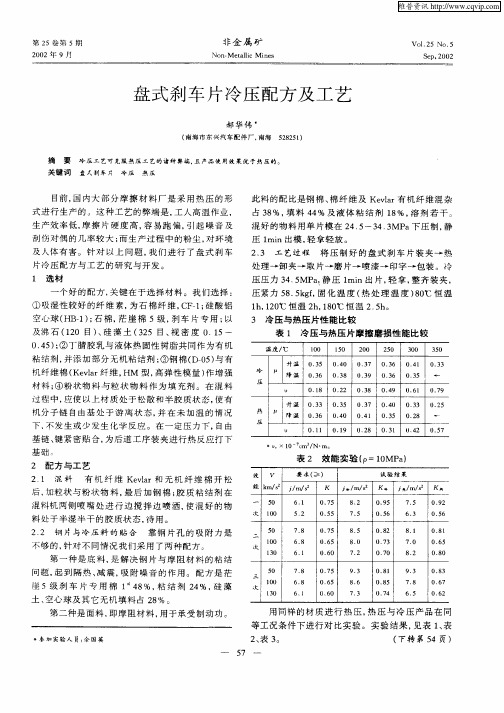
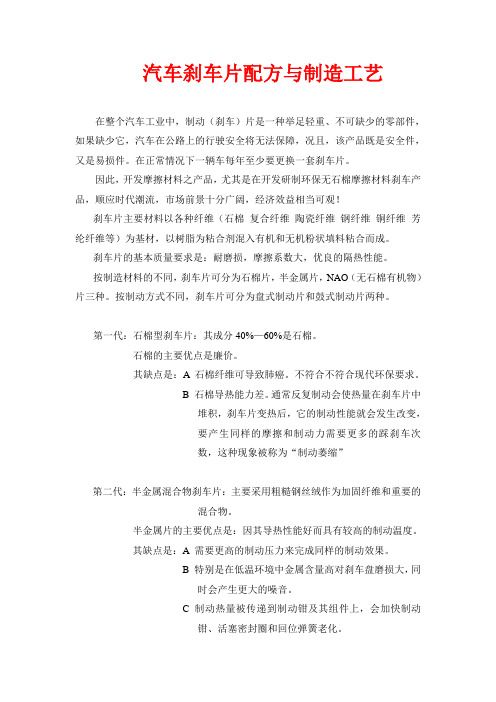
盘式刹车片冷压配方及工艺[1]
盘式制动器衬片工序卡
斜面尺寸按工序卡走。
倒角
A
1次/批片
倒角面无凹凸位和角度偏差等现象。
操作者
测量
C
1片/批
工卡量具
操作者
盘式开槽工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
009
盘式
开槽
1、将盘式片开槽。
001
清洗
1、酸洗(10-15分钟):盐酸:
水1∶1,在清洗槽中各加入100千克。
2、钢背必须之前经过抛丸处理。
3、酸洗完后再经过2分钟的水洗(PH>6)。
4、磷化(>20分钟):磷化剂JF-3005 1∶10稀释;中和剂JF2001 3~4‰,加水100千克,其余按比例加入。
5、磷化后再经水洗3分钟。
120℃至140℃30min
140℃保温60min
140℃至150℃30min
150℃保温60min
150℃至160℃30min
160℃保温240min
160℃至室温180min
温度
A
100%
电脑热电偶
操作者
时间
A
100%
电脑记时器
操作者
盘式磨平面工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
质检通知
B
100%
将合格产品通知仓管,说明产品型号。
刹车片配方

一、用于轻型车汽车鼓式制动片的配方配方1:纯酚醛树脂16,钾长石粉5,腰果壳油摩擦粉4,粉末丁腈3,石油焦炭4,鳞片石墨10,蛭石粉14,硫酸钡17.5,FKF纤维8,针状硅灰棉12,玻璃纤维6,硬脂酸锌0.5。
配方2:酚醛树脂17,铬铁矿粉4.5,腰果壳油摩擦粉3,一、用于轻型车鼓式制动片的配方配方1:腰果壳油改性酚醛树脂20(乌洛托品含量9%),棕刚玉(500目)0.5,钾长石粉5,轮胎粉5,小鳞片石墨4%,冰晶石粉7%,硫酸钡或重晶石粉(永福盛源矿粉厂的)18,硬酯酸锌0.5,石棉40。
配方2:纯酚醛树脂19,轻质碳酸钙10(永福盛源矿粉厂的),轮胎粉6,氧化铝2,铜纤维1.5,氧化铬绿1,腰要壳油摩擦粉(40-100目)7.5,硫酸钡16.5(永福盛源矿粉厂的),硬酯酸锌0.5,茫崖石棉矿36.配方3:纯酚醛树脂16,轻质碳酸钙3(永福盛源矿粉厂的),腰果壳油摩擦粉2,轮胎粉6,铬铁矿粉5,粉末丁腈1.5,氧化铝2.5,炭黑1,硫酸钡16(永福盛源矿粉厂的),石墨9,石灰粉4,玻璃纤维3,FKF纤维13,茫崖石棉18.配方4:胶料粉(酚醛树脂:硫酸钡:丁苯母胶:乌洛托品=40:40:4:4)34,铬铁矿粉4,钾长石粉4,棕刚玉0.25,铁黑4,轮胎粉3.5,碳黑0.5,废品粉碎料3,鳞片石墨3.5,硬脂酸锌0.5,铜纤维1,制动片用石棉40.配方5:纯酚醛树脂16,钾长石粉5,腰果壳油摩擦粉4,粉末丁腈3,石油焦炭4,鳞片石墨10,蛭石粉14,硫酸钡17.5,FKF纤维8,针状硅灰棉12,玻璃纤维6,硬脂酸锌0.5。
配方6:酚醛树脂17,铬铁矿粉4.5,腰果壳油摩擦粉3,钾长石粉4,棕刚玉0.3,石墨8,粉末丁腈4,还原铁粉4,冰晶石粉5,硫酸钡18,炭黑0.2,纤维素纤维3,玻璃纤维4,钢纤维25。
二、用于载重汽车鼓式制动片的配方配方1:腰果壳油改性酚醛树脂17.5,钾长石粉4,滑石粉7,冰晶石粉4,粉末丁腈4,腰果壳油摩擦粉5,石墨4,硫酸钡14,铁钛绿(S5605)6,硬脂酸锌0.5,铜纤维1,玻璃纤维3,矿物纤维10,钢纤维20。
盘式刹车片冷压配方及工艺
能 k / j m/ m s / s
一
KI
0. 95
^ m/ / s
7、 5
K燕
0、 2 9
5 0
6. 1
次 l0 0
5. 2
0. 5 5
7. 5
0. 6 5
6. 3
0. 6 5
0、 0 4
0. 9 1
0. 7 3
0. 4l
0、 8 2
0. 0 4
0、 5 3
0、 3l
0. 3 3
0、 8 2
0、 42
0. 5 2
—
0. 7 5
基链 、 紧密 贴 合 , 后 道 工 序装 夹 进行 热 反应 打 下 键 为
基础 。
2 配 方与 工 艺 2 1 混 料 有 机 纤 维 Kelr和 无 机 纤 维 棉 开 松 . va
过 程 中 , 使 以上 材 质 处 于松 散 和 半胶 质 状 态 , 有 应 使 机分 子 链 自由基 处 于 游 离 状 态 , 在 未 加 温 的情 况 并
下 . 发 生或 少 发 生 化学 反应 。 在 一 定 压力 下 , 由 不 自
20 0
0、 7 3
0. 9 3
0. 8 3
20 5
0. 6 3
0. 6 3
0. 9 4
30 0
0. 4l
0. 5 3
0. 6l
30 5
0. 3 3
—
0. 9 7
升 温 0. 5 3
冷
压
降 温 0
.
3 6
刹车片制作配方
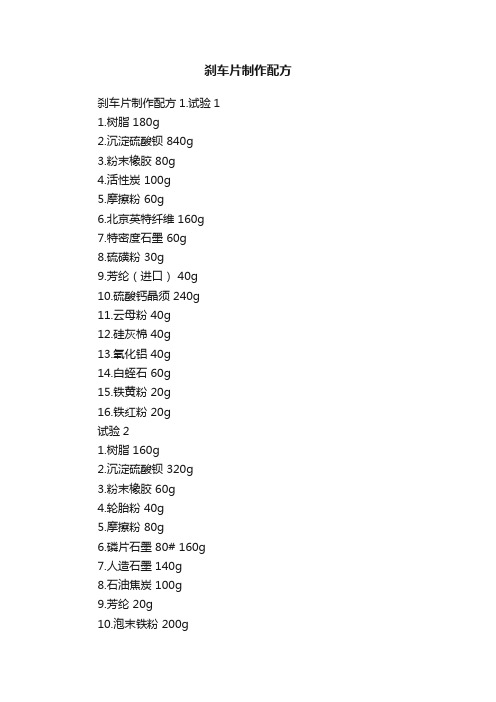
刹车片制作配方
刹车片制作配方1.试验1
1.树脂 180g
2.沉淀硫酸钡 840g
3.粉末橡胶 80g
4.活性炭 100g
5.摩擦粉 60g
6.北京英特纤维 160g
7.特密度石墨 60g
8.硫磺粉 30g
9.芳纶(进口) 40g
10.硫酸钙晶须 240g
11.云母粉 40g
12.硅灰棉 40g
13.氧化铝 40g
14.白蛭石 60g
15.铁黄粉 20g
16.铁红粉 20g
试验2
1.树脂 160g
2.沉淀硫酸钡 320g
3.粉末橡胶 60g
4.轮胎粉 40g
5.摩擦粉 80g
6.磷片石墨 80# 160g
7.人造石墨 140g
8.石油焦炭 100g
9.芳纶 20g
10.泡末铁粉 200g
11.白蛭石 120g
12.钢棉 400g
13.氧化铝 40g
14.氧化钙 20g
15.轻质氧化镁 120g
16.硅灰棉 20g
试验3
1.树脂 180g
2.沉淀硫酸钡 560g
3.粉末橡胶 60g
4.轮胎粉 40g
5.摩擦粉 80g
6.活性碳 80g
7.硫酸钙晶须 200g
8.LFC101纤维 120g
9.芳纶 40g
10.紫铜棉 60g
11.云母粉 40g
12.铬铁矿粉 60g
13.氧化铝 40g
14.磷片石墨 80# 280g
15.空心球 120g
16.铁黄粉 40g
17.颗粒石墨 0.3-0.8 40g。
汽车盘式刹车片生产工艺
汽车盘式刹车片生产工艺汽车盘式刹车片生产工艺一、产品各部分名称(如图所示):产品按大类共分两部分:即五金配件部分和粉料部分1、五金配件部分:hardware fitting parts编号serial number名称tag 1钢背back plate 13背孔back hole 14倒角chamfer 15凸钉protruding nail 5卡簧6弹簧spring 7报警器annunciator 8铆钉rivet 9防震板shim 10铁线thread 11导线lead 12垫片thread 2、粉料部分:powder parts编号名称2总体粉料collectivity powder 3粉料锯槽slot 4粉料的倒角chamfer二、PAD盘刹生产工艺流程:1、各工序工艺名称:序号工序和工艺名称1原、材料、辅料QC 2钢背除油degrease 3钢背抛丸4配胶mix glue 5钢背涂胶gelatinize 6配料mixing 7冷压perform 8热压cure press 9热处理heat treatment 10背板清洁及喷粉11移印moving pringt 12喷码edge code 13磨削grinding 14铆装install 15收缩shrink 16吸塑absorbing model 17入彩盒put them in the color boxes 18入箱put them in the color case 19入柜put them in thetank 20入仓put them in the storehouse the equipment parameter andthe mostly reference point of ervery working procedure technical 2、各工序工艺的设备参数及主要控制点:2.1、原材、辅料QC控制点:original material assist material QC reference point原料:外观、颗粒度大少、理化试验等;material:appearance grainsize test材料:五金配件的外观、装车尺寸,总长、总宽、平面度、厚度、配件与配件的配合raw material:hardware fitting appearance installed size chief length chief width plane degree thickness the size of the maching fittings尺寸等;粘胶的外观、供方检验报告、试产的剪切效果;静电粉沫的外观,试产的MEK mucilage glue appearance supplier's test report tial-produce cutting effect static powder appearance trial-produce MEK固化程度及画格附着力的程度;辅料:外观、规格尺寸、供方检验报告及试产结果等;gasolinecontainer 2.2、钢背除油1,如图所示:控制点:reference point汽油的投量;the capacity of the gasoil钢背的投放量;the quantity of the back plate钢背浸泡时间;the time of the dipped back plate汽油本身的清洁度;gasoil pureness检验点:test point表面的清洁度;surface tidy干燥度;dryness 2.2、钢背除油2,如图所示:控制点:reference point脱脂剂的投放量及清洁度;degrease use weight and cleaness钢背的投放量;back plate use quantity滚筒转速的变频开关调节;roller rotate speed's frequency conversion switch adjust脱脂剂及清水的加热温度控制;the suitabal temperature of the degrease and water检验点:inspection point钢背表面的清洁度;the back plate surface cleaness干燥度;dryness 2.3、钢背抛丸如图所示:控制点:reference point钢丸直径大小及投放量;steel pill diameter and use quantity抛丸时间;钢背投放量;back plate use quantity电流表电流的正常情况;检测点:inspection point钢背清洁度;cleaness钢背平面度;planess钢背粗糙度;coarseness 2.4、配胶如图所示:控制点:reference point胶与酒精的配比;glue and alcohol mixed ratio电子称的准确度;the micety of the electric weigh每份胶的重量;glue weight搅拌时间;mixed time搅拌方法;mixed method搅刀的速度;mix reamer speed检验点:inspection point粘胶的均匀度;whether themucilage glue equality or not粘胶的粘度;macilage gluey adhibitness 2.5、钢背涂胶如图所示:控制点:reference point涂胶机履带转速;gelatinize machine track speed盛胶槽盛胶的量;the volume of the glue slot滚筒的清洁度;roller cleaness发热箱内的温度;the heating box's ineer temperature检测点:inspection point涂胶的覆盖面积;gelatinize covering area涂胶胶的厚度;gelatinize thickness胶的干燥程度;gelatinize dryness 2.6、配料:matched material控制点:reference point配料、称料的准确性;mixed and weighted maerial veracity 投料顺序;sendding material order搅拌时间;mixde time检测点:inspection point混合料外观;mixed material appearance批密度;group density 2.7、冷压预成型料块如图所示:控制点:renference point压制的压力:press tension投料量的准确性;sending stuff veracity称取粉料的准确性;weight powder veracity每模压制的时间;every mould pressing time行程开关的控制合理性;moving length switch undercontrol 检测点:inspection point料块的布料均匀性;powder covering equality料块的成型性;powder moulding料块重量的检对;powder weight examination硬度的大中;rigidity 2.8、热压成型如图所示:控制点:reference point压制压力;press tension压制温度;press temperature保压、放气时间;keeping press and deflation time检测点:inspection point是否符合热压工艺要求;whether accord with the cure press technics requirement 是否粘模、烂边;whether adhibit mould or fester是否分层、裂缝、裂纹,如下图所示;bed crack flaw背孔是否饱满;whether the back hole is full with powder 钢背凸钉是否完好;whether the protruding nail is OK定速试验性能检测;bed crack flaw 2.9、热处理:heat treatment控制点:reference point温度及恒温时间;time of the temperature and the constant temperature 2.0.0、产品背板清洁如图所示;控制点:reference point钢砂直径大小及投放量;履带的调速;(oven speed)检测点:inspection point背板的洁清度;backboard cleaness背孔粉料的饱满度;back hole powder satiation背孔粉料面的平面度;back hole powder face planess 2.0.0、喷粉,喷粉线如图所示:inject powder inject powder line as the picture控制点:reference point静电电压;static voltage喷粉量气压大小及雾化气压大小;the press of the inject poweder and the atomization喷枪的喷射均匀度;whether the spout spear eject equality or not履带的调速;pedrail timing发热箱内温度及发热管好坏和控制;the temperature of the heating box and whether the heating tub is OK静电粉末的回收及处理情况;static powder reclaim and dispose检测点:inspection point产品外观;production appearance粉的覆盖面积;powder cover area粉的厚度;powder thickness粉的附着力(画格法);powder adhension粉的固化程度(MEK测试);powder solidify moving print oil and dilution mix ratio moving print 2.0.1、移印,如图所示;控制点:移印油与环已酮的配比;刮刀的完好性;driving baric驱动气压的大少;产品、移印模位置的调整;moving length移印头的行程;test point检测点:印字外观、清析度;appearance distinct lettering location印字位置;lettering content印字内容;2.0.2、喷码,如图所示:控制点:whether clean or not喷头的清洁度;pedrail speed履带的转速;the amount of the ink墨水的多少;检测点,如图示:喷码外观;edge code appearance喷码内容;edge code content喷码位置;edge code location grinding follow the picture 2.0.3、磨削,如图所示:控制点:履带转速;pedrail rotate speed精、粗砂轮的倾角;extract or coarse gringding wheel精、粗砂轮的目数;所有砂轮的清洁度;所有砂轮的磨削量/次;所有砂轮的磨损量;夹具的磨损及清洁度;夹具的自由度;产品定位的准确度;检测点:磨削面的外观;产品的厚度;磨削面的平整度;产品侧面是否掉粉;喷涂面是否完好;倒角的位置、尺寸大小;锯槽的留厚、锯槽位置、尺寸大小;2.0.4、铆装,如图所示:控制点:铆头的行程;气压的大小;press产品的固定;production fastness检测点:所有配件的铆接牢固度;所有配件的配置正确性;防震板与钢背间的间隙大小;铆钉与配件的定位是否一致;配件是否因受压而变形;2.0.5、产品热收缩:控制点:收缩模的选取;choose the shrink mould产品的收缩形式;production shrinking form热收缩机的温度及履带转速;the heating shrinking machine's temperature and the pedrail rotate speed检测点:产品紧实,不松动;production fastness收缩模的整洁度;shrinking mould cleaness收缩模有无缩孔、无烂角;2.0.6、产品吸塑包装:控制点:沙淋膜的选取;乳胶与水的配比;latex and water mix ratio涂胶后纸卡的干燥程度;the dryness of the paper after gelatinizing吸塑机的温度及气压;the temperature and the pess of the absorb model machine产品的摆放形式;production putting form检测点:产品紧实、不松动;沙淋膜与纸卡的粘接牢固度;沙淋膜的整洁度;沙淋膜有无缩孔、烂角;2.0.7、产品入彩盒:put the production in the color box控制与检测点:control and inspection point产品的摆放形式;production putting form标签内容的正确性及粘贴位置;whether the content of the lable is right and the sticking location is OK彩盒的整洁度;color box cleaness 2.0.8、入纸箱:put them in the carton控制与检测点:纸箱的标识是否正确;whether the carton mark is OK纸箱的整洁度;carton cleaness 2.0.9、入柜:控制与检测点:产品的摆放形式;柜的包装形式;the packing form of the tank柜外的标识;the mark of the outside tank 2.1.0、入仓:控制与检查点:所有产品是否分型号、分PO#摆放整齐化一;所有产品是否作了防尘、防潮工作;。
汽车刹车片配方与制造工艺(修)吴杰
汽车刹车片配方与制造工艺在整个汽车工业中,制动(刹车)片是一种举足轻重、不可缺少的零部件,如果缺少它,汽车在公路上的行驶安全将无法保障,况且,该产品既是安全件,又是易损件。
在正常情况下一辆车每年至少要更换一套刹车片。
因此,开发摩擦材料之产品,尤其是在开发研制环保无石棉摩擦材料刹车产品,顺应时代潮流,市场前景十分广阔,经济效益相当可观!刹车片主要材料以各种纤维(石棉复合纤维陶瓷纤维钢纤维铜纤维芳纶纤维等)为基材,以树脂为粘合剂混入有机和无机粉状填料粘合而成。
刹车片的基本质量要求是:耐磨损,摩擦系数大,优良的隔热性能。
按制造材料的不同,刹车片可分为石棉片,半金属片,NAO(无石棉有机物)片三种。
按制动方式不同,刹车片可分为盘式制动片和鼓式制动片两种。
第一代:石棉型刹车片:其成分40%—60%是石棉。
石棉的主要优点是廉价。
其缺点是:A 石棉纤维可导致肺癌。
不符合不符合现代环保要求。
B 石棉导热能力差。
通常反复制动会使热量在刹车片中堆积,刹车片变热后,它的制动性能就会发生改变,要产生同样的摩擦和制动力需要更多的踩刹车次数,这种现象被称为“制动萎缩”第二代:半金属混合物刹车片:主要采用粗糙钢丝绒作为加固纤维和重要的混合物。
半金属片的主要优点是:因其导热性能好而具有较高的制动温度。
其缺点是:A 需要更高的制动压力来完成同样的制动效果。
B 特别是在低温环境中金属含量高对刹车盘磨损大,同时会产生更大的噪音。
C 制动热量被传递到制动钳及其组件上,会加快制动钳、活塞密封圈和回位弹簧老化。
D 处理不当的热量达到一定水平,将会导致制动萎缩和刹车液沸腾。
第三代:无石棉有机物NAO型刹车片:主要是用玻璃纤维、芳纶纤维或其他纤维(碳、陶瓷等)作为加固材料。
NAO片其主要优点是:无论在低温或高温都保持良好的制动效果,减少磨损,降低噪音,延长刹车盘的使用寿命。
代表目前摩擦材料的发展方向。
所有世界著名品牌奔徳士/菲罗多牌刹车片使用的都是第三代NAO无石棉有机材料。
车用刹车片、制动片配方
车用刹车片、制动片配方一、用于轻型车鼓式制动片的配方配方1:腰果壳油改性酚醛树脂20(乌洛托品含量9%),棕刚玉(500目)0.5,钾长石粉5,轮胎粉5,小鳞片石墨4%,冰晶石粉7%,硫酸钡或重晶石粉(永福盛源矿粉厂的)18,硬酯酸锌0.5,石棉40。
配方2:纯酚醛树脂19,轻质碳酸钙10(永福盛源矿粉厂的),轮胎粉6,氧化铝2,铜纤维1.5,氧化铬绿1,腰要壳油摩擦粉(40-100目)7.5,硫酸钡16.5(永福盛源矿粉厂的),硬酯酸锌0.5,茫崖石棉矿36.配方3:纯酚醛树脂16,轻质碳酸钙3(永福盛源矿粉厂的),腰果壳油摩擦粉2,轮胎粉6,铬铁矿粉5,粉末丁腈1.5,氧化铝2.5,炭黑1,硫酸钡16(永福盛源矿粉厂的),石墨9,石灰粉4,玻璃纤维3,FKF纤维13,茫崖石棉18.配方4:胶料粉(酚醛树脂:硫酸钡:丁苯母胶:乌洛托品=40:40:4:4)34,铬铁矿粉4,钾长石粉4,棕刚玉0.25,铁黑4,轮胎粉3.5,碳黑0.5,废品粉碎料3,鳞片石墨3.5,硬脂酸锌0.5,铜纤维1,制动片用石棉40.配方5:纯酚醛树脂16,钾长石粉5,腰果壳油摩擦粉4,粉末丁腈3,石油焦炭4,鳞片石墨10,蛭石粉14,硫酸钡17.5,FKF纤维8,针状硅灰棉12,玻璃纤维6,硬脂酸锌0.5。
配方6:酚醛树脂17,铬铁矿粉4.5,腰果壳油摩擦粉3,钾长石粉4,棕刚玉0.3,石墨8,粉末丁腈4,还原铁粉4,冰晶石粉5,硫酸钡18,炭黑0.2,纤维素纤维3,玻璃纤维4,钢纤维25。
二、用于载重汽车鼓式制动片的配方配方1:腰果壳油改性酚醛树脂17.5,钾长石粉4,滑石粉7,冰晶石粉4,粉末丁腈4,腰果壳油摩擦粉5,石墨4,硫酸钡14,铁钛绿(S5605)6,硬脂酸锌0.5,铜纤维1,玻璃纤维3,矿物纤维10,钢纤维20。
配方2:腰果壳油改性酚醛树脂16,铬铁矿粉3,硫化亚铁3,鳞片石墨7,有机摩擦粉4,焦碳粉4,改性漂珠2,重质碳酸钙8,蛭石粉4,冰晶石5,炭黑0.5,云母粉3,硫酸钡8,硬质酸锌0.5,纤维素纤维2.5,荷兰矿物纤维14.5,陶瓷纤维15。
刹车片配方、摩擦材料配方及生产工艺文摘

刹车片知识刹车片(汽车制动蹄块)材料配方类别一、石棉配方(ASBESTOS FORMULA)二、无石棉/有机配方(NON-ASBESTOS FORMULA=ASBESTOS FREE FORMULA=AF=ORGANIC FORMULA)三、钢棉配方(STEEL FIBER FORMULA)四、钢棉无石棉配方(STEEL FIBER,NON-ASBESTOS FORMULA)五、复合纤维无石棉配方(COMPOSITION FIBER,ASBESTOS FREE)六、无石棉非金属复合纤维配方(ASBESTOS FREE,COMPOSITION FIBER,NON-METAL FORMULA)七、半金属配方(SM=SEMI-METALLIC)八、陶瓷配方(CERAMIC FORMULA)按材料的不同刹车片一般可分为石棉型、半金属型、NAO型(即无石棉有机物型)刹车片等三种。
随着现代科技的迅猛发展,像其它制动系统的部件一样,刹车片本身在近几年也在不断地发展和变化。
传统制造工艺中,在刹车片上使用的摩擦材料是由多种粘合剂或添加剂组成的混合物,并在其中添入纤维以提高其强度,起加固作用。
刹车片生产厂家在关于使用材料的公布上特别是新配方上往往是守口如瓶的,当然,一些成分配料如:云母、硅石、橡胶碎片等是公开的。
而刹车片制动的最终效果、抗磨损能力、抗温能力及其它性能将取决于不同成分间的相对比例。
以下就简单谈一谈几种不同材质的刹车片。
石棉型刹车片从最初开始石棉就已经被用作刹车片的加固材料,由于石棉纤维具有高强度和耐高温的特性,因此可以满足刹车片及离合器盘和衬垫的要求。
这种纤维具有较强的抗张能力,甚至可以同高级钢材相匹配,并且可以承受316℃的高温。
更重要的是石棉相对廉价,它是从闪石矿石中提炼出来的,而此种矿石在很多国家已被大量发现。
在石棉型刹车片的成分比例中,石棉占到40-60%,但是人们现在发现多数石棉具有潜在的危害,石棉已被医学界证实是致癌物质,其针状的纤维很容易进入肺部并停留,造成剌激,最终可导致肺癌的发生,但这种病症潜伏期可长达15-30年,所以人们往往认识不到由石棉引发的危害。
刹车片配料工艺流程

刹车片配料工艺流程一、原料准备。
咱先说这原料啊,那可都是有讲究的。
就像做菜得先准备食材一样,做刹车片得把各种原料都找齐喽。
有石棉纤维,这就像盖房子的钢筋一样,给刹车片提供一定的强度呢。
还有树脂,它就像是胶水,能把其他的原料都黏合在一起,让整个刹车片团结起来,不至于散架。
另外,像铜丝啊,这也是很重要的成分,它能增强刹车片的导热性能,让刹车的时候产生的热量能更快地散出去。
这原料啊,得保证质量好,要是质量不行,那做出来的刹车片可就没法用喽。
二、称重配比。
原料准备好之后呢,就到了称重配比这个环节啦。
这就好比咱们做饭得按照食谱上的比例放调料一样,做刹车片每个原料放多少那都是有严格要求的。
比如说石棉纤维放多少克,树脂又得放多少克,这可不能乱了套。
工人师傅们就得像特别细心的大厨一样,精确地称出每一种原料的重量。
要是哪一种原料放多了或者放少了,那这刹车片的性能可就会受到影响。
就像做菜盐放多了咸得没法吃,盐放少了没味一样,刹车片的配比不对,可能就刹不住车或者磨损得特别快,那可就危险啦。
三、混合搅拌。
称好重量的原料呢,就一股脑地都被放进一个大搅拌机里啦。
这个搅拌机就像一个超级大的搅拌碗,开始疯狂地搅拌这些原料。
在搅拌的时候啊,这些原料就开始充分地混合在一起,树脂就开始发挥它黏合的作用啦。
就像我们搅面糊一样,要搅得均匀,不能有疙瘩。
在这个过程中呢,搅拌机轰隆隆地响着,原料们就在里面欢快地翻滚着,混合着。
这一搅拌啊,得保证每个角落都搅拌到,这样才能让原料们完美地融合在一起,就像一个团结的大家庭一样。
四、成型加工。
混合好的原料接下来就到了成型加工这一步。
这时候就像是把揉好的面团做成馒头的形状一样。
原料会被放进特定的模具里,然后通过压力机给它施加一定的压力,让它变成刹车片的形状。
这个压力得刚刚好,压力小了,刹车片的密度不够,强度就不行;压力大了呢,又可能会把原料压坏了。
在这个过程中,工人师傅们得时刻盯着,就像照顾自己的小宝贝一样,小心翼翼地确保每一个刹车片都能成型得完美无缺。
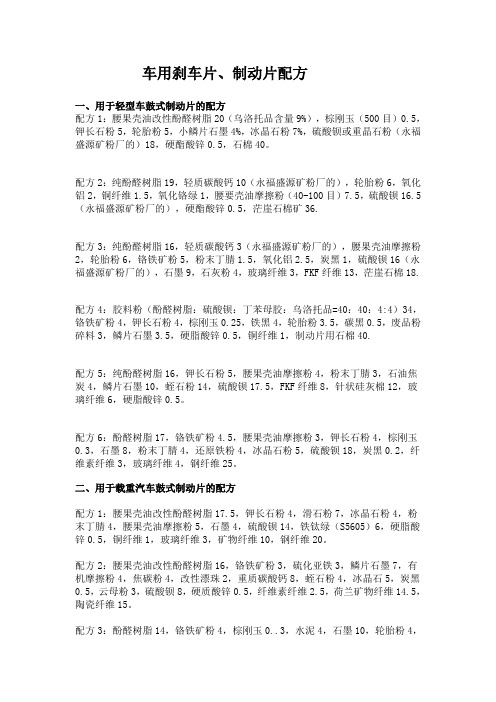
盘式刹车片冷压配方及工艺

盘式刹车片冷压配方及工艺
郝华伟
【期刊名称】《非金属矿》
【年(卷),期】2002(025)005
【摘要】冷压工艺可克服热压工艺的诸种弊端,且产品使用效果优于热压的.
【总页数】2页(P57-57,54)
【作者】郝华伟
【作者单位】南海市东兴汽车配件厂,南海,528251
【正文语种】中文
【中图分类】U465;TQ176
【相关文献】
1.新型复合材料盘式刹车片的模态研究 [J], 张扬;张力;李四平;赵社戌
2.盘式刹车片的固有频率分析 [J], 张扬;吴新丽;张力
3.盘式刹车片热压成型机液压系统设计 [J], 王宜龙
4.低树脂基NAO型盘式刹车片摩擦材料的制备及摩擦学性能 [J], 黄文豪;陶平均;龙德武;张超汉;朱坤森;杨元政
5.冷压盘式刹车片摩擦磨损性能的研究 [J], 徐仁泉;胡庆
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
好的粘土, 不经粗碎即可投入球磨打浆, 故其生产工 艺流程简单。 # 开发应用 经有关部门测试, 这种以镁质为主的镁质瓷与 传统的硅铝质瓷相比, 物理性能良好。其产品具有 白度高, 透明度好, 力学强度大等特点, 可生产建筑 卫生陶瓷和中、 高档日用细瓷, 也可制作高频电瓷 等。同时该滑石粘土矿不仅可以作为主要原料生产 镁质瓷, 也可以作为配料生产硅铝质瓷。 乾州市利用卡棚黑滑石粘土矿, 与有关陶瓷研 究单位合作, 研制出湘青茶具、 芙蓉盖杯等高硅瓷新 技术系列产品。此瓷透明度高, 力学性能好, 不含铁 质, 韧性强, 经鉴定, 达到国内先进水平。目前, 保靖 县经委将卡棚黑滑石粘土矿列入 “十五” 期间工业发 展规划, 已批准建设的有, 保靖县瓷厂年产# 3 7万件 镁质强化瓷生产线和湖南酒鬼酒股份有限公司年产 9 7 7万件镁质强化瓷技改项目。 参考文献
性 能 冷压样 # H ! # 7 热压样 4 H 7 9 6
! 冲击强度 / / E : F G
!的 好, 冲击强度虽稍低, 但能达到国标 ! / " 2 4 E : F G
要求。通过跑车实验, 验证了热压片伤盘及产生噪 音的几率明显高于冷压片的结论。由此可得出结 论, 冷压工艺优于热压的, 且产品使用效果好。 4 结束语 通过冷压配方的试制及工艺的改进, 制品完全 达到了使用要求, 且克服了生产中对环境的污染, 提 高了劳动效率, 根除了伤盘及噪音源。冷压产品已 批量投入生产, 性能能满足使用要求。我们相信: 随 着冷压配方与工艺的成熟, 对摩擦材料行业的今后 发展将会起到促进的作用 参考文献
万方数据
、 表; 。 ! — " K —
! " # 矿石类型及组份 按矿石自然类型和工艺性 能, 划分为原生钙质黑滑石矿和风化残余黑滑石粘 土矿两种类型。前者主要矿物成份为方解石、 黑滑 石, 其次是蒙脱石、 石英等; 矿石以较大硬度、 密度为 特征, 并由于富含钙质, 工艺上需脱钙后方能利用。 后者为暗灰 灰黑色, 质地细腻, 具滑感, 硬度低, 密 $ 度小, 工艺上可直接利用, 其加工性能良好。主要矿 物成份为黑滑石, 少量或微量石英。矿石呈显微鳞 片状, 可见残余生物碎屑结构, 定向构造和显微劈理 构造。 矿石 化 学 成 份 主 要 为 % 、) 次为 & ’ ’、 * + ’, ! ( [ ] ! 、/ , 含少量 0 等。 化 学 分 析 结 果 , ’ ’ & ’ ! # . ! # ! ( 1) : 钙质黑滑石矿含 ( , 平均3 ; ’ 2!3 4 3 " 2 5 ) , 平均 # ; , 平均 ! ; % & ’ ! 6 !4 7 3 " 8 9 * + ’ ! 7!# 6 8 " ! 2 ! 烧失量! 。风化残余黑滑石粘土矿含 ( 9 " # 7 ’ ! 3 ! ) , 平均! ; , 平均 5 ; ! 5 # " 5 9 % & ’ 5 7!5 4 3 " ! 5 * + ’ 7 " 3! ! , 平均7 ; 烧失量7 。原生矿和风化矿均具 7 " 6 " ! 3 " 6 7 有( 同消长, 反消长的特 ’、 % & ’ ( ’、 * + ’、 % & ’ ) ) ! ! 点, 且两种矿石的 ( 含量变化都比较稳定。 ’、 % & ’ ) ! ! " 4 矿床采选技术条件 目前矿山主要开采风化 残余黑滑石粘土矿, 即富矿。由于矿体形态简单, 产 状稳定, 埋藏较浅, 且矿区汇水面积小, 岩溶不发育, 水文地质条件简单, 所以开采方便。在选矿方面, 由 于矿石是一种可塑性高、 烧结范围较宽、 成型性能良
盘式刹车片冷压配方及工艺
郝华伟"! 5 ! " 6
摘
要
冷压工艺可克服热压工艺的诸种弊端, 且产品使用效果优于热压的。 盘式刹车片 冷压 热压
关键词
目前, 国内大部分摩擦材料厂是采用热压的形 式进行生产的。这种工艺的弊端是, 工人高温作业, 生产效率低, 摩擦片硬度高, 容易跑偏, 引起噪音及 刮伤对偶的几率较大; 而生产过程中的粉尘, 对环境 及人体有害。针对以上问题, 我们进行了盘式刹车 片冷压配方与工艺的研究与开发。 6 选材 一个好的配方, 关键在于选择材料。我们选择: 为石棉纤维, ; 硅酸铝 !吸湿性较好的纤维素, 7 8 + 6 空心球 (9 ) ; 石棉, 茫崖棉 " 级, 刹车片专用; 以 : + 6 及沸 石 (6 、 硅藻土 (; 视密度( ! ( 目) ! " 目、 < 6 "" ) ; ( & = " #丁腈胶乳与液体热固性树脂共同作为有机 粘结剂, 并添加部分无机粘结剂; (> ) 与有 $钢棉 + ( " 高弹性模量) 作增强 机纤维棉 (? @ % / A纤维, 9, 型, 材料; %粉状物料与粒状物料作为填充剂。在混料 过程中, 应使以上材质处于松散和半胶质状态, 使有 机分子链自由基处于游离状态, 并在未加温的情况 下, 不发生或少发生化学反应。在一定压力下, 自由 基链、 键紧密贴合, 为后道工序装夹进行热反应打下 基础。 ! 配方与工艺 ! < 6 混料 有机纤维 ? @ % / A和 无 机 纤 维 棉 开 松 后, 加粒状与粉状物料, 最后加钢棉; 胶质粘结剂在 混料机两侧喷嘴处进行边搅拌边喷洒, 使混好的物 料处于半湿半干的胶质状态, 待用。 ! < ! 钢片与冷压料的贴合 靠钢片孔的吸附力是 不够的, 针对不同情况我们采用了两种配方。 第一种是底料, 是解决钢片与摩阻材料的粘结 问题, 起到隔热、 减震, 吸附噪音的作用。配方是茫
M K ; , ・ " ( L 6 ( 1 D/ ’ D。
表! 效能实验 ( ) N 6 ( , C / )
效
!
/!
要求 (% )
! / / D 2 "
试验结果 D2 "冷/ 5 & ! K & " 5 & " 5 & ( K & ! ) & ; 5 & J K & ; /!
能E D2 一 " ( 次 6 ( ( 二 次 " ( 6 ( ( 6 ; ( 三 次 " ( 6 ( ( 6 ; (
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! 高, 且系数值相差很小, 较平稳, 磨耗稍大, 硬度是热 (上接第6 8页) 压的3 / , 达到了质软、 高气孔率的要求; 效能值要 # " 3 摩擦磨损性能比较 采用国家技术监督局咸 # 阳检测中心设备 ; < $ ( % ( 型定速实验机进行实验。 摩擦盘材质规格 = / , 珠光体硬度 (= 0 ! 6 7 = > ! 7 7 >) 。实验标准按 “? ! 7 7 ! ! ! 7 > 6 8 5 # $ 3 2 2 9 汽车制动器 衬片” 的要求进行, 测试结果见表3 。 “ ” 标准评定, 实 # " ! 效能实验比较 按 : > 4 ! 7 7 $ 9 5 验机采用德制 @ A B + C C台架。 按: # " # 物理力学实验 冲击强度, * 3 ! 8 $ 5 5 进行, 测试设备 ; 实验机; 硬度, 按 《石棉摩 * : $ 3 : * 3 ! 5 $ 5 5 擦制品检验方法, 布氏硬度测定方法》 进行, 测试设 备; = D $ 3 6 7型塑料洛氏硬度计。 表# 冲击强度与硬度对照表
中国首届抗菌产品 (材料) 及纳米产品 (材料) 展览会
生产机构与会。联系电话: 。 ! 7 7 ! H 3 7 H ! 2 ! # 7在北京举行。届时将有纳米材料及研发、 7 3 7 $ 5 4 9 5 4 # 2 4
万方数据
— 6 4 —
盘式刹车片冷压配方及工艺
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 被引用次数: 郝华伟 南海市东兴汽车配件厂,南海,528251 非金属矿 NON-METALLIC MINES 2002,25(5) 4次
[ ] 非金属矿, ( ) 3 无纤维摩阻材料的研制与开发 : " 3 2 2 # 4 收稿日期: ! 7 7 ! $ 7 4 $ # 7
洛氏硬度 = > I
从表3可知, 与热压片相比, 冷压片的 "明显较
#会讯#
"""""""""""""""""""""""""""""""""""""""""""""""
温度 / H 升温 冷 压 ( 升温 热 压 ( ’ 降温 ’ 降温 6 ( ( ( & ; " ( & ; J ( & 6 5 ( & ; ; ( & ; J ( & 6 6 6 " ( ( & = ( ( & ; 5 ( & ! ! ( & ; " ( & = ( ( & 6 ) ! ( ( ( & ; K ( & ; ) ( & ; 5 ( & ; K ( & = 6 ( & ! 5 ! " ( ( & ; J ( & ; J ( & = ) ( & = ( ( & ; " ( & ; 6 ; ( ( ( & = 6 ( & ; " ( & J 6 ( & ; ; ( & ! 5 ( & = ! ; " ( ( & ; ; $ ( & K ) ( & ! " $ ( & " K