AP100-数控冲床指令介绍
AP100说明书
通过孔的一览表机能列出孔的如上图那样的一览 表。在一览表中表示的孔可以对单个/全部孔的尺 寸、角度、形状、位置等进行编辑。另外,单孔 的集合式样也可以重新编排。
对孔、外形的激光切割顺序的分配方法可先将自动分配 条件预先登录。自动分配顺序以这个条件为基础,进行 激光切割顺序分配。在自动分配时,可进行穿孔切入部 分的干涉检查、自动接缝等。
可进行分配方法的条件指定◆
AP100有英语版、日语版和中文版(制作中)三种版本,画面显示的为日文版。
16
Entry 模式
自动确定加工顺序(激光)
◆输出产品的各种信息
可输出产品加工的各种信 息,例如产品加工时所用 的模具,加工时间等。
AP100功能说明
天田国际贸易(深圳)有限公司 天田国际贸易(深圳)有限公司
1
将正确的展开图和相关信息传到加工现场
高性能CAD“引擎”搭载
由于搭载强力的通用二维CAD“引擎”, 因而CAD/CAM连贯作业成为可能。
立体模型图表示\展开图检证
作为展开支援信息的立体模型图的表 示,和以三视图输出等的展开图检证 机能的搭载,避免了人工展开以及展 开不良等问题的发生。
加工编辑机能的强化
由于有模具的自动分配机能,和G指 令的编辑机能,通过简单操作来编 辑加工顺序等,可大幅度削减程序 的制作时间。
强大的网络化机能
加工属性情报(材料、延伸率、机械、 模具)及图形、NC数据等,通过网络可 以在 ASIS100PCL 服务器上集中管理。
2
AP100BASIC/AP100BOX/AP100ENTRY 功能介绍
AP100编程软件操作说明
AP100编程软件操作说明一、镭射加工说明:1、首先点击AP100主菜单,打开以后点击制作展开图和零件加工。
2、在2D—CAD的目录下,点击左上角文件(F)从DXF导入或从DWG导入新图形。
3、A:代表铝板,A1000含铝量较高,不宜切割,对人体有害。
A5000以上合金铝可切割,其代表的内容有:SECC—电解板。
SPC.SPCC—冷轧钢板。
SPG.SPH—热轧板6mm以上。
SS400—12mm以上热轧板。
SVS—不锈钢。
比如电解板材质1.0,可表示为SECC1.0。
4、材质选取完后,进入CAM状态,点击2D—CAD画面上的件名—存盘。
选择机床:镭射或冲床,选取镭射加工,其加工配置基X=20 Y=20.CAM状态,选取Auto自动编程,选取合适的切割点位及方向,图形生成,然后点击进行排版,按照切割需要,输入数量或自动排版生成。
6、点击NC,生成NC程式,选取是否存盘,或是否输出。
如选择存盘,在存盘后打√。
保存。
二、NCT加工说明。
1、首先点击AP100主菜单,打开以后点击制作展开图和零件加工。
2、在2D—CAD的目录下,点击左上角文件(F)从DXF导入或从DWG导入新图形。
3、要加工的图形显示后选取适应的材质4、材质选取完后,进入CAM状态,点击2D—CAD画面上的,CAM出现对话框,选择机床,选取冲床加工,其夹具位置设置为X=300,Y=1000。
配置基准点为X=15,Y=80。
5、CAM—零件加工状态,选择适当的刀进行排编,编排完毕后,预留连接点,按照零件大小设置连接点。
根据排版多少,如整张板排(指10块板)10件,留4个连接点。
10—30块板,留3个连接点,30以上,留2个连接点。
6、点击NC,生成NC程式,对所编排的刀具进行合理的加工顺序编排,点击SORT,移动刀具库内的刀具进行合理的编排顺序,点击确定即可。
7、再次点击NC,选择保存,数据输出,或模拟演示,按确定即可。
三、设置说明:1、材料设置说明:AP100主菜单,点击参数,出现参数设置的几大项,点击材料管理器材料类型信息新建(这里的新建材料为广泛的材料,如SECC,电解板)材料信息新建(这里的新建材料为具体的材料,为材料+厚度如,SECC1.0)2、固定转塔模具设置。
AMADA机床AP100软件编程及排版工艺流程概述

AMDA机床编程排版工艺流程概述一、零件编程前提:要求零件的展开图为CAD2004版本或以下的DWG格式1打开AP100主菜单,点击展开图制作,出现2D-CAD界面,工具栏显示为,2D-CAD2选择工具栏的【文件】→【从DWG导入】(或者点击工具第五个图标,鼠标放置此处后提示文件-DWG导入) ,出现【读入DWG】,点击要编程的CAD展开图(由于展开图名字包含中文英文,所以在打开的时候,最好先打开CAD展开图),出现【重新输入】,在打开的CAD展开图中选用第一个展开的名字,作为零件图的命名,之后点击【确定】进入零件图界面。
3由于一个CAD文件中有2个以上的展开图,编制的时候,只能单个零件编程,所以要做的准备工作是,将暂不编程的零件,暂时删除,剩下要编程的唯一零件删除零件:菜单栏选择【删除】→【删除】,或者点击图标栏中【AP40/60 通用1】的第五个图标,鼠标放置此处后提示删除-删除。
将暂不编程的零件删除,留下一个零件(只有零件,不含尺寸线及其含义)4编制单个零件,进入CAM格式菜单栏选择【文件】→【到CAM】,或点击图标栏中【其他】的唯一图标,鼠标放置此处后提示文件-CAM5零件的零件号为CAD展开中零件相对应的图号,保存目标,左边为选择此零件要保存在某个文件夹中,方便之后的查询和排版编程,(文件夹根据部门、产品分类、临时等分类放置,方便之后的查找)6零件号输入正确后,点击[保存] 进入【CAM-零件加工】界面,电脑工具栏处出现CAM-零件加工层。
加工条件设置处选择的机床名称为AC2510 材料栏中尺寸设置为2500X1250 其余参数为默认点击确定7选择【文件】→【条件设置】→【自动分配(冲切)】,特殊情况需更改孔选项中的设置,普通零件在此界面不做修改,点击确定,模具自动布置完成。
或者点击工具栏中的图标【自动配置组】中第一个图标,出现的界面和上述的一样。
8模具自动布置后,零件原本的绿色线条,变成了黄色的并且有宽度的零件,零件自动布置模具完成,如有个别处未自动布置模具,说明在模具库中没有合适的模具布置,需手动布置,手动布置选择【模具配置】→【线】,或者点击图标【制定组】第三个图标,右边出现一个对话框,干涉一栏先选择自动,然后在替换当前磨具对话框中选择合适的模具,配置到零件中没有自动配置的线上,如自动配置时,磨具不显示,则选择干涉一栏中的无,之后根据零件具体情况,调整模具的大小。
数控冲床编程操作程序 AMADA
数控冲床编程操作程序
⒈找到CAD图档另存为DXF档(注:只默认为DXF档)→在AP100(数据
管理)里面建立“新活页夹”→打开软件AP100主菜单→2D--CAD(编织组件) (编辑图形---CAM)→进入“新活页夹”,输入板材尺寸→从“DXF档倒入档案”倒入CAD图档DXF档(单击鼠标右键确定打开图档进行编缉加模具)。
2.CAM零件加工(排版)→SPCC 加工设置中输入(展开、输入板材尺寸与夹爪的尺寸)→插入组件进行排版(如多块较小材料排列在一块较大的板上插入组件要到AP100主菜单的板材加工中进行插入);修改或删除排列的组件(如有模具不合适之处,进入修改组件删除不合适之模具重新添加模具,确定无误后返回排版区)→CAM零件加工(中进行删刀与加刀)→创建NC的界面-加工顺序替换模具(修改加工顺序)→创建NC—保存。
3.AP100(模拟)→模拟演示可—重画(走刀模似)→重画→自动(走刀
模似)可检查夹爪的正确性→退出→OK(即所编程的程序已保存)。
4.数据管理注:删除编程的程序或零件,新建文件夹。
5.板材加工注:具有插入功能。
右击→插入加载→(选择零件或是程序)→找到需插入的图档→打开OK插入完成→NC→创建NC→保存(板材加工与CAM零件加工不可同时打开)。
数控冲床操作说明书
数控冲床操作说明书一、简介数控冲床是一种高精度的金属加工设备,通过数控系统控制冲床模具的动作,实现对工件的冲孔、剪切、下料等工艺操作。
本操作说明书旨在提供详细的使用指导,帮助操作人员正确使用数控冲床,确保操作的安全性和效率。
二、安全注意事项1. 在操作数控冲床之前,请确保已经熟悉并理解冲床的安全操作规程,遵循相关的安全操作流程。
2. 操作前应检查数控冲床的电源线是否正常连接,并确保周围环境干燥通风,避免发生意外事故。
3. 操作人员必须配备个人防护装备,包括耐切割手套、护目镜、防护面具等,以降低操作过程中的伤害风险。
4. 确保工件和冲床模具的质量符合要求,避免因为工件不良而导致的操作故障。
三、操作步骤1. 启动冲床:按下冲床上的启动按钮,冲床模具将开始动作。
确保操作过程中不要将手或其他物品伸进冲床的工作区域。
2. 加载工件:将待加工的工件放置在冲床上,并确保固定牢固。
根据实际需要,使用合适的夹具固定工件,确保加工的准确性和稳定性。
3. 设置工艺参数:根据工件的要求,设置数控冲床的工艺参数,包括行程、速度、冲头压力等,以确保加工质量和效率。
4. 调试冲床程序:通过数控系统,输入冲床的加工程序,并进行调试,确保程序的正确性。
调试时应注意冲床机械部件的运动轨迹,避免碰撞或其他意外情况的发生。
5. 开始加工:确认操作无误后,按下开始按钮,数控冲床将自动执行加工程序,完成对工件的冲孔、剪切等操作。
6. 监控加工过程:在加工过程中,及时观察冲床的工作状态,确保加工稳定进行。
如有异常情况,应立即停止冲床,并检查故障原因。
7. 完成加工:加工完成后,停止冲床的运行,并待冲床完全停止后,取出已加工好的工件。
注意在取出工件时,避免触碰冲床模具的尖锐部位,以免造成伤害。
四、设备维护1. 定期保养:根据数控冲床的使用频率和规定要求,定期进行设备的保养和维护工作。
清洁设备的外部和内部部件,检查设备各部分的磨损程度,及时更换易损件。
数控智能冲床操作方法

数控智能冲床操作方法数控智能冲床是一种高效、精确的机械设备,广泛应用于金属冲压加工领域。
下面将详细介绍数控智能冲床的操作方法。
首先,数控智能冲床的操作前需要进行准备工作。
操作人员需要检查冲床的各个部件是否完好,并检查润滑油是否足够。
同时,需要将冲床与电源连接,并确保电源处于正常工作状态。
接下来,根据加工要求,操作人员需要编写冲床的加工程序。
加工程序通常采用G代码与M代码编写,G代码用于控制床身运动,M代码用于控制液压系统、冷却系统等辅助功能。
编写加工程序时,需要根据工件的尺寸、形状、材料等参数来确定冲床的加工路径和冲程。
完成加工程序后,操作人员需要将程序上传到数控装置中。
数控装置是冲床的核心控制单元,可通过数控编程软件与电脑相连,实现加工程序的传输与控制。
上传程序时,操作人员需要注意检查程序的正确性,并进行参数的设置,包括刀具尺寸、切削速度、加工深度等参数的设定。
完成程序上传后,操作人员需要对冲床进行预热和暖机。
预热可以提高冲床的工作效率和加工精度,暖机则是为了确保冲床各部件能够正常运转。
预热和暖机通常需要一定的时间,在此期间,操作人员可以检查冲床的各个部位是否正常、系统是否工作正常等。
预热和暖机完成后,操作人员可以开始进行工件的装夹。
冲床通常采用刻度线或夹具进行工件的装夹,操作人员需要根据工件的尺寸和形状选择合适的夹具,并将工件装夹到冲床的工作台上。
装夹完成后,操作人员需要对冲床进行手动操作的试运行。
试运行时需要注意冲床的安全操作规范,包括避免手部直接接触运动部件、保持清洁的工作环境等。
试运行的目的是检查冲床的工作状态和加工效果,发现问题及时调整和解决。
试运行顺利后,操作人员可以开始自动化操作。
自动化操作时,操作人员需要按照设定的加工程序,通过数控装置控制冲床的工作。
数控装置将根据预设的程序和参数,自动控制冲床的各个动作,包括下压、冲击力、停留时间、回程等操作。
操作人员需要及时观察加工状态,确保冲床的加工过程正常、无异常。
011AMADA编程软件AP100-(15)5-4CAM冲切(版面加工)修正

目的:板面加工
教材编号:5‐4.CAM冲切(板面加工)
培训图纸编号:SAMPLE16、SAMPLE17
要点:
●启动板面加工
●加工设置
●读取程序
●配置模式概要
●多数取
●追加呼出
●零件复制
●一组化
●余料切断
●零件编辑
●NC制作条件
●模拟
所谓板面加工,是在一个版面上配置多个零件,制作版面单位的NC程序的功能。
目的是更好地利用材料而进行。
板面加工操作流程大的方面有两种。
1.多个配置展开图数据、总结模具排刀制作NC数据。
2.多个配置NC数据制作完毕。
指令指示步骤(读取程序时)
只限图形:
选择零件时图形数据存在时为有效。
圈住的范围仅为图形。
配置时、忽视邻接的零件双方加工路径。
回转角度:
在零件回转时、输入回转角度。
点击[+][-]只回转输入角
的零件。
零件选择键:
在现在位置解除选择零件的移动、可以选择别的零件形态。
1个槽
余料切割的种类:
用一根直线纵方向切断材料。
用一根直线横方向切断材料。
用两根直线纵横T字形切断材料。
矩形切断材料角落。
切割材料任意处。
删去切割余料的加工路径。
AP100 培训资料
AP100 培训内容本软件主要用于制作符合现场实际加工情况的机床控制程序,降低人工制作机床控制程序的难度。
程序制作完成后直接输入机床即可进行加工。
参照以下顺序进行操作。
1、机床及相关信息等现场情况输入软件,使NC控制程序符合现场情况,更具有针对性——参数设置Ⅰ、机器类型——(参数)机器管理器a、新建、删除机床。
为机床起管理名称,选择机床种类、控制系统种类、发振器种类(激光)。
b、观察机器参数,必要时修改参数(请勿随意进行)。
包括加工范围,吨位,转塔形式、夹具位置等。
c、添加激光加工机时,有必要为非常用板材添加激光加工材料名称,使板材有相应激光切割条件。
Ⅱ、车间模具仓库内所购有模具的种类——(参数)冲切靠模管理器a、新建、删除仓库内模具。
为模具起管理名称,设置形状、尺寸、用途等信息。
b、修改模具参数,使与现场情况一致。
Ⅲ、机器所配转塔类型及其内部的模具配置——(参数)转塔管理器a、观察工位情况,给工位添加模具(编辑工位)。
⑴ 现场模具已经安装好时,依照现场情况给相应工位添加模具(编辑工位)。
⑵ 现场模具未安装好时,编程人员根据工艺要求,以加快加工速度的原则,为各工位添加模具,现场操作员以编程为准加模具。
b、删除工位上模具。
Ⅳ、现场加工所使用的板材——(参数)材料管理器a、材料类型:常用板材的基本类型信息。
使用材料的种类信息,包括以下基本种类:SPC/SPCC冷轧板;SPH热轧板;SECC镀锌板;SUS不锈钢;AL铝板;CU铜板。
b、材料信息:板材的管理名称及厚度等信息。
板材的基本信息:所属类型、厚度等。
c、新建、编辑、删除板材信息。
Ⅴ、购本软件之前现场制作展开图时所使用的折弯系数——(参数)折弯系数管理器。
a、本软件内置有展开系数模块,效果良好、推荐使用。
b、如果须使用现场原有折弯系数,可在此建立录入。
针对不同板材,建立不同折弯角度下的折扣系数。
2、待加工零件的图纸信息的建立——制作展开图Ⅰ、对来自其他软件的电子图纸的处理(.dwg .dxf .iges)。
AP100软件AMADA数控冲床M代码运用
3. 上模 长 度〔 0.0 0 ~ 267 .0 0 ㎜ 〕 上模 全 长 。设定 冲 模 头 开 始 到 尖 输入 上 模 全 长 的 测 定 值 。 端冲 头 为 止 的 长 度 (㎜ )。
4. 下模 高 〔 0.0 0 ~ 99. 00 ㎜〕 下模 高 。 设 定 模 高 (㎜ ) 。
输入 下 模 高 测 定 值 。
“ M69 6 ”:冲 切 模 式 ( N E X 模 具 用 ) 上 模 尖 端 与 导 轨 尖 端 一 致 时 使 用 的 M 编码 。 为了 高 速 连 续 进 行 冲 切 运 行 , 冲 切 没 有 速 度 的 切 换 。
置)。
“ M12 ”:步 冲 模 式 为了 高 速 连 续 进 行 冲 切 操 作 , 冲 切 没 有 速 度 的 切 换 ( 减 速 位
1
1
㎜
C:切 入 量
2. 5
5
㎜
材料 的 板 厚 由 程 序 的 “ G06 ” 指令 来 设 定 。(参 照 编 程 手 册 )。
范围
3.0 0 ~ 99. 00 0.0 0 ~ 99. 00 0.0 0 ~ 99. 00
备注
● 根据 计 算 的 冲 击 力 度 , 按 高 速 /中速 /低速 切 换 剪 切 速 度 。
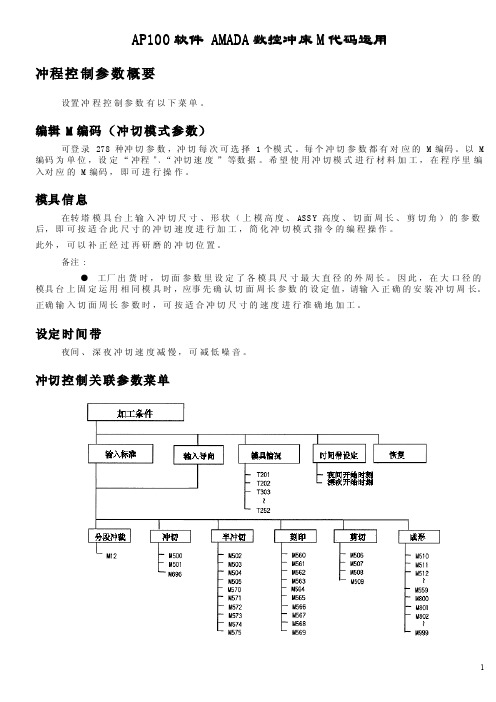
模具 信 息
在转 塔 模 具 台 上 输 入 冲 切 尺 寸 、 形 状 ( 上 模 高 度 、 ASS Y 高度 、 切 面 周 长 、 剪 切 角 ) 的 参 数 后, 即 可 按 适 合 此 尺 寸 的 冲 切 速 度 进 行 加 工 , 简 化 冲 切 模 式 指 令 的 编 程 操 作 。 此外 , 可 以 补 正 经 过 再 研 磨 的 冲 切 位 置 。
AP100编程教程

AP100编程完整教程目录一、程序文件建立二、编程及菜单栏命令应用实例三、排版四、模具登录五、M代码设定及调整六、常见异常排除一、程序文件建立1.1双击“AP100Startup”。
1.2单击数据管理1.3依次单击左上角新建→文件夹1.4输入程序文件夹名称后点击登记1.5点关闭及电脑操作视窗关闭键完成文件建立。
二、CAD图档导入2.1返回AP100主菜单,单击展开图制作2.2点击左上角文件→从DWG导入到(K)2.3打开要编程的图纸目标文件夹2.4选择要编程文件,点打开2.5点击“是”2.6点击“确定”2.7点击“是”2.8点击“确定”2.9点击“确定”2.10点击删除键,框选无用文件,按鼠标右键,选完成。
2.11根据加工要求将图档旋转或反向移动,以达到符合机床加工的最佳要求〖移动/复制(图示1)→旋转移动(图示2)→选取两点确定选装方向(图示3/4)→输入旋转角度(图示5)→按Enter键完成旋转〗2.12 点击又上角CAM2.13选择程序要保存的文件夹,然后点保存2.14选择板材材质及厚度→设置板材大小→设置板材安全距离(默认值X:20,Y80)→点“确定”2.15 点击“AUTO”→“确定”进行自动编程2.16点击删除键,选择并删除自动编程中不符合最优加工的刀路(原则:能用一刀冲出的效果不用两刀冲,外边冲切尽可能选用最长,宽度5MM的刀具)。
2.17常用工具栏命令2.18手动排刀实例:a.选定合适模具(合适大小及方向)→b.点击手动排刀命令→c.点取需要冲切线起点与终点→d.设置模具起点、终点与需冲切起点、终点距离→e.单击需冲切边外侧→f.点击应用、关闭2.19模具中心点捕捉排刀实例:a.选定合适模具(合适大小及方向)→b.点击模具中心点捕捉排刀命令→c.将模具放置到需要冲切边外缘→d.点击关闭2.20移动实例:a.单击移动、复制命令→b.点击移动→c.单击需移动模具→d.点击结束指令→选取模具移动起点(图示5)→选取模具移动终点(图示6,白色捕捉点)2.21复制实例:a.单击移动、复制命令→b.点击复制→c.单击需复制模具→d.点击结束指令→选取模具复制参考点(图示5)→选取需粘贴冲切位置参考点(图示6,白色捕捉点)2.21自动线排刀实例:a.选定合适模具(合适大小及方向)→b.单击自动线排刀命令c.设置补偿值(内侧冲切补偿值为0,切边冲切补偿值为1)→d.将鼠标指针移动至需冲切线内侧并单击2.22点排刀命令实例:a.点击点排刀命令→b.选取适合冲切刀具→c.点击模具拾取点→d.点击需冲切位置拾取点2.23拉伸命令实例:a.点击拉伸命令→b.选取需拉伸模具端点→c.选取需拉伸位置→d.单击鼠标确认2.24掏孔命令实例:a.点击掏孔命令→b.选取合适模具→c.点取需掏孔位置起点→d.点取需掏孔位置终点(对角点)→e.单击关闭2.25设置微连接实例①:a.点击微连接命令→b.点击两边角连接→c.设置重叠率(0.15∽0.3)→d.点击模具两相邻边角(图示4/5),图示6为最终效果设置微连接实例②:a.点击微连接命令→b.点击线连接→c.设置重叠率(默认值改为1)→d点击模具线两侧(图示4/5)设置微连接实例③:a.点击拉伸命令→b.拉伸切边刀,预留出间隙为0.5∽1mm(图示3)2.26添加转塔外刀具:a.点击转塔刀库→b.点击设置→c.在此区域选择需添加模具类别(RE:长方形;SQ:正方形;RO:圆形;OB:OB孔;CR:倒圆角;SP:异形穿孔;DD:锁孔;成型:凸包,抽芽,沉孔,压线,接地等)以成型为例→c.点击成型(图示4)→d.在图示5处输入需要更换模具工位号→e.点击浏览(图示6)→f.选取合适模具→g.设置模具加工方向(旋转工位一律0度)→h.点击加载→i.点击确定→j.点击登记模具配置→k.点击关闭→l.输入添加后的模具工位号(图示13)→m.点击中心点排刀命令→n.将模具移动至需加工相应位置(图示15),出现白色捕捉点后单击(图示16)2.27 NC程序生成:a.点击“NC”→b.点击确定→c.点击“GRP”→d.点击“工位号变更”→e.点击图示三中的“→”“←”将所有模具按照先圆后方,先小后大,先内后外,先切边后成型(沉孔除外)原则依次排列至组合一、二、三中→ f.点击“关闭”→g.点击“NC”→h.点击“确定”→点击“保存”→i.单击模拟运行命令(图示8)→j.单击“自动”(图示10区域内未出现红色提示说明此次编程无误)三、排版:3.1 单击“板材加工”3.2依次点击“文件→打开→程序”3.3依次选择需要排版的程序保存的文件夹(图示1)→文件夹中的程序(图示2)→点击打开(图示3)3.4设置板材大小→点击确定3.5框选(图示1)→点击排版命令(图示2)→设置相邻零件间隔距离(图示3)→设置零件个数(图示4)→点击应用、关闭(图示5)3.5点击NC→点击确定3.6点击GRP→点击工位号变更3.7变更工位后点击关闭→NC3.8点击确定3.9修改排版程序文件名(否则会覆盖掉源程序文件)→保存3.10在同一张板材中插入另一种文件(必须同一材质,同一板厚):右击空白处→插入加载→程序3.11插入程序3.12鼠标移动至与前一个零件临近处单击鼠标3.13设置间距→设置数量3.14后续排刀顺序及程序生成同3.5∽3.9。
AP100编程教程

AP100编程教程AP100编程完整教程⽬录⼀、程序⽂件建⽴⼆、编程及菜单栏命令应⽤实例三、排版四、模具登录五、M代码设定及调整六、常见异常排除⼀、程序⽂件建⽴双击“AP100Startup”。
单击数据管理依次单击左上⾓新建→⽂件夹输⼊程序⽂件夹名称后点击登记点关闭及电脑操作视窗关闭键完成⽂件建⽴。
⼆、CAD图档导⼊返回AP100主菜单,单击展开图制作点击左上⾓⽂件→从DWG导⼊到(K)打开要编程的图纸⽬标⽂件夹选择要编程⽂件,点打开点击“是”点击“确定”点击“是”点击“确定”点击“确定”点击删除键,框选⽆⽤⽂件,按⿏标右键,选完成。
根据加⼯要求将图档旋转或反向移动,以达到符合机床加⼯的最佳要求〖移动/复制(图⽰1)→旋转移动(图⽰2)→选取两点确定选装⽅向(图⽰3/4)→输⼊旋转⾓度(图⽰5)→按Enter键完成旋转〗点击⼜上⾓CAM选择程序要保存的⽂件夹,然后点保存选择板材材质及厚度→设置板材⼤⼩→设置板材安全距离(默认值X:20,Y80)→点“确定”点击“AUTO”→“确定”进⾏⾃动编程点击删除键,选择并删除⾃动编程中不符合最优加⼯的⼑路(原则:能⽤⼀⼑冲出的效果不⽤两⼑冲,外边冲切尽可能选⽤最长,宽度5MM的⼑具)。
常⽤⼯具栏命令⼿动排⼑实例:a.选定合适模具(合适⼤⼩及⽅向)→b.点击⼿动排⼑命令→c.点取需要冲切线起点与终点→d.设置模具起点、终点与需冲切起点、终点距离→e.单击需冲切边外侧→f.点击应⽤、关闭模具中⼼点捕捉排⼑实例:a.选定合适模具(合适⼤⼩及⽅向)→b.点击模具中⼼点捕捉排⼑命令→c.将模具放置到需要冲切边外缘→d.点击关闭移动实例:a.单击移动、复制命令→b.点击移动→c.单击需移动模具→d.点击结束指令→选取模具移动起点(图⽰5)→选取模具移动终点(图⽰6,⽩⾊捕捉点)复制实例:a.单击移动、复制命令→b.点击复制→c.单击需复制模具→d.点击结束指令→选取模具复制参考点(图⽰5)→选取需粘贴冲切位置参考点(图⽰6,⽩⾊捕捉点)⾃动线排⼑实例:a.选定合适模具(合适⼤⼩及⽅向)→b.单击⾃动线排⼑命令c.设置补偿值(内侧冲切补偿值为0,切边冲切补偿值为1)→d.将⿏标指针移动⾄需冲切线内侧并单击点排⼑命令实例:a.点击点排⼑命令→b.选取适合冲切⼑具→c.点击模具拾取点→d.点击需冲切位置拾取点拉伸命令实例:a.点击拉伸命令→b.选取需拉伸模具端点→c.选取需拉伸位置→d.单击⿏标确认。
AP100常用G,M代码
理。在运行中途就是将《程序段空白指令钮》置为“灯亮(O N)”也已被读入程序段而不能忽略。 ●执行程序段删除时,请注意该程序段的《最常见的》指令。 另外,增量时跳过一个位置指令,以后的加工位置会错位。 请提前在程序段删除的如下程序段,再次输入《最常见的》 指令、或使用绝对值纠正指令。
备注
● “G50”指令不存在时,程序结束不了。以后的数据不存 在时,机器、NC也都在运行中途处于停止状态。 另外,为了运行这样的程序,必须再从《复归原点》操作 开始从重复。 程序的最后,请务必指令“G50”。
■格式
G72 G90 (或G91)X Y ; 照上述指令设置以后指令加工模式的基点。 在加工模式指令之前,请以单独程序段指令。如果“G72”指 令不存在时,将眼前的位置当作基点执行模式加工。 ● 基点的位置,不论是绝对值还是增量都能指令。 ● “G72”和“G90(或G91)”哪个前哪个后都无所谓。 ● 在指令“G72”的如下程序段,请务必指令加工模式。
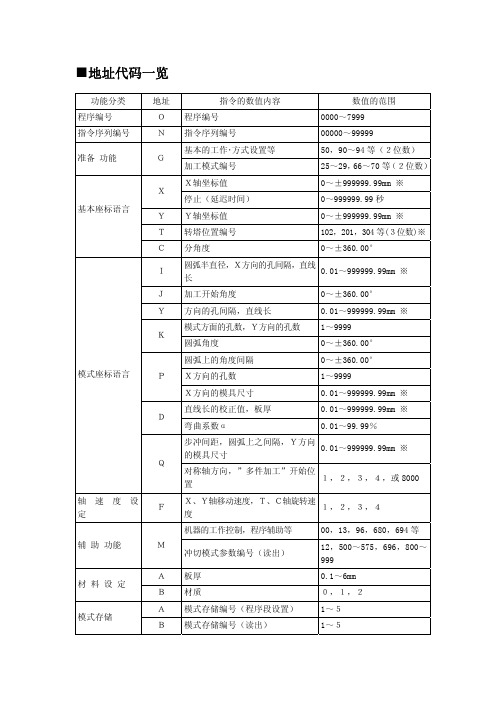
50,90~94 等(2位数)
加工模式编号
25~29,66~70 等(2位数)
X轴坐标值
0~±999999.99mm ※
停止(延迟时间)
0~999999.99 秒
Y轴坐标值
0~±999999.99mm ※
转塔位置编号
102,201,304 等(3位数)※
分角度
0~±360.00°
圆弧半直径,X方向的孔间隔,直线
长
0.01~999999.99mm ※
加工开始角度
0~±360.00°
方向的孔间隔,直线长
0.01~999999.99mm ※
AP100培训手册
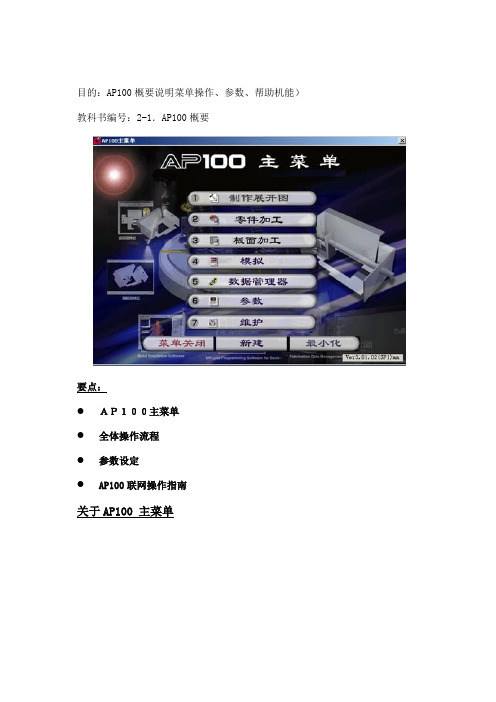
目的:AP100概要说明菜单操作、参数、帮助机能)教科书编号:2-1.AP100概要要点:●AP100主菜单●全体操作流程●参数设定●AP100联网操作指南关于AP100 主菜单1.展开图形・・・使用各种展开机能,进行一体化展开图制作。
2.零件加工・・・对展开图形上制作的展开图进行排版和NC数据制作。
3.版面加工・・・调出展开图形及NC数据进行版面加工。
4.模拟・・・零件及版面上制作的NC数据在画面上进行加工模拟、可进行错误的检测及G代码的编辑。
5.数据管理・・・进行数据的检索、传送、打印、文件操作等。
6.参数设定・・・进行机械・模具・材料・折弯系数等设定与更改。
7.维护・・・进行参数的转换与固定操作。
(与PCL接续时,不显示)全体操作流程1.进行参数的设定。
2.从AP100主菜单启动展开图形。
3.制作展开图形,一体化保存。
4.进入CAM(零件加工、版面加工)。
5.进行排版配置。
6.制作NC数据。
7.进行错误的确认与G代码的编辑,启动模拟。
8.不需进行模拟确认时,保存由6制作的NC数据。
9.输出保存的NC数据。
根据需要也进行作业指示书的输出。关于参数1.机器管理・・・设定加工机器的参数。
加工机器信息中,有机器信息・激光机信息・前后装置信息・发振器信息・切割条件信息。
根据选择的加工机器显示信息也不同。
2.材料管理・・・进行以下四种信息的登记、更改、删除。
・材料信息(材料名称、板厚、间隙、折弯材料名称、加工属性)・材料尺寸信息(材料尺寸、加工属性)・材质信息・无接点切边模信息3.模具配置管理・・・对于由机械管理制作的转塔形式进行模具排列的追加、更改、删除、复制等。
关于制作的各种模具配置排列进行模具的检索、删除、设定等。
4.模具库管理・・・可以进行现有模具信息的重新登记、内容更改、参照等。
在此设定的模具信息、用「模具配置管理」、在加工机器设定模具信息时可作参照。
5.索引工具管理・・・进行索引工具的设定。
数控冲床编程AP100安装教程
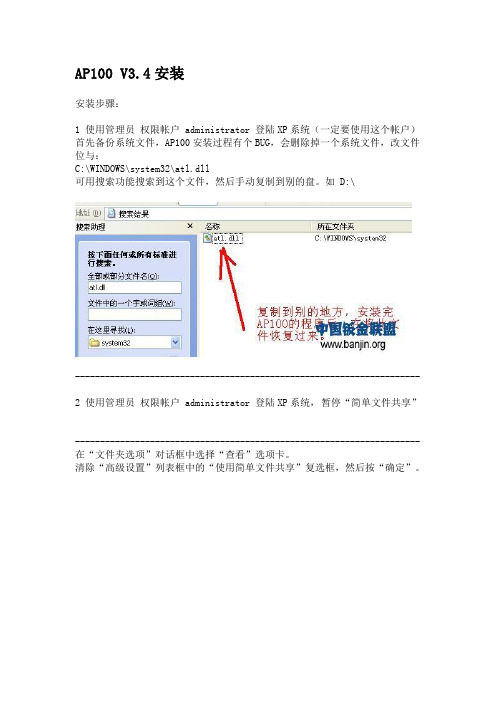
AP100 V3.4安装安装步骤:1 使用管理员权限帐户 administrator 登陆XP系统(一定要使用这个帐户)首先备份系统文件,AP100安装过程有个BUG,会删除掉一个系统文件,改文件位与:C:\WINDOWS\system32\atl.dll可用搜索功能搜索到这个文件,然后手动复制到别的盘。
如 D:\--------------------------------------------------------------------- 2 使用管理员权限帐户 administrator 登陆XP系统,暂停“简单文件共享”--------------------------------------------------------------------- 在“文件夹选项”对话框中选择“查看”选项卡。
清除“高级设置”列表框中的“使用简单文件共享”复选框,然后按“确定”。
--------------------------------------------------------------------- 3 使用管理员权限帐户 administrator 登陆XP系统,安装加密器驱动程序启动 AP100 CD-ROM 中的 \Drivers\Dongle\Setup\Setup.exe。
选择“Kernel-mode”单选按钮。
单击“Install”按钮。
完成后,重新启动计算机--------------------------------------------------------------------- 3.2 CAM 数据库模块使用管理员帐户登录到Windows系统。
执行 AP100 CD-ROM 中的文件 \CamDb\Install.exe。
显示“Install”对话框。
按“OK”按钮。
开始复制文件。
请稍候。
显示一条消息,告知安装已完成。
按“Finish”按钮。
现在,CAM 数据库模块已经安装完毕。
AMADA数控冲床编程软件AP100安装方法和管理
AMADA数控冲床编程软件AP100安装方法和管理
By huang - Posted on February 16th, 2008
这个软件不大,但是安装麻烦。
现在用的是AP100 V er3.02sp1版本。
必须安装在windows2000系统上.
新版本ver3.4可以安装在windows xp上并且改成了使用dongle的加密方式方式方便了更换电脑硬件.
1.电脑硬盘分3个区, c盘放系统,d盘房数据,e盘放程序和备份.
(目前认为比较科学的分区方法)
2. 安装windows2000 pro并打完所有补丁
(ap100要求是win2ksp2,但考虑到安全问题并测试过sp4rollup1均能正常工作)
3. 更改计算机名
这一步很重要,必须在安装ap100前改开始编程后计算机名就不能改了,不然马上出错.
如果是格式化重新安装或替换某个原来的编程电脑需要导入数据库的,则计算机名必须和原数据库计算机名一样.
4. 配置好网卡IP, 安装net BEUI 网络协议
可以使用DHCP但是必须装Net BEUI
5. 开始安装AP100. 具体步骤见安装光盘.
安装注意事项: 必须仔细看安装说明,有时候目录下会有install.exe,setup.exe等很多exe文件必须执行说明书里指定的那个不能看错.
安装完每个程序即使没有提示也最好重新启动一下,.
安装SQL补丁时可以使用最新的sp4 而不是说明里的sp3. 能正常工作.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NCT指令介绍NCT程序是由基本指令以一定的格式组成的数码信息文件.程序写作固定格式,NCT程序的一行(一个BLOCK)如下所示:N___ G___ G___ X___Y___ T___ C___ M其中针对单个命令不要的指令不必记入.现对NCT程序中常见的指令的基本格式及基应用介绍如下.1. G92 坐标设定(原点设定)格式 G92 X___ Y___材料自原点到冲头位置的距离,记忆于NC装置内,原点依据NCT机种不同而有差异.现场使用的机床是VIP357,其原点坐标为X 1830,Y1270.2. G90 绝对坐标指令格式 G90 X___ Y___G90绝对坐标指令使用时,必须在坐标值前记上G90.在绝对坐标指令读取时,若开头记入G90,则以后的BLOCK,直到G91之前可省略不写.程序上若无G90或G91时,一律视为与G90相同.3. G91 相对坐标指令G91指令指定的坐标不是从原点算起,而是自前一个孔位算起的增加值,使用此指令时必须在坐标值前记入G91.相对坐标指令读取时,最初以G91记入,以后的BLOCK一直到G90出现之前,G91均可省略不写.4. G50 回归原点指令使用G50指令,材料依G92指定的位置回归的同时,回复到NC初期状态,程序最后必须作G50单一行之输入.5. G70 不冲孔指令格式 G70 X___ Y___材料仅位移,不冲孔.G70与G90或G91可以同时使用,且位置先后不影响其指定.G70的指令只在所属BLOCK内有效.例:G90 X100.00 Y100.00 (有冲孔)G70 G91 X200.00 (无冲孔)G90 Y300.00 (有冲孔)6. G27、G25 自动移爪格式 G27(或G25) X___(移动量)G27、G25指令是用来换板及加工范围不够宽时所使用的换板功能.通常使用G27,当材料在夹爪夹住的边上有突出不平等的情形时,则使用G25.7. G04 暂停(滞留状态)格式 G04 X___ (时间)在轴移动时,作预定时间内暂停的机能.8. G72 模式基准点指令格式 G72 X___ Y___欲使用模式基准点时,坐标值之前要加上G72.l G72与G90或G91同时使用,且那一个先写都相同l G72仅有指示坐标的作用,而无决定位置或实行冲孔的动作.l G72的下一行必需是实行冲孔的指令.l 与G72在同一行内不可存在M、T等功能的指令.9. T指令定义刀具T为三位数字所组成,用来指令所使用模具的STATION,位于X、Y的位置之后.若为相同之模具继续使用时,一直到另一模具使用前,不须再另行指定模具.10. C指令设置刀具角度C指令位于X、Y(位置)与T(使用模具)之指令之后.自动转角可于±360°的范围内指定,同角度的加工时,C指令为必重复指定.11. G26 BLOT HOLE CIRCLE (BHC)以现在的位置或G72指定的位置为中心,在半径为r的圆周上,与X轴夹θ角的点开始,将圆周分成n等分,作n个点的冲孔指令.格式 G26 I r J±θ K n T___ (C___ )I=圆的半径r.输入正值J=冲孔起始点与X轴之夹±θ.反时针方向为正(+),顺时针方向为负(-)K=冲孔个数,反时针方向加工为正(+),顺时针方向为负(-)12. G28 LINE AT ANGLE (LAA)以现在的位置或G72指令的位置算起,与X轴夹θ角的方向,间隔d的距离,冲n 个孔的指令.格式 G28 I d J±θ K n T___ (C___ )I=间隔±d.d为负时,以模式基准点作为中心,于对称方向冲孔J=角度±θ,反时针方向为正(+),顺时针方向为负(-)K=冲孔个数n.不包括模式基准点13. G29 圆弧 (ARC)以现在的位置或G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ的开始点,角度间隔Δθ,排列n个点的冲孔指令.格式 G28 I r J±θ P±Δθ K n T___ (C___ )I=圆的半径r,为正数J=最初冲孔起始点,角度±θ,反时针方向为正(+),顺时针方向为负(-)P=角度间隔为±Δθ,为正时,以反时针方向冲孔,为负时,以顺时针方向冲孔K=冲孔的个数14. G36、G37 格状孔此模式从G72指定的位置开始,X轴方向以d1为间隔.做n个,Y轴方向以d2为间隔,做n2个格子状冲孔的指令.G36是以X轴方向为优先加工指令,G37是以Y轴方向为优先加工指令,考虑到板料在运动中的稳定性,一般选用G36.格式 G36 I±d1 P n1 J±d2 K n2 T___ (C___ )G36 I±d1 P n1 J±d2 K n2 T___ (C___ )I=间隔±d1,正(+)时为X轴方向,负(-)时为-X方向取间隔P=X轴方向的冲孔数n1(不含基准点)J=间隔±d2,正(+)时为Y轴方向,负(-)时为-Y方向取间隔K=Y轴方向的冲孔数n2(不含基准点)15. G66 切边 (SHP)此模式是由G72所指定之基准点开始,在与X轴夹角为θ°的方向上,以W1×W2之模具,作长度为±d的连续冲孔指令.格式 G66 I e J±θ P±W1 Q±W2 D±d T___I=连续冲孔加工之长度eJ=角度±θ.反时针为(+)时针为(-)P=模具边长±W1(J方向的模具尺寸)Q=模具边±W2(与J成90°方向的模具尺寸)W1与W2必需同号,若W1=W2时Q可省略不写.D=对加工长度作补正之值±d(d=0时,D项可省略)l D若为负时连续冲也的长度比I短少2倍D的长,为正时则比I长2 倍D.l 连续冲孔的长度I,至少需为P(W1)之1.5倍以上方可.16. G67 矩形 (SQR)此模式是由G72所指定的基准点开始,平行X轴方向长度e1,Y轴方向长e2的矩形,以长W1W2的模具连续冲孔的指令.格式 G67 I±e1 J±e2 P W1 Q W2 T___I=X轴方向冲孔长度±e1.正为X方向.负为X轴负方向J=Y轴方向冲孔长度±e1.正为Y方向.负为Y轴负方向P=X方向模具长度W1,为正值Q=Y方向模具长度W2,为正值.若W1=W2时,Q可省略因通常使用正方形模,帮Q不使用.17. G68 蚕食圆弧 (NBL-A)此模式是以G72所指定的基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2的角度,以直径为ψ的模具,间隔为d来作蚕食加工之指令. 格式 G68 I r J±θ1 K±θ2 P±ψ Q d T___I=圆的半径r,输入正值(但I<5700mm)J=加工起始点自X轴算起之角度±θ1,反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2,(+)时为逆时针加工,(-)时为顺时针加工P=模具直径±ψ,正时在圆的外侧加工,负时在圆的内侧加工Q=蚕食的间隔为d,输入正数(最大d值为8mm)l 板厚3.2mm以上场合,或是间隔超过8mm时,以G78代替G68使用之. l 蚕食所使用之模具,必须小于所蚕食之圆的半径.18. G69 I e J±θP±ψ Q d T___此模式是从G72指定的基准点开始,与X轴成θ角方向,长度e,以直径ψ模具,间隔d来蚕食的加工模式.格式 G69 I e J±θ P±ψ Q d T___I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ,反时针为正,顺时针为负P=模具直径±ψ,正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔d,正值输入,最大值为8mm19. G78 冲孔圆弧 (PNC-A)此模式是以G72所指定之基准点为中心,半径为r的圆周上,与X轴夹角为θ1的点开始,增加θ2之角度,以直径ψ的模具,间隔为d来作蚕食加工之指令.格式 G78 I r J±θ1 K±θ2 P±ψ Q d D t T___I=圆的半径r.输入正值J=加工起始点自X轴算起之角度±θ1.反时针方向为正,顺时针方向为负K=蚕食加工的角度±θ2.(+)时逆时针加工,(-)时顺时针加工P=模具直径±ψ.(+)时在圆的外侧加工,(-)时在圆的内侧加工Q=蚕食的间隔为dD=使用板厚t,(d≧t)20. G79 冲孔长圆 (PNC-L)此模式是从G72指令的基准点开始,与X轴成θ1角方向,长度e,直径ψ的模具,间隔d来蚕食的加工模式.格式 G79 I e J±θ1 P±ψ Q d D t T____I=蚕食执行的长度,为模式起点至模式终点的长度J=角度±θ1,反时针为正,顺时针为负P=模具直径±ψ.正时加工方向在直线之左侧,负时加工于直线右侧Q=蚕食间隔dD=使用板厚t.(d≧t)21. G98 多数取的基准点与排列间隔之设定多数取加工时,制品对于材料作何种排列的指令格式 G98 Xx0 Yy0 Ixp Jyp Pnx Knyx0……排列在左下方制品的左下角点的X坐标y0……排列在左下方制品的左下角点的Y坐标xp……X方向上制品排列的间隔yp……Y方向上制品排列的间隔nx……X方向上排列的间隔数ny……Y方向上排列的间隔数22. G7576 多数取执行指令除多数取程序外,UOO~VOO为止,为一个制品的子程序,此编号的MACRO对应WOO,根据G98所设定之排列,令材料全部执行的指令.格式 G75 W___ Q___ ……以X方向为优先级执行G76 W___ Q ___……以Y方向为优先级执行W=为MACRO编号,与程序中的UOO~VOO对应Q=为加工开始的角落.Q1—左下角;Q2—右下角;Q3—左上角;Q4—右上角23. MACRO机能(U)MACRO记忆机能,UOO与VOO为程序中数个BLOCK之记忆OO则为不限次数之记忆呼出时使用,这时U所对应读取之数值,需为相同格式 UOO...VOOWOO注:一个U…V对应一个W.U~V之间不可有M02M03及50之指令存在.24. M13 加工结束指令加工结束之后单一行输入25. M510~M559 冲凸台形强筋前之指令.在冲凸台形强筋前单一行输入.指令可在M510~M559中任选一个,但在同一程序中,不同模具前不能用同一M指令.26. M560~M563 打标记沙拉孔前之指令在打标记沙拉孔前单一行输入,可在M560~M505中任选一个,但在同一程序中,不同的模具前不能使用同一M指令.27. M502~M505 冲敲落孔前之指令在冲敲落孔前单一行输入,可在M502~M505中任选一个,但在同一程序中不同模具前不能使用同一M指令.注:在实际运用中,为配合NCT现场的操作,使NCT程序转换与NCT现场对M 指令的添加达到共识,对常用的特殊刀具指定了固定的M指令,具体运用参考第三章.。