焊管成型分析方法(Ⅰ)
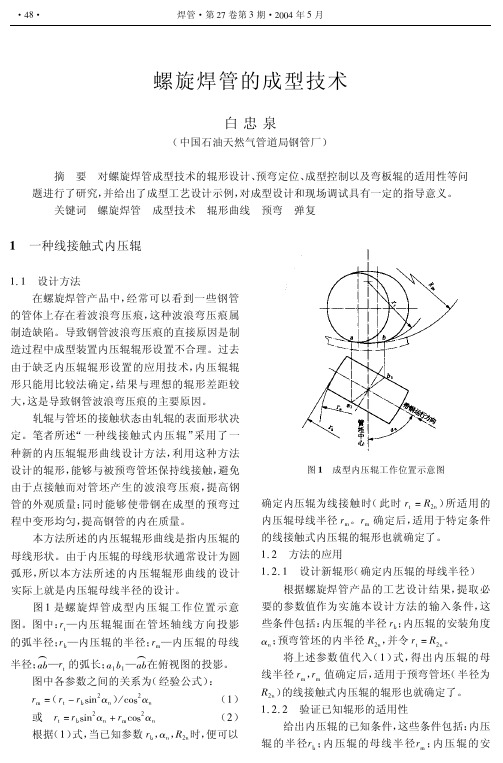
螺旋焊管的成型技术
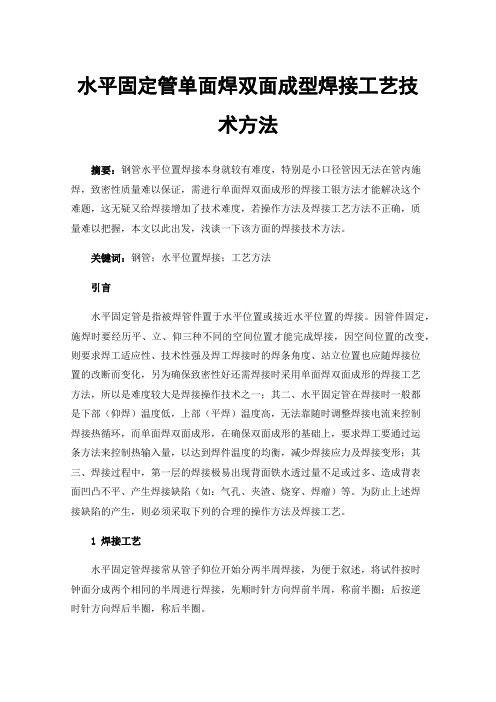
意图,图中:AC为 R1z的控制范围;CG为 R2z 的控制
范围,中 心 为 O2 ;GD 为 R3z 的 控 制 范 围,中 心 为
O3 ;在图 2 中,C 点为AC与CG的拐点,AC与CG在 C
点处的 斜 率 相 等( 公 切)。G 点 为 CG 与 GD 的 拐
Y1 = Y2 -( R1z + R2z )cosαC ; 弯矩值:M1 =[ K1 + 2( r1 σs / E)2 ]W·σs;
BC夹角:αBC = arcsin[ M1 / R1zFC ']; 1# 辊夹角:α1 = αC - αBC ; B 点坐标:XB =[ R1z - t / 2]sinα1 + X1 ,
众所周知,实际意义的适量成型是不存在的。 因此,当选用这种方法时,应当有相应的辅助控制 手段。
(5)图 7 为一种非“ 公切”设置示意图,这种 设置的特点是①R2z,R3z,Rz 所对应的弧在 G 点呈 相交状态,不符合“ 公切”条件;②预弯中心( O2 ) 与定径 中 心( OD )在 同 一 条 垂 线 上;③ 预 弯 值 ( R2z)小于或等于定径值( Rz );④工件值( Rg )小 于定径值( Rz)。显然,这是一种不合理的设置状 态。
) ) )
(1)内压辊受正压力,轧辊的承载能力能够
图 8 公切、正压预弯法
充分发挥; (2)容易实现内压辊外表面与预弯弧内表面
的线接触,避免由于点接触产生的压力集中而将 管坯压出波浪弯压痕;
(3)内压辊中心与定径套中心之间需具备横 向相对移位功能;
(4)能够适用于对弹复有要求的管坯控制。 3. 2 基本原理
点,CG与GD在 G 点处的斜率相等( 公切)。这种 设置比较真实地反映了带钢弯曲过程中曲率的变 化情况。 2. 2 预弯的定位方法
高频焊管成型调整技术方法
高频焊管成型调整技术方法
高频焊管成型调整技术方法主要包括以下几种:
1. 调整焊管成型轮的位置和间距:通过调整焊管成型轮的位置和间距,可以改变焊管的弯曲度和直径大小,从而达到调整成型的目的。
2. 调整焊管成型轮的角度:通过调整焊管成型轮的角度,可以改变焊管的弯曲方向和角度,从而调整成型的形状。
3. 调整焊管成型轮的压力:通过调整焊管成型轮的压力,可以控制焊管的收缩程度和成型质量,从而达到成型调整的目的。
4. 调整焊管成型轮的转速:通过调整焊管成型轮的转速,可以控制焊管的成型速度和成型质量,从而实现调整成型的效果。
5. 调整焊管成型轮的加热温度:通过调整焊管成型轮的加热温度,可以改变焊管的塑性和成型性能,从而实现成型调整的效果。
以上是高频焊管成型调整技术方法的几种常见方法,根据实际情况和需求,可以采用单一或多种方法进行调整。
此外,还可以结合其他辅助设备和工艺参数进行综合调整,以达到最理想的成型效果。
螺旋焊管成形技术分析
螺旋焊管成形技术分析摘要:螺旋焊管能够以较窄的带钢生产直径较大的钢管,当时这种钢管产品的管体上容易出现波浪弯压痕,这是由于传统成形工艺中缺乏成形装置内压辊辊形设置的应用技术,导致辊形确定精确度差,而导致钢管产生波浪弯压痕。
本文对螺旋焊管的成形技术进行了分析,提出了,提出了新的成形工艺设计,希望能够有效解决螺旋焊管的制造缺陷。
关键词:螺旋焊管;成形技术;工艺设计1.带钢的变形特征给出了螺旋焊管的成形参数,其中,如果忽略带钢的厚度,则螺距间的对缝为零;在考虑带钢厚度的情况下,带钢的上下表面分别形成螺旋圆台面,其成形角存在一定的差。
而在实际生产过程中,成形角应该只有一个,这样钢管的轴向上带钢的上下表面会发生错位偏移,使钢管的管壁层之间产生一定的剪切应力。
此外,带钢还有一个较为明显的变形特征,即在垂直钢管轴线方向上会发生塑性弯曲变形,而且这种变形的程度较大,而平行于钢管轴线方向上的塑性弯曲变形程度较小。
2.成形过程中的应力状态带钢在加工成螺旋管坯后,管壁所产生的应力主要受到带钢成形过程中的成形力大小的影响。
根据塑性变形理论可知,当带钢成形时的相对弯曲半径等于100时,塑性变形会表现得非常明显,因此,认为成形带钢的弯曲变形为线性纯塑性弯曲。
通常情况下,外力对金属所做的功,在变形过程中,会有很大一部分转换成热能,导致金属温度上升,只有极小部分功会停留在金属中,在金属内部形成残余应力。
其中,金属中的大部分储能为晶格畸变应力,主要表现为管壁发生形变硬化,钢管的抗拉强度会增加。
同时,内层金属和万层金属分别受到压力和拉力的作用,会产生反向的塑性变形,进而发生包辛格效应,导致带钢的屈服强度下降。
带钢的屈服强度会对其加工硬化能力和包辛格效应产生极大的影响。
当带钢的屈服强度增加时,其加工硬化能力会降低,而包辛格效应会增强。
当带钢的屈服强度超过450MPa时,因为包辛格效应的的变化会明显超过加工硬化能力,此时会大致带钢的屈服强度降低。
焊接成形的方法及设备解析课件

焊接成形方法的优缺点比较
熔化焊
优点是适用范围广,工艺成熟 ;缺点是焊接过程中会产生飞 溅、气孔等缺陷,且焊接变形
较大。
压力焊
优点是接头强度高,适用于各 种金属材料;缺点是设备成本 高,对工件表面质量要求高。
钎焊
优点是焊接过程中对母材热影 响小,适用于精密部件焊接; 缺点是钎料的选择和制备较为 繁琐。
焊接成形技术的应用前景与展望
应用前景
随着制造业的转型升级和技术的不断 创新,焊接成形技术的应用领域将越 来越广泛,如新能源、轨道交通、航 空航天等。
展望
未来,焊接成形技术将朝着更高效率 、更高质量、更环保的方向发展,同 时将与其他先进制造技术相结合,形 成更加智能、高效、绿色的制造体系 。
THANK YOU
气孔
由于焊接过程中熔池内气体在凝固时未能完全逸出,形成 气孔。气孔的形成与焊接材料、保护气体和焊接工艺参数 有关。
夹渣
焊接过程中,熔池内的杂质未能完全熔化或浮出,形成夹 渣。夹渣的产生与焊接材料的化学成分、焊接工艺和保护 气体有关。
未熔合
由于焊接过程中热输入不足或操作不当,导致焊缝与母材 之间或焊缝内部未能完全熔合。未熔合的产生与焊接电流 、电压和焊接速度有关。
焊接电流对焊接质量的影响
焊接电流是决定焊接质量的关键因素之一,电流过小或过大都会影响焊接质量。
焊接电流过小会导致焊接不牢固,容易出现虚焊、脱焊等问题;而电流过大则可 能导致焊缝烧穿、变形等问题,同时还会加速焊接设备的损耗。因此,在焊接过 程中,需要根据焊接材料、厚度等因素选择合适的电流,以保证焊接质量。
焊接设备的选择与使用注意事项
焊接设备的选择
选择合适的焊接设备需要根据实际需求和条件进行综合考虑,如焊接材料、焊接 效率、焊接质量等。
高频焊薄壁管成型仿真与分析

m / minꎬ 为了避免堆钢ꎬ 驱动辊转速沿着钢带前进
方向逐渐加快ꎬ 其线速度如表 1 所示ꎮ
表 1 各驱动辊组线速度
驱动辊组
辊组线速度 / ( mmin -1 )
粗成型 1#
17 85
Table 1 Linear velocities of driving roller sets
粗成型 2#
布随着带钢和成型辊的接触而变化ꎬ 部分接触部位
的等效应力超过钢带屈服极限ꎬ D (864116) 单元
压力峰值甚至超过 1 000 MPaꎮ
图 2 整段钢管等效塑性应变分布
Fig 2 Effective plastic strain distribution
of the whole steel pipe
1 2 材料选择
mmꎮ 成 型 分 析 中 设 定 钢 带 的 前 进 速 度 为 18
流程仿真分析ꎬ 成型辊组整体装配示意图见 1ꎮ
材料选用常用的 L290 钢带ꎬ 规格为 1 276 mm ×
6 0 mm (对应钢管规格为 ø406 4 mm ×6 0 mm)ꎬ 采
和 2#辊组辊缝为 6 2 mmꎬ 3#和 4#辊组辊缝为 6 4
摘要: 钢带边缘波浪是影响高频焊薄壁管质量的关键因素ꎬ 为了有效地控制边缘波浪ꎬ 通常
做法是钢管试制来确定合适的成型工艺ꎬ 既耽误生产进度ꎬ 又浪费材料ꎮ 通过对 ø219 1、 ø406 4
和 ø610 0 mm 规格高频焊管的成型过程建模ꎬ 仿真分析了薄钢带在整个成型过程的等效应力和最
大塑性变形ꎬ 发现钢带边缘波浪主要出现在粗成型段过弯边辊区域ꎮ 对弯边辊至 2#辊组的钢带边
High ̄frequency Welding Thin ̄wall Pipe
直缝焊管成型过程张力分析
2 成 型 过 程 张 力 分 析 基 本 原 则
焊 管 机组 稳 定 轧 制 时 ,管坯 经 过所 有 机 架 被 弯 曲成 型 为 管子 。这 些 机 架包 括 粗成 型 (也称 为 开 口孔 型 机 架 )平 、立 辊 机架 、精 成 型 机架 (也 称为 闭 口孔 型机 架 )、挤 压 辊 和定 径 平 、立 辊 机架 。这些 机
主 题 词 直 缝 焊 管 成 型 过 程 张 力 分 析
1 前 言
焊 管是 管 坯依 次 经 过 一 系 列 的成 型辊 逐 渐 弯
曲成 圆筒 后 经 高频 焊 接 而 成 。整 个 成 型过 程 实 际
上 是 一 个 连 轧 过 程 ,这 样 机 架 间必 须 建立 适 当 的
张力 。否 则 ,就 会 引起 堆 钢 或 管坯 边 缘起 皱 。因此 ,
张力 分 析是 焊 管 生产 中一 个 最基 本 且 十分 重 要 的
课 题 。
焊 管 成 型 张 力 分 析 值 得 一 提 的 是 ,国 内外 在
这 方 面 作 了 一 些 研 究 工 作 ,提 出 了 “滚 动 直 径 ”的
正 ,N ;
一 第 i架 立辊 成 型 阻力 ,N; / 一 挤 压 辊 成 型 阻 力 ,N; Ⅳ ~ 精 成 型水 平 机 架 或立 辊 机架 架 数 ; Ⅳ 一 粗成 型水 平 机架 或 立 辊机 架 架 数 ; Ⅳ ~ 立 辊 串 机 架 数 ; Ⅳ。一 定 径 区水平 机 架 或立 辊 机 架架 数 。 3.2 管坯 合 力作 为管 坯 入 口速 度 的 函数 焊 管 成 型轧 辊 的基 本特 点 是 每个 轧 辊 都带 有 孔 型 ,因而 每 个 轧 辊 表 面 的 不 同点 处 都 具 有 不 同 的线 速 度 ,而 在 某 一机 架 处 ,可 以认 为管 坯 横 断面 上 各点 速 度 都相 同 ,这 样 不 失一 般 性 。每 个 轧辊 孔 型 面可 分 为 两个 区 :前 滑 区和后 滑 区 。在 前 滑 区 , 轧辊 表 面线 速 度 大 于 管 坯 速 度 ,轧 辊 相 对 于 管 坯 前 滑 ,提 供 给 管 坯 向 前 的 摩 擦 力 ;在 后 滑 区 ,轧 辊 表面 线 速 度低 于 管 坯速 度 ,轧辊 相对 于管 坯后 滑 , 给管 坯 施 加 向后 的 摩擦 阻 力 。轧辊 作 用 于管 坯 上 的牵 引力 (F +F )是 前 、后 滑 区摩 擦力 的合 力 。 管 坯 速 度 的变 化 无 疑会 改 变 轧 辊 表 面 前 、 后 滑 区 的划 分 ,因而 就 会 影 响 到轧 辊 作 用 于 管 坯 上 的 牵 引力 (F 或 F )。由 (1)式 知 ,最 终 影 响 到 作 用 于管 坯 上 的合 力 F,,的值 。所 以 ,对 于某 一 确 定 的管 坯 速 度 ,就 会 有 一个 确定 的 管坯 合 力 FH 与 之 相 对 应 ,所 以 F,,是 的 函 FH一 作 用 于管 坯 上 的合 力 ,N;
W弯曲成型分析

W-弯曲成型分析随着焊管生产技术的发展,近年来直缝焊管成型技术也取得了进步。
焊管成型轧辊孔型设计在传统的单半径圆周变形法和双半径变形法的基础上,又发展了预成型第1架次的W-弯曲成型法(简称W成型)。
W成型是由日本开发的,并于1984年取得美国专利(专利号4455855和4483167),近年来得到较为广泛的应用。
它不仅可用于小直径管(最小达8×0.3mm),还可用于中直径管(目前达到355mm),t/D(壁厚/直径)最小值为0.33%(150×0.50mm),最大值为22.1%(19×4.2mm)。
该技术不仅应用于普通碳素钢,还可应用于铝、铜、钛和不锈钢材料。
近年我国在引进日本焊管机组的同时也引进了W成型技术,并正在推广应用之中。
1。
W成型孔型曲线的特点W孔型发生在成型第1架平辊。
传统的单半径圆周变形和双半径变形,第1架孔型都是一个带圆弧的浅槽形;而W孔型则是中心部位反向弯曲带2个浅槽的W形,其变形图比较如图1所示。
典型的W成型下辊的孔型曲线结构特征如图2所示。
下辊工作表面的曲线由中间凸起部份圆弧段、两侧端部四下部份圆弧段和联接凸起和凹下部份的直线段24组成。
直线段24实现从凸起到凹下的圆滑过渡,可以防止成型过程中产生辊印线或擦伤钢带的表面。
凸起的圆弧段20对应的中心变形角为、圆弧半径为R1。
圆弧段20的长度约为工作表面曲线长度的38%~52%,一般可取45%。
中心变形角约为16°~40°。
如<16°,圆弧段20将接近直线,边缘升起高度将较大,几乎起不到反弯作用。
如>40°,则中心部份将过份凸起,给随后的成型造成困难,一般可取26°~28°。
由此可求得圆弧半径R1,接近于成品管直径的3倍或钢带宽度。
两侧四下的端部圆弧段22,对应的边缘变形角为1,边缘弯曲半径为r1。
两侧圆弧段22的长度约为工作表面曲线18的长度的40%~45%。
水平固定管单面焊双面成型焊接工艺技术方法
水平固定管单面焊双面成型焊接工艺技术方法摘要:钢管水平位置焊接本身就较有难度,特别是小口径管因无法在管内施焊,致密性质量难以保证,需进行单面焊双面成形的焊接工银方法才能解决这个难题,这无疑又给焊接增加了技术难度,若操作方法及焊接工艺方法不正确,质量难以把握,本文以此出发,浅谈一下该方面的焊接技术方法。
关键词:钢管;水平位置焊接;工艺方法引言水平固定管是指被焊管件置于水平位置或接近水平位置的焊接。
因管件固定,施焊时要经历平、立、仰三种不同的空间位置才能完成焊接,因空间位置的改变,则要求焊工适应性、技术性强及焊工焊接时的焊条角度、站立位置也应随焊接位置的改断而变化,另为确保致密性好还需焊接时采用单面焊双面成形的焊接工艺方法,所以是难度较大是焊接操作技术之一;其二、水平固定管在焊接时一般都是下部(仰焊)温度低,上部(平焊)温度高,无法靠随时调整焊接电流来控制焊接热循环,而单面焊双面成形,在确保双面成形的基础上,要求焊工要通过运条方法来控制热输入量,以达到焊件温度的均衡,减少焊接应力及焊接变形;其三、焊接过程中,第一层的焊接极易出现背面铁水透过量不足或过多、造成背表面凹凸不平、产生焊接缺陷(如:气孔、夹渣、烧穿、焊瘤)等。
为防止上述焊接缺陷的产生,则必须采取下列的合理的操作方法及焊接工艺。
1焊接工艺水平固定管焊接常从管子仰位开始分两半周焊接,为便于叙述,将试件按时钟面分成两个相同的半周进行焊接,先顺时针方向焊前半周,称前半圈;后按逆时针方向焊后半圈,称后半圈。
打底焊是决定管件焊缝双面成型及致密的关键,所以必须严格按照工艺规范操作。
打底焊有连弧焊法和灭弧焊法两种,(注意所使用的焊条的酸、碱性,决定用哪种焊接方法),运条方法采用小锯齿形或小月牙形摆动,在仰焊部位起焊,引弧点(前半圈)一般要越过中心线6点的5~10毫米处,焊条角度与仰焊部位成80℃或90℃角。
焊接时在坡口面上引弧,起弧后将电弧拉长预热至始焊处间隙内,电弧稳定燃烧后,焊条在两钝边作微小横向摆动,当钝边熔化金属液与焊条熔滴连在一起时,迅速压住电弧,使电弧2/3以上作用于管口内,焊条上送,此时焊条端部已到达坡口底边,将坡口两侧各熔0.5~1mm后,形成第一个熔孔,用焊条轻抵住液金属向背面推送,(力量不可过大,反之易出现烧穿或焊瘤缺陷,),当听到管子背面发出“噗噗”电弧穿透声时,连弧向上继续焊接,重复先前的运动,如果感到铁水透过量太大时,可减小摆幅,在这个过程中,高温下熔池金属要下坠,此时需要在运条操作上给一个向上顶的力。
直缝焊管成型技术UOE

直缝焊管成型技术UOE00UOE方法由于受到板宽的限制(目前中、厚板的最大宽度为5200mm)而不能制造直径更大的钢管;由于需要大型压力机,且设备投资大、制造较复杂和困难,因此也限制了产品规格的进一步扩大。
但是,与其他大直径钢管的制造方法相比较,本方法生产过程稳定、效率高(一般成型能力为32~60根/小时)、操作简便,而且能保证钢管质量。
所以,作为大批量、少品种(规格)的大直径、厚壁、高强度油气输送管道用管的专用设备是很适宜的。
三大主成型工艺边部预弯。
钢板边部预弯的目的是完成两板边的预变性,使板边的弯曲半径达到或接近所生产钢管规格的半径,从来保证钢管焊缝区域的几何形状和尺寸精度,避免在O成型后钢管成"梨形"。
边部预弯通常在辊式弯边机或预弯边压力机上完成。
辊式弯边机一般用于较薄钢板边部的弯曲成型,对高强度厚板的半边预弯效果不理想,容易造成钢板边部纵向延伸。
预弯边压力机是专用的板边预弯成型的压力机,适用于厚板的板边的预弯曲成型。
根据钢板长度、弯边模具长度、压力机成型力以及生产能力的不同,预弯边机的弯边操作时分若干步完成的,钢板每前进一个模具长度,下模具压上一次,直至整个板边长度都完成预弯边操作,一般使用3~5步。
U成型。
边部预弯后的钢板进入第二个成型工序--U成型。
预弯后的钢板在U成型压力机上完成定位后,U成型压力机垂直压模向下运动,在下支撑辊或模具的作用下,将钢板弯曲变形成U形管筒。
U成型压力机根据其下部机构不同分为凯泽型(KAISER)、维尔森型(VERSON)和米尔型(MEER)、凯泽型U成型压力机为连杆自由弯曲式,其特点是成型时支点间距离较大,垂直压模压下到一定形成时,侧压辊连同连杆机构一统向内继续将钢板弯曲成U形管筒;维尔森型U成型压力机为摇臂模式,与凯泽型类似,靠垂直压模施加压力,压下到一定行程时,下支撑辊模翻转,将钢板弯曲成U形管筒;米尔型U成型压力机是带有垂直主压力缸和侧压力缸的压力机,垂直主压力缸与侧压力缸可单独驱动,成型过程中侧压缸不受主压缸的制约,其特点是采用带曲率半径的垂直冲模,冲模的曲率半径取决于钢种和成品钢管的直径,因此可获得较好的弯曲性能,是当今世界较先进并被广泛应用的机型。
焊接钢管成型方法14种
焊接钢管成型方法14种1.单半径成型法单半径辊式成型法有圆周弯曲成型法、边缘弯曲成型法和中心弯曲成型法三种,单半径成型法是:孔型由一个单半径组成,成型机水平辊、立辊交替布置,带钢从水平辊、立辊中间经过,逐渐将平板弯曲成圆管。
2.圆周弯曲成型法带钢整个宽度方向上同时弯曲变形,各架成型的弯曲半径逐渐减小;边缘弯曲成型法是从带钢边部开始弯曲,弯曲半径恒定,逐步增加变形角,以减小带钢中间部分的宽度,直到钢带成圆封闭;中心弯曲成型法是从带钢中心部分开始弯曲变形,弯曲半径恒定,逐渐向两侧边缘扩展,直到成圆封闭。
3.双半径成型法(综合弯曲成型法)采用两种以上的基本变形法进行组合变形,但应用较多的是边缘成型法+圆周成型法。
管坯边缘与圆周综合变形的成型法,它以挤压辊孔型半径或成品管半径为边缘弯曲半径,将钢带边缘弯曲到某一变形角,并在以后各成型架次基本保持不变,而带钢中间部分的弯曲成型则按圆周弯曲成型法进行变形分配。
该方法成型过程较稳定,变形均匀,边缘相对伸长小,成型质量好。
4.W成型法粗成型段第1架或前几架采用W反弯弯曲成型,带钢边缘部分正向弯曲,中间部分反向弯曲,增加了边缘部分弯曲弧长,使边缘变形充分,管坯在成型过程中高度差较小,使边缘相对延伸大为减小,避免了边缘纵向伸长引起的鼓包,同时缩小了圆周速度差。
5.排辊成型为了避免一般连续式成型机组上带钢成型时发生的带钢边缘相对延伸和纵向回弹变形,在水平成型辊之间连续配置许多小辊,以代替一般的水平成型辊,使带钢边缘能够沿一条平滑的自然变形路程进行。
这些装在一个笼式框架里的小辊就成为排辊。
一般排辊式成型机由1架预弯辊、1套排辊装置、2架精轧辊组成。
适用于较薄壁钢管的成型。
6.CTA成型是排辊成型的一种。
1987年由奥地利钢铁联合公司研制。
圆管成型系统由2个通用的预弯机架、1个弯边机架和1个专门的CTA装置4部分组成。
CTA装置由许多排辊连续作用,钢带穿过成型机后被连续、光滑的轧制成开口约为32°的开缝管,即排辊成型工艺,最后再进入精轧机架,在上辊带有导向环的精轧孔型中完成精成型。
螺旋焊管成型机理分析与研究
第1 2卷 Biblioteka 第 1期 20 0 2年 3月
江
汉 石 油
科
技
Vo.2 No 1 11 .
M a. 0 2 r2 0
J ANGHAN TR.LEUM CI I PE O S ENCE AND TECHNOL OGY
螺 旋焊 管成型 机 理分 析 与研究
£ / R ‘ 7 () 1
际, 螺缝 焊 管 以其 生 产 形式 的灵活 性 、 材 料供 给 的 原
方便 性 、 旋 成 型 尺 寸 的 精 确 性 等 优 点 , 输 油 、 螺 在 输 气 、 热等 领 域 得 到 了广 泛 应 用 。随 着 国 家西 部 管 供
线 建设 高 峰 的 到 来 , 用将 会 剧增 。鉴 于经 济 效 果 , 使 输送 管 线 用管 耐 压 能 力越 来越 高 , 径越 来 越大 , 管 管
M J 叩 r 2o / )E M:r盯订d: 盯e ‘d 0 ・ I盯 ./ J(. ) — ’ r 一 .。 0( f , ’
、
2f = t ded +r盯£d) y .. +I盯£ E/ ( ・・e .. ) ed e 0‘’ / ‘
:
.
() 3 式是适合的。其 中( ) 3 式的关 系如图 3. ̄ , - j弯 f 曲力 矩 M 超 过弹 性 极 限 点 A 时 , 坡 度 逐 渐 减 小 , 其
主 题 词 螺旋 焊接 管 成 型 弯 曲 机 理 数 学分 析
在 国 内大 口径 埋 弧 直 缝 焊 管 尚未 形 成 产 能 之
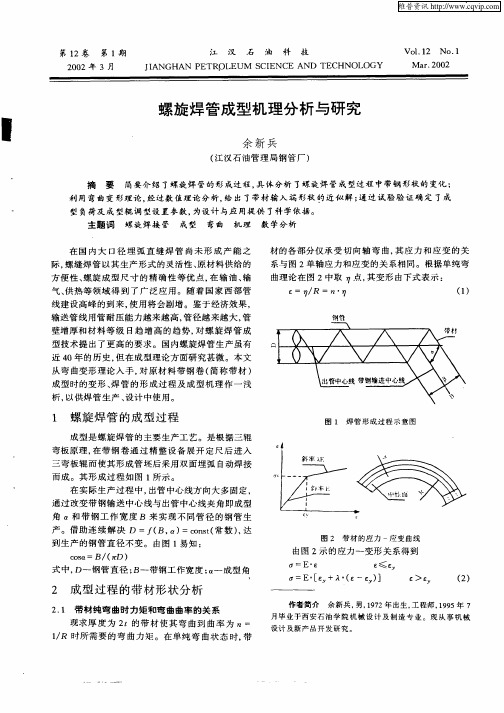
材 的各 部分 仅 承 受 切 向 轴 弯 曲, 应 力 和 应 变 的关 其 系与 图 2单轴 应 力 和应 变 的关 系相 同 。根据 单纯 弯 曲理论 在 图 2中取 叩点 , 变 形 由下 式 表示 : 其
焊管成型过程研究综述[1]
![焊管成型过程研究综述[1]](https://img.taocdn.com/s3/m/7a78bf370b4c2e3f5727636d.png)
承德民族职业技术学院学报 2004 年第 1 期
ZY JOU RNAL O F CHEN GDE VOCA T IONAL & TECHN ICAL COLL EGE FOR NA T IONAL IT IES NO. 1. 2004
K —— 体积弹性模量 将 x 表示成含有 25 个变分参数的 X, Y 表达式, 通过
= Σzx= Σzy= 0。
使用增量法可得到每个要素的应力和变形功表达式,
从而得到整段坯料的总变形功的数学表达式, 即
∑ ∑ ∑ ·
W
=
1 △T
k
{ △V k- 1, j,m [ ( dW p ) k, j,m +
jm
(dW e) k, j,m ]}
m —— 厚度方向的分层
(dW p ) k, j,m —— 塑性变形功增量
古恩的简化假定: (1) 管坯的横截面始终为平面并垂直 于轧制轴线; (2) 垂直于轧制轴线的每个断面上的中性面宽
度不变并等于带钢的初始宽度。 通过联立拉格朗日坐标和
欧拉坐标方程来确定主变形及变形强度、应力强度, 进而计 算内力的全部功, 利用拉格朗日中值定理, 并设外力功恒 定, 确定未知函数, 最后求出内力功的极小值。
88
© 1995-2005 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
承德民族职业技术学院学报 2004 年第 1 期
ZY JOU RNAL O F CHEN GDE VOCA T IONAL & TECHN ICAL COLL EGE FOR NA T IONAL IT IES NO. 1. 2004
18--焊管成形原理
18 焊管生产18.1 概述焊管生产方法主要有直缝焊管及螺旋焊管。
我国目前有直缝中小焊管机组(ERW)约1600~1800套,直缝大口径埋弧焊管机组5套,螺旋焊管机组约90套,年生产能力达900万吨以上。
18.1.1 高频直缝连续电焊管生产电焊管生产无论在有色和黑色生产中都有较快的发展。
中小型直缝电焊管基本上都采用辊式连续成型机生产,机组具有设备简单、投资少;产量高;成本低;机械性能好;精度高、壁厚均匀,表面光洁;焊缝质量好等特点。
高频焊管机目前可生产φ5~660×0.5~15mm的水煤气管道用管、锅炉管、油管、石油钻采管和机械工业用管等。
当采用排辊成型法时,产品规格可扩大到φ400~1220×6.4~22.2mm。
典型工艺流程如图18-1所示:图18-1 连续电焊管机组典型工艺流程①水煤气管;②一般结构管和油管;③汽车传动轴管生产钢种主要有低碳钢及低合金高强度钢,对不同钢种应采用不同工艺规范,以保证焊缝质量。
焊管技术发展很快,如螺旋式水平活套装置、双半径组合孔型,高频频率多在350kHz~450kHz,近年来又采用了50Hz超中频生产厚壁钢管;焊接速度达到130m/min~150m/min;内毛刺清除工艺用于内径为15mm~20mm的钢管生产中;冷张力减径级组受到重视;无损探伤应用越来越广泛;有些作业线上还设置了焊缝热处理设备;有些还采用了直流焊、方波焊、钨电极惰性气体保护焊、等离子焊以及电束焊等。
在后部工序中很多机组均设有微氧化还原热镀锌、连续镀锌和表面涂层等工艺,并相应设有环保措施。
我国于1978年研制成功履带式成型机,用于生产φ12~150×0.5~3.25㎜的薄壁管和一般用管。
成形过程如图18-2所示。
成形过程不需要成型辊,当带材进入倾斜的三角模板1和V型槽2构成的孔型后,在Ⅰ段带材比三角板窄,未接触V型槽面;进入Ⅱ段带材开始宽于三角板压出弯边,而后依次通过各段成形为管材。
UOE和JCOE管线管的性能和成本分析

直缝埋弧焊管的主要成型方法为UOE成型法(U成型、O成型、E扩径)、JCOE成型法(钢板压成J型、再依次压成C型和O型、后进行扩径),作为比较成熟的生产工艺,在国际上已经广泛应用,目前在我国也均有引进。
由于其生产工艺上的差异,必然导致其产成品性能的差异,下面重点从产品的技术指标方面对UOE和 JCOE的优缺点进行分析比较。
1、生产工艺(1)UOE的生产工艺流程转炉→精炼→连铸→厚板→钢板上料→焊引弧板→铣边→预弯边→U成型→O成型→高压水冲洗→干燥→预焊→内焊→外焊→去除引弧板→焊缝及管端超声探伤→X光检查→钢管扩径→管端焊缝磨平→管端平头→水压试验→焊缝及管端超声探伤→焊缝及管端X光检查→倒棱→管端分层及磁粉探伤→剩磁退磁→工厂检查→称重、测长→喷标记→上保护环→堆放、发货。
(2)JCOE的生产工艺流程材料复检→真空吊→板探→翻板→刨边→上板→卷曲前半幅钢板(J成型)→松出→输入后半幅钢板→卷曲后半幅钢板(C成型)→松出→后弯→预焊→焊引(熄)弧板→内焊→清根→外焊→去引(熄)弧板→超声波检验→机械扩径→水压试验→机械修端→超声波检验→管端环向UT分层检验→X射线检验→成品检验→磁粉检验→称重与测长→外防腐→内防腐→标记→发货。
2、UOE和JCOE的生产工艺不同导致的产品差异从上述两种生产工艺来看,二者在成型前后的工艺基本相同,最大差别在于成型方式上。
UOE成型主要由两步完成:U成型和O成型。
而JCOE成型部分程序分为6个环节,生产效率大大降低。
而由于成型方式的不同,导致了UOE和JCOE在直径、壁厚、外形尺寸、生产效率、屈强比等方面的差异(如下表)。
2.1 UOE和JCOE产品规格和生产效率的比较(1)管径和壁厚JCOE可生产的管径和壁厚范围要大于UOE,这是由两种产线的模具及生产工艺决定的。
对于UOE,一套O机模具只能生产一种直径的钢管,且是二道工序完成成型,对成型机组压力要求高,因此UOE可生产的管径和壁厚范围稍小。
焊接钢管的成型工艺大全.pdf

焊接钢管的成型工艺大全Via 常州精密钢管博客焊接钢管的成型工艺大全钢管生产技术的发展开始于自行车制造业的兴起,19世纪初期石油的开发,两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,都有力地推动着钢管工业在品种、产量和质量上的发展。
通常钢管按照生产方法,分为无缝钢管和焊接钢管两种类型,这次主要给大家介绍焊接钢管。
焊接钢管即有缝钢管,其生产是将管坯(钢板和钢带)用各种成型方法弯卷成要求的横断面形状和尺寸的管筒,再用不同的焊接方法将焊缝焊合而得到钢管的过程。
相比于无缝钢管,焊管具有产品精度高,尤其是壁厚精度、主设备简单,占地小、生产上可以连续化作业、生产灵活、机组的产品范围宽等特点。
而焊管要从生产工艺上来分,又分为:螺旋埋弧焊管SSAW(Spirally Submerged Arc Welding);直缝双面埋弧焊管LSAW(LongitudinallySubmerged Arc Welding);电阻焊管ERW(Electric Resistance Welding)三种。
一螺旋钢管生产工艺大致如下 ● 螺旋钢管原材料即带钢卷、焊丝、焊剂。
● 成型前带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
● 采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径、错边量和焊缝间隙都得到严格的控制。
● 切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
二直缝埋弧焊管而直缝埋弧焊管(LSAW)一般是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序形成焊管。
主要设备有铣边机、预弯机、成型机、预焊机、扩径机等。
同时直缝埋弧焊管的成型型方式有UO(UOE)、RB(RBE)、JCO(JCOE)等多种。
将钢板在成型模内先压成U形,再压成O形,然后进行内外埋弧焊,焊后通常在端部或全长范围扩径(Expanding)称为UOE焊管,不扩径的称为UO焊管。