热喷涂及电子束物理气相沉积技术在热障涂层制备中的应用
金属材料表面涂层的制备和性能研究

金属材料表面涂层的制备和性能研究一、引言金属材料表面涂层是一种广泛应用于工业制造领域的重要技术。
它可以增加金属材料的耐腐蚀性、抗磨损性、耐高温性、增加美观度等诸多性能。
本文将围绕金属材料表面涂层的制备和性能研究进行详细阐述。
二、表面涂层制备技术金属材料表面涂层的制备技术主要分为物理气相沉积技术、化学气相沉积技术、物理溅射技术、电沉积技术和喷涂技术。
1、物理气相沉积技术物理气相沉积技术是一种利用高温或低温等对材料进行处理的方法。
常见的制备技术有热喷涂、扩散、蒸镀、电子束物理气相沉积和离子束物理气相沉积等。
其中,电子束物理气相沉积是一种在真空环境下使用电子束对材料进行治疗的方法。
其涂层具有致密、均匀、粘结强度高、硬度高等优点。
2、化学气相沉积技术化学气相沉积技术是一种利用化学反应产生的气体对材料进行处理的方法。
常见的制备技术有化学气相沉积、原子层沉积、金属有机化学气相沉积、光化学气相沉积和超临界流体沉积等。
其中,原子层沉积技术是一种在真空环境下使用化学气相源依据反应原理进行材料沉积的方法。
其具有致密性好、抗腐蚀、高纯度的优点。
3、物理溅射技术物理溅射技术是一种利用电弧、磁控溅射或者电子束等对材料进行处理的方法。
常见的制备技术有直接流电弧、磁控溅射等。
其中,直流电弧是一种使用电弧对材料进行溅射加工的方法。
其具有制备周期短、制备成本低、制备效率高等优点。
4、电沉积技术电沉积技术是一种利用电解质对材料进行处理的方法。
常见的制备技术有电镀和阳极氧化等。
其中,电镀是一种在电解質中使用电流使金属膜沉积于金属表面的方法。
其涂层具有防腐、美观、表面光滑等优点。
5、喷涂技术喷涂技术主要是一种利用喷雾技术将材料均匀地喷涂在金属表面上的方法。
常见的制备技术有火焰喷涂、高速喷涂、等离子喷涂、电弧喷涂等。
其中,等离子喷涂是一种在真空环境下使用等离子体对材料进行处理的方法。
其具有涂层致密、均匀、抗磨损、防腐蚀等优点。
三、表面涂层性能研究金属材料表面涂层的性能直接影响着金属材料的使用寿命和性能。
用HVOF喷涂Y2O3稳定的ZrO2热障涂层

用HVOF喷涂Y2O3稳定的ZrO2热障涂层Tabbetha A.Dobbins等国外机车车辆工艺/摘要:高速氧燃气(HVOF)热喷涂已经被成功地用来在热障涂层(TBC)应用领域沉积氧化钇稳定的氧化锆(YSZ)涂层。
使用氢气作为燃气,在范围有限的喷涂条件下得到了结合良好的涂层。
经对喷涂参数,如氢氧比、喷涂距离以及基体冷却进行研究发现,喷涂距离对涂层质量影响明显。
在所试验的各种氢氧比的条件下,从喷枪出口起,在75 mm到125mm内得到了结合良好的涂层。
与空气等离子喷涂(APS)沉积的YSZ涂层相比,HVOF沉积涂层以正方晶体相形式表现出更好的稳定性,并且具有一致的的密度、表面粗糙度和横截面显微硬度。
特别值得注意的是,HVOF涂层的横断面揭示出更加均质的结构。
很多理论模型预测在HVOF火焰里,YSZ不可能被熔化,因此,用这一工艺不可能沉积出可靠的YSZ涂层。
在本研究工作中得到的试验结果是:在HVOF枪作业时燃烧室的压力高达0.39 MPa,使得绝热火焰温度值达到了氧化锆的熔点以上。
在这种条件下,Ranz-Marshell热传输模型预测HVOF喷涂粒子的表面温度Tp高到足以使得小的氧化锆粒子(10μm)被部份熔化,Tp=(1.10~0.95)Tm。
进一步的分析证明,对于较大的粒子(38μm),当粒子温度Tp=(0.59~0.60)Tm 时,即产生了结合良好的涂层,这表示在HVOF喷涂中,烧结可能对氧化锆的沉积起到一定的作用。
这些结果表明对于有着粒子尺寸分布范围较大的粉末可能存在着2种不同的结合机理。
关键词:HVOF;热障涂层;TBC;氧化锆;热喷涂沉积引言热障涂层(下称TBC)用于降低涡轮机零件表面温度,最多可降低140℃。
在温度超过1 300℃的工作条件下,TBC具有允许零件在更高的温度下工作或使零件具有更长的使用寿命的潜力。
然而,TBC的寿命和可靠性仍然存在问题,这是因为热冲击(由热循环引起)和结合底层的氧化可导致TBC的剥落。
航空发动机涡轮叶片热障涂层应用的关键技术和问题

为多孔或柱状晶结构,这些结构会成 能良好,它会沿陶瓷层的微裂纹、孔 渗入(在表层的粘附往往有渗透的现
为腐蚀介质的快速扩散通道,加剧高 洞等逐渐渗入涂层内部,填充陶瓷层 象,可以形成致密层,阻止 CMAS 的
温合金基体的腐蚀)。粘结层的成分 中的空隙,降低陶瓷层的断裂韧性, 渗入);二是阻止渗入后引起的氧化
面,并在高温环境下熔融、渗入涂层 内部,成为影响先进航空发动机热障 涂层寿命的关键因素 。 [23-25]
突然下降时,热障涂层内部的 CMAS 迅速凝固,降低了热障涂层的应变容 限,从而导致涂层发生剥落。对于涡
金属粘结层作为陶瓷面层和高
CMAS 是由于大气中的灰尘、砂 轮叶片热障涂层来说,CMAS 的侵入
匹配所引起的热应力;二是提高整 机循环的峰值温度(如起飞或降落)
国内外针对 CMAS 的防护进行
个热障涂层体系的抗氧化腐蚀性能 时,这些物质形成玻璃态熔融沉积 了大量的研究 [26-29],主要有以下几
(YSZ 陶瓷面层是氧离子导体,且多 物。CMAS 熔体与涂层材料润湿性 个方面:一是阻止 CMAS 熔化后的
程玉贤 博士,现为中国航发沈阳黎明航空
发动机有限责任公司高级工程师,研究 方向为航空发动机功能涂层的工程化 应用等,先后承担多项上级课题和公司 级课题攻关,发表论文多篇,授权专利 5 项。
28 航空制造技术·2017 年第 15 期
涡轮叶片是航空发动机核心零部 件,它一直处于高温、高压、高速的燃 气腐蚀工作环境中,承受着离心力、气 动力、温度应力等循环交变载荷与动 载荷作用,服役环境非常恶劣 [1]。为 了满足涡轮叶片长寿命和高可靠性 需求,高性能航空发动机涡轮叶片表 面无一例外地施加热障涂层 [2-5]。热 障涂层一般由抗氧化腐蚀性能良好 的金属粘结底层和导热系数较低的 陶瓷面层组成,具有降低叶片表面温 度、提高叶片抗高温氧化腐蚀能力、 延长服役寿命、降低发动机油耗等优 点,是与先进高温结构材料技术、高 效冷却技术并重的涡轮叶片 3 大关 键技术之一 。 [6-8]
热障涂层材料制备工艺流程

热障涂层材料制备工艺流程英文回答:The process of preparing thermal barrier coating (TBC) materials involves several steps. Here, I will outline the general process and provide examples to illustrate each step.1. Substrate preparation: The first step is to prepare the substrate on which the TBC will be applied. Thistypically involves cleaning the surface to remove any contaminants and roughening the surface to enhance adhesion. For example, in the case of a metal substrate, sandblasting or chemical etching may be used to create a roughened surface.2. Bond coat application: The next step is to apply a bond coat, which acts as an intermediary layer between the substrate and the TBC. The bond coat improves the adhesionof the TBC to the substrate and provides oxidationresistance. One common method of applying the bond coat is by using a thermal spray technique, such as plasma spraying or high-velocity oxy-fuel (HVOF) spraying. These techniques involve heating the bond coat material and propelling it onto the substrate using a high-velocity gas stream.3. TBC deposition: Once the bond coat is applied, the thermal barrier coating is deposited on top. There are various methods for depositing TBCs, including electron beam physical vapor deposition (EB-PVD) and atmospheric plasma spraying (APS). EB-PVD involves evaporating the TBC material in a vacuum chamber and depositing it onto the substrate using an electron beam. APS, on the other hand, involves heating the TBC material and propelling it onto the substrate using a plasma jet.4. Thermal treatment: After the TBC is deposited, it undergoes a thermal treatment process to improve its properties. This typically involves heating the coated substrate to a high temperature, which allows the TBC to densify and bond to the bond coat. The thermal treatment may also involve cooling the substrate to inducecompressive stresses in the TBC, which can enhance its thermal shock resistance.5. Surface finishing: Finally, the coated substrate may undergo surface finishing processes to improve its surface quality and ensure uniformity. This may involve grinding, polishing, or other mechanical or chemical treatments to remove any defects or roughness.中文回答:热障涂层(TBC)材料的制备工艺包括几个步骤。
热喷涂技术的原理及应用

热喷涂技术的原理及应用1. 热喷涂技术的原理热喷涂技术是一种通过将材料加热到熔化或半熔化状态,然后将其喷射到被涂覆物表面的技术。
热喷涂技术可以用于提高材料的表面性能,包括抗腐蚀性、耐磨性、耐热性等。
它广泛应用于航空航天、电子、冶金、化工、汽车、机械等领域。
1.1 热喷涂技术的分类热喷涂技术主要有以下几种分类:•火焰喷涂技术:使用火焰作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
•等离子喷涂技术:使用等离子体作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
•电弧喷涂技术:使用电弧作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
•高速火焰喷涂技术:使用高速火焰作为热源,将涂层材料加热到熔化或半熔化状态,并将其喷射到被涂覆物表面。
1.2 热喷涂技术的工作原理热喷涂技术的工作原理可以简要概括为以下几个步骤:1.加热材料:将涂层材料加热到熔化或半熔化状态。
不同的热喷涂技术使用不同的加热源,如火焰、等离子体或电弧。
2.喷射材料:将加热到熔化或半熔化状态的涂层材料喷射到被涂覆物表面。
喷射可以通过喷枪或喷嘴来实现。
3.涂覆形成:涂层材料接触到被涂覆物表面后,由于温度差异,涂层材料会迅速冷却和凝固,形成涂层。
4.涂层熔合:涂层材料凝固后,可以进一步通过热处理或机械加工等方式,使其与被涂覆物表面充分结合。
2. 热喷涂技术的应用热喷涂技术在多个领域都有广泛的应用,主要包括以下几个方面:2.1 防腐领域热喷涂技术可以用于防腐,提高材料的耐蚀性。
热喷涂涂层可以形成致密的结构,能够有效隔离被涂覆物与外界环境的接触,保护被涂覆物不受腐蚀。
2.2 修复与修补领域热喷涂技术可以用于修复与修补受损物体的表面。
通过热喷涂涂层,可以提高受损物体的耐磨性、耐腐蚀性等性能,延长其使用寿命。
2.3 摩擦与磨损领域热喷涂技术可以用于提高材料的耐磨性。
通过热喷涂涂层,可以在材料表面形成硬质的陶瓷涂层,提高材料的摩擦性能和抗磨损性能。
热障涂层 制备

热障涂层制备热障涂层是一种应用广泛的高科技材料,它可以在高温环境下保护机械设备和航空航天器的表面不受热损伤。
热障涂层的制备是一项复杂的工艺,需要经过多道工序才能完成。
本文将介绍热障涂层的制备过程和应用领域。
一、热障涂层的制备过程1.基材表面处理在制备热障涂层之前,需要对基材进行表面处理。
表面处理的目的是去除基材表面的氧化物和杂质,使基材表面变得光滑、干净,便于涂层的附着和生长。
表面处理的方法包括机械处理、化学处理和电化学处理等。
2.涂层材料的选择热障涂层的材料通常是氧化铝、氧化锆、氧化钇等陶瓷材料。
这些材料具有高熔点、高硬度、高耐热性和良好的隔热性能,可以有效地保护基材表面不受高温热损伤。
涂层材料的选择要根据具体的应用环境和要求来确定。
3.涂层工艺涂层工艺是热障涂层制备的关键环节。
涂层工艺包括喷涂、热处理、烧结等多个步骤。
其中,喷涂是最关键的一步,它决定了涂层的质量和性能。
喷涂方法包括等离子喷涂、火焰喷涂、电弧喷涂等。
不同的喷涂方法有不同的优缺点,需要根据具体情况选择。
4.涂层性能测试涂层制备完成后,需要对涂层的性能进行测试。
涂层性能测试包括耐热性、隔热性、耐腐蚀性、机械性能等多个方面。
测试结果可以反映涂层的质量和性能,为涂层的应用提供依据。
二、热障涂层的应用领域热障涂层的应用领域非常广泛,主要包括以下几个方面:1.航空航天领域热障涂层在航空航天领域中得到了广泛应用。
它可以保护飞机发动机、火箭发动机等高温部件不受热损伤,提高了飞行器的可靠性和安全性。
2.能源领域热障涂层在能源领域中也有着广泛的应用。
它可以保护燃气轮机、燃煤锅炉等高温设备的表面不受热损伤,提高了设备的使用寿命和效率。
3.汽车工业热障涂层在汽车工业中也有着应用。
它可以保护汽车发动机的高温部件不受热损伤,提高了发动机的性能和寿命。
4.电子领域热障涂层在电子领域中也有着应用。
它可以保护电子元器件的表面不受高温热损伤,提高了元器件的可靠性和稳定性。
YSZ热障涂层的制备方法和性能评估

YSZ热障涂层的制备方法和性能评估YSZ热障涂层的制备方法和性能评估YSZ热障涂层(YSZ TBC)是一种常用于热障涂层的材料,具有优秀的高温抗氧化和热隔离性能。
本文将介绍YSZ热障涂层的制备方法和性能评估。
首先,YSZ热障涂层的制备方法包括热喷涂和物理气相沉积(Physical Vapor Deposition,PVD)两种主要技术。
热喷涂是一种常见的制备方法,它通过将YSZ粉末加热熔融后喷射到基底表面形成涂层。
热喷涂的优点是成本低、适用于大面积涂层,但涂层的结构相对粗糙。
而PVD是一种高温蒸发或溅射沉积的方法,可以制备出更加致密和均匀的涂层,但设备成本较高。
接下来,YSZ热障涂层的性能评估主要包括抗热震性能、热导率和界面结合强度等指标。
抗热震性能是评估涂层在高温循环条件下的稳定性,常用的测试方法有热震试验和热梯度试验。
热导率是评估涂层的隔热性能,可以通过热导率测试仪进行测量。
界面结合强度是评估涂层与基底之间的结合程度,常用的方法有剪切试验和拉伸试验。
此外,YSZ热障涂层还需要进行微观结构和成分分析。
扫描电子显微镜(Scanning Electron Microscopy,SEM)可以观察涂层的表面形貌和孔隙结构,能够评估涂层的致密性和均匀性。
X射线衍射(X-ray Diffraction,XRD)可以分析涂层的晶体结构和相组成,判断涂层中YSZ的晶相含量和结晶度。
综上所述,YSZ热障涂层的制备方法包括热喷涂和PVD,性能评估主要包括抗热震性能、热导率和界面结合强度等指标。
此外,还需要进行微观结构和成分分析。
通过对YSZ热障涂层的制备和性能评估,可以更好地了解其在高温环境下的应用性能,为进一步优化和改进涂层提供指导。
热障涂层制备技术及陶瓷层材料的研究进展_魏绍斌

用温度不超过 1150℃,且已接近其使用温度极限, 单独使用高温结构材料技术已不能满足先进航空 发动机迅速发展的迫切要求。另一方面,气膜冷却 技术的应用使得热端部件的成型加工工艺越来越 复杂,而且随着高性能发动机的发展,发动机中可 用冷气流量越来越少,依靠气膜冷却技术进一步提 高降温效果已没有太大的空间。采用热障涂层技术 是目前大幅度提高航空发动机工作温度的唯一切 实可行的方法。在美国、欧洲以及我国的航空发动 机推进计划中均把热障涂层(Thermal Barrier Coat- ings, TBCs)技术列为与高温结构材料、高效叶片冷 却技术并重的高性能航空发动机高压涡轮叶片技 术的三大关键技术[1]。
寻找更高性能的陶瓷涂层材料, 提高 ZrO2 系 热障涂层的寿命极限, 一直是热障涂层研究中的一 个重要方向。其中,在热障涂层中,热导率的研究一 直以来受到研究者的高度重视,包括两个方面的内 容:一是寻找更低热导率的涂层材料;二是在现有 氧化锆陶瓷的基础上,寻找降低热导率的方法。低 热导率热障涂层材料的选择原则如下:(1) 材料本 身具有低的热导率;(2)与铝在热力学上稳定,不发 生化学变化;(3)能产生和稳定一定比例的孔隙。 综合考虑上述的性能要求, 从以往研究的陶瓷材料 来看,可能适用于高温热障涂层的陶瓷材料主要有 氧化锆、氧化锆 / 氧化铝、氧化铝、氧化钇 / 氧化铈 稳定的氧化锆、莫来石、锆酸镧、稀土氧化物、锆酸 锶、磷酸锆、硅酸锆、钛酸锆陶瓷等,其中氧化钇 / 氧化铈稳定的氧化锆整体性能为最好,仍是目前广 泛应用的陶瓷热障涂层。 3.1 新型热障涂层材料
一系列薄饼状涂层片条堆叠而成。同时,由于固体 粉末迅速通过等离子火焰区域,半熔化和未熔化的颗 粒与空穴的存在形成了 PS 涂层独特的显微结构[5]。
APS 涂层表面较为粗糙,孔隙率一般在 4% ̄20%。 孔隙率主要来源于堆积的涂层片条间隙,由于粉末 颗粒不完全熔化撞击铺展时形成的不规则形状的 空穴。孔隙率水平可以通过调节喷涂参数来控制。 较高的孔隙率水平可以降低陶瓷涂层的热导率,提 高其隔热效果,是 TBCs 需要的[6]。
热障涂层的研究与应用

热障涂层的研究与应用热障涂层(Thermal Barrier Coating,TBC)是一种能够提供高温隔热保护的表面涂层,广泛应用于航空航天、能源、汽车等领域。
本文将介绍热障涂层的研究进展和应用情况。
一、热障涂层的研究进展1. 热障涂层的组成热障涂层通常由两层组成:热障层和粘结层。
热障层主要由氧化锆、氧化钇等陶瓷材料构成,具有良好的隔热性能;粘结层则用于将热障层与基底材料牢固连接。
2. 热障涂层的制备方法目前常用的热障涂层制备方法有物理气相沉积(Physical Vapor Deposition,PVD)和热喷涂(Thermal Spray)两种。
PVD方法包括真空蒸发、磁控溅射等,可以制备出致密、均匀的热障涂层;热喷涂方法包括等离子喷涂、火焰喷涂等,适用于大面积涂层的制备。
3. 热障涂层的性能研究热障涂层的性能研究主要包括热障性能、力学性能和耐热性能等方面。
热障性能是指涂层对热流的隔离能力,可以通过热流测量仪器进行测试;力学性能是指涂层的抗剥离、抗磨损等能力,可以通过拉伸试验、摩擦磨损试验等进行评估;耐热性能是指涂层在高温环境下的稳定性,可以通过高温氧化试验等进行评价。
二、热障涂层的应用情况1. 航空航天领域热障涂层在航空航天领域的应用非常广泛。
例如,热障涂层可以应用于航空发动机的涡轮叶片上,提供高温隔热保护,延长叶片的使用寿命;热障涂层还可以应用于航天器的外壳上,减少外部热流对航天器的影响。
2. 能源领域热障涂层在能源领域的应用主要集中在燃气轮机和燃煤锅炉等设备上。
热障涂层可以提高燃气轮机的燃烧效率,减少能源损失;热障涂层还可以应用于燃煤锅炉的炉膛内壁,提高燃烧效率,减少污染物排放。
3. 汽车领域热障涂层在汽车领域的应用主要体现在发动机部件上。
热障涂层可以应用于汽车发动机的活塞、气缸盖等部件上,提高发动机的热效率,减少燃油消耗;热障涂层还可以应用于汽车排气系统的排气管道上,减少排气温度,降低噪音和排放。
EB-PVD制备热障涂层完整介绍

电子束物理气相沉积(EB-PVD)技术制备热障涂层技术黄升摘要:本文介绍电子束物理气相沉积(EB-PVD)制备热障涂层技术,结合发展历程综述其技术原理、设备构造及工艺特点。
关键词:电子束物理气相沉积(EB-PVD)热障涂层1 引言当今航空涡扇发动机正朝高流量比、高推重比和高涡轮进口温度方向发展,这就使得发动机叶片所承受温度不断升高,据报道目前商用飞机燃气温度达1500 °C、军用飞机燃气温度高达1700 °C[1]。
而当前所使用镍基高温合金最高工作温度只能达到1200 °C,并几乎已达到其使用温度上限,提升空间极其有限。
面对发动机使用的高温障碍,降低发动机叶片温度就成了极其关键的任务。
热障涂层就是一种降温的有效途径(见图1),自20世纪70年代初问世以来[2],受到广泛重视并迅速发展成为高温涂层研究的热点[3-8]。
图1 涡轮叶片承温能力所谓热障涂层(Thermal Barrier Coatings, TBCs)是指由金属缓冲层或者黏结层和耐热性好、隔热性好的陶瓷热保护功能层组成的层合型金属陶瓷复合涂层系统[9]。
一般由具有一定厚度和耐久性的陶瓷涂层、金属粘结层和承受机械载荷的合金组成。
目前根据不同设计要求热障涂层具有如图2所示双层、多层、梯度系统三种结构形式。
图2 热障涂层结构示意图而电子束物理气相沉积(Electron bean-physical vapor deposition EB-PVD)制备热障涂层(TBCs)是在20世纪80年代开发,近年来不断发展成熟起来的新技术,其使用高能电子束加热并汽化陶瓷源,陶瓷蒸汽以原子形式沉积到基体上而形成涂层。
EB-PVD法制备的TBCs涂层表面光洁,有良好的动力学性能;涂层/基体的界面以冶金结合为主,结合力强,稳定性好。
特别是其制备涂层组织为垂直基体表面柱状晶结构,具有很高的应变容限,较热喷涂制备涂层热循环寿命提升巨大。
热障涂层技术的发展
层为单 相 的 铂 铝 化 物 并 加 上 渗 铝层。 APS 工 艺 中 则 采 用 了 一 种 Co-32Ni-22Cr-12Al-0 . 75r-
1. 5Si 粘结层。APS 和 EB-PVD
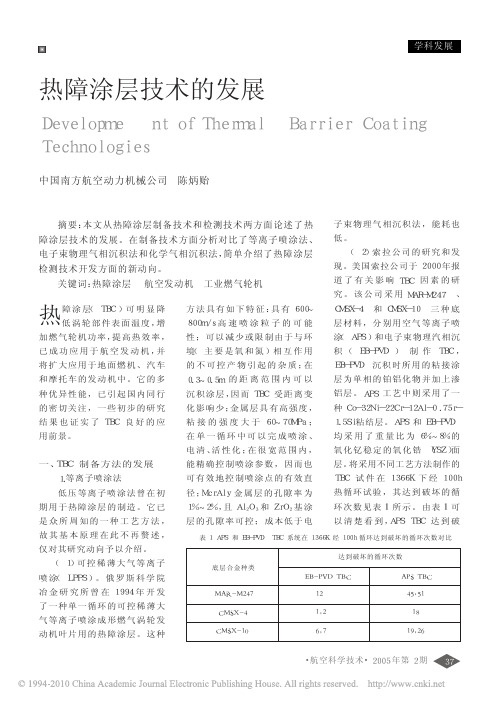
均 采 用 了 重 量 比 为 6% !8% 的 氧 化 钇 稳 定 的 氧 化 锆 (YSZ )面 层。 将采用不同工艺方法制作的
"/) 2.( &4 , 4+ +5 +6 , %3
・ 航空科学技术 ・2005 年第 2 期
37
学科发展
坏 的 循 环 次 数 明 显 高 于
应力, 同 时 可 以 减 少 陶 瓷 顶 层 的热应 力 , 特 别 是 存 在 粗 糙 不 平和凸缘时。不过, EB-PVD
化学气相沉积法 ( CVD ) 3. 虽然 $%& 和 -(#%./ 均已 用 于 制 作 ’() , 特别是后者, 它 能构成 钇 稳 定 的 氧 化 锆 , 具 有 圆柱状 的 微 结 构 , 抗 应 变 能 力 好, 不过, $%& 和 -(#%./ 均 是 视线工 艺 过 程 , 除 非 使 用 复 杂 的自动 移 动 机 构 , 否 则 它 们 仅 限于制备简单形状部件涂层。 除此以外, 对于 有 遮 蔽 区 域 , 例 如喷管 内 部 , 也 很 难 沉 积 。 还 有, -( #%./ 设 备 需 要 很 大 投 资, 这限制了它的推广应用。因 此, 人们开始开发新的方法。新 方 法 既 能 保 持 ’() 的 质 量 , 又 能降低成本, 且适用复杂部件。 德国、 意 大 利 和 英 国 的 研 究 者 从 1220 年开始开发化学气相沉 积 ( )./) 初步试验表明, ’(), 这种方 法 具 有 满 足 上 述 要 求 的 潜力。 由金属 # 有 )./ 工艺过程: 机体的产物母体蒸发出锆与 钇,然 后 在 热 壁 反 应 器 中 与 氧 反应以沉积 ’() 层, 图 1 是 )./ 设 备 构 成 图 。 包括蒸 发 器 、 沉 积 反 应 器 和 真 空系统 。 使 用 的 热 壁 反 应 器 由 石英管 构 成 , 它 有 一 台 三 区 域 电炉。 反 应 器 中 放 置 了 要 沉 积 的底层和支架。 西欧的研究者选用了 # # 二酮化物锆和钇作为产物母 体, 并作为沉积 3&4 的原材料, 它们均 易 处 理 和 保 存 。 同 时 由 于 这 两 种 材 料 在 56,7) 以 下 具 有高的 蒸 汽 压 , 且 在 高 温 时 的 汽相具 有 好 的 热 稳 定 性 , 因 而 适用 )./ 工艺。他们也试验了 一 种 醇 盐 48 9:;%8<=>?@ , 其沉积
航空发动机热障涂层技术研究进展
航空发动机热障涂层技术研究进展随着高性能航空发动机的研制,热障涂层技术成为提高发动机性能的关键技术之一。
对热障涂层材料体系和制备工艺进行了对比,认为电子束物理气相沉积技术在未来热障涂层的研制中具有较大潜力。
并且针对1100℃条件下热循环试验中涂层失效进行了分析,表明TGO层在对涂层寿命具有很大的影响。
标签:热障涂层;金属粘结层;等离子喷涂;电子束物理气相沉积;高温热循环前言进入21世纪以来民用航空的需求越来越大。
到2030年,我国仅150座级干线客机就需要800架左右。
发动机是飞机的心脏,大涵道比涡扇发动机是自主研制大型商用飞机的关键,而且民用航空发动机又是航空动力产业的重要支柱(国外民用发动机产值已达总产值的80%),因此大涵道比涡扇发动机市场巨大,经济、军事、社会效益显著。
目前,西方航空技术先进国家开始着手制定和实施一系列有关民用发动机的研究计划,旨在进一步减小噪音、减少NOx和CO2等污染物的排放,降低成本。
热障涂层技术是解决上述问题的有效技术手段之一。
热障涂层技术是目前解决上述问题的有效技术途径之一[1-4]。
热障涂层主要由陶瓷涂层(通常为Y2O3稳定的ZrO2陶瓷(YSZ))和中间的粘接层(通常为MCrAlY涂层或Pt改性的铝化物涂层)组成。
商用航空发动机热障涂层技术与军用航空发动机相比,具有很大不同,对安全性、寿命以及经济性上要求较高,本文针对商用航空发动机热障涂层技术特点,对目前的涂层体系、制备工艺进行了比较,并且开展了热障涂层的失效模式的研究。
1 金属粘结层热障涂层为双层结构,金属粘结层的作用主要体现在提升基体的抗氧化和抗腐蚀性能,缓解热应力导致陶瓷层与基体之间失配等问题,主要分为包覆型金属粘结层和扩散型金属粘结层[5]。
1.1 包覆型金属粘结层包覆型金属粘结层主要采用MCrAlY体系的涂层[6],制备工艺有真空电弧镀、真空多弧镀、磁控溅射、超音速火焰喷涂等。
包覆型金属粘结层具有制备工艺简单,涂层表面状态较好,涂层对合金基体性能影响较小,涂层材料成分与厚度可适当放宽,因此涂层与基体的結合强度较高,是国外先进航空发动机公司采用较多的一种金属粘结层。
热障涂层的研究与应用
热障涂层的研究与应用热障涂层(Thermal Barrier Coating,TBC)是一种应用广泛的高温结构表面涂层,具有优异的隔热性能和耐热性能,被广泛应用于航空航天、汽车、能源等领域。
本文将就热障涂层的研究现状、材料组成、制备工艺以及在不同领域的应用进行探讨。
一、研究现状热障涂层的研究始于20世纪60年代,随着材料科学和表面工程技术的不断发展,热障涂层的性能得到了显著提升。
目前,研究重点主要集中在提高热障涂层的隔热性能、耐热性能和耐氧化性能,以满足高温工况下材料的需求。
同时,研究人员还致力于开发新型热障涂层材料,提高其使用寿命和稳定性。
二、材料组成热障涂层通常由多层结构组成,包括热障层、粘结层和底层基材。
其中,热障层是热障涂层的核心部分,主要由氧化铝、氧化锆等陶瓷材料构成,具有良好的隔热性能和耐热性能。
粘结层用于连接热障层和基材,通常采用镍基合金等材料。
底层基材则是被涂覆热障涂层的金属基材,如钛合金、镍基合金等。
三、制备工艺热障涂层的制备工艺主要包括热喷涂法、物理气相沉积法(PVD)和化学气相沉积法(CVD)等。
热喷涂法是目前应用最为广泛的制备工艺,通过喷涂设备将预先制备好的涂层材料喷涂在基材表面,形成热障涂层。
PVD和CVD则是通过物理或化学方法在基材表面沉积涂层材料,制备出高质量的热障涂层。
四、应用领域热障涂层在航空航天领域被广泛应用于航空发动机、涡轮叶片等高温零部件,能够有效提高零部件的耐热性能和使用寿命。
在汽车领域,热障涂层被应用于汽车发动机缸体、排气管等部件,提高了发动机的燃烧效率和排放性能。
此外,热障涂层还被应用于能源领域的燃气轮机、燃烧器等设备,提高了设备的工作效率和稳定性。
综上所述,热障涂层作为一种重要的高温结构表面涂层,在各个领域都发挥着重要作用。
随着材料科学和表面工程技术的不断进步,热障涂层的性能将得到进一步提升,为高温工况下材料的应用提供更加可靠的保障。
电子束物理气相沉积热障涂层技术研究进展_郭洪波
热喷涂技术 Thermal Spray Technology
Vol.1, No.2 Dec., 2009
电子束物理气相沉积热障涂层技术研究进展
郭洪波 ,彭立全,宫声凯,徐惠彬
(北京航空航天大学材料科学与工程学院,北京 100191)
摘 要:介绍了电子束物理气相沉积设备的原理、结构及其工艺特点,并在此基础上综述了 D 热障涂层近年来的研究进展。 关键词:电子束物理气相沉积;热障涂层;粘结层; 中图分类号:TG174.4 文献标识码:A 文章编号:1674-7127(2009)02-0007-08
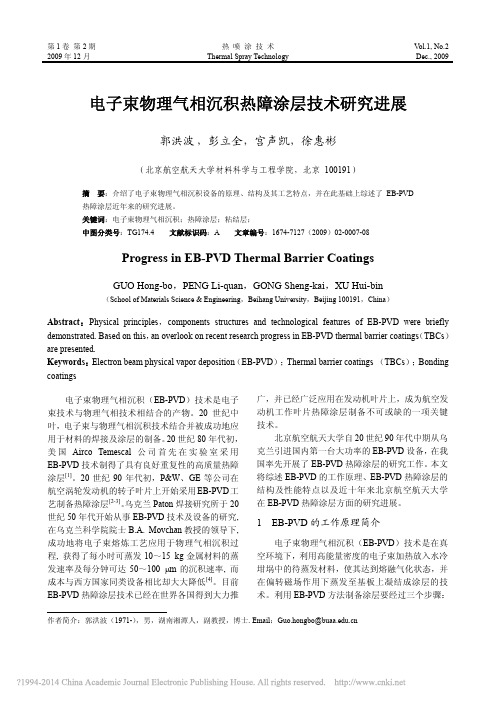
双层结构热障涂层结构相对简单,制备工艺稳 定成熟,目前已经广泛应用于航空发动机高压涡轮 导向叶片和工作叶片。图 3 所示为典型的电子束物 理气相沉积双层结构热障涂层的截面形貌。外层为 陶瓷层,其厚度一般在 100~300 μm 之间,常用的 陶瓷层材料是 7%~8%Y2O3 稳定的 ZrO2;底层为 粘结层,厚度一般在 50~200 μm,电子束物理气相 沉积粘结层材料主要为 NiCoCrAl-X(X:Y,Hf, Si 等)合金。热障涂层配合气膜冷却技术的使用可 以降低零件表面温度 170 °C 左右[9]。
1 EB-PVD 的工作原理简介
电子束物理气相沉积(EB-PVD)技术是在真 空环境下,利用高能量密度的电子束加热放入水冷 坩埚中的待蒸发材料,使其达到熔融气化状态,并 在偏转磁场作用下蒸发至基板上凝结成涂层的技 术。利用 EB-PVD 方法制备涂层要经过三个步骤:
作者简介:郭洪波(1971-),男,湖南湘潭人,副教授,博士. Email:Guo.hongbo@
50μm
YSZ-Al2O3 Bond coat Substrate
EB-PVD制备热障涂层完整介绍
电子束物理气相沉积(EB-PVD)技术制备热障涂层技术黄升摘要:本文介绍电子束物理气相沉积(EB-PVD)制备热障涂层技术,结合发展历程综述其技术原理、设备构造及工艺特点。
关键词:电子束物理气相沉积(EB-PVD)热障涂层1 引言当今航空涡扇发动机正朝高流量比、高推重比和高涡轮进口温度方向发展,这就使得发动机叶片所承受温度不断升高,据报道目前商用飞机燃气温度达1500 °C、军用飞机燃气温度高达1700 °C[1]。
而当前所使用镍基高温合金最高工作温度只能达到1200 °C,并几乎已达到其使用温度上限,提升空间极其有限。
面对发动机使用的高温障碍,降低发动机叶片温度就成了极其关键的任务。
热障涂层就是一种降温的有效途径(见图1),自20世纪70年代初问世以来[2],受到广泛重视并迅速发展成为高温涂层研究的热点[3-8]。
图1 涡轮叶片承温能力所谓热障涂层(Thermal Barrier Coatings, TBCs)是指由金属缓冲层或者黏结层和耐热性好、隔热性好的陶瓷热保护功能层组成的层合型金属陶瓷复合涂层系统[9]。
一般由具有一定厚度和耐久性的陶瓷涂层、金属粘结层和承受机械载荷的合金组成。
目前根据不同设计要求热障涂层具有如图2所示双层、多层、梯度系统三种结构形式。
图2 热障涂层结构示意图而电子束物理气相沉积(Electron bean-physical vapor deposition EB-PVD)制备热障涂层(TBCs)是在20世纪80年代开发,近年来不断发展成熟起来的新技术,其使用高能电子束加热并汽化陶瓷源,陶瓷蒸汽以原子形式沉积到基体上而形成涂层。
EB-PVD法制备的TBCs涂层表面光洁,有良好的动力学性能;涂层/基体的界面以冶金结合为主,结合力强,稳定性好。
特别是其制备涂层组织为垂直基体表面柱状晶结构,具有很高的应变容限,较热喷涂制备涂层热循环寿命提升巨大。
一种热障涂层及其制备方法

一种热障涂层及其制备方法嘿,你知道吗?在现代工业的大舞台上,有一种超级厉害的东西,那就是热障涂层。
这可不是什么普通的涂层哦,它就像是给金属披上了一件神奇的隔热铠甲。
我有个朋友叫小李,他在一家航空航天企业工作。
有一次,我们聊天的时候,他就跟我大吐苦水。
他说呀,那些航空发动机在高温环境下工作,简直就像在火海里煎熬一样。
发动机的部件,比如涡轮叶片,长时间遭受高温的侵袭,很容易就会损坏,这可怎么办呢?这时候,热障涂层就闪亮登场啦。
那这个热障涂层到底是啥样的呢?它可不是单一的材料组成的。
一般来说,热障涂层是一种多层结构的涂层。
最下面那层,就像是根基一样,要和金属基体紧紧结合在一起。
这一层往往是一种金属粘结层,它就像强力胶水一样,把整个涂层和金属部件牢牢粘住。
然后呢,上面就是陶瓷隔热层啦。
这陶瓷隔热层可就像一个隔热小能手,把高温死死地挡在外面。
我再给你打个比方吧。
你可以把金属部件想象成一个小房子,热障涂层就是房子外面的隔热层和防水层。
金属粘结层就像是给房子打地基,先把隔热层稳稳地固定在房子上,然后陶瓷隔热层就像厚厚的隔热棉,把热量这个调皮的小怪兽挡在外面,不让它钻进房子里捣乱。
那这么厉害的热障涂层是怎么制备出来的呢?这可就是个技术活啦。
我之前认识一个老师傅,他可是制备热障涂层的高手呢。
他告诉我,首先得把金属部件的表面处理得干干净净的,就像你要在墙上画画,得先把墙擦得一尘不染一样。
这个过程就包括去除表面的油污啊、杂质啊之类的东西。
然后呢,就开始制备金属粘结层啦。
这就像在做一件精致的工艺品。
可以用物理气相沉积的方法,比如说电子束物理气相沉积。
把金属材料加热变成蒸汽,然后这些蒸汽就像听话的小士兵一样,一层一层地沉积在金属部件的表面,慢慢地就形成了牢固的金属粘结层。
接着就是制备陶瓷隔热层了。
老师傅说,这里面常用的方法是等离子喷涂。
你看啊,就像把陶瓷材料变成一个个微小的子弹,然后用等离子喷枪把这些“子弹”高速地喷向金属部件的表面。
电子束物理气相沉积制备热障涂层研究进展

电子束物理气相沉积制备热障涂层研究进展孙健;刘书彬;李伟;姜肃猛;宫骏;孙超【摘要】介绍了电子束物理气相沉积设备的主要组成、工作原理和电子束物理气相沉积热障涂层的结构特点,并重点论述了工件转速、工件温度、靶材蒸汽入射角度、工件表面的粗糙度、粘结层预氧化、改性粘结层和双层陶瓷层等对电子束物理气相沉积热障涂层性能的影响.【期刊名称】《装备环境工程》【年(卷),期】2019(016)001【总页数】8页(P前插1-前插2,1-6)【关键词】航空发动机;电子束物理气相沉积;热障涂层;粘结层;工件转速;工件温度【作者】孙健;刘书彬;李伟;姜肃猛;宫骏;孙超【作者单位】中国科学院金属研究所材料表面工程研究部,沈阳 110016;中国科学技术大学材料科学与工程学院,沈阳 110016;中国科学院金属研究所材料表面工程研究部,沈阳 110016;中国科学技术大学材料科学与工程学院,沈阳 110016;中国科学院金属研究所材料表面工程研究部,沈阳 110016;中国科学技术大学材料科学与工程学院,沈阳 110016;中国科学院金属研究所材料表面工程研究部,沈阳 110016;中国科学院金属研究所材料表面工程研究部,沈阳 110016;中国科学技术大学材料科学与工程学院,沈阳 110016;中国科学院金属研究所材料表面工程研究部,沈阳110016;中国科学技术大学材料科学与工程学院,沈阳 110016【正文语种】中文【中图分类】TG178随着航空发动机向着高推重比方向发展,燃烧室的工作温度不断提高,发动机叶片面临更加苛刻的服役环境,对于发动机叶片性能的要求越来越严格。
镍基高温合金叶片的最高使用温度只有1100 ℃,已经无法达到现代航空发动机的使用要求。
因此除了改进高温合金叶片的冷却系统以外,在叶片表面沉积一层热障涂层(TBCs,Thermal Barrier Coatings),可以有效地降低高温合金叶片的温度[1-4]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
热喷涂及电子束物理气相沉积技术在热障涂层制备中的应用*张红松,耿国强,杜可可,张 政(河南工程学院机械工程系,郑州450007)摘要 对常用热障涂层制备技术,包括火焰喷涂、爆炸喷涂、大气等离子喷涂、高能等离子喷涂、超音速等离子喷涂、低压等离子喷涂、溶液注入等离子喷涂及电子束物理气相沉积技术进行了综述。
介绍了上述几种制备技术的原理、工艺特点、存在不足及解决措施。
认为发展爆炸喷涂工艺、溶液注入等离子喷涂工艺与EB 2PVD 工艺及其在新型热障涂层制备中的应用将是热障涂层制备技术研究的重点。
关键词 热障涂层 火焰喷涂 爆炸喷涂 等离子喷涂中图分类号:T G174.4 文献标识码:AApplication of Thermal 2spraying and Electron Beam Physical Vapor DepositionTechnologies on Preparation of Thermal Barrier CoatingsZHANG H ongsong,GENG Guoqiang,DU Keke,ZHANG Zheng(Department of Mechanical Engineering,H enan Institute of Engineer ing,Zhengzhou 450007)Abstr act A few pr epar ation technologies of t her mal bar rier coatings,including flame spraying,detonat ion spr aying,atmospheric plasma spraying,plazjet plasma spraying,supersonic plasma spr aying,low pr essure plasma spr aying,solution precursor plasma spra ying as well as electron beam physical vapor deposition technology ar e sum 2marized r espect ively.T he principles,technical char acter istics,existing short ages and the corr esponding resolving methods of each technology are introduced.It is indicated t hat the development of detonation spraying,solut ion pre 2cursor plasma spr aying,elect ron beam physical vapor deposition as well as their applications for pr epar ation of novel thermal bar rier coatings should be regarded the research emphasis in the fut ur e.Key wor ds ther mal barr ier coatings,f lame spr aying,detonation spraying,plasma spr aying*河南工程学院博士基金(D2007012)张红松:1976年生,博士,讲师,主要从事热障涂层技术的研究 E 2mail:zhs761128@热障涂层(Thermal barrier coat ings,TBCs)是通过特殊的工艺将具有良好隔热性能的陶瓷材料涂到航空发动机的关键热端部件表面得到的一层保护层,厚度一般不超过0.5mm [1]。
该类涂层虽然很薄,却能有效避免航空涡轮发动机热端关键部件与高温燃气的直接接触,从而为发动机热端部件提供有效保护。
由于其优良的性能,热障涂层在航空发动机技术几十年来的发展中获得了广泛应用[2]。
其中涂层制备方法及工艺的研究一直是广大学者关注的焦点。
近几年来,随着航空发动机向高流量比、高涡轮进口温度和高推重比方向的发展,发动机燃气温度进一步提高,使得热障涂层技术显得更加重要,有关涂层制备方法的研究在国内外更加活跃[3,4]。
热喷涂及电子束物理气相沉积技术作为热障涂层常用的2种制备技术,历来备受关注,本文就热障涂层制备所用到的热喷涂方法及电子束物理气相沉积技术进行了综述,并就将来涂层制备技术的发展方向进行了探讨。
1 火焰喷涂1.1 沉积原理火焰热喷涂包括粉末火焰喷涂和丝材火焰喷涂,在制备热障涂层研究中多以粉末喷涂为主。
喷涂中通常使用乙炔和氧组合提供热量,也可以使用甲基乙炔、丙二炔(MPS)、丙烷、氢气或天然气。
喷枪通过气阀引入乙炔和氧气,二者混合后在喷嘴处产生燃烧火焰。
喷枪上设有粉斗或进粉管,利用送粉气流产生的负压抽吸粉末,使粉末随气流进入火焰,在火焰中被加热熔化或软化后,在气流和焰流的作用下喷射到基材表面形成涂层。
1.2 工艺特点及存在不足火焰喷涂可喷涂金属、陶瓷、塑料等材料,应用非常灵活,喷涂设备轻便简单,价格低于其他喷涂设备,经济性好,是目前喷涂技术中使用较广泛的一种方法。
但火焰喷涂也存在明显的不足,如火焰温度低,熔点超过2500e 的材料很难用火焰进行喷涂。
另外,进入火焰及随后飞行中的粉末,由于处在火焰中的位置不同,被加热的程度存在很大的差别,导致部分粉末未熔融、部分粉末仅被软化,从而造成涂层的结合强度及致密性比较低。
此外,火焰中心为氧化性气氛,会加剧金属粉末的氧化程度[5]。
陈文华等采用火焰喷涂技术制备了A l 2O 3/Fe 功能梯度热障涂层、普通纯Al 2O 3热障涂层和带过渡层(Cu )的热障涂层,结果表明,涂层的结合强度分别为5.73MPa、13.21MPa和25.3MPa,3种涂层在900e热冲击7次、12次和16次便出现明显的脱落现象,与等离子喷涂制备的热障涂层相比,该类涂层性能明显偏低[6]。
目前火焰喷涂法已基本被等离子喷涂技术所取代。
2爆炸喷涂2.1沉积原理爆炸喷涂是先将一定比例的氧气和乙炔由供气口送入冷喷枪的燃烧室,经火花塞点火,氧气和乙炔混合气体发生爆炸式燃烧,然后由送粉器将喷涂粉末送入燃烧室,其热能将喷涂粉末加热到一定状态,最后在爆炸冲击波的作用下把粉末颗粒喷向工件表面而形成涂层[7]。
2.2工艺特点爆炸喷涂的主要优点是[8]:(1)涂层结合强度高,达70MPa,对于金属陶瓷涂层可达175MPa,高于一般的火焰涂层和等离子涂层;(2)涂层致密,孔隙率小于1%;(3)涂层硬度高,耐磨性好;(4)爆炸喷涂是脉冲式的,工件每次受热气流冲击时间短,因而喷涂时工件热损伤小;(5)爆炸喷涂涂层粗糙度低,可低于Ra1.6L m,经磨削加工可达Ra0.025L m。
同时,爆炸喷涂不可避免地存在噪声大、效率低、粉尘大等缺点。
爆炸喷涂作为一种新技术,自从1955年被美国联合碳化物公司研制成功并申请专利以来,已得到广泛应用,尤其是在美国、日本和俄罗斯的航空工业上,如高低压压气机叶片、涡轮叶片、轮壳封严槽、齿轮轴、火焰筒外壁、衬套副翼、襟翼滑轨、制动装置等。
2.3存在不足及改进措施由于该技术从问世直至20世纪80年代一直未公开发表,所以国内该类设备很少,目前国内的爆炸喷涂设备主要有3种:(1)北京621所自行研制的1台爆炸喷涂装置,由于开发研制早(20世纪80年代),存在一定的问题;(2)直接按乌克兰图纸在国内制作的2台设备;(3)我国引进乌克兰技术做了一些改进的国产设备,主要是第聂泊23型和捷米顿型2种,已有10余台。
由于受设备的限制,目前国内对爆炸喷涂的涂层尚未进行深入系统的研究。
尤其是爆炸喷涂熔点高的YSZ粉末,由于粉末的高速运动,对粉末加热时间非常短,熔点高的粉末难以完全熔化。
基于上述设备和工艺条件的限制,国内仅有极少数学者对爆炸喷涂制备热障涂层进行了研究。
如武颖娜等采用爆炸喷涂制备了YSZ/NiCrAlY热障涂层,结果表明爆炸涂层硬度是等离子涂层的2倍,同时爆炸涂层的抗氧化性能及抗热冲击性能均比较优良[9],涂层的热导率与等离子涂层相当,低于EB2PV D涂层[10]。
所以,采用爆炸喷涂完全能够制备出性能良好的热障涂层,但目前该方面的研究由于受设备的限制而缺乏系统性,因此要想系统研究爆炸喷涂制备热障涂层,一方面要加大力度研制具有我国自主知识产权的先进爆炸喷涂设备,另一方面要积极吸收引进国外先进技术,对现有爆炸喷涂设备进行升级改造。
3等离子喷涂3.1沉积原理等离子喷涂不仅是目前最常用的制备热障涂层的热喷涂技术,同时也是最早用于制造热障涂层的先进工艺。
它是用等离子体发生器(等离子喷枪)产生等离子体,同时送粉器管中输送的粉末在等离子体焰流中被加热至熔化状态,并高速喷涂在工件表面而形成涂层。
当熔融状态的球形粉末撞击零件表面时,将发生塑性变形,附在工件表面,各颗粒也依次靠塑性变形而相互粘结,随着喷涂时间的延长,工件表面就获得了一定尺寸的喷涂层。
目前用于制备热障涂层的等离子喷涂技术主要包括以下几种形式:(1)常规等离子喷涂,又称为大气等离子喷涂(APS),它是利用氮气和氩气等离子体提供4400~5500e的粉末加热区域,将陶瓷或金属粉末加热至熔融状态,喷向工件表面,粒子变形堆积形成涂层,APS 的功率一般为30~80kW[11]。
(2)高能等离子喷涂的功率范围为100~250kW,等离子体焰流出口温度可达8000e左右。
由于功率大,等离子射流速度高,可使粉末完全熔化,并具有高的粒子碰撞速度。
因此得到的涂层结合强度高、致密、且污染较少[11]。
(3)低压等离子喷涂的功率范围一般为50~ 100kW,低压室压力为10~50kPa。
由于压力低,等离子束径粗而长、速度快、氧含量低,加上基体温度高,所以形成的涂层含氧量低,涂层致密、质量好,但设备相当昂贵[12]。
(4)超音速等离子喷涂(PlazJet)是利用非转移型弧与高速气流混合时出现的/扩展弧0,得到稳定聚集的超音速等离子体焰流进行喷涂的方法[13]。
该方式具有设备投资少、材料来源广、涂层质量好、生产效率高等诸多优点[14]。
最初超音速等离子喷涂的最大功率多为80kW,技术革新的高效能超音速喷枪出现后使功率降低到30~70kW,但涂层的质量明显优于普通等离子涂层,与高能等离子喷涂相当[15,16]。
(5)溶液注入等离子喷涂(SPPS)是将事先配制好的制备热障涂层的溶液在气流作用下,通过雾化喷嘴将其注入等离子体焰流中,溶液微粒在热等离子体中发生一定的物理化学变化,最终在等离子体焰流的加速加热作用下,沉积到基体表面形成涂层[17]。