QJLY J7110341C-2017 车内非金属材料雾化性限值要求及试验方法
关于非金属材料的起雾测试方法
(R1 R2 R3 R4)/4 100 R0
…………….(2)
(b) 附加质量测定 试验完毕 1 小时,测量上述试验中的铝箔上附加的质量.精确到毫克.计算试验前后铝箔的质量变化, 算出附加质量 G(mg) 附加质量 G(mg)=G1-G0 …………..(3) 此处 G1 (mg):试验后的铝箔质量 G0 (mg):试验前的铝箔质量 注: (36)光泽度测定装置的简图如图 9 所示.光源小孔 S1 应当位于透镜 L1 的焦点位置,当把一面镜子放 在试样的位置上时,能够在接收器的小孔 S2 中心上形成一个清晰的 S1 的影像.入射角度θ 是由通过 S1 与透镜 L1 主焦点的直线与垂直于试样表面的法线的夹角; 接收角θ 是由通过 S2 与透镜 L2 主焦 点的直线与垂直于试样表面的法线的夹角.张角α 1 , α 2是小孔 S1 和 S2 相对与透镜 L1,L2 位置的角 度.入射侧的光轴与接收侧的光轴,应该相交在试样的表面.小孔 S1 可以用光源灯丝来代替. 光源的光柱应为 ASTM E308 中规定的标准光 C,或者相当的光源和接收器的组合.推荐使用 DR LANGE 公司制造的“REFO60”. (37)使用 60°反射率为 0.5±0.2%的黑板
(1)
尺寸 50×100×产品厚度(报告)
(2) (3)
塑料成形材料 座椅泡棉
(4)
25×100×产品厚度(报告)×2 片 φ 65×40 座椅
(6) (7) (5)
复合材料 (从制品上切下) 其他
(9)
见图 1 50×100×产品厚度 (报告) 50×100×产品厚度 (报告)
(8) (8)
除座椅之外
1/8
TSM0503G
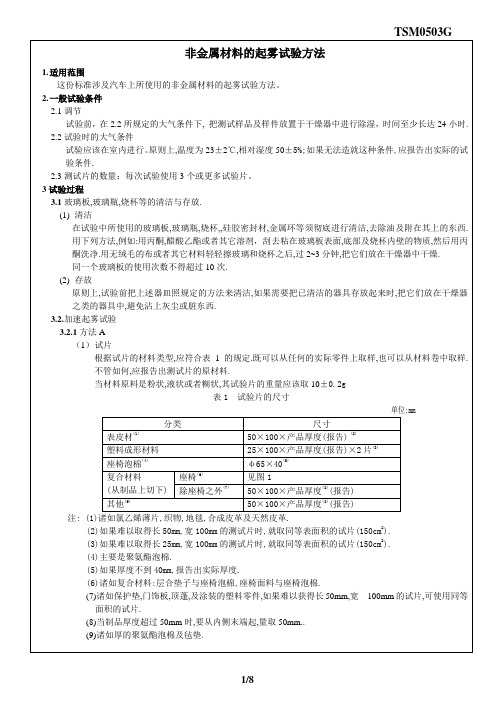
(2)试验装置 试验时,使用图 2 所示的加速起雾试验装置,用于试验的玻璃容器(10)的容积应为 500ml,它们的尺寸 应尽可能的符合图 2 的要求. 玻璃板的尺寸要求为 47×47mm,厚度为 3mm,它的原始最大起雾率应不超过 0.5% 注:(10)诸如由 Sansho 公司制造的“耐压,玻璃起雾试验瓶”. (3) 试验方法 把测试片放进图 2 所示之装置的玻璃瓶中, 用一块玻璃板如同盖子一样封住玻璃瓶.在这个过程中, 用胶带把板的四角固定在瓶子上. 事先要按 3.1 中的方法,清洁玻璃板与玻璃瓶.当油池的温度按表 2 的要求设定之后,把玻璃瓶放入池中,使液面达到高出瓶底 110m 为止,在这种条件下,加热油池.当 达到表 2 规定的时间后,迅速取出玻璃瓶,放在干燥器中,直到起雾试验的开始.
新能源汽车非金属材料燃烧特性技术要求及试验方法

新能源汽车非金属材料燃烧特性技术要求及试验方法1 范围本标准规定了新能源汽车非金属材料阻燃特性的技术要求及试验方法。
本标准适用于新能源汽车非金属材料阻燃特性的评价。
所述汽车是指按照GB 15089标准中规定的M1类。
2 规范性引用文件下列文件对于本文件的引用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 8410 汽车内饰材料的燃烧特性GB/T 2408 塑料燃烧性能的测定水平法和垂直法GB/T 18384.3 电动汽车安全要求第3部分:人员触电防护GB 15089 机动车辆及挂车分类3 术语和定义下列术语和定义适用于本文件。
3.1 新能源汽车New energy Vehicles新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。
新能源车包括纯电动汽车、增程式电动汽车、混合动力汽车、燃料电池电动汽车、氢发动机汽车、其他新能源汽车等。
3.2 B级电压Class B Voltage最大工作电压大于30Va.C.(rms)且小于或等于1000Va.C(rms),或大于60V直流(d.c)且小于或等于1500V直流(d.c)的电力组件或电路。
3.3 三电系统Eic system新能源汽车三电系统是指电池(电池模组、结构系统、电器系统)、电驱动(传动机构、电机、逆变器)、电控零件(电机控制器、电池管理控制器)的总称。
3.4 水平燃烧速度Horizontal Burning rate按照本标准规定测得的燃烧距离与燃烧此距离所用时间的比值,单位为毫米每分钟(mm/min)。
[GB 8410-2006,定义2.1]3.5 层积复合材料Composite materia由若干层相似或不同材料,其表面之间由熔接、粘接、焊接等不同方法使其全面紧密结合在一起的材料。
QJLY J7110042A-2010 侧围内饰板挥发量限值标准
检测进行一次。
假设Vi 代表第i种污染物的检测结果, Li 代表第i种污染物的挥发量限值。 6.1 若检测结果中,对所有污染物都有Vi ≤ 1.0Li ,则认为合格; 6.2 若检测结果中,对其中六种污染物都有Vi ≤ 1.0Li ,但其中有两种污染物1.0Li < Vi ≤ 1.3Li ,则也
3 术语和定义
下列术语和定义适用于本文件。 3.1
挥发性有机物 挥发性有机物是指利用 TENAX 等吸附剂采集,并用极性指数小于 10 的气相色谱柱分离,保留时间在 正己烷到正十六烷之间的具有挥发性的化合物的总称。 本标准中挥发性有机物包括:苯、甲苯、乙苯、二甲苯、苯乙烯。 3.2 醛类物质 醛类物质是指利用采用高效液相色谱能测出的甲醛、乙醛、丙烯醛、丙醛、烯醛、丁醛、甲基丙烯醛、 苯甲醛、戊醛、甲基苯甲醛、己醛等化合物的总称。 本标准中醛类物质包括:甲醛、乙醛、丙烯醛。 3.3 挥发量 挥发量是指由零部件按照指定检测方法检测出来的各项物质的重量。 本标准中挥发量单位为µg。
5 试验方法
5.1 试验前,将样件按GB/T 2918-1998中的标准环境下放置24h±1h。 5.2 测试方法按 Q/JLY J711489-2008 执行。 5.3 封装规范按Q/JLY J711489-2008中附录A执行。 5.4 测试样件要求
对于整车开发SOP节点前的零件,本测量中所用的零件应为下线后于通常保管状态下保存15天内的零 件;对于整车开发SOP节点后的零件,本测量中所用的零件应为入库后、装车前的零件。与通常保管状态 不同的零件应在报告书内注明(温度、湿度、通风状况)。
侧围内饰板
0.1
0.1
0.1
0.1
0.1
0.15
汽车内饰皮革雾化有害物质 (VOCs)的测定方法
汽车内饰皮革雾化有害物质(VOCs)的测定方法近十年来,汽车正逐渐成为人们生活中必不可少的工具,汽车内空气质量受到高度重视,人们十分关注汽车内挥发性有害物质(VOCs)的浓度。
目前对于汽车内部VOCs的检测还没有统一的标准,目前各大汽车厂商都有自己内部的采样方法标准。
采样方法的区别造成检测结果的巨大差异,缺乏可比性。
为了控制车内VOCs浓度,最好的方法是从源头抓起,VOCs主要来源于汽车内的各种材料,如地毯、座椅、内饰材料等,其中很大比例为皮革材料。
检测汽车装饰用皮革材料的VOCs,加强皮革材料的质量控制,对于控制汽车VOCs浓度具有重要意义。
本文讨论使用吹扫捕集一气相色谱一质谱联用方法检测汽车装饰用皮革材料中六种VOCs(氯乙烯,丁二烯,甲苯,4一乙烯基环己烯,苯乙烯,4一苯基环己烯)。
这六种VOCs是根据汽车装饰用皮革材料本身的特点和综合考虑国外法律法规消费者以及生产商的关注焦点而选择的,它们在皮革材料中出现的几率较高同时它们是现有法规、标准重点关注的有害物质M。
选取了几种具代表性的色谱柱进行比较研究并对参数进行了优化,最终建立一种简单有效的皮革中VOCs测试方法。
2实验方法2.1仪器与试剂GC/MS气质联用仪(Agilent6890N/5975B),CDS 8000样品浓缩仪(America),捕集肼(Tenax/硅胶/碳分子筛);甲醇(分析纯),氯乙烯和丁二烯标准气,甲苯,4一乙烯基环己烯,苯乙烯,4一苯基环己烯,正庚烷(内标)。
2.2实验条件2.2.1吹扫捕集条件吹扫气为高纯N:(99.999%),流量50 mL/min;吹扫温度为80℃,吹扫时间为15 min;捕集肼温度为室温,解析温度为200 oC,解析时间为3 min,烘焙温度为220℃,烘焙时间为3 min;传输线温度为220 oC;2.2.2气相色谱一质谱条件色谱条件:石英毛细管色谱柱DB—VRX色谱柱(60 m×o.25mn'l×1.4¨m);载气为高纯氦(99.9999%);柱流量:1.2 mL/min;进样模式:分流进样;分流比:20:1;进样口温度:250℃;柱升温程序:初始温度40℃,保持4 min,以25℃/min升至90℃,保持4min,以20℃/min升至220 oC,保持8 min;离子源电压:70 eV;离子源温度:230℃;四极杆温度:150℃;扫描方式:全扫描模式;溶剂延迟:4min;扫描范围:35~200 alilll。
汽车内饰材料雾化测试实验浅析

汽车内饰材料雾化测试实验浅析汽车的内饰雾化现象会严重影响驾驶员的安全操作,并且部分挥发物质对人造成伤害,因此对汽车内饰材料进行雾化试验是十分必要的。
针对近期的多环芳烃超标问题,中心根据国家的相关标准,制定了一系列准确、快速的多环芳烃检测方法。
中心将和广大车主一起保卫车内环境。
雾化/可冷凝组分(fogging/condensate)是汽车内饰件和材料排出的挥发物质在玻璃上的冷凝。
汽车内装饰材料如皮革、塑料、纺织物以及粘结材料的胶粘剂等,都含有一些挥发性物质,尤其是在阳光的照射下,车内温度升高,会加剧这种挥发。
挥发气体在汽车窗户或挡风玻璃上凝结,造成视线不良,会影响驾驶者的视线和行车安全;还有些挥发物质会影响驾乘者的身体健康。
为了合理控制挥发性物质的产生,对用于汽车内饰的材料进行雾化试验是十分必要的,成雾值超出标准指标的材料将不可以用于汽车内饰。
70年代欧洲一些大的汽车厂已开始对汽车内饰件的成雾特性进行研究,80年代初德国汽车标准起草委员会及合成材料标准起草委员会联合组成“成雾性”工作组,对成雾性的测试方法及方法的再现性进行了系统研究,并于1992年发布了相应标准DIN75201《Determination of the windscreen fogging characteristics of trimmaterials in motor vehicles》。
随后美国机动车工程师协会及国际标准化组织在DIN75201 基础上进行了部分修改也颁布了相关标准ISO 6452及SAE J1756。
根据上述标准世界主要汽车制造企业都颁布了成雾性测定的企业标准,并对汽车内饰件的成雾特性提出了相关要求。
通过对汽车内装饰材料进行雾化试验,实现对这些材料中可挥发性物质的控制,来有效地降低车内环境污染,已经成为汽车及汽车内饰材料生产企业控制产品质量的一个重要手段。
目前汽车内饰材料的成雾试验标准国际国内有许多种,这些标准共涉及到了三种试验方法:即光泽度法、重量法、雾度法汽车内装饰材料如皮革、塑料、纺织物以及粘结材料的胶粘剂等,都含有一些挥发性物质,尤其是在阳光的照射下,车内温度升高,会加剧这种挥发。
QJLY J711175-2009 车内非金属件气味等级限值技术条件
4 气味等级限值要求
乘员舱及行李舱内非金属件气味等级限值按照Ⅰ、Ⅱ、Ⅲ三类级别实施控制,具体车型可选择相应等
级要求,等级限值见表 1。
表 1 各非金属总成件气味等级限值
所属
零部件名称
Ⅰ类
气味等级要求 Ⅱ类
Ⅲ类
仪表板
≥6 级
≥6 级
≥5 级
通风管道
≥7 级
≥6 级
≥5 级
副仪表板
≥7 级
≥6 级
≥5 级
共4页 第2 页
GEELY
车内非金属件气味等级限值技术条件
Q/JLY J711175-2009
表 1 各非金属总成件气味等级限值(续)
所属
零部件名称
Ⅰ类
气味等级要求 Ⅱ类
Ⅲ类
注 2:针对 I 类样件,材料为 ABS、PA、POM 的部位,气味性等级限值要求≥6 级。
注 3:针对样件上存在部分橡胶材料部位,其橡胶材料的气味性等级限值要求 I、II 类≥4 级、III 类≥3 级。
5 试验方法
5.1 测试样件要求 对于整车开发SOP节点前的零件,本测量中所用的零件应为下线后于通常保管状态下保存15天内的零
件;对于整车开发SOP节点后的零件,本测量中所用的零件应为入库后、装车前的零件。与通常保管状态 不同的零件应在报告书内注明(温度、湿度、通风状况)。 5.2 试验方法
试验方法按 Q/JLY J7110538A-2012 中 4~6 条执行。
≥4 级
≥4 级
≥3 级
座椅
≥6 级
≥6 级
≥5 级
阻尼板
≥5 级
≥4 级
≥4 级
加强衬板
≥6 级
≥5 级
车内非金属部件挥发性有机物和醛酮类物质检测方法 征求意见稿 编制说明
《车内非金属部件挥发性有机物和醛酮类物质检测方法》编制说明标准编制组2017年7月目录一、任务来源 (1)二、制定本标准的目的和意义 (1)三、工作内容 (2)四、标准的主要技术内容 (4)4.1 标准编制原则 (4)4.2 标准适用对象 (5)4.3 试验零部件及材料的处理 (5)4.4 前处理及采样方法 (5)4.5分析方法 (5)4.6 关于标准技术路线及分析组分的说明 (5)五、本标准在标准体系中的位置 (9)六、重大分歧意见 (10)七、标准性质 (10)八、贯彻标准的要求及措施 (10)九、现行标准废止 (10)十、其他说明 (10)十一、参考文献 (10)一、任务来源2015年12月7日,国家标准化管理委员会国标委综合〔2015〕73号文下达了编制《车内非金属部件挥发性有机物和醛酮类物质检测方法》的通知,项目计划号20153358-T-339。
本标准主要承担单位为中国汽车技术研究中心、中国第一汽车股份有限公司、宁波汽车零部件检测中心、浙江吉利汽车研究院有限公司、上海华测品正检测技术有限公司、通标标准技术服务(上海)有限公司、深圳市北测检测技术有限公司、泛亚汽车技术中心有限公司等参与起草。
二、制定本标准的目的和意义随着我国汽车工业的飞速发展,我国汽车保有量急剧增加,继汽车给人类带来安全、节能等一系列问题之后,汽车环保问题也成为人们日益关注的问题。
汽车发展中的环境污染问题主要表现在两方面,一方面是汽车排放的大气污染物和噪声对车外环境的污染;另一方面是车体材料释放有害物质造成的车内环境污染。
对于汽车排放污染以及噪声污染,国家已经制定并发布了相关法律和一系列汽车大气污染物和噪声排放标准,并实施了汽车型式核准、生产一致性检查和在用车排放检查制度,对控制汽车外部污染发挥了重要作用。
从国际车内环境污染控制来看,世界卫生组织已明确将车内环境污染与高血压、艾滋病等共同列为人类健康的十大威胁之一;德国最早开始关注车内环境污染控制,并颁布相关法规政策;日本从2007年开始,将销售的新型轿车车内VOCs浓度加以限制。
非金属材料挥发性有害物质检测方法
非金属材料挥发性有害物质检测方法1 范围本标准规定了车内非金属材料挥发性有机物和醛酮物质的术语和定义、测试原理、试验设备、测量目标化合物、样件采集、气体捕集、分析方法、质量控制、结果报告。
选用固相吸附剂进行吸附后,用气质联用(GC-MS)和高效液相色谱(HPLC)测试。
本标准适用于汽车内饰、行李箱非金属材料及与汽车内室导入流动空气接触的零件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
车内挥发性有机物和醛酮类物质采样测定方法3 术语和定义下列术语和定义适用于本标准3.1挥发性有机组分挥发性有机组分是指利用tenax等吸附剂采集,并用极性指数小于10的气相色谱柱分离,保留时间在正己烷到正十六烷之间的具有挥发性的化合物的总称。
3.2醛酮组分醛酮组分是指利用采用高效液相色谱能测出的甲醛、乙醛、丙酮、丙烯醛、丙醛、烯醛、丁酮、丁醛、甲基丙烯醛、苯甲醛、戊醛、甲基苯甲醛、环己酮、己醛等化合物的总称。
4测试原理4.1 挥发性有机组分测试原理将试验材料置于密闭的氮气中在规定的温度下加热2h后,利用TENAX管采集一定体积的空气样品,样品中的挥发性有机组分被捕集在采样管中。
用干燥的惰性气体吹扫采样管后经二级脱附进入毛细管气相色谱质谱联用仪,从而对挥发性有机组分进行定性与定量分析。
4.2 醛酮组分测试原理将试验材料置于密闭的氮气中在规定的温度下加热2h后,利用DNPH管采集一定体积的空气样品,样品中的醛酮组分被捕集在采样管中。
用60%乙腈/40%水溶液洗脱,采用高效液相色谱对醛酮组分进行定性定量分析。
5试验设备5.1 测量用样袋样袋尺寸: 10L本测量应使用有2 处以上的阀门、进行过以下前处理的密封袋(以下简称样袋)。
车内非金属材料气味性试验方法
车内非金属材料气味性试验方法Q/JLY J711 -2009车内非金属材料气味性试验方法编制:校对:审核:审定:标准化:批准:浙江吉利汽车研究院有限公司二〇〇九年三月Q/JLY J711 -2009 GEELY 车内非金属材料气味性试验方法前言来自车内非金属材料(布料,化纤,板材,地毯,垫料,绝缘体,毛毡,发泡海绵,塑料,橡胶等等)在高温和高湿度条件下散发出的气味是造成车内空气污染的主要原因之一。
为了防治车内空气污染,改善车内环境质量,实现对车内非金属材料环保质量的统一控制,确保汽车能够满足国内外汽车环保法规要求,提高汽车品质,为消费者营造一个安全环保的乘车环境,参照相关资料,并结合本企业的具体情况特编制本标准。
本标准是对JLYY-JT146-04《汽车内饰材料气味性试验方法》的修订。
与JLYY-JT146-04相比,主要差异如下:——对标准名称进行重新定义;——对前言进行了补充;——增加了专业术语;——对样件要求进行重新定义;——对试验仪器进行重新定义;——对试验步骤进行重新定义;——对评定等级表示方式进行重新定义;——对原有的章节进行重新编排。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司综合技术部材料科负责起草。
本标准主要起草人: 李莉金建伟本标准于2009年3月1日发布并实施。
于2004年12月第一次发布;本次修订为第一次。
?Q/JLY J711 -2009 GEELY 车内非金属材料气味性试验方法1 范围本标准规定了车内非金属材料气味性试验步骤和评定、结果表述的方法,以及样件、试验仪器要求。
本标准适用于车内非金属材料气味性的测定。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
汽车内饰材料雾化特性试验方法和限值

5 试验方法
5. 1 试验条件 应在下列试验条件下进行: a) 试验应在温度 23·c、 相对湿度 50%环境下进行;
2
b) 加热温度(100土0. 5) °C; c) 冷却温度(21土1) OC; d) 加热时间16 h土10 min。
5.2 试验过程
5.2.1 打开雾化 冷凝装置的恒温器。 硅油温度设定在100 °C , 冷却水温度设定在21 °C。
3.3 预处理 试样应在温度23 °C、 相对湿度50%环境下存放不少千12 h。 特殊材料需干燥一定时间, 见表2。
表2 材料干燥时间
单位为小时
材料 塑料泡沫、 人造皮革、 隔音垫、 织物、 非织造布 涂层纤维、 丝绒材料 羊毛成分超过50% 的其他纺织品, 真皮
干燥时间
24
48
I
148
I
4 试验设备
DOP。
5.2.5 从干燥器中取出待测试样, 将其分别放在各个玻璃杯的底部。
注 1: 放试样时, 车辆内舱可看见的面向上;对千在雾化 冷凝试验后难以与玻璃杯底部脱开的试样如 PVC 表皮
和沥青垫片, 要在玻璃杯底部和试样之间放一张铝销。 否则, 有可能弄脏杯底, 材料与杯底粘牢, 从而使得
玻璃杯难以清洗或损坏。
个圆形试样(近似于圆形)。
3.2.2 对千较软的材料(如织物、真皮、人造革)可用 一个专用的试样切割刀小心地切割出圆形试样。 切割试样时在桌子和材料之间放一块垫片。 用力按住并平稳地转动切割刀就可从材料中切割下直径为 (80土1)mm的试样。 3.2.3 对千较硬的材料可用带锯机切割试样。 切割前先用圆规在材料上画出 直径为80 mm的圆。 切割 时材料的性能不能受到影响, 因此切割速度应当低。 试样准备也可用 一个圆形的冲压工具来进行。
QJLY J7110341B-2012车内非金属材料雾化性
Q/JLY J7110341B-2012车内非金属材料雾化性 限值要求及试验方法<秘密级>编 制: 任小云校 对: 金玉明审 核: 李 莉审 定: 刘 强标准化: 伍永会批 准: 顾鹏云浙江吉利汽车研究院有限公司二〇一二年十一月前 言本标准主要参考SAE J1756-2006《Determination of the Fogging Characteristics of Interior Automotive Materials》、ISO 6452-2000《Rubber-or plastics-coated fabrics——Determination of fogging characteristics of trim materials in the interior of automobiles》、QB/T 2728-2005《皮革物理和机械试验雾化性能的测定》及国内外行业相关资料,结合本企业的具体情况特编制本标准。
本标准替代了Q/JLY J7110341A-2011《汽车内饰非金属材料雾化性试验方法》,本标准与Q/JLY J7110341A-2011的主要差异为:——对标准名称进行了修改;——增加了汽车内饰非金属材料雾化性限值要求;——对标准的章、条、款进行重新排布。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司NVH及环保性能开发部负责起草。
本标准主要起草人:金玉明、任小云。
本标准于2012年11月30日发布,2012年12月10日实施,于2013年6月28日第一次修改。
本标准所替代的标准更替情况为:——Q/JLY J7110341A-2011(2011年9月10日首次发布)1 范围本标准规定了车内非金属材料雾化性的限值要求和试验方法。
本标准适用于车内非金属材料雾化性的测定及评价。
本标准适用于2012年12月10日以后新研发及正在研发的汽车车内非金属材料雾化性限值要求,在此之前已量产的车型可参考使用。
中国标准化协会标准《新能源汽车非金属材料燃烧特性技术要求及试验方法》编制说明【模板】

中国标准化协会标准《新能源汽车非金属材料燃烧特性技术要求及试验方法》编制说明一、工作简况1.1 任务来源随着国民经济发展及生活水平的提高,加之国家相关政策的支持,新能源汽车得到快速发展。
新能源汽车起火问题时有发生,且随着销量日益走高,起火案例逐年上升。
目前,社会对人身安全重视程度越来越高,因此必须对新能源汽车用材进行系统梳理,通过建立较传统汽车更为严苛的阻燃要求门槛来约束新能源汽车的设计选材,以此来保证整车零件的阻燃水平,进而保证面对突发着火事故时,驾乘人员的逃生时间。
中国汽车工程学会秉承驾乘人员安全理念,立足行业技术创新,致力于行业长期健康发展同意建立《新能源汽车非金属材料燃烧特性技术要求及试验方法》。
《新能源汽车非金属材料燃烧特性技术要求及试验方法》团体标准是由中国汽车工程学会批准立项。
文件号中汽学函【2018】XX号,任务号为2018-60。
本标准由中国汽车工程学会XX分会/轻量化联盟提出,东风汽车公司技术中心、重庆长安汽车股份有限公司、奇瑞汽车股份有限公司、华测检测认证集团股份有限公司、中国汽车工程学会轻量化联盟等单位起草。
1.2 工作过程(1)2018.5 东风汽车技术中心受邀参加中国汽车工程学会汽车轻量化团体标准制订工作讨论会,会议介绍了中国汽车工程学会标准制修订管理办法、CSAE 标准制修订及相关事项说明、CSAE立项申请表编写规范等内容,行业各专家本次会议针对团体标准编写进行了激烈讨论,东风汽车技术中心拟起草《新能源汽车非金属材料燃烧特性技术要求及试验方法》。
(2)2018.5~2018.8 搜集国内外革车企、学术委员会等机构阻燃试验方法及技术要求标准、了解国内外新能源汽车阻燃方面政策法规、翻译整理相关资料。
按要求编制CSAE标准编制立项申请表。
(3)2018.8 参与中国汽车工程学会汽车轻量化联盟组织的团体标准标准立项评审会,评审后本标准被予以立项。
(4)2018.9~2019.2 查阅理解汽车燃烧方面标准及政策法规,工作计划及思路构想策划;在武汉召开《新能源汽车非金属材料燃烧特性技术要求及试验方法》标准编写启动会议,各参编单位交换了意见,形成具体标准编写工作计划。
汽车内饰材料雾化性能试验分析

(&$ 实验原理
(&$&$ 顶空气相色谱质谱法测定汽车内饰材料 ;"Y
于某一密闭的容器中放入待测定汽车内饰材料"然后"为
了使挥发性组分从材料中挥发出来"采用加热升温的方式"在
气液或气固两项中达到平衡"将顶部气体直接抽取进入气相色 谱2质谱联用仪进行分析#*)+
(&$&) 采样袋法测定汽车内饰材料 ;"Y
顶空法预处理步骤少"溶剂干扰小'而在苯系物测定的回收率$
PX!及检出限上"也是顶空法更为良好#
(结语
本文通过研究目前主要的汽车内饰材料雾化试验检测方
法发现"采用重量法"是实验者更看重对人体健康挥发物中有
害成分的影响'另外两种方法则较为接近"均是用来对玻璃板
的光学性能进行检测( 即更关心对挡风玻璃材料 ;"Y具有的
玻璃板$密封圈$ 密封圈$压样环$
压样环$起雾杯
起雾杯
玻璃板$密封圈$ 压样环$起雾杯
试验时间 *E
6
)%
3
校验试剂
无
!"Z
!#!Z
试验成功率 *i
约 '1
约 16
55通过对 $ 年内的雾度法试验(' 次) "重量法试验(() 次) "
光泽度法试验($' 次) 进行统计分析"某雾化实验室得出了表
中的相关数据# 从表中可以看到"重量法试验成功率约 '1i"
. All Rights Reserved.
起雾装置结构图
于起雾杯(玻璃的)的底部放置试样"并压好( 用压样环)"
QJLY J711175-2009 车内非金属件气味等级限值技术条件
6 检测结果的判定
检测进行一次。针对具体车型引用表1中具体的规范限值。表1中对各总成件限值的要求,适用于该总 成件所包含的各不同材质的零部件。
假设Vi代表某样件的第i种材质的检测结果, L代表某样件的气味等级限值。 6.1 若检测结果中,某总成样件所有 Vi≥L,则认为合格(在实际判定时 Vi 小数点后一位可按照四舍五入 原则)。 6.2 若检测结果不满足6.1的要求,则判定样件不合格。
4 气味等级限值要求
乘员舱及行李舱内非金属件气味等级限值按照Ⅰ、Ⅱ、Ⅲ三类级别实施控制,具体车型可选择相应等
级要求,等级限值见表 1。
表 1 各非金属总成件气味等级限值
所属
零部件名称
Ⅰ类
气味等级要求 Ⅱ类
Ⅲ类
仪表板
≥6 级
≥6 级
≥5 级
通风管道
≥7 级
≥6 级
≥5 级
副仪表板
≥7 级
≥6 级
≥5 级
CD 收放机
≥7 级
≥6 级
≥6 级
转向盘
≥6 级
≥6 级
≥5 级
安全
安全带
织带 锁扣
≥7 级 ≥6 级
≥7 级 ≥6 级
≥6 级 ≥5 级
底盘
备胎(车内)
≥4 级
≥4 级
≥3 级
堵塞
≥5 级
≥4 级
≥3 级
其他类
卡扣
≥6 级
≥6 级
≥5 级
塑料薄膜(内饰件包裹用)
≥6 级
≥6 级
≥6 级
注 1:涉及具体车型需添加的专用件,与环保性能开发科确认后,在研发流程协议、图纸中另行添加。
共4页 第2 页
GEELY
QJLY J7110335A-2011 汽车非金属材料阻燃限值要求及试验方法

Q/JLY J7110335A-2011①汽车非金属材料阻燃性 限值要求及试验方法 <秘密级>编制:孙衍林校对:王文涛审核:李莉审定:赵海澜标准化:伍永会批准:顾鹏云浙江吉利汽车研究院有限公司 二○一一年七月前言 本标准主要参考国标GB 8410-2006《汽车内饰材料的燃烧特性》、UL 94-2003《Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances》及国内外相关标准资料,结合吉利汽车非金属材料阻燃提升要求,以及我国汽车工业发展的具体情况而制定。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司NVH及环保性能开发部负责起草。
本标准主要起草人:陈丽,孙衍林。
本标准于2011年7月30日发布,2012年1月31日实施。
于2016年3月15日第一次修改。
I1 范围 本标准规定了汽车非金属材料燃烧限值要求及试验方法。
本标准适用于汽车非金属材料燃烧特性的评定。
鉴于各种汽车零件实际情况(零件应用部位、布置方法、使用条件、引火源等)和本标准中规定的试验条件之间有许多差别,本标准不适用于评价汽车非金属材料所有真实的车内燃烧特性。
2 规范性引用文件 下列文件中对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 8410-2006 汽车内饰材料的燃烧特性 UL 94-2003 设备和器具部件材料的可燃性能试验(Test for Flammability of Plastic Materialsfor Parts in Devices and Appliances) 3 术语和定义 下列术语和定义适用于本标准。
3.1发动机舱内非金属材料 发动机舱内除线束外的零部件非金属材料,如冷却风扇、发电机、起动机等零部件非金属材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/JLY J7110341C-2017车内非金属材料雾化性 限值要求及试验方法<秘密级>编 制: 宋景华 石 婷 校 对: 胡 瑶 金玉明 审 核: 徐文雷 岳 平 审 定: 骆 涛 李 莉 标准化: 伍永会 批 准: 张晓东 顾鹏云浙江吉利汽车研究院有限公司二〇一七年十一月前 言本标准是对Q/JLY J7110341B-2012《车内非金属材料雾化性限值要求及试验方法》的修订,与Q/JLY J7110341B-2012相比,主要差异为:——修改了术语和定义;——对样件预平衡进行了修改;——对标准取样要求进行了修改;——增加了试验结果平行样的质控要求;——试验报告中增加了样件照片等信息;——对标准的章、条、款进行重新排布。
本标准由浙江吉利汽车研究院有限公司提出。
本标准由浙江吉利汽车研究院有限公司整车试验中心和整车工程中心负责起草。
本标准主要起草人:宋景华、石婷。
本标准于2017年11月30日发布,2017年12月30日实施。
本标准所替代的标准更替情况为:——Q/JLY J7110341B-2012(2012年11月30日第一次修订,本版本于2013年6月28日第二次修订)——Q/JLY J7110341A-2011(2011年9月10日首次发布)1 范围本标准规定了车内非金属材料雾化性的限值要求和试验方法。
本标准适用于车内非金属材料雾化性的测定及评价。
2 规范性引用文件下列文件中对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
DIN 75201-2011 机动车辆内饰材料雾化性能测定方法(Determination of the Windscreen Fogging Characteristics of Materials in Motor Vehicles)3 术语和定义下列术语和定义适用于本标准。
3.1雾化汽车内饰非金属材料中半挥发性或难挥发性组分在热作用下散发并进入车内空气,遇冷冷凝在挡风玻璃及其他玻璃上,导致车内乘员视线受阻,从而降低可见度的一种现象。
3.2雾化值非金属材料中半挥发性或难挥发组分在一定条件下在铝箔上冷凝,含有冷凝组分的铝箔与清洁的铝箔间重量之差,即为雾化值。
4 雾化性限值要求车内非金属材料部分的雾化值应符合表1的要求。
表1 不同材料的雾化性限值要求材料种类 限值要求,mg天然皮革、橡胶和车用胶品类*≤5其他类 ≤3注1:*中车用胶品类仅包括风挡玻璃胶;注2:车内备胎不做雾化要求。
5 试验方法5.1 试验装置雾化仪:符合DIN 75201-2011标准要求的雾化测试仪。
5.2 辅助器材5.2.1 附件:符合DIN 75201-2011标准要求的玻璃杯、玻璃板、金属压环、氟橡胶密封圈、圆形滤纸(直径Φ≥90mm)、铝箔(厚度0.03mm,直径Φ103mm)。
5.2.2 试验用超声波清洗机:用于清洗雾化附件。
5.2.3 分析天平:精度为0.01mg。
5.2.4 干燥器:装有硅胶或者五氧化二磷P2O5。
5.2.5 一次性手套:由聚乙烯PE制成。
5.2.6镊子、钳子:用于样品的夹取。
5.2.7 计时器:用于记录时间,精度为1min。
5.2.8 切割刀、切割机:用于样品取样处理。
5.3 校验试剂邻苯二甲酸二辛酯(DOP)。
5.4 清洁5.4.1 玻璃板、玻璃杯、密封圈及金属压环试验前应进行清洗,并用蒸馏水或去离子水在室温下冲洗,并干燥。
5.4.2 原则上只能接触烧杯外表面,其他仪器应用钳子或戴手套清洗。
5.4.3 在室温、无尘环境中保存处理过的干净仪器。
5.4.4 试验过程中,不应直接用手接触试样、清洁好的与玻璃杯有关的任何仪器,应使用手套、镊子或者钳子取放。
5.5 试样处理5.5.1 测试样件要求对于整车开发SOP节点前的零件,本测量中所用的零件应为下线后于通常保管状态下保存15天内的零件;对于整车开发SOP节点后的零件,本测量中所用的零件应为入库后、装车前的零件。
与通常保管状态不同的零件应在报告书内注明(温度、湿度、通风状况)。
测试样件需用铝膜或锡箔纸包装后再用PE袋密封送至检测单位。
样件送达检测单位后应置于温度为(23±2)℃、湿度为(50±5)RH%的标准环境条件下预平衡24h以上,并在10天之内分析完毕。
5.5.2 取样要求5.5.2.1 对于厚度小于10mm的材料,需切割出直径Φ(80±1)mm圆形试样。
软质材料(如织物、真皮、人造革等),可用专门的试样切割刀切割;硬质材料需用机械切割机,且切割时材料的性能不能受到影响。
5.5.2.2 对于厚度大于10mm的材料(如叠层结构),应从其暴露表面深挖取至10mm厚度。
5.5.2.3 对于粉状、膏状、液体物质以及塑料粒子,取(10±0.5)g物质作为试样。
5.5.2.4 对于内部结构较复杂,通过胶黏剂粘结,不易拆分的或拆分后比表面积增大较多的零部件和材料(如换挡手柄等)建议不进行切割或尽可能少的切割再开展试验。
5.5.2.5 对于全车使用量不足20.0g或拼凑面积不足两个Φ(80±1)mm圆形的样件不做雾化要求。
5.5.3 试样预处理5.5.3.1 一般材料:必须在干燥器中预先干燥24h以上;5.5.3.2 特殊材料:特殊材料的干燥时间按照表2执行。
表2 特殊材料干燥时间说明表序号 材料名称 干燥时间1 泡沫塑料、针织材料、人造革、缓冲材料 24h2 拉绒(毡) 48h3 羊毛含量超过50%的其他织物及皮革 168h4 木纤维成型材料或木质材料 至重量不变5.6 试验步骤5.6.1 原理试样在起雾杯中被加热,并开始挥发,挥发气体在已经被冷却腔降温的铝箔上冷凝,冷凝过程结束后,取下铝箔,通过对铝箔的冷凝成分的重量测量,并和未冷凝前的数据相对比,从而得出试样的雾化挥发特性。
雾化试验装置结构示意见图1。
5.6.2 试验过程5.6.2.1 接通雾化测试仪的恒温仪和冷却装置电源,硅油温度设定为(100±1)℃,冷却水温度设定为(21±1)℃。
5.6.2.2 将六片铝箔编号并用分析天平称重,精确到0.01mg,记录重量为G0。
5.6.2.3 将干燥处理过的试样放入起雾玻璃杯底部,暴露面向上,同时用金属压环压住试样。
在玻璃杯口边缘处装上氟橡胶密封圈,再放上已称重编号的铝箔,铝箔光泽面向下。
在铝箔的上面放上一块干净的玻璃板,玻璃板上放上圆形滤纸。
注1:整个操作过程,不得用手直接接触仪器,需佩戴一次性手套,配合镊子或钳子工具;注2:对于在雾化性试验后难以与玻璃杯底部分开的试样(如PVC表皮、沥青材料等),要在试验前的玻璃杯底部和试样间平整放置一张干燥处理过的铝箔,使玻璃杯易于清洗;注3:放置操作过程中必须防止移动任何一个试验仪器(铝箔、滤纸、玻璃板、冷却板);注4:在一次雾化试验中可放置六个玻璃杯在恒温装置中,其中最多五个放入试样,另一个需用DOP进行校验试验。
图1 雾化试验装置结构示意图5.6.2.4 在每次试验时,同时需用DOP进行校验性试验:向剩下一个玻璃杯底部加入(10±0.2)g的DOP,且玻璃杯内壁不得被DOP污染。
每次试验时应将带有DOP的玻璃杯放置在恒温浴槽的不同位置。
5.6.2.5 当油浴温度达到(100±1)℃时,小心地把已装入试样和DOP的玻璃杯放入恒温浴中,放上冷却板,放置时间(16±0.2)h。
5.6.2.6 达到5.6.2.5规定的时间后,关闭雾化仪,小心取下铝箔,将起雾化现象的一侧转到上面,平铺在干燥器中放置(3.5~4)h,取出称重,精确到0.01mg,记录为G1。
5.6.2.7 试验完毕,按照5.4.1清洗玻璃杯等试验仪器。
5.6.3 试验结果计算5.6.3.1 每张铝箔的雾化值,按照下述公式计算:G= G1- G0式中:G——雾化值,单位毫克(mg);G0——试验前铝箔的重量,单位毫克(mg);G1——试验后铝箔的重量,单位毫克(mg)。
5.6.3.2 每种材料或零部件至少测试两个试样,其试验结果为两次测量结果的算术平均值,且精确到0.01mg;且平行样的测试结果的绝对值除以平均值即RPD值应不超过20%。
5.6.3.3 在每次试验中如DOP的雾化值在(4.9±0.25)mg范围之内,则此次试验有效,否则试验无效且需重新进行,并检查硅油量和其他参数。
5.7 试验报告试验报告应包含以下内容:a)样件信息样件信息应包含以下内容:样件名称、零部件件号(或物料号)、供应商、车型、材质信息、生产日期、样品描述、样件生产日期、到样日期、样件尺寸与重量(g)等。
b)设备信息设备信息包含:所用测试仪器及辅助器材生产厂家,设备校准日期等。
c)样件照片样品来样照片、及取样照片。
d)试验结果试验结果包含:单个测试值、平均值、RPD值及DOP校验值。
e)特殊情况说明在试验过程中或试验后观察到的试样发生如结晶、沉积物、颜色变化等特别现象,需在报告中予以说明(现象及观察阶段)。