机械测试(MT)硬度机械测试(1)、(2)两项提供中英文控制报告(CR)3、焊接:尺寸检验DIM 尺寸检查依据图纸提供中英文控制报告(CR)尺寸检查有业主给的模板4、无损检验:(1)表面检查(VC)(2)着色渗透测试(DP)着色渗透测试依据JB/T 4730.5-2005 水平 II(3)超声波测试(US)超声波测试依据GB 11345水平 2b(1)、(2)、(3)三项提供中英文控制报告(CR)如果带橡胶包胶,测试应安排在涂装前进行停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查5、最终测试(仅适用于包胶的滚筒):(1)表面检查(VC)(2)尺寸检验(DIM)尺寸检验依据图纸(3)机械测试(MT)硬度机械测试(1)、(2)、(3)三项提供中英文控制报告(CR)尺寸检查有业主给的模板包括表面检查停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查6、涂装:(1)腐蚀保护测试/核实(CV)(2)表面检查(VC)(1)、(2)两项提供中英文控制报告(CR)涂装检查有业主给的模板包括表面检查停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查二、头部和尾部轴(总公司)1、材料检查:包括聚合物分析(CA)、机械测试(MT),提供制造商证书CC 有模板,证书要包含模板上内容提供材质证明(CC)2、粗加工:(1)尺寸检验(DIM)尺寸检验依据图纸(2)表面检查(VC)3、热处理+无损测试:(1)热处理(TT)(2)机械测试(MT)(3)超声波测试(US)超声波测试依据标准JB/T5000.15 等级 II (1)、(2)、(3)三项提供中英文控制报告(CR)无损检查有业主给的模板4、终加工:(1)尺寸检验(DIM)尺寸检验依据图纸(2)表面检查(VC)(3)超声波测试(US)超声波测试依据标准JB/T5000.15 等级 II(4)磁粉测试(MP)磁粉测试依据JB/T5000.15-1998质量等级II,不允许有裂纹(5)机械测试(MT)硬度机械测试依据图纸(1)(2)(3)(4)(5)五项提供中英文控制报告(CR)尺寸检查有业主给的模板包括表面检查,无损检查有模板停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查5、装配:尺寸检验(DIM)6、涂装:(1)腐蚀保护测试/核实(CV)(2)包装已完成,箱子打开待检核实(VC)停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查另附布基纳法索/加纳模板(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
如何制定一份高质量的质量控制计划(QCP)

如何制定一份高质量的质量控制计划(QCP)质量人之路质量人之路 2022-04-16 17:00控制计划的水平决定了一个组织过程质量的保证能力,影响顾客的满意度,因此控制计划的有效性至关重要。
控制计划又叫 Control Plan,简称CP,是对产品(Product)及过程 (Process) 控制方法及手段的文件化描述。
要知道控制计划CP是APQP(先期质量策划)非常重要的一个输出物,如果没有有效的控制计划输出,那么就不会有有效的APQP。
大家是否注意到过 AIAG APQP手册封面标题是怎样写的吗?"Advanced Product Quality Planning and Control Plan"没错,control plan 被放在了和APQP并列的位置,CP的重要性可见一斑。
控制计划由以下几列组成:控制对象,所属工步,是否SC/CC,采用设备、工装、控制方法、检测频率、备注等。
在手工样品和量产过程中都需要用到控制计划,手工样件CP相对比较简单,量产CP必须严格。
一、控制计划的要求?控制计划是指受控产品和过程事先的书面描述,也称为质量控制计划。
公司编写文件的重点在于表明产品的重要性和工艺要求,每种产品都应编制控制计划,但在许多情况下,“系列”产品控制计划包括了在相同过程中的许多产品。
顾客对控制计划一般要求在设计开发后、试生产前、生产件提交后(批产前),由相关部门进行批准。
控制计划必须按照DFMEA+PFMEA来编写,工艺流程和工艺卡片必须按照控制计划编写。
二、控制计划有何作用?1、质量、质量、质量这当然是最重要的作用,在此重复三遍以示强调。
不错,控制计划的目的简单讲就是减少变差(Minimizing Variation)以提高质量。
然而实现这个目标并不会一帆风顺,因此我们必须有所准备:通过先期质量策划APQP输出有效的控制计划。
2. 提高顾客满意度这条其实有点废话了,但还是要提醒:控制计划聚集于将资源用于对顾客来说比较重要的过程特性和产品特性。
QCP 质量控制计划
序号 工序 1
4 3 2 1
修改日期
工程名
修改內容
设备/工装
生产工艺控制点
入库检
N/A
N/A
2
入库检
N/A
N/A
原材料检验
3
入库检
N/A
N/A
4
入库检
5
入库检
6
入库检
7
绑定
首/末检
8 半成品入库
入库
N/A
N/A
N/A
N/A
N/A
N/A
工艺参数 外观 成品率 性能检测正常,不良品标识
外观 N/A 性能
仓管员
每天
仓库管理制度
OQC
每批次 根据抽样规范执行
检验规范
文件编号 产品名称 适用部门
版本 页码 管理项目 测量仪器/方法
质量/生产 A/0
第 2 页/共 2 页
异常处理 记录表单
菲林尺 目测
后道巡检记录表 隔离
工序首检验单
调整
菲林尺 目测
后道巡检记录表 工序首检验单
隔离 调整 返工
菲林尺 目测
后道巡检记录表 隔离
张力控制
静电控制
外观洁净、无脏污、无异物
外观,产品表面无异物、无褶皱等不良现象
根据生产指示书,使用正确的原材料
位置,尺寸符合检验规范要求
工艺参数
产品表面干净
厚度均匀
控制厚度
外观洁净、无脏污、无异物
静电控制
外观
均匀居中
参数
产品表面干净
位置居中
外观洁净、无脏污、无异物
静电控制
外观,产品表面干净、无异物
尺寸符合技术规格书要求
XXXX过程质量控制计划(QCP)

作业指导书(HT/J-050-2009-09/1)
返工
后道检验员
0100
贴标贴
G1
标贴效果
一般
灯具滑动盖板(正中心部位)、灯罩上贴上电气特性标贴。
要求:标贴应平整、清洁、不能有折皱、毛边等现象。标贴应有良好的粘度,标贴上文字应清晰、完整、油墨无涂开等现象。
目视
全检
每件
作业指导书(HT/J-050-2009-10/1)
10pcs
2h
返工
操作员/PQC
0020
灯罩、灯杆、灯座罩的组装
B1
灯罩表面完好
一般
灯罩安装好后表面无划伤的迹象
目视
全检
每件
作业指导书(HT/J-050-2009-02/1)
返工
操作员
B2
灯杆表面完好
一般
灯杆表面无划伤的迹象
目视
全检
每/件
返工
操作员
0030
反射器的安装
电动开刀、扳手、工装
C1
灯座罩、灯杆、灯罩的固定
返工
操作员
0110
小包装
H1
表面完好
一般
PET包装表面应光滑清洁,无划伤,色差、杂质、斑点;文字文字应清晰、完整、油墨无涂开等现象。
目视
全检
每件
作业指导书(HT/J-050-2009-11/1)
返工
操作员
H2
包装效果
重要
说明书的纸张应平整、清洁、不能有折皱、毛边等现象。说明书上的文字应清晰、完整、油墨无涂开等现象。
量技术
样本
控制方法
容量
频率专用工装
A1
灯座罩完好
重要
品质控制计划QCP

2.检视AC线有无划痕、烫伤、沾胶现象,AC插脚有无变形、 生锈不
良;
3. 检视胶壳无刮伤、烫伤、碰伤、斑点、缩水、粘
胶等不良现象;
4.将产品胶壳多个侧面与橡胶垫轻轻敲打,晃动产品仔细听产品机壳
1.塞规 2.酒精 3.手套
内有无松动或晃动声音;
5.检查OK后,将产品整齐摆放在周转箱中,标识完整待老化。
可烫伤铜箔,铜箔不可浮翘,断裂:PCB面不可沾有锡珠,锡渣.
锡面焊点检查 /修补
2.烙铁头不可碰到SMD件本体表面,烙铁头破损断裂立即更换,不良品 标示不良项目放于防静电盘中待修; 3.烙铁修补完3片后必须清洗(清洁海绵需保持湿润且手拧不可滴
1.手套/静电环 2.烙铁
水).
4.烙铁温度:360±20℃ 焊接时间:2~3S
手套
外观检查
1.产线员工100% 检查; 2.IPQC随机抽样
操作员、 IPQC
知会IE、PQE进行 分析并对策
总检
产品外观总检 (关键制程)
参照SIP
1.塞规 2.酒精 3.手套
包装盒
1.检查气泡袋外观,是否破损,脏污;
产品装气泡袋
2.把AC电源线及成品机按照图示方式装入气泡袋,注意AC,DC端子在 袋外;
1.产线员工100% 检查; 2.IPQC随机抽样
操作员、 IPQC
知会ME、PE进行 分析并对策
1.产线员工100% 检查; 2.IPQC随机抽样
操作员、 IPQC
知会IE、ME进行 分析并对策
焊AC/DC线
焊AC/DC线
参照SOP 焊DC线
1.静电环 2.烙铁
1.外观检查; 2.烙铁点检记录
1.产线员工100% 检查; 2.IPQC随机抽样
QCP质量控制计划

QCP质量控制计划(Q.C.P)质量控制计划布基纳法索/加纳皮带机项目:一、头部和尾部滚筒(总公司)1、材料检查:聚合物分析(CA),提供材质证书(CC)有模板,证书要包含模板上内容提供材质证明(CC)2、热处理:(1)热处理(TT)(2)机械测试(MT)硬度机械测试(1)、(2)两项提供中英文控制报告(CR)3、焊接:尺寸检验DIM 尺寸检查依据图纸提供中英文控制报告(CR)尺寸检查有业主给的模板4、无损检验:(1)表面检查(VC)(2)着色渗透测试(DP)着色渗透测试依据JB/T 4730.5-2005 水平 II(3)超声波测试(US)超声波测试依据GB 11345水平 2b(1)、(2)、(3)三项提供中英文控制报告(CR)如果带橡胶包胶,测试应安排在涂装前进行停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查5、最终测试(仅适用于包胶的滚筒):(1)表面检查(VC)(2)尺寸检验(DIM)尺寸检验依据图纸(3)机械测试(MT)硬度机械测试(1)、(2)、(3)三项提供中英文控制报告(CR)尺寸检查有业主给的模板包括表面检查停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查6、涂装:(1)腐蚀保护测试/核实(CV)(2)表面检查(VC)(1)、(2)两项提供中英文控制报告(CR)涂装检查有业主给的模板包括表面检查停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查二、头部和尾部轴(总公司)1、材料检查:包括聚合物分析(CA)、机械测试(MT),提供制造商证书CC 有模板,证书要包含模板上内容提供材质证明(CC)2、粗加工:(1)尺寸检验(DIM)尺寸检验依据图纸(2)表面检查(VC)3、热处理+无损测试:(1)热处理(TT)(2)机械测试(MT)(3)超声波测试(US)超声波测试依据标准JB/T5000.15 等级II (1)、(2)、(3)三项提供中英文控制报告(CR)无损检查有业主给的模板4、终加工:(1)尺寸检验(DIM)尺寸检验依据图纸(2)表面检查(VC)(3)超声波测试(US)超声波测试依据标准JB/T5000.15 等级II(4)磁粉测试(MP)磁粉测试依据JB/T5000.15-1998质量等级II,不允许有裂纹(5)机械测试(MT)硬度机械测试依据图纸(1)(2)(3)(4)(5)五项提供中英文控制报告(CR)尺寸检查有业主给的模板包括表面检查,无损检查有模板停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查5、装配:尺寸检验(DIM)6、涂装:(1)腐蚀保护测试/核实(CV)(2)包装已完成,箱子打开待检核实(VC)停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查另附布基纳法索/加纳模板(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
如何制作一份高质量的质量控制计划( QCP)

如何制作一份高质量的质量控制计划( QCP)控制计划是一份用以描述生产作业工艺流程并定义确保制造出高质量产品的控制方法的文件。
控制计划在整个产品寿命周期中使用,它是动态文件,反映当前使用的控制方法和测量系统。
控制计划是APQP重要输出。
控制计划主要针对产品/过程特殊特性的控制。
1、控制计划的构成?它由以下几列组成:控制对象,所属工步,是否SC/CC?,采用设备、工装,控制方法,检测频率,备注等。
在手工样品和量产过程中都需要用到控制计划,手工样件CP相对比较简单;量产CP必须严格。
2、控制计划的要求?①控制计划是指受控产品和过程事先的书面描述,也称为质量控制计划。
②公司编写文件的重点在于表明产品的重要性和工艺要求,每种产品都应编制控制计划,但在许多情况下,“系列”产品控制计划包括了在相同过程中的许多产品。
③顾客对控制计划一般要求在设计开发后、试生产前、生产件提交后(批产前),由相关部门进行批准。
④控制计划必须按照DFMEA+PFMEA来编写,工艺流程和工艺卡片必须按照控制计划编写。
3、如何编写控制计划?(1)控制计划表的格式a. 如顾客未书面规定,控制计划采用APQP手册规定格式。
(如客户有指定或提供则使用其)。
b. 如顾客未要求提供控制计划,则一个单一的控制计划可以适用于相同过程、相同原材料生产出来的同一个系列的产品(如:同一产品的不同规格)。
当顾客有要求时,则须提供一份单一的控制计划。
(2)控制计划相应栏目应按如下要求填写和制定。
a. 样件、试生产、生产选择控制计划分类,根据所加工产品的不同过程时期的控制计划,在分类前的方框内打上“√”符号。
b. 控制计划编号:填入控制计划编号。
具体按《文件管制程序》要求编号。
c. 零件号/最新更改水准:填入被控制产品的图号。
如有更改,可填入源于图样规范的最近修改时间。
d. 零件名称/描述:填入被控制产品的名称及控制过程的名称。
e. 供方/工厂:填入制定控制计划的公司名称。
新版质量控制计划QCP编制作业指导书

质量控制计划QCP编制作业指导书质量控制计划APQP编制作业指导书目的通过控制计划的制定、实施和管理,确保产品制造过程处于受控状态、生产出符合客户要求的产品。
2、范围适用于公司所有产品质量控制计划的编制和实施,包括样件、试生产和批量生产。
3、职责3.1技术部工艺人员为控制计划制定和管理的归口部门。
3.2 质量部、设备科、制造总部、采购部、各车间为控制计划制定、实施和管理的配合部门。
3、工作程序4.1项目策划与实施阶段根据FMEA结果与项目进度要求或客户要求,由技术部工艺人员建立一个多方论证的小组负责编制控制计划。
控制计划的过程输入主要有过程流程图、FMEA、可靠性结果、设计评审结果、产品定义(图纸)、材料规范、特殊特性、从相似零件得到的经验、小组对过程的了解、优化方法(如QFD、DOE)等。
4.2如客户未要求提供控制计划,则一个单一的控制计划可以适用于相同过程、相同原材料生产出来的同一个系列的产品。
当客户有要求时,则必须提供一份单一的控制计划。
客户有特殊要求时按客户要求编制控制计划,没要求时按以下规定编制,版本号等相关管理按《文件和资料管理程序》规定执行。
4.3控制计划相应栏目应按如下要求填写和制定4.3.1样件、试生产、生产样件——在样件制造中,对尺寸测量,材料和性能测试的描述。
试生产——在样件试制过程中,进行的尺寸测量、材料和性能试验的描述生产——在正式生产过程中,产品/过程特性、过程检测、试验和测量系统的全面文件化描述若适用于试生产或批量生产,在前面对应的方框中打做标记,客户有要求时需要做样件的质量控制计划。
4.3.2 控制计划标记并编号控制计划编号按产品区分,如桑塔纳后减为“WJ04-2915JK01”对于多页的控制计划则填写页码(第……页共……页)。
4.3.3 零件编号/最新更改水平填入被控制的系统、子系统或部件编号。
适用时,填入源于图样规范的最近工程更改等级和/或发布日期。
4.3.4 零件名称/描述填入被控制的产品/过程的名称和描述。
QCP质量控制计划

4编制3质量控制方案更正简历2审察赞同文件编号产品名称适用部门质量/ 生产1修改日期更正內容作成日期序号工序工程名设备/ 工装产品制造控制点生产工艺控制点质量控制点尺寸,1入库检N/A N/A外观,无褶皱、划伤、变形、脏污等包装圆满、表记清楚外观,无磕碰、划伤、脏污、切割不一样样性能等2入库检N/A N/A 尺寸,数量,核对实物、清单包装圆满、表记清楚型号规格正确无误原资料检验外观,无明显气泡,密封性好,瓶身无破坏,无开作成部门责任人频次/ 周期1次/ 批IQC依照抽样标准执行全检IQC全检1次/ 批依照抽样标准执行品管部检验标准 / 操作标准检验标准供给商的出货检验报告抽样检验标准检验标准供方规格书版本A/0页码第 1页/共2页管理工程异常办理备注测量仪器 / 方法记录表单千分尺隔断菲林尺进料检验报告表记金相显微镜退货目视千分尺隔断金相显微镜进料检验报告表记目视退货隔断IQC1次/ 批检验标准目测进料检验报告表记保质期半年以上密封冷藏外观,无脏污、破坏、褶皱4入库检N/A N/A尺寸,门幅表记清楚外观,无脏污、破坏、褶皱依照抽样标准执行1次/ 批IQC依照抽样标准执行检验标准退货卷尺隔断表记进料检验报告目测退货隔断5入库检N/A N/A尺寸,门幅IQC1次/ 批检验标准卷尺表记进料检验报告表记清楚6入库检N/A尺寸,依照订单要求N/A外观,无脏污、开裂、破坏等弊端IQC依照抽样标准执行1次/ 批依照抽样标准执行检验标准目测退货卷尺隔断表记进料检验报告目测退货工艺参数外观,外观数量,吻合订单需求成品率性能吻合目标要求7绑定性能检测正常,不良品表记不良品表记清楚边缘无毛刺静电控制外观首/ 末检N/A性能剪切力1次/ 批班组长 /IPQC1次/2HR随机抽检每订单&作业员 /IPQC换资料制程检验标准工序作业指导书生产指示书包装标准制程检验标准工序作业指导书生产指示书包装标准金相显微镜巡检记录表隔断目测静电记录表调整金相显微镜隔断工序首末检验单目测调整8 半成品入库入库叉车N/A 按区分类整齐摆放每天仓管员表记醒目库房管理制度目测隔断N/A表记质量控制方案作成日期作成部门序号工序工程名设备/ 工装产品制造控制点生产工艺控制点质量控制点责任人频次/ 周期外观,1次/ 批地址、尺寸班组长 /IPQC1次/2HR 张力控制静电控制随机抽检9外观洁净、无脏污、无异物外观,产品表面无异物、无褶皱等不良现象首/ 末检N/A依照生产指示书,使用正确的原资料作业员 /IPQC每天/ 每机台 / 每订单地址,尺寸吻合检验标准要求工艺参数产品表面洁净1次/ 批厚度均匀控制厚度班组长 /IPQC 1次/2HR外观洁净、无脏污、无异物随机抽检10静电控制首/ 末检N/A 外观作业员 /IPQC每天/ 每机台 / 每订单均匀居中参数产品表面洁净1次/ 批地址居中班组长 /IPQC随机抽检1次/2HR11外观洁净、无脏污、无异物静电控制首/ 末检N/A 外观,产品表面洁净、无异物作业员 /IPQC每天/ 每机台 / 每订单尺寸吻合技术规格书要求工艺参数外观,无脏污、无异物等1次/ 批尺寸尺寸吻合技术规格书要求班组长 /IPQC随机抽检1次/2HR12外观静电控制首/ 末检N/A 外观,产品表面洁净、无异物作业员 /IPQC每天/ 每机台 / 每订单尺寸吻合技术规格书要求成品率数量,吻合订单需求性能检测正常,不良品表记或替补外观,产品方向,表面无脏污、异物等外观洁净不良品表记班组长 /IPQC随机查检1次/2HR13检测性能静电控制外观,首/ 末检N/A性能作业员 /IPQC每天/ 每机台 / 每订单剪切力14成品入库入库叉车N/A 按区分类整齐摆放仓管员每天表记醒目外观,产品方向,表面无脏污、异物、丝线等不良现象每批次15出货检验出货检验N/A N/A尺寸OQC依照抽样标准执行表记清楚、内容正确性能测试检验标准 / 操作标准制程检验标准工序作业指导书生产指示书制程检验标准工序作业指导书生产指示书制程检验标准工序作业指导书生产指示书制程检验标准工序作业指导书生产指示书制程检验标准工序作业指导书生产指示书库房管理制度检验标准文件编号产品名称适用部门质量/ 生产版本A/0页码第 2页/共2页管理工程异常办理备注测量仪器 / 方法记录表单菲林尺后道巡检记录表隔断目测工序首检验单调整菲林尺隔断后道巡检记录表目测调整工序首检验单返工菲林尺后道巡检记录表隔断目测工序首检验单调整菲林尺后道巡检记录表隔断调整目测工序首检验单返工后道巡检记录表隔断金相显微镜工序首检验单调整目测目测隔断N/A表记菲林尺隔断金相显微镜出货检验报告表记目测。
QCP质量控制计划

质量控制计划布基纳法索/加纳皮带机项目:一、头部和尾部滚筒(总公司)1、材料检查:聚合物分析(CA),提供材质证书(CC)有模板,证书要包含模板上内容提供材质证明(CC)2、热处理:(1)热处理(TT)(2)机械测试(MT)硬度机械测试(1)、(2)两项提供中英文控制报告(CR)3、焊接:尺寸检验DIM 尺寸检查依据图纸提供中英文控制报告(CR)尺寸检查有业主给的模板4、无损检验:(1)表面检查(VC)(2)着色渗透测试(DP)着色渗透测试依据JB/T 水平 II(3)超声波测试(US)超声波测试依据GB 11345水平 2b(1)、(2)、(3)三项提供中英文控制报告(CR)如果带橡胶包胶,测试应安排在涂装前进行停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查5、最终测试(仅适用于包胶的滚筒):(1)表面检查(VC)(2)尺寸检验(DIM)尺寸检验依据图纸(3)机械测试(MT)硬度机械测试(1)、(2)、(3)三项提供中英文控制报告(CR)尺寸检查有业主给的模板包括表面检查停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查6、涂装:(1)腐蚀保护测试/核实(CV)(2)表面检查(VC)(1)、(2)两项提供中英文控制报告(CR)涂装检查有业主给的模板包括表面检查停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查二、头部和尾部轴(总公司)1、材料检查:包括聚合物分析(CA)、机械测试(MT),提供制造商证书CC 有模板,证书要包含模板上内容提供材质证明(CC)2、粗加工:(1)尺寸检验(DIM)尺寸检验依据图纸(2)表面检查(VC)3、热处理+无损测试:(1)热处理(TT)(2)机械测试(MT)(3)超声波测试(US)超声波测试依据标准JB/ 等级 II (1)、(2)、(3)三项提供中英文控制报告(CR)无损检查有业主给的模板4、终加工:(1)尺寸检验(DIM)尺寸检验依据图纸(2)表面检查(VC)(3)超声波测试(US)超声波测试依据标准JB/ 等级 II(4)磁粉测试(MP)磁粉测试依据JB/质量等级II,不允许有裂纹(5)机械测试(MT)硬度机械测试依据图纸(1)(2)(3)(4)(5)五项提供中英文控制报告(CR)尺寸检查有业主给的模板包括表面检查,无损检查有模板停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查5、装配:尺寸检验(DIM)6、涂装:(1)腐蚀保护测试/核实(CV)(2)包装已完成,箱子打开待检核实(VC)停工待检:业主/代表(2)特别注意自检后要等待业主/代表检查另附布基纳法索/加纳模板。
质量控制QP质量控制计划

质量控制QP质量控制计划Quality Control Plan质量控制计划1. Quality policy质量方针The policy aims at satisfying our customer by way of initializing an updated quality management and sticking to the top requirement of “quality first”in an attempt to achieve an elite project finally.坚持“质量第一”的原则,确保质量体系有效运行,向业主提供满足合同与标准要求的产品。
2. Quality objective质量目标Provide our customer with products in full line with relevant contract and standard by way of strictly conforming to quality control procedure and intensifying avoiding common quality faults to be sure of an effective operation of the quality assurance and quality control system, achieve a zero quality accident rate and realize good project construction quality.坚持质量标准,严格质量控制程序,加大质量通病治理,实现质量事故为零,确保工程质量优良,争创优质工程。
Try hard to finish the project in an excellent way努力以如下目标完成项目:(1)Qualification rate for unit project:100%单位工程质量合格率:100%(2)Choiceness rate for unit project:above 95%单位工程质量优良率:95%以上(3)Qualification rate for inspection items with allowable tolerances:above 95%允许项目测点合格率:95%以上(4)Qualification rate for measure of location by self-inspection:above 95%定位测量自检合格率:95%以上(5)Qualification rate for radiographic test (not including testing weld joints reworked) above 95%4. Work-Post Responsibility质量体系人员职责4.1.Responsibility of Project Manager项目经理职责Organize and establish the quality system and put it into effective operation.Supervise and inspect the responsibility and authority limit of relevant department and responsible person of the Project Department to maintain that the project quality meets relevant stipulation and requirement. Be fully responsible for construction quality of the project and have responsibility to FW.负责组织建立健全项目质量保证体系,并采取措施,确保质量体系持续、有效、实际地运行,在工程质量和质量管理上代表公司经理直接向FW负责。
品质管理五大工具

工艺过程能力分析的关键要素与实施步骤
工艺过程能力分析的关键要素
• 过程能力指数(CPK):衡量生产过程满足质量要求的能力 • 工艺过程能力图:用于显示生产过程的性能
工艺过程能力分析的实施步骤
• 确定质量要求:明确生产过程中的关键质量特性及目标值 • 收集过程数据:收集生产过程中的质量特性数据 • 计算过程能力指数:运用统计方法计算CPK值 • 评估过程能力:根据CPK值评估生产过程的性能 • 制定改进措施:根据分析结果制定并实施改进措施
测量系统分析的常用方法与工具
测量系统分析的工具
• Gage R&R:用于评估测量设备的稳定性和重复性 • Repeatability and Reproducibility:用于评估测量设备的重复性和再现性 • Gauge Repeatability and Reproducibility:用于评估测量设备的稳定性和再现性
• 品质管理五大工具在不同领域的应用 • 在制造业中,统计过程控制(SPC)和工艺过程能力分析 (CPK)应用较为广泛 • 在服务业中,测量系统分析(MSA)和故障模式与影响分析 (FMEA)应用较为广泛 • 在公共事业中,质量控制计划(QCP)和测量系统分析 (MSA)应用较为广泛
02
统计过程控制(SPC)
质量控制计划的制定方法
• 明确质量控制目标:根据产品要求和客户期望制定质量控制目标 • 制定质量控制策略:确定质量控制的方法和措施 • 编制质量控制计划:将控制策略细化为具体的操作步骤和时间表
质量控制计划的实施步骤
• 培训和指导员工:确保员工了解并遵循质量控制计划 • 监控生产过程:对生产过程进行实时监控,确保质量控制计划的实施 • 评估质量控制效果:定期评估质量控制计划的实施效果,进行持续改进
质量控制点类型

质量控制点类型一、引言质量控制点(Quality Control Point,简称QCP)是质量管理体系中的关键环节,用于监控和管理产品或服务的质量。
不同的产品或服务需要针对其特定的质量要求设置相应的质量控制点。
本文将详细介绍质量控制点的类型及其特点。
二、质量控制点类型1. 原材料质量控制点原材料质量控制点是指在产品生产过程中,对原材料的质量进行检验和控制的环节。
通过对原材料的抽样检测、化验分析等手段,确保原材料的质量符合产品生产的要求。
例如,在食品加工行业中,原材料质量控制点包括对食材的外观、气味、口感等进行检验,以确保食品的安全和口感。
2. 生产过程质量控制点生产过程质量控制点是指在产品制造过程中,设置的用于监控和控制产品质量的关键环节。
通过对生产过程的各个环节进行监测和控制,确保产品在制造过程中符合质量要求。
例如,在汽车制造行业中,生产过程质量控制点包括对焊接、喷涂、装配等环节的质量控制,以确保汽车的安全性和性能。
3. 产品成品质量控制点产品成品质量控制点是指在产品制造完成后,对成品进行检验和控制的环节。
通过对成品的外观、尺寸、性能等方面进行检测,确保产品的质量符合标准要求。
例如,在电子产品制造行业中,产品成品质量控制点包括对电子产品的功能测试、外观检查等,以确保产品的性能和外观质量。
4. 产品交付质量控制点产品交付质量控制点是指在产品交付给客户之前,对产品进行最终检验和控制的环节。
通过对产品的全面检查,确保产品在交付给客户之前达到质量标准。
例如,在建筑工程行业中,产品交付质量控制点包括对建筑工程的结构、装修、设备等方面进行检查,以确保建筑工程的质量和安全。
5. 服务质量控制点服务质量控制点是指在服务过程中,对服务质量进行监控和控制的环节。
通过对服务过程中的关键节点进行监测和评估,确保服务质量符合客户的要求和期望。
例如,在酒店行业中,服务质量控制点包括对客房清洁、餐饮服务、前台接待等方面进行评估,以确保提供优质的服务体验。
98%医药级生产过程质量控制计划(QC PLAN)
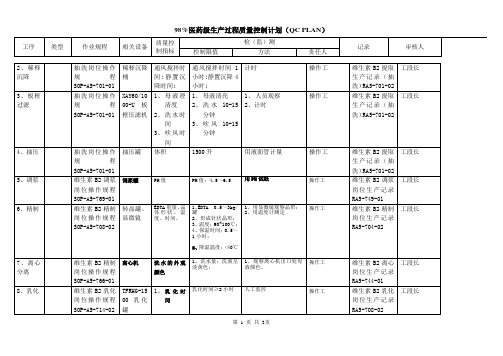
筛网的质量
筛网目数为60;无破损
人工监控
喷雾干燥人员
维生素B2喷雾干燥岗位生产记录RA5-712-02
工段长
10-1喷雾干燥
维生素B2喷雾干燥岗位操作规程SOP-A5-720-03
QZR-1000喷雾干燥塔
进风温度、出风温度
进风:170~200℃,
出风:80~100℃
观察仪表
喷雾干燥人员
维生素B2喷雾干燥岗位生产记录RA5-712-02
2、稀释沉降
抽洗岗位操作规程SOP-A5-701-01
稀释沉降桶
通风搅拌时间;静置沉降时间;
通风搅拌时间1小时;静置沉降4小时;
计时
操作工
维生素B2提取生产记录(抽洗)RA5-701-02
工段长
3、板框过滤
抽洗岗位操作规程SOP-A5-701-01
XAY60/1000-U板框压滤机
1、母液澄清度
2、洗水时间
1、运输工具查验
2、运输商审核
发货员
1、运输车辆查验记录
2、服务供应商审计记录
销售公司经理每周审核运输车辆查验记录
定期对运输商进行审计
3、温度:90~100℃;
4、保温时间:0.5~1小时;
5、降温温度:<40℃
1、用显微镜观察晶形;
2、用温度计测定
操作工
维生素B2精制岗位生产记录RA5-704-02
工段长
7、离心分离
维生素B2精制岗位操作规程SOP-A5-766-01
离心机
洗水的外观颜色
1、洗水量:洗液呈淡黄色;
1、观察离心机出口处母液Байду номын сангаас色。
SKRH-3300双臂快夹式料斗混合机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
过程质量控制计划QCP HT/QM-121/0
零件/过程名称/描述:XXXXX 编制/日期:
XXXXXX
文件编号:
XXXXX
版次:
XXXX
核心小组成员:
XXXXXX
批准/日期:顾客批准(如需):零件/
过程编号过程/操作
描述
工
装、设
备
特性
特殊特
性分类
方法
反应控
制
负责人编
号
产品过程产品/过程规范/公差
评价/测
量技术
样本
控制方法
容量频率
0010 灯座线的
安装电动螺
丝刀、
专用工
装
A1 灯座罩完好重要灯座罩应焊接牢固不能脱落目视全检每件
作业指导书(HT/J-
050-2009-01/1)
返工操作员A2 瓷灯座安装完好重要瓷灯座安装好后无破裂现象目视/ 全检每件返工操作员A3
螺丝刀
扭力
△重要螺丝刀扭力≥0.25Nm
扭力测试
仪
10pcs 2h 返工
操作员
/PQC
0020 灯罩、灯
杆、灯座
罩的组装
B1 灯罩表面完好一般
灯罩安装好后表面无划伤的迹
象
目视全检每件
作业指导书(HT/J-
050-2009-02/1)
返工操作员B2 灯杆表面完好一般灯杆表面无划伤的迹象目视全检每/件返工操作员
0030 反射器的
安装
电动开
刀、扳
手、工
装
C1
灯座罩、灯杆、
灯罩的固定
重要
灯座罩、灯杆、灯罩固定后不
能有松动,弯管上的万向节以
垂直地面方向±45°
目视全检每件
作业指导书(HT/J-
050-2009-03/1)
返工操作员
点胶量重要胶水不能外溢目视全检每件返工操作员C3
反射器安装完好重要
反射器安装好后边缘不能有间
隙,螺丝不能打毛
试拉全检每件返工操作员
螺丝刀
扭力
△重要螺丝刀扭力≥0.25Nm
扭力测试
仪
10pcs 2h 返工
操作员
/PQC
0040 安装盒的
组装
扳
手、工
装
D1
安装盒安装完好重要
安装盒安装好后不能有松动且
表面无划伤等迹象
目视全检每件
作业指导书(HT/J-
050-2009-04/1)
返工操作员
点胶量重要胶水不能有外溢现象目视全检每件返工操作员
0050 变压器、
接插件的
组装
端子钳
E1 接法正确重要
变压器两头白线接灯座线,棕
色线接接插件的棕色线,蓝色
线接接插件的蓝色线
目视全检每件
作业指导书(HT/J-
050-2009-05/1)
返工操作员E2
端子牢固度重要接线端子夹紧后无脱落试拉全检每件返工操作员
拉力测
试
△重要
端子承受2KG拉力,电源线
拉力(中规)应能承受6KG的拉
力
拉力测试
仪
10pcs 2h 返工
操作员
/PQC
0060 滑动盖板
的组装
电动螺
丝刀、
热风枪
F1 热宿管热缩到位重要
热缩管热缩号后无松弛,应包
住尼龙扎带和端子
目视全检每件
作业指导书(HT/J-
050-2009-06/1)
返工操作员F2
滑动盖板安装完
好
重要
滑动盖板安装好后表面无划
伤,螺丝孔与安装盒螺丝孔对
齐
目视全检每件返工操作员
螺丝刀
扭力
△重要螺丝刀扭力≥0.25Nm
扭力测试
仪
10pcs 2h 返工
操作员
/PQC
0070 灯泡安装G1 灯泡完好重要灯泡无破裂现象目视全检每件作业指导书(HT/J-
050-2009-07/1)
返工操作员
0080 耐压测试
耐压测
试仪E1 绝缘强度△重要
对灯具的安装盒用(欧/美规
1500V,中/日规4000V,5mA
的泄漏电流),时间为1S,
逐一进行高压测试,无击穿现
象
耐压测试
仪
全检每件
作业指导书(HT/J-
050-2009-08/1)
返工
高压检验
员
0090 后道检验通断测
试仪
F1
产品功能、性
能、外观
△重要
灯具表面应光滑清洁,无划
伤,色差、杂质、斑点等现
象;标贴应平整、清洁、不能
有折皱、毛边等现象。
标贴应
有良好的粘度,标贴上文字应
清晰、完整、油墨无涂开等现
象
目视全检每件
作业指导书(HT/J-
050-2009-09/1)
返工
后道检验
员
0100 贴标贴G1 标贴效果一般灯具滑动盖板(正中心部位)、
灯罩上贴上电气特性标贴。
要求:标贴应平整、清洁、不
能有折皱、毛边等现象。
标贴
应有良好的粘度,标贴上文字
应清晰、完整、油墨无涂开等
现象。
目视全检每件
作业指导书(HT/J-
050-2009-10/1)
返工操作员
0110 小包装H1 表面完好一般
PET包装表面应光滑清洁,无
划伤,色差、杂质、斑点;文
字文字应清晰、完整、油墨无
涂开等现象。
目视全检每件
作业指导书(HT/J-
050-2009-11/1)
返工操作员H2 包装效果重要
说明书的纸张应平整、清洁、
不能有折皱、毛边等现象。
说
明书上的文字应清晰、完整、
油墨无涂开等现象。
目视全检每件返工操作员
0120 贴小箱贴I1 标贴效果一般标贴上文字应清晰、完整、油
墨无涂开等现象。
目视全检每件
作业指导书(HT/J-
050-2009-12/1)
返工操作员
0130 贴EVA J1 EV A粘贴效果一般不允许有贴斜等现象;EVA应
有良好的粘性,不允许有脱落
现象,EVA表面应清洁无污点
目视全检每件
作业指导书(HT/J-
050-2009-13/1)
返工操作员
0140 打包手持拉
膜机、
剪刀
K1 打包带松紧度一般
打包带无松弛(先打横向再打
纵向)
试拉全检每托
作业指导书(HT/J-
050-2009-14/1)
返工操作员K2 缠绕膜松紧度一般缠绕膜无松弛且须三层试拉全检每托返工操作员K3 外观完好一般每托不能有倾斜目视全检每托返工操作员
注:△表示关键质量控制点(CTQ)。