第六章-光滑工件尺寸的检验
第6章-光滑工件尺寸的检验

mm
~25 >25~40 >40~65 >65~90 >90~115 >115~165 >165~215 >215~265 >265~315
互换性与测量技术基础
6.3 光滑极限量规
一. 光滑极限量规概述
1. 光滑极限量规的概念 Plain Limit Gauge
是具有以孔或轴的最大极限尺寸和最小极限尺寸 为公称尺寸的标准测量面,能反映控制被检孔或轴边 界条件的无刻线长度测量器具 1) 成对设计和使用;
上偏差 = ES 孔用止规: 下偏差 = ES-T1
上偏差 = es-Z1+ T1/2 轴用通规: 下偏差 = es-Z1-T1/2
上偏差 = ei + T1 轴用止规: 下偏差 = ei
T1、Z1 见表6-5
互换性与测量技术基础 三. 量规设计 1. 量规的设计原则
极限尺寸判断原则,也称“泰勒原则” ,即: * 孔或轴的体外作用尺寸不允许超过最大实体尺寸,
工件孔用 通端量规型式 工件孔用 止端量规型式 工件轴用 通端量规型式 工件轴用 止端量规型式
1
2 1 2 环规
环规
卡规 卡规 —
卡规
—
互换性与测量技术基础 3. 量规工作尺寸的计算
主 要 公 式
上偏差 = EI + Z1+ T1/2 孔用通规: 下偏差 = EI + Z1-T1/2
孔用止规:上偏差 = ES 下偏差 = ES-T1
2)其一体现零件的最大实体边界,以控制零件的 体外作用尺寸;
3)另一体现零件的最小实体尺寸,以控制零件的 实际尺寸。
互换性与测量技术基础 塞规(Plug Gauge): 用于孔径检验的光滑极限量规称为塞规
第06章 光滑工件尺寸的检验

6.1.1 基本概念
6.1.1 基本概念
在生产中,常用光滑极限量规检验和 在生产中,常用光滑极限量规检验和极限指示器或普通 光滑极限量规检验 两种方法来检验光滑工件尺寸。 计量器具两种方法来检验光滑工件尺寸 计量器具两种方法来检验光滑工件尺寸。
6.1.1 基本概念
用光滑极限量规检验能综合检验工件的尺寸误差、 用光滑极限量规检验能综合检验工件的尺寸误差、形状 误差,但不能测出其实际尺寸的具体数值,是一种定性检验。 误差,但不能测出其实际尺寸的具体数值,是一种定性检验。 这种方法简便、迅速、可靠, 这种方法简便、迅速、可靠,一般用于大批量生产的质量控 制。
6.2.4 量规设计
6.2.4 量规设计
通规对泰勒原则的允许偏离如下: 通规对泰勒原则的允许偏离如下: (1)长度偏离 为了用已标准化的量 ) 规,在制造方法能保证孔、轴素线的直线度误差小到不致影响配合 在制造方法能保证孔、 特性的情况下,允许通规的长度小于结合长度。 特性的情况下,允许通规的长度小于结合长度。
6.1.2 极限尺寸判断原则(泰勒原则) 极限尺寸判断原则(泰勒原则)
由上述的极限尺寸判断原则可知, 由上述的极限尺寸判断原则可知,孔、轴的合格性判断应是其体 外作用尺寸和实际尺寸两者合格性的判断, 外作用尺寸和实际尺寸两者合格性的判断,体外作用尺寸由最大实体 尺寸控制;实际尺寸由最小实体尺寸控制。 尺寸控制;实际尺寸由最小实体尺寸控制。孔、轴尺寸采用包容要求 时,完工工件应该用光滑极限量规来检验。 完工工件应该用光滑极限量规来检验。
孔
塞
规
轴 轴用工作量 规的通规
卡(环) 规
校对量 规
轴用工作量 规的止规 轴用工作量 规的通规
6.2.3 量规公差带
第六章 光滑工件尺寸的检验123

设计量规的公差,主要是考虑检验工件的正确 性和制造量规的经济性。
(一)工作量规公差
国标规定的孔用和轴用工作量规公差带为表6-4。 止规 通规 T/2 Z LMS MMS 轴 孔 T/2 公 公 差 通规 差 止规 T/2 带 带 Z T/2 MMS LMS 轴用工作量规公差带 孔用工作量规公差带
(二)校对量规公差 (1)“校通-通”量规(代号TT) 检验轴用量规“通规” 的校对量规 。能被 TT通过,则认为该通规制造合格。 TT作用是防止通规尺寸过小 。 (2) )“校止-通”量规(代号ZT) 检验轴用量规“止规” 的校对量规 。能被 ZT通过,则认为该止规制造合格。 ZT作用是防止止规尺寸过小 。 (3) )“校通-损”量规(代号TS) 检验轴用量规“通规 磨损极限”的校对量规 。通规在使用过程中不应被 TS通过 。 Tp=T/2
HH2a
(2)量规型式的选择
图3-21 量规形式及应用范围 a)测孔量规的型式及应用范围 b)测轴量规的型式及应用范围
HH2a
(2)量规型式的选择
图3-21 量规形式及应用范围 a)测孔量规的型式及应用范围 b)测轴量规的型式及应用范围
HH2a
(3)量规工作尺寸的计算
1)由国标“公差与配合”(GB/T 1800.3—1998)查出孔与轴的
第六章 光滑工件尺寸的检验
用量规检验的特点:无法测出工件实际尺寸的 确切数值,但能判断工件是否合格。在大批量生 产中广泛应用。当真实尺寸位于极限尺寸附近时, 存在误收和误废。
误废和误收的概念
图3-13 误收或误废
HH2a
第一节 用通用测量器具测量
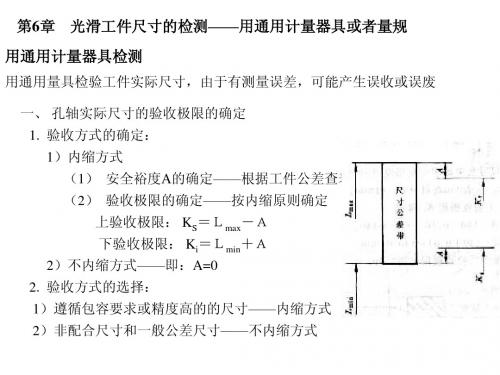
(1)验收极限的确定
1)内缩方式 由于规定验收极限时的检测条件是在符合车间
1_第六章 光滑工件尺寸的检验

第一节 用普通计量器具测量光滑工件
表6-4 指示表的测量不确定度数值(单位:mm)
2.计量器具选用示例 例1 被测工件为轴ϕ35e9(-0.050),试确定验收极限并选择合
适的计量器具。
第一节 用普通计量器具测量光滑工件
解:(1)确定安全裕度A和计量器具的测量不确定度允许值u1 查 表6-1可知,当基本尺寸为30~50mm、公差等级为IT9时,A=6.2
第一节 用普通计量器具测量光滑工件
3)工件的实际尺寸服从偏态分布时,由于偏向一侧的尺寸出现概
率较大,另一侧的尺寸出现概率较小,因此可以只对偏向的一侧
按内缩方式确定验收极限 4)对非配合的一般公差的尺寸,其验收极限按不内缩方式确定。
四、计量器具的选择
选择计量器具是检测工件的重要环节。 1.计量器具的选用原则 国标规定,按照计量器具的测量不确定 度允许值u1来选择计量器具。
公差与配合
第六章 光滑工件尺寸的检验
第一节 用普通计量器具测量光滑工件 第二节 光滑极限量规
第一节 用普通计量器具测量光滑工件
一、误收和误废
图6-1 误件
二、验收原则与规定
国标规定的验收原则是:所用验收方法应只接收位于规定的尺寸
极限之内的工件。
三、验收极限
第二节 光滑极限量规
图6-10 卡规工作尺寸的标注
验收极限是指检验工件尺寸时判断合格与否的尺寸界限。 1.使用范围 GB/T3177—1997《光滑工件尺寸的检验》规定, 此标准的对象是光滑工件的尺寸,被测工件的基本尺寸至500mm、 标准公差等级IT6~IT18的检验,同时也适用于一般公差的检验。
2.验收极限的两种方式
第一节 用普通计量器具测量光滑工件
μm=0.0062mm,u1(Ⅰ挡)=56μm=0.056mm。
光滑工件尺寸的检测

0.028 0.015
): ):
Z=0.0034 T=0.0024 Z=0.0024 T=0.002
第六章 光滑工件 的尺寸检测
3)确定量规上下偏差 塞规: ES=+0.021
EI =0
通端:Ts=EI+Z+T/2=0+0.0034+0.0012=+0.0046 Ti=EI+Z-T/2=0+0.0034-0.0012=+0.0022 止端:Zs=ES= +0.021 Zi=ES-T=+0.0186 卡规: es= +0.028 ei =+0.015 通端:Tsd=es-Z+T/2=+0.028-0.0024+0.001=+0.0266 Tid=es-Z-T/2=+0.028-0.0024-0.001=+0.0246 止端:Zsd=ei+T=+0.017 Zid=ei=+0.015
一、测量误差对测量结果的影响
最 大 极 限 尺 寸
工件 公差
误收 误废 生产公差 误废 误收 最小极限尺寸
保证 公差
生产公差:合格工件可能的最小公差 保证公差:合格工件可能的最大公差
第六章 光滑工件 的尺寸检测
第一节 通用测量器具测量
一、验收极限:是检验工件尺寸时判断合格与否的尺寸界限 确定工件尺寸的验收极限,有两种方案 1)内缩方案:为保证产品质量,减少误收,验收极限是分别从最大极限 和最小极限向公差带内移动一个安全裕度A,来确定,简称内缩方案。
上验收极限 上验收极限
孔 公 差 带
A
生 产 公 差
第六章 光滑工件尺寸的检验

5、量规形状公差
GB规定: 工作量规的形位误差,应在工作量规的公差范围内,其形位公差值=1/2 制造公差(T)。考虑到制造和测量的困难,当T≤0.002mm时,其形状 和位置公差为0.001mm。
量规公差
四、量规设计
1、量规型式的选择
放图5-9
1、量规型式的选择
按照GB推荐
测孔时可用下列型式的量规
T:工作量规的制造公差;
Z—工作量规通规制造公差的中心线到工件最大实体尺寸之间的距离(位置要素);
Tp—校对量规制造公差
三、量规公差带
MMS
TS
4、轴用工作量规需用校对规检验
f7 LMS
TP TT ZT
ZT:控制止规不要做小了, 能通为准。 TT:控制通规不要做小了, 能通为准。 TS:防止通规超过磨损极限。
上验收极限=最大实体极限(MML)-安全裕度(A) 下验收极限=最小实体极限(LML)+安全裕度(A)
孔轴 上验收极限 公 差 带 下验收极限
A值确定要适当:A太大,误收 误废 精度 经济性
A太小,误收 误废 精度 经济性 A值由 计量器具本身的不确定度;u1
形状误差、温度误差和压陷效应等引起的不确定度。u2
当1.33≤CP<1.67时,工艺能力很充裕。
当1≤CP<1.33时,工艺能力良好。
-3σ
6σ 尺寸公差IT
δ +3σ
CP=1
当0.67≤CP<1时,工艺能力不足。 当CP<0.67时,工艺能力严重不足。
①、工作量规——工人在生产中使用,分通、止端。主要 用来代替内径量表和外径千分尺。
②、验收量规——检验部门(检验科)或用户验收产品(零件) 时使用。
第6章 光滑工件尺寸的检验

0.008
0.05
0.013
0.100
300 350 400
450
350 400 450
500
1.010 2.011 0.012
0.013
0.020 0.025 0.030 0.150
6
500 600 600 700 2014-5-30 700 1000
表 6.3 比较仪的测量不确定度
所使用的计量器具 分度值为 0.0005 (相 当于放大 2000 倍)的 比较仪 至 分度值为 0.001 (相当 于放大 1000 倍)的比较仪 分度值为 0.002 (相当 于放大 400 倍)的比较仪 分度值为 0.005 (相 当于放大 250 倍)的 比较仪
2014-5-30 9
例 6.2 试确定检验工件尺寸为ψ 70 F9E 的验收极限并选择 适当的计量器具。
解:( 1 )确定工件尺寸上偏差 ES=0.104 毫米, 下偏差 EI=0.030 毫米工件尺寸公差 Td=0.074 毫米 ( 2 )确定安全裕度A =0.006 毫米,计量器具不确定度允许 值 u1=0.0054 毫米 ( 3 )确定验收极限 上验收极限 =70+0.104-0.006=70.098 毫米 下验收极限 =70+0.030+0.006=70.036 毫米 ( 4 )计量器具的选择 查表得:工件尺寸为ψ 70 毫米时,分度值 0.001 毫米的千 分表不确定度为 0.005 毫米, 小于 u1=0.054 毫米,满足使用要 求。
2014-5-30
1
6 . 1 用通用计量器具检验
6.1.1 误收和误废
由于存在测量误差,所以在检验工件时,若工件的真实尺 寸接近极限尺寸,则可能产生两种错误判断:一是将真实尺寸 处于公差带之内的合格品判为废品,称为误废;二是将真实尺 寸处于公差带之外的废品判为合格品,称为误收二者统称为误 检。 显然,误收会影响产品质量,误废会提高产品成本为保证产 品质量,国家标准亿位元组/ T 3177-1997 《光滑工件尺寸的检 验》中规定了验收极限来防止误收。
第六章 光滑工件尺寸的检测

第六章光滑工件尺寸的检测检测光滑工件尺寸时,可使用通用测量器具,也可使用极限量规。
通用测量器具能测出工件实际尺寸的具体数值,能够料产品质量情况,有利于对生产过程进行分析。
用量规检验的特点是无法测出工件的实际尺寸确切的数值,但能判断工件是否合格。
用这种方法检验,迅速方便,并且能保持工件在生产中的互换性,因而在生产中特别是大批量生产中,量规的应用非常广泛。
无论采用通用测量工具,还是使用极限量规对工件进行检测,都有测量误差存在,其影响如图6-1所示。
由于测量误差对测量结果有影响,当真实尺寸位于极限尺寸附近时,按测的尺寸验收工件就有可能把实际尺寸超过极限尺寸范围的工件误认为合格而被接受(误收);也有可能把实际尺寸在极限尺寸范围内的工件误认为不合格而被废除(误废)。
可见,测量误差的存在将在实际上改变工件规定的公差带,是指缩小或被扩大。
考虑到测量误差的影响,合格工件可能的最小公差叫生产公差,而合格工件可能的最大公差叫保证公差。
生产公差应能满足加工的经济要求,而保证公差应能满足设计规定的使用要求。
显然,单从各自观点来说,生产公差越大越好,而保证公差越小越好,二者存有矛盾。
为了解决这一矛盾,必须规定验收极限和允许的测量的误差(包括量规的极限偏差)。
第一节用通用两期器具测量一、验收极限验收极限是检验工件尺寸时判断和各与否的尺寸界限。
确定工件尺寸的验收极限,有以下两种方案。
1)验收极限是从工件规定的最大实体极限(MML)和最小实体极限(LML)分别向工件公差带内移动一个安全裕度A来确定,简称内缩方案,如图6-2所示。
孔尺寸的验收极限:上验收极限=最小实体极限(LML)—安全裕度(A)下验收极限=最大实体极限(MML)+安全裕度(A)轴尺寸的验收极限:上验收极限=最大实体极限(MML)—安全裕度(A)下验收极限=最小实体极限(LML)+安全裕度(A)2)验收极限分别等于规定的最大实体极限()和最小实体极限(),即()值等于零。
第6章 光滑工件尺寸的检测
06:28 3
2. 工件验收原则: 只允许误废而不允许误收
(1)若标准与图样上规定的公差按“泰勒原则” ①用量规检验:通规为全形量规(具有与被检验孔或轴相对应的完整表面,
且长度等于配合长度),大小为工件最大实体尺寸,用于控
制作用尺寸。 止规为非全形量规(测量面为点状,在直径相对两端点上 与工件接触),尺寸等于工件的最小实体尺寸,用于控制 局部实际尺寸。 ②用两点法测量:要判断工件是否未超出最大实体边界(在最大实体状态 下,具有理想形状的边界),理论上应求作用尺寸;而要判 断工件是否未超出最小实体尺寸的数值,则理论上应沿工
通
止
止
孔下极限尺寸 轴上极限尺寸
孔用塞规
轴用卡规或环规
工作量规
通规 止规 用户代表用 检验人员用 校通— 通量规
按用途
验收量规
校对量规(卡规) 校止— 通 量规 校通— 损 量规
校通—通规(TT):校对轴用量规通规的量规
校止—通规(ZT):校对轴用量规止规的量规 校通—损规(TS):校对轴用量规通规磨损极限的量规
级的高低、加工后尺寸的分布特性和工艺能力等因素。具体原则如下:
(1)对于遵守包容要求和标准公差等级高的尺寸,其验收极限按内缩方 式确定。
(2)当工艺能力指数Cp≥1时,验收极限可以按不内缩方式确定;但对于采用
包容要求的孔、轴,其最大实体尺寸一边的验收极限应该按单向内缩方式 确定。
(3)对于偏态分布的尺寸,其验收极限可以只对尺寸偏向的一边按单向内缩方
在大批量生产过程中,为提高产品质量和检验效率而采用的量规,结构简 单、使用方便,省时可靠,并能保证互换性。量规在机械制造中得到了广泛的 应用。 Dmax Dmin
通 止 端 端
6——光滑工件尺寸的检测
容要求的单一要素
1. 光滑极限量规设计应遵循泰勒原则: 单一要素孔、轴的体外作用尺寸 不允许超出最大实体尺寸;任何位置的实际尺寸不允许超出最小实体尺寸 1) 通规——模拟最大实体边界,按MMS设计,且形状为全形全长 2)止规——检验局部实际尺寸,按LMS设计,且测量面为两点状
光滑极限量规 关于量规:
1. 量规是没有刻度的专用计量器具,只能用于判断实际被测要素合格与否 2. 被测要素的形位公差和尺寸公差遵循相关原则时,才需用量规检验 3. 单一要素采用包容要求时,使用光滑极限量规检验 关联要素采用相关原则时,使用位置量规检验 第一节 光滑极限量规 一、 光滑极限量规的功用和分类 1. 功用:通规和止规配套使用,检验遵循包容要求的单一要素 通规——应能通过合格零件 止规——应不能通过合格零件 2. 分类: 工作量规 验收量规 校对量规---轴用量规制造和使用中用
2. 若量规形状不符合泰勒原 则,则可能出现误判
3. 为制造和使用方便,常使用偏离泰勒原 则的量规,此时必须注意操作,尽量避免误判
三、光滑极限量规的定型尺寸公差带和各项公差 1. 量规定形尺寸: 通规——最大实体尺寸 2. 量规定形尺寸公差带: 止规——最小实体尺寸
3. 量规形状公差——形状公差与尺寸公差采用包容要求 4.工作表面粗糙度——很小;参见符表10-2 四、示例
二、计量器具的选择 按下列步骤选择: 1.计量器具的不确定度允许值U1——根据工件公差查表确定 2.选用的计量器具的不确定度U≤计量器具的不确定度允许值U1 3.为提高千分尺使用精度,可采用比较测量,此时千分尺的不确定度 可降低: 当使用与工件形状相同的标准器比较测量时,可降低60%; 当使用与工件形状不相同的标准器比较测量时,可降低40%;
第6章 光滑工件尺寸的检测 章 光滑工件尺寸的检测——用通用计量器具或者量规 用通用计量器具或者量规 用通用计量器具检测
第六章-光滑工件尺寸的检验

孔或轴的体外作用尺寸不小于最小极限尺寸,任何位置的实际尺寸不大于最大极限尺寸
(p100)
6.2 光滑极限量规
6.2.1 概述
光滑极限量规是一种没有刻线的专用量具,属于量 规的一种。
它只能判断零件的合格与否,不能确定零件的 具体尺寸。
量具
计量器具
量规 量仪
计量装置
光滑极限量规
塞规——用于检验孔的极限量规 环规——用于检验轴的极限量规
误收与误废
要求工件尺寸为:25~25.033mm
误 +36
收
误收:
+33
当Da > Dmax 0~3μm,测量误差可 能为-3μm,将废品误判为合格品
+30 误
而误收!
H8 废
误废:
+3 +
当Da<Dmax 0~3μm,测量 误差可能为+3μm
0
-
误
将合格品误判为废品而误废!
收 -3
§6.1.2 极限尺寸判断原则
IT12~IT18:分为I、Ⅱ两档 IT6~IT11:分为I、Ⅱ、Ⅲ三档
u1=0.9u,u为测量不确定度,此处即为测量极限误差 δlim, δlim= ± 2σ,置信概率为95%。
测量能力依次减弱,即误判概率依次增大。采用第I档u1选择计 量器具,检测能力强,误判率小,经济性差。采用第III档反之。
解:(1)确定验收极限
+
该工件遵守包容要求,故按内缩方式确 0-
定验收极限。由表5-1查得:
IT8=0.039mm,A=0.003 9mm
上验收极限=MML-A=50-0.003 9=49.9961mm。
上验收极限 h8
第6章 光滑工件尺寸的检测

2、按用途可分为:工作量规、验收量规和校对量规 工作量规:为制造工件的过程中操作者所使用的量规。一般通规是新制 的或磨损较少的量规。工作量规的通规用代号“T”来表示,止规用代 号“Z”来表示。 验收量规:为检验部门和用户代表在验收产品时所用的量规。一般,检 验人员用的通规为磨损较大但未超过磨损极限的旧工作量规;用户代表 用的是接近磨损极限尺寸的通规,这样由生产工人自检合格的产品,检 验部门验收时也一定合格。 校对量规:为校对工作量规和验收量规的量规,它检查轴用工作量规和 验收量规在制造时是否符合制造公差,在使用中是否已达到磨损极限所 用的量规。标准只对轴用量规规定了校对量规,因为孔用量规(塞规)便 于用精密量仪测量,故未规定校对量规。
小实体尺寸分别向公差带内移动一个安全裕度A。安全裕度A
值的确定,应综合考虑技术和经济两方面因素。
孔尺寸的验收极限:
上验收极限=最小实体尺寸-安全裕度(A) 下验收极限=最大实体尺寸+安全裕度(A)
轴尺寸的验收极限:
上验收极限=最大实体尺寸-安全裕度(A) 下验收极限=最小实体尺寸+安全裕度(A)
符合泰勒原则的光滑极限量规应达到如下要求: (1)通规:用来控制工件的作用尺寸,它的测量面应具有与孔或轴相对 应的完整表面,称为全形量规,其尺寸等于工件的最大实体尺寸,且其 长度应等于被测工件的配合长度。 (2)止规:用来控制工件的实际尺寸,它的测量面应为两点状的,称为 不全形量规,两点间的尺寸应等于工件的最小实体尺寸。
2.测量中的不确定度 不确定度用以表征测量过程中各项误差综合影响而使测 量结果分散的误差范围,它反映了由于测量误差的存在而对 被测量不能肯定的程度,以U表示。U是由测量器具的不确定 度(μ1)和由温度、压陷效应及工件形状误差等因素引起的不 确定度(μ2 )二者组合成的。= U µ12 + µ22 测量器具的不确定度μ1是产生“误收”与“误废”的主 要原因。 计量器具的不确定度U≤计量器具的不确定度允许值U1
第6章 光滑工件尺寸的检验

6.1.4 计量器具选用示例
④ 计量器具的选择 查表得:工件尺寸为Ф 25mm时,分度值0.002mm 的比较仪不确定度为0.0017mm,小于u1=0.027mm, 满足要求。
选用时注意量具的类型、精度范围
6.2 用光滑极限量规检验
6.2.1 光滑极限量规的检验原理 6.2.2 光滑极限量规的分类 6.2.3 工作量规的设计 6.2.4 工作量规的设计举例
1.工作量规的公差带 国家标准规定量规的公差带不得超过工件的公差 带,这样有利于防止误收,保证产品的质量与互 换性。
对通规应规定磨损极限:即将通规公差带从最大 实体尺寸向工件公差带内缩一个距离。 止规公差带布置在工件公差带内紧靠最小实体尺 寸处。
T-量规的制造公差。 Z -通规的位置要素,通规公差带中心到MMS 的距离。其值见表6-5。
通规:按工件MMS来制造,控制作用尺寸 Dfe≥ DM =Dmin dfe≤ dM = dmax 止规:按工件LMS来制造,控制实际尺寸 Da≤ DL = Dmax da ≥ DL = dmin
即遵循泰勒原则(极限尺寸判断原则):
遵守包容要求的单一要素的孔或轴的实际尺寸 和形状误差综合形成的体外作用尺寸不允许超越 最大实体尺寸。在孔或轴的任何位置上的实际尺 寸不允许超越最小实体尺寸。
第六章 光滑工件尺寸的检验
光滑工件尺寸的检验的两种方法: 用通用计量器具检验:是选择合适的计量器具测 量工件尺寸,并按规定的验收极限判断工件尺寸 是否合格的一种定量检验过程。
用光滑极限量规检验:是采用无刻度的、定值的、 专用的、成对的通规和止规来判断工件尺寸是否 在极限尺寸内的一种定性检验过程。成批大量生 产中采用。
6.1.4 计量器具选用示例
第六章 光滑工件尺寸检测

例:试确定φ140H9(0+0.1)E 验收极限,并选 择相应的计量器具。
解 由表3-3可知,基本尺寸>120~180mm、IT9时 A=10μm,u1=9 μm(Ⅰ档) 由于工件尺寸采用包容要求,应按内缩方式 确定验收极限:
上验收极限=Dmax- A=140+0.1-0.010=140.090(mm) 下验收极限=Dmin+ A=140+0.010=140.010(mm) 由表3-5可知,在工件尺寸≤150mm、分度值为0.01mm的 内径千分尺的不确定度为0.008mm,小于u1=0.009mm, 可满足要求。
▪ 量规结构简单,制造容易,使用方便、可靠, 检验效率高,因此量规广泛应用于机械制造中 的成批、大量生产。
➢ 光滑极限量规的形状与被检验对象的形状相反 ➢ 检验孔的量规称为塞规 ➢ 检验轴的量规称为卡规 ➢ 它们都有通规(T)和止规(Z),应成对使用
➢通规用来检验孔或轴的作用尺寸是否超越最大实 体尺寸。
0.004
0.005 0.006 0.007
0.008
0.020
0.050
0.008
0.013
0.009
0.010
0.011 0.012
0.020
0.100
0.013
0.025
0.030
0.150
第一节 用普通计量器具检验光滑工件
若受测量条件限制,所选计量器具的不确定度u‘1大于其 允许值u1时,可采用
第二节 量规尺寸公差带
➢量规在制造过程中和任何工件一样,不可避免地会 产生误差,故对量规的工作尺寸也要规定制造公差。
➢通规在使用过程中经常通过工件会逐渐磨损,为使 通规具有一定的使用寿命,对通规需要留出适当的 磨损储量,规定磨损极限(磨损公差)。
第六章 光滑工件尺寸检测

第二节 量规尺寸公差带
量规在制造过程中和任何工件一样,不可避免地会 产生误差,故对量规的工作尺寸也要规定制造公差。 通规在使用过程中经常通过工件会逐渐磨损,为使 通规具有一定的使用寿命,对通规需要留出适当的 磨损储量,规定磨损极限(磨损公差)。 通规公差由制造公差(T)和磨损公差两部分组成。
光滑极限量规的形状与被检验对象的形状相反 检验孔的量规称为塞规 检验轴的量规称为卡规 它们都有通规(T)和止规(Z),应成对使用
通规用来检验孔或轴的作用尺寸是否超越最大实 体尺寸。 止规用来检验孔或轴的实际尺寸是否超越最小实 体尺寸。 检验时,若通规能通过工件而止规不能通过,则 认为工件为合格品,否则工件为不合格品。
第一节 用普通计量器具检验光滑工件
二、验收原则及方法
应只接收位于规定尺寸极限之内的工件。即允许 有误废而不允许有误收。 为了保证验收质量,标准规定了验收极限、计量器 具的测量不确定度允许值和计量器具的选用原则(但 对温度、压陷效应等不进行修正)。
第一节 用普通计量器具检验光滑工件
三、验收极限
定义:验收极限是检验工件尺寸时判断合格与否的尺 寸界限。 验收极限方式的确定 内缩方式 :指验收极限是从规定的最大极限尺寸 和最小极限尺寸分别向工件公差带内移动一个安全 裕度A来确定。 上验收极限=最大极限尺寸 - 安全裕度(A) 下验收极限=最小极限尺寸 + 安全裕度(A)
1.查出孔或轴的上偏差与下偏差; 2.查出量规的制造公差T及通规的位臵要素Z; 3.计算各种量规的上、下偏差 4.画量规公差带图; 5.计算量规的工作尺寸。
例 计算φ 25H8/f7孔用与轴用量规的极限偏差。
解 1)查尺寸公差与配合标准,孔与轴的上、下偏差为:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
=最大实体极限(MML)+安全裕度(A)
=最大实体极限(MML)-安全裕度(A) =最小实体极限(LML)+安全裕度(A)
优点:减少或防止误收; 缺点:误废会略有增加。
(2)不内缩方式
验收极限:等于规定的最大实体极限(MML)和 最小实体极限(LML),即安全裕度值等于零。
用于轴径检验的光滑极限量规称为环规(或卡规)。 也分通规和止规。
通规按被检轴最大极限尺寸制造,止规按被检轴最小 极限尺寸制造。使用时,通规如通过被检轴,则表明轴径 小于最大极限尺寸;止规如通不过被检轴,则表明轴径大 于最小极限尺寸。这样的检验结果表明轴径在规定的极限 尺寸范围内,是合格的。反之,轴径不合格。
按不确定度允许值U选择通用计量器具
测量不确定度 U
u1 计量器具的不确定度
测量温度
u2-
工件形位公差
的影响不确定度
测量力引起压缩变形
u2 约为计量器具不确定度允许值 u1 的一半,即
u2 0.5u1
所以 U u12节 用普通计量器具测量工件
一. 验收极限 验收极限是检验工件尺寸时判断工件合格与 否的尺寸界限
GB/T 3177-1997《光滑工件尺寸的检验》, 对用普通计量器具检测工件尺寸规定了两种验 收极限:
(1)内缩方式
(2)不内缩方式
(1)内缩方式 验收极限:从规定的最大实体极限(MML)和最小 实体极限(LML)分别向工件公差带内移动一个安 全裕度(A) ( A=T/10 ,T 为工件公差)
图 6-3 实际尺寸服从偏态分布的 验收极限
(3)当工件的实际尺寸服从偏态分布时(如①手控加工,② 刀具磨损时,为了避免出现不可修复的废品,轴尺寸多 偏大,孔尺寸多偏小),可只对尺寸偏向的一侧选用内 缩方式,另一侧不内缩,如图6-3。
(4)对非配合尺寸和采用一般公差的尺寸,其验收极限选 择不内缩方式。
(5)单件生产一般按极限尺寸验收。
三 、计量器具的选择 不确定度——由于测量误差的存在而对被测量值的不肯定
程度。
不确定度从估计方法上可归纳成两类:一类为多次重 复测量,并用统计法计算而得的标准偏差;另一类为用其 它方法估计而得的近似标准偏差(包括系统误差随机化的 标准偏差)。两类(种)标准偏差可按方、和、根法合成, 得到综合不确定度U 。
u1 0.9U
先确定测量不确定度允许值U,根据 u1 0.9U ,再
按计量器具不确定度允许值 u1来选择计量器具。
条件:计量器具不确定度≤ u1值。
测量不确定度允许值 U按表6-1,优先选用Ⅰ档
表6-1 测量不确定度允许值 U
注:T 为被测尺寸公差值
例6-1
试确定检验轴
30h7(
0 0.021
+ 0 _
Td
— 0.062
Φ40 mm
二 、选择验收方式的原则
(1)对采用包容要求的尺寸及公差等级较高的尺寸, 应选用内缩方式(如图6-2)
(2)当工艺能力指数 C p ≥1时( C p T / 6 ,T为工件
尺寸公差, 为加工方法的标准偏差),可用不内缩方式。
但当采用包容要求时,在最大实体尺寸一侧仍用内缩方式, 如图6-3所示 。
)
并选择相应的计量器具。
的验收极限,
解: 由于被检验轴采用包容要求,故应采用内缩
方式确定验收极限。
因为 安全裕度为:A=T/10=0.021/10=0.0021mm 所以 上验收极限=30-0.0021=29.9979mm
下验收极限=30-0.021+0.0021=29.9811mm
查表6-1知,测量不确定度允许值 U =T/10=2.1μm
测量器具的不确定度允许值 u1=0.9 U ≈1.9μm 查表6-3知,应选用分度值为0.002mm的比较仪。
表6-3 比较仪的不确定度
mm
第三节 光滑极限量规
一. 光滑极限量规概述 1. 光滑极限量规的概念 光滑极限量规(简称量规)是在大批量(成批或大量) 生产中应用的一种没有刻度的专用量具,它只能检验工件 实际尺寸是否在允许的极限尺寸范围内,不能测量出工件 的实际尺寸数值。其作用是利用体现零件最大实体边界和 最小实体尺寸的一对量规来分别控制零件的体外作用尺寸 和实际尺寸。
第六章 光滑工件尺寸的检验
第一节 尺寸误检的基本概念 第二节 用普通计量器具测量工件 第三节 光滑极限量规
第一节 尺寸误检的基本概念
一. 测得的实际尺寸≠客观存在的真实值 使用普通计量器具(如游标卡尺、千分尺及车间使
用的比较仪等)检验工件时,由于测量必定存在误差, 所得到的实际尺寸≠客观存在的真实值。
1. 采用两点法测量 ,所得量值为局部实际尺寸 2. 计量器具本身存在的误差。(制造、磨损、撞击) 3. 测量条件的误差(如温度、湿度、卫生条件等) 4. 工件几何误差 5. 测量人员的素质
二. 误检:误废 和 误收 是误检的两种形式
误废 :
真实尺寸位于公差带内的合格工件,但接近极限 尺寸(公差带边缘-极限偏差)的合格零件,因测 得的实际尺寸超出公差带而被判为废品――误废。
特点
1) 成对设计和使用,称为通规和止规;
2)分别以被检孔或轴的最大极限尺寸和最小极限 尺寸为基本尺寸;
3)其一体现零件的最大实体边界,以控制零件的 体外作用尺寸;
误收:
真实尺寸超出公差带范围,但靠近极限偏差的废 品,因测得的实际尺寸仍处于公差带内而被判为合格 品――误收。
举例: 用测量不确定度为±0.004mm的杠杆千分尺
测量轴 4000.062
小结:1.测量误差越大,则误收、误废的概率也越大; 2.正确地选择计量器具对于保证测量精度,降低成 本有着很重要的意义; 3.误废、误收是误检的两种形式; 4.技术上的失误和检验人员的疏忽造成的误检,不 属于这里所讨论的问题。
2. 光滑极限量规的工作原理 用于孔径检验的光滑极限量规称为塞规。分通规和止规。
通规按被检孔最小极限尺寸制造,止规按被检孔最大 极限尺寸制造。使用时,通规如通过被检孔,则表明孔径 大于最小极限尺寸;止规如通不过被检孔,则表明孔径小 于最大极限尺寸。这样的检验结果表明孔径在规定的极限 尺寸范围内,是合格的。反之,孔径不合格。