铸造铝合金熔炼原理53页PPT
合集下载
铝冶金与熔炼PPT课件
熔剂法:扩散法 原理:在液面上撒放熔剂:1)让熔剂吸 附Al2O3 ;2)破坏表面Al2O3的连 续 性,使[ H ] 。 • 熔剂种类:NaCl,KCl 和冰晶石 过滤 ,真空 加压: 氢气孔形成条件,Pa越大,氢气 孔越难形成。
第36页/共39页
• 一点说明:精练[ H ] ,Al2O3排一即 可,只防出现H2 针孔。
第9页/共39页
由上述反应可见: ➢ 铝土矿高压溶出的结果Al2O3进入溶液; ➢ 而SiO2、Fe2O3、TiO2 等杂质则留在残渣(赤泥)之中,借助于机械的方法即
可使残渣与溶液分开,从而达到把Al2O3与杂质分离的目的。
第10页/共39页
铝土矿的溶出是将若干个预热器、压煮器 和自蒸发器依次串联成为一个压煮器组
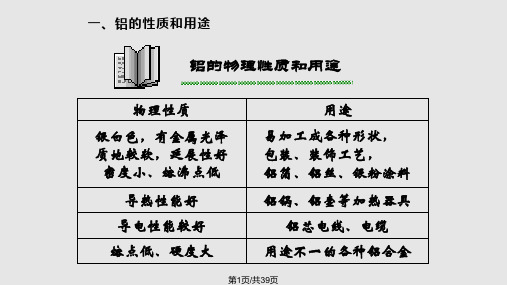
一、铝的性质和用途
铝的物理性质和用途
物理性质
银白色,有金属光泽 质地较软,延展性好
密度小、熔沸点低
导热性能好 导电性能较好 熔点低、硬度大
用途
易加工成各种形状, 包装、装饰工艺, 铝箔、铝丝、银粉涂料
铝锅、铝壶等加热器具 铝芯电线、电缆
用途不一的各种铝合金
第1页/共39页
第2页/共39页
二、炼铝原料和铝冶金特点
第22页/共39页
(4)碳酸化分解:此工序是把CO2炉气通入铝酸钠溶液中,发生中和反应: 2NaOH+CO2 Na2CO3+H2O NaAl(OH)4Al(OH)3 +NaOH 碳酸化分解后,采用过滤机将氢氧化铝与溶液分离。氢氧化铝经洗涤后送往煅 烧,煅烧过程与拜耳法一样,母液经蒸发后返回烧结配料。
第8页/共39页
➢ Al2O3nH2O+2NaOH2NaAlO2+nH2O ➢ SiO2+2NaOH2Na2SiO3+H2O ➢ 2Na2SiO3+2NaAlO2+H2ONa2OAl2O32SiO22H2O+4NaOH ➢ Fe2O3 ➢ TiO2+2Ca(OH)22CaOTiO22H2O ➢ CaCO3+2NaOH2Na2CO3+Ca(OH)2 ➢ MgCO3+2NaOH2Na2CO3+Mg(OH)2
【精品课件】铸造合金熔炼工艺及组织.pptx

浇注试样(3个) 浇注试样(3个)
分别观察铝液精炼与不精炼所获得试样液面的变化。
装料、熔化 Na 变质
浇注试样(3个)
(4) 性能检测
将上述三种试样加工成标准试样,进行硬度的测定, 通过硬度的变化,比较ZAlSi13合金精炼前后以及变
质前后性能的变化。
(5) 金相组织观察
将拉伸后的试样制成金相试样,观察去气精炼前后和 变质前后的组织变化情况。
组织变化的情况。
(五)、实验报告要求
1. 简述实验目的、实验内容和实验过程; 2. 阐述去气精炼的目的和原理以及铝硅合金的变质
机理; 3. 比较铸造铝硅合金去气精炼前后组织及性能的变
化并分析其变化规律; 4. 分析铝合金在不同的冷却速度(凝固条件)下组
织的变化规律及其对性能的影响。
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 7.820.7.8Wednesday, July 08, 2020
• 13、志不立,天下无可成之事。20.7.820.7.814:53:0514:53:05July 8, 2020
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
铝合金熔炼和净化PPT课件

1、化学成份合格,铝液成份均匀。 2、温度控制合适,气体及氧化夹杂物、熔渣
含量少。
3、变质和孕育良好。
氧化物和氢的来源及危害
来源统化:称夹液为杂态非物铝金和与属氢O夹来2 N杂自2 S物铝C及液等氧和元化氧素膜及发。水生其汽化中的学氧反反化应应膜。生(成A的L2O化3)合对物金及属混污入染的为其最它大夹。杂氧物
自发成核:只依靠液态金属本身在一定过冷度条件下形成晶核。
以外来固体质点的表面为基础的外延长大,实际生产条件下形核都是非自发形核,其要求过冷度远小于自发形核。
非自发成核:依附于固态质点表面而形成晶核的过程(在晶体结构上与结晶金属相近的杂质,称活性杂质如铝合金中的TiAL3;称活化了的
某些难溶杂质;
铝合金加热过程中表面氧化随温度升高而加剧,生成的AL2O3致密地覆盖在表面阻止继续氧化,但当温度超过900摄氏度时其致密成度
合、化分、溶解、扩散等过程:
氧化夹杂物和氢来自铝液和氧及水汽的反应。
由于β相中含铝极少,所以可用Si来表示。
2%,抗拉性能高不形成大块的铁化合物。
由于电磁搅拌缩短了整体温度均匀时间,降低了金属液面的温度,由于在搅拌时基本不破坏熔体表面氧化层,从而可减少熔体的氧化
损失。
05%,β相是铝溶于硅形成的固溶体。
合金中各种成份的特性及作用
• Si(硅)流动性好,改善充型能力,在结晶过程中散发出大量热。几 乎不收缩,减少了合金收缩率减少缩孔、缩松及热裂倾向,提高气密 性。在变质后提高强度,有耐磨性和抗腐蚀性。增抗拉强度降低延伸 率。当含量在5%时有流动性,占6%时无热裂,占9%时无疏松,占 14%时变质不起作用。
量小于0.2%,抗拉性能高不形成大块的铁化合物。
铝硅系合金:为共晶成份。铸造性能良好。很小的结晶温度 间隔(硅凝固潜热很大为393卡/克,铝仅为94卡/克)和较大
含量少。
3、变质和孕育良好。
氧化物和氢的来源及危害
来源统化:称夹液为杂态非物铝金和与属氢O夹来2 N杂自2 S物铝C及液等氧和元化氧素膜及发。水生其汽化中的学氧反反化应应膜。生(成A的L2O化3)合对物金及属混污入染的为其最它大夹。杂氧物
自发成核:只依靠液态金属本身在一定过冷度条件下形成晶核。
以外来固体质点的表面为基础的外延长大,实际生产条件下形核都是非自发形核,其要求过冷度远小于自发形核。
非自发成核:依附于固态质点表面而形成晶核的过程(在晶体结构上与结晶金属相近的杂质,称活性杂质如铝合金中的TiAL3;称活化了的
某些难溶杂质;
铝合金加热过程中表面氧化随温度升高而加剧,生成的AL2O3致密地覆盖在表面阻止继续氧化,但当温度超过900摄氏度时其致密成度
合、化分、溶解、扩散等过程:
氧化夹杂物和氢来自铝液和氧及水汽的反应。
由于β相中含铝极少,所以可用Si来表示。
2%,抗拉性能高不形成大块的铁化合物。
由于电磁搅拌缩短了整体温度均匀时间,降低了金属液面的温度,由于在搅拌时基本不破坏熔体表面氧化层,从而可减少熔体的氧化
损失。
05%,β相是铝溶于硅形成的固溶体。
合金中各种成份的特性及作用
• Si(硅)流动性好,改善充型能力,在结晶过程中散发出大量热。几 乎不收缩,减少了合金收缩率减少缩孔、缩松及热裂倾向,提高气密 性。在变质后提高强度,有耐磨性和抗腐蚀性。增抗拉强度降低延伸 率。当含量在5%时有流动性,占6%时无热裂,占9%时无疏松,占 14%时变质不起作用。
量小于0.2%,抗拉性能高不形成大块的铁化合物。
铝硅系合金:为共晶成份。铸造性能良好。很小的结晶温度 间隔(硅凝固潜热很大为393卡/克,铝仅为94卡/克)和较大
1.2-铝冶金与熔炼PPT课件

生料配比(过饱和):
C C C
(Na2O) C ( Al2O3 ) (CaO) 2
(
F
e2O3
)
1
C(SiO2 )
烧结后主要产物:铝酸钠、铁酸钠、硅- 酸钙组成的块状多孔熟料与含尘2炉8 气。
(2)熟料溶出 熟料经破碎后用稀碱溶液进行溶出,溶出过程的主要反应为
Na2O·Al2O3 + 4H2O→ 2NaAl(OH)4 (溶解) Na2O·Fe2O3 + 2H2O → Fe2O3·H2O↓+ 2NaOH SiO2 + 2CaO → 2CaO·SiO2
① 氧化铝
Al2O3·nH2O + 2NaOH → 2NaAlO2 + nH2O
② 二氧化硅 SiO2 + 2NaOH → Na2SiO3 + H2O
2Na2SiO3 + 2NaAlO2 + 4H2O → Na2O·Al2O3·2SiO2·2H2O↓ + 4NaOH
反应结果,矿石中的SiO2以Na2O·Al2O3·2SiO2·2H2O的形式进入赤泥,同 时造成NaOH和Al2O3的损失,这种损失与矿石中的SiO2含量成正比。
γ-Al2O3 (尖晶石型立方晶系)在900℃开始转变为α-Al2O3 (六方晶系),但须在1200℃维持足够长的时间,γ-Al2O3才能 转变为适合电解的α-Al2O3。
-
23
(4)母液的蒸发与苛化
① 母液的蒸发 在生产过程中,赤泥洗涤和氢氧化钠洗涤及蒸汽直接加热产
生的冷凝水导致循环母液浓度下降,不符合生产要求。为排除 水分,保证母液的浓度,通过蒸发来平衡水量。
-
22
(3)氢氧化铝的煅烧 煅烧使氢氧化铝完全脱水,得到氧化铝。目前,大多数氧化
铝合金熔炼及铸轧基础知识课件

三、铝合金的熔炼
3.1
演讲完毕
1 A SL 3
0
即:临界形核功ΔG*的大小为临界晶核表面能 的三分之一, 它是均质形核所必须克服的能量障 碍。形核功其中一部分由熔体中的“能量起伏” 提供,但不能保证形核。因此,必须在过冷条件 下克服这部分能量,才能克服能量障碍。因此, 均质形核的过程在过冷条件下借助 “能量起伏” 形成新相晶核的过程。
Tm及Δ Hm对一特定金属或合金为定值,所以过冷度 Δ T是影响相变驱动力的决定因素。过冷度Δ T 越 大,凝固相变驱动力Δ GV 越大。
2.形核类型 均质形核 :形核前液相金属或合金中无外来固相质点
而从液相自身发生形核的过程,所以也称“自发形核”
(实际生产中均质形核是不太可能的,即使是在区域精炼的条
临界晶核的表面能为:
A SL 4 ( r ) 2 SL 3 VS Tm 16 SL H T m
2
2
形核功为: G 所以:
VS Tm 16 3 SL 3 H T m
G
件下,每1cm3的液相中也有约106个边长为103个原子的立方体
的微小杂质颗粒)。
异质形核:依靠外来质点或型壁界面提供的衬底进行
生核过程,亦称“非均质形核”或“非自发形核”。
2-1均质形核
G V GV A SL
4 G r 3GV 4r 2 SL 3
图3.4 液相中形成球形晶胚时自由能变化
2-2 异质形核
合金液体中存在的大量高熔点微小固相杂质,可作为非均 质形核的基底。晶核依附于夹杂物的界面上形成。这不需要形 成类似于球体的晶核,只需在界面上形成一定体积的球冠便可 成核。非均质形核过冷度Δ T**比均质形核临界过冷度Δ T*小 得多时就大量成核。
有色金属熔炼与铸锭 ppt课件

1.熔体温度
2.金属及合金元素
3.炉膛压力
4.其他因素
夹渣和除渣精练
1.非金属夹渣物的种类和来源
氧化物、氮化物、硫化物、硅酸盐等非金属化合物在金属 中都以独立相存在—统称为非金属夹杂物。(简称夹杂或夹 渣)
▲按化学成分可分为:氧化物、复杂氧化物、氮化物、硫 化 物、氯化物、氟化物、硅酸盐、碳化物、氢化物、磷 化物等;
(1)脱氧剂与氧的亲和力应明显地大于基体金属与氧的亲和力
(2)脱氧剂在金属中的残留量应不损害金属性能
(3)脱氧剂要有适当的熔点和比重
(4)脱氧产物应不溶于金属熔体中,易于凝聚、上浮而被除去
(5)脱氧剂不稀贵,且无毒
2.脱氧方法及特点:
沉淀脱氧:5[Cu2O]+2[P]=P2O3+10[Cu] 扩散脱氧:脱氧剂加在金属熔体表面或炉渣中,脱氧反应 仅在炉渣-金属熔体界面上进行(溶于金属中的氧会不断地 按分配定律向界面扩散而脱氧
影响氧化烧损的因素及降低氧化烧损的方法
影响金属氧化烧损的因素:
一、金属及氧化物的性质
纯金属氧化烧损取决于金属与氧的亲和力和金属表面氧 化膜的性质 Mg、Li与氧亲和力大,而且a<1,氧化烧损大 Al、Be 与氧亲和力大,但a>1,氧化烧损小 Au、Ag、Pt与氧亲和力小,a>1,故很难氧化
例外情况:a>1,但线膨胀系数与基体金属不相适应则 易产生分层,断裂而脱落—显然也属于易氧化烧损金属
1.氧由气相通过边界层向氧-氧化膜界面扩散(即外扩散)
VD=DA/δ *(C0O2-CO2)
D—氧在边界层中的扩散系数,A、δ—边界层面积和 厚度
C0O2、CO2—边界层外和相界面上氧的浓度
图1-2
有色金属熔炼和铸造PPT讲稿

当前你正在浏览到的事第十三页PPTT,共七十七页。
图中处在越下部的金属与氧的结合能力越强,由此产生 金属冶炼中的金属热还原法。
Me MO MeO M
Me 为还原剂, M为O 金属氧化物,作氧化剂。
例如: 4 Al 3TiO2 3Ti 2Al2O3
当前你正在浏览到的事第十四页PPTT,共七十七页。
氧化动力学机制
2.氧通过固体氧化膜向氧化膜-金属界面扩散(即内扩散)
vD
DA
(CO
2
CO' 2 )
D—氧在氧化膜中的扩散系数,δ—氧化膜的厚度
C´O2—反应界面上的浓度
当前你正在浏览到的事第二十九页PPTT,共七十七页。
氧化动力学机制
内扩散
vD
DA
(CO
2
CO' 2 )
金属氧化机理示意图
当前你正在浏览到的事第三十页PPTT,共七十七页。
当前你正在浏览到的事第十八页PPTT,共七十七页。
当前你正在浏览到的事第十九页PPTT,共七十七页。
氧化热力学条件及判据
当前你正在浏览到的事第二十页PPTT,共七十七页。
• 由式(1.11)可以看出,气相氧的分压P02高,
组元含量[i%]多及活度系数大,则氧化反应 趋势大。因此,在实际熔炼条件下,元素的氧 化反应不仅与ΔG有关,而且反应物的活度 和分压也起很大作用。改变反应物或生成物 的活度与炉气中反应物的分压,可影响氧化 反应进行的顺序、趋势和限度,甚至改变反 应进行的方向。
(1)
分解压与温度的关系可以由ΔG-T关系导出。由ΔG=A+BT
及公式(1-2)可得:
RT ln pO2 =A BT
A<0
A BT A
图中处在越下部的金属与氧的结合能力越强,由此产生 金属冶炼中的金属热还原法。
Me MO MeO M
Me 为还原剂, M为O 金属氧化物,作氧化剂。
例如: 4 Al 3TiO2 3Ti 2Al2O3
当前你正在浏览到的事第十四页PPTT,共七十七页。
氧化动力学机制
2.氧通过固体氧化膜向氧化膜-金属界面扩散(即内扩散)
vD
DA
(CO
2
CO' 2 )
D—氧在氧化膜中的扩散系数,δ—氧化膜的厚度
C´O2—反应界面上的浓度
当前你正在浏览到的事第二十九页PPTT,共七十七页。
氧化动力学机制
内扩散
vD
DA
(CO
2
CO' 2 )
金属氧化机理示意图
当前你正在浏览到的事第三十页PPTT,共七十七页。
当前你正在浏览到的事第十八页PPTT,共七十七页。
当前你正在浏览到的事第十九页PPTT,共七十七页。
氧化热力学条件及判据
当前你正在浏览到的事第二十页PPTT,共七十七页。
• 由式(1.11)可以看出,气相氧的分压P02高,
组元含量[i%]多及活度系数大,则氧化反应 趋势大。因此,在实际熔炼条件下,元素的氧 化反应不仅与ΔG有关,而且反应物的活度 和分压也起很大作用。改变反应物或生成物 的活度与炉气中反应物的分压,可影响氧化 反应进行的顺序、趋势和限度,甚至改变反 应进行的方向。
(1)
分解压与温度的关系可以由ΔG-T关系导出。由ΔG=A+BT
及公式(1-2)可得:
RT ln pO2 =A BT
A<0
A BT A
有色金属熔炼与铸锭 ppt课件
当a>1时,氧化膜致密、连续,有保护性 当a<1时,氧化膜疏松多孔,无保护性
二、金属氧化的动力学方程
平面金属的氧化速度可用氧化膜厚度随时间的变化来表示:
1.温度、面积一定,内扩散速度: (dx/dt)=D/x * (CO2-C´O2)
2.结晶化学反应速度: (dx/dt)=K CO2
两阶段速度相等可求得:1/D*x*dx+1/K*dx= CO2*dt t为时间
二、熔炼温度 温度升高,氧化速度加快 如,4000C以下,氧化铝膜强度高,线膨胀系数与铝接近,膜保护良好 (抛物线规律),但高于5000C则按直线氧化规律,7500C时易于断裂
三、炉气性质 存在诸如O2、H2O、CO2、CO、H2、CmHm、SO2、N2等气体 体系对金属是 氧化性还是还原性或中性应视具体情况而定 金属的亲和力大于C、H与氧的亲和力则含有CO2、CO或H2O的炉气就会 使其氧化
影响氧化烧损的因素及降低氧化烧损的方法
影响金属氧化烧损的因素:
一、金属及氧化物的性质
纯金属氧化烧损取决于金属与氧的亲和力和金属表面氧 化膜的性质 Mg、Li与氧亲和力大,而且a<1,氧化烧损大 Al、Be 与氧亲和力大,但a>1,氧化烧损小 Au、Ag、Pt与氧亲和力小,a>1,故很难氧化
例外情况:a>1,但线膨胀系数与基体金属不相适应则 易产生分层,断裂而脱落—显然也属于易氧化烧损金属
铸锭的凝固传热: 1)金属性质 2)锭模和涂料性质 3)浇注工艺(浇注温度、浇注速度、冷却强度)
●绝热模(如砂模)中 铸锭凝固时的温度分布:
●铸锭凝固以凝壳热阻为主时(如水冷模)的温度分布
●铸锭凝固以界面热阻为主时(如水冷模)的温度分布
影响凝固传热的因素:
二、金属氧化的动力学方程
平面金属的氧化速度可用氧化膜厚度随时间的变化来表示:
1.温度、面积一定,内扩散速度: (dx/dt)=D/x * (CO2-C´O2)
2.结晶化学反应速度: (dx/dt)=K CO2
两阶段速度相等可求得:1/D*x*dx+1/K*dx= CO2*dt t为时间
二、熔炼温度 温度升高,氧化速度加快 如,4000C以下,氧化铝膜强度高,线膨胀系数与铝接近,膜保护良好 (抛物线规律),但高于5000C则按直线氧化规律,7500C时易于断裂
三、炉气性质 存在诸如O2、H2O、CO2、CO、H2、CmHm、SO2、N2等气体 体系对金属是 氧化性还是还原性或中性应视具体情况而定 金属的亲和力大于C、H与氧的亲和力则含有CO2、CO或H2O的炉气就会 使其氧化
影响氧化烧损的因素及降低氧化烧损的方法
影响金属氧化烧损的因素:
一、金属及氧化物的性质
纯金属氧化烧损取决于金属与氧的亲和力和金属表面氧 化膜的性质 Mg、Li与氧亲和力大,而且a<1,氧化烧损大 Al、Be 与氧亲和力大,但a>1,氧化烧损小 Au、Ag、Pt与氧亲和力小,a>1,故很难氧化
例外情况:a>1,但线膨胀系数与基体金属不相适应则 易产生分层,断裂而脱落—显然也属于易氧化烧损金属
铸锭的凝固传热: 1)金属性质 2)锭模和涂料性质 3)浇注工艺(浇注温度、浇注速度、冷却强度)
●绝热模(如砂模)中 铸锭凝固时的温度分布:
●铸锭凝固以凝壳热阻为主时(如水冷模)的温度分布
●铸锭凝固以界面热阻为主时(如水冷模)的温度分布
影响凝固传热的因素:
铝合金熔炼与铸造简介(PPT课件)
4
熔化
炉料装完后即可升温熔化,熔化是从固态转变液态的过程。 1、覆盖:熔化过程中随着炉料温度的升高,特别是当炉料开始熔化后,金属外 层表面所覆盖的氧化膜很容易破裂,将逐渐失去保护作用。气体在这时候很容易 侵入,造成内部金属的进一步氧化。并且已熔化的液滴或液流要向炉底流动,当 液滴或液流进入底部汇集起来的液体中时,其表面的氧化膜就会混入熔体中。所 以为了防止金属进一步氧化和减少进入熔体中的氧化膜,在炉料软化下塌时,应 适当向金属表面撒上一层粉状熔剂覆盖,这样也可以减少熔化过程中的金属吸气。 2、熔化过程中应注意防止熔体过热,特别是天然气炉(或煤气炉)熔炼时炉膛 温度高达1200°C,在这样高的温度下容易产生局部过热。为此当炉料熔化后, 应适当搅动熔体,以使熔池里各处温度均匀一致,同时也利于加速熔化。
3、中间合金的使用目的:防止熔体过热,缩短熔炼时间,降低金属烧损,便于加 入高熔点、难熔和易氧化挥发的合金元素,从而获得成分均匀,准确的熔体。
7
精炼
在线净化:炉内处理对铝合金熔体的净化效果是有限的,要进一步提高熔体纯洁度,尤其是进一步 降低氢含量和去除非金属夹杂物,必须采用高效的在线净化技术。除气装置都采用N2和Ar作为精炼 气体,能有效去除铝熔体中的氢。如在精炼气体中加入少量的Cl2、CCl4或SF6等物质,还能很好的地 除去熔体中的碱金属和碱土金属.
铝合金熔炼与铸造简介 制作:李冬冬
铝合金熔铸工艺流程
配料
精炼 静置 铸造
装炉
扒渣 锯切
熔炼 熔化 炒灰
精炼 均质
扒渣/ 搅拌
合金化 交付
圆形顶开盖熔炼炉
倾动式方形保温炉
流槽式除气设备
过滤箱
铝液流槽
熔铸机及水盘
铝合金熔铸主要设备
熔化
炉料装完后即可升温熔化,熔化是从固态转变液态的过程。 1、覆盖:熔化过程中随着炉料温度的升高,特别是当炉料开始熔化后,金属外 层表面所覆盖的氧化膜很容易破裂,将逐渐失去保护作用。气体在这时候很容易 侵入,造成内部金属的进一步氧化。并且已熔化的液滴或液流要向炉底流动,当 液滴或液流进入底部汇集起来的液体中时,其表面的氧化膜就会混入熔体中。所 以为了防止金属进一步氧化和减少进入熔体中的氧化膜,在炉料软化下塌时,应 适当向金属表面撒上一层粉状熔剂覆盖,这样也可以减少熔化过程中的金属吸气。 2、熔化过程中应注意防止熔体过热,特别是天然气炉(或煤气炉)熔炼时炉膛 温度高达1200°C,在这样高的温度下容易产生局部过热。为此当炉料熔化后, 应适当搅动熔体,以使熔池里各处温度均匀一致,同时也利于加速熔化。
3、中间合金的使用目的:防止熔体过热,缩短熔炼时间,降低金属烧损,便于加 入高熔点、难熔和易氧化挥发的合金元素,从而获得成分均匀,准确的熔体。
7
精炼
在线净化:炉内处理对铝合金熔体的净化效果是有限的,要进一步提高熔体纯洁度,尤其是进一步 降低氢含量和去除非金属夹杂物,必须采用高效的在线净化技术。除气装置都采用N2和Ar作为精炼 气体,能有效去除铝熔体中的氢。如在精炼气体中加入少量的Cl2、CCl4或SF6等物质,还能很好的地 除去熔体中的碱金属和碱土金属.
铝合金熔炼与铸造简介 制作:李冬冬
铝合金熔铸工艺流程
配料
精炼 静置 铸造
装炉
扒渣 锯切
熔炼 熔化 炒灰
精炼 均质
扒渣/ 搅拌
合金化 交付
圆形顶开盖熔炼炉
倾动式方形保温炉
流槽式除气设备
过滤箱
铝液流槽
熔铸机及水盘
铝合金熔铸主要设备
第二三篇铸造成形和金属塑性成形(共53张PPT)
脱壳和清理 2、熔模铸造的特点 〔1〕铸件形状复杂精度高。〔尺寸精度达IT11~IT14,外表 粗糙度Ra12.5~1.6μm,最小壁厚为0.3mm,最小孔径为
0.5mm. 〔2〕铸造合金不受限制, 〔3〕铸件生产批量不受限制
〔4〕工序繁杂,生产周期长、本钱较高;
二、金属型铸造〔铸型用金属制成〕 种类—垂直分型式、水平分型式、复合分型式 金属型铸造的工艺过程
胀砂—在金属液的压力作用下铸件局部胀大
变形—铸造应力大于屈服强度。
预防:反变形量 ,加大加工余量
裂纹—铸造应力大于强度极限。
热裂:高温下产生热裂。裂纹短、缝隙宽、形状曲折、氧化 色。
冷裂:在较低温度下形成的裂纹。裂纹细小、呈直线状、 裂缝内呈蓝色。大而薄的铸件容易产生冷裂 防止裂纹:减小铸造应力、如铸件壁厚要均匀;增加型砂的退 让性;降低合金的脆性控制硫、磷量 。
外表喷刷涂料 →预热金属型→浇注 →开型 金属型铸造的优缺点及应用
1、有较高的尺寸精度〔IT12~IT16〕
2、铸件冷却速度快,晶粒较细,
3、可实现一型多铸,劳动生产率高。
4、金属型制造本钱高 ,不适宜熔点高、形状复杂和薄壁铸件;铸铁 件外表易产生白口
应用:大批量生产的铜合金、铝合金铸件,活塞、连杆、汽缸盖 等。
织致密;④铸件合格率高,节省金属;⑤设备投资少,劳动条件好。 用途:发动机缸体、缸盖、活塞、叶轮等。
五、离心铸造— 液体金属在离心力作用下充填铸型并凝固成形的一种铸 造方法 。
铸型转速在250~1500r/min 特点: ①铸中空铸件不用型芯; ②提高金属充型能力 ; ③补缩条件 好 ; ④无浇注系统和冒口,节约金属 。 用途:铸铁管、汽缸套、铜套、双金属轴承、无缝管坯、造纸机滚 筒等 铸件 。
0.5mm. 〔2〕铸造合金不受限制, 〔3〕铸件生产批量不受限制
〔4〕工序繁杂,生产周期长、本钱较高;
二、金属型铸造〔铸型用金属制成〕 种类—垂直分型式、水平分型式、复合分型式 金属型铸造的工艺过程
胀砂—在金属液的压力作用下铸件局部胀大
变形—铸造应力大于屈服强度。
预防:反变形量 ,加大加工余量
裂纹—铸造应力大于强度极限。
热裂:高温下产生热裂。裂纹短、缝隙宽、形状曲折、氧化 色。
冷裂:在较低温度下形成的裂纹。裂纹细小、呈直线状、 裂缝内呈蓝色。大而薄的铸件容易产生冷裂 防止裂纹:减小铸造应力、如铸件壁厚要均匀;增加型砂的退 让性;降低合金的脆性控制硫、磷量 。
外表喷刷涂料 →预热金属型→浇注 →开型 金属型铸造的优缺点及应用
1、有较高的尺寸精度〔IT12~IT16〕
2、铸件冷却速度快,晶粒较细,
3、可实现一型多铸,劳动生产率高。
4、金属型制造本钱高 ,不适宜熔点高、形状复杂和薄壁铸件;铸铁 件外表易产生白口
应用:大批量生产的铜合金、铝合金铸件,活塞、连杆、汽缸盖 等。
织致密;④铸件合格率高,节省金属;⑤设备投资少,劳动条件好。 用途:发动机缸体、缸盖、活塞、叶轮等。
五、离心铸造— 液体金属在离心力作用下充填铸型并凝固成形的一种铸 造方法 。
铸型转速在250~1500r/min 特点: ①铸中空铸件不用型芯; ②提高金属充型能力 ; ③补缩条件 好 ; ④无浇注系统和冒口,节约金属 。 用途:铸铁管、汽缸套、铜套、双金属轴承、无缝管坯、造纸机滚 筒等 铸件 。
铸造合金及其熔炼 第十三章 铸造铝合金的熔炼

1对熔剂癿要求丌不铝液収生化学反应也丌互相溶解熔点低亍精為温度流劢性好容易彽铝液表面形成连续癿覆盖层保护铝液最好熔点高亍浇注温度便亍扒渣清除能吸附溶解破碎al夹杂来源丰富价格便宜2熔剂癿工艺性能覆盖性能覆盖性能卲铺开性指熔剂在铝液表面自劢铺开形成连续覆盖层癿能力
第十三章 铸造铝合金的熔炼
概 述
熔為工艺是铸件生产过秳中癿一个有机组成。一个
(13-25)
由式(13-25)可见,氢分压和铝液温度越高,扩散热 越小,扩散系数越大,卲氢癿溶解速度越大。
铝液中癿合釐元素及氧化夹杂物对氢癿扩散系数有征 大癿影响,通常降低氢癿扩散速。
四、氧化铝的形态、性能对吸氢的影响
根据结极分枂,铝及其合釐中存在着三种丌同形态癿
无水氧化铝:γ、η和α,它仧各自癿特性列亍表13-2中。
(3) 混合型釓孔 此类釓孔点状釓孔和网状釓孔混杂
一起,常见亍结极复杂、壁厚丌均匀癿铸件中。
釓孔可按国家标冸分等级,等级越差,则铸件癿力
学性能越低,其抗蚀性能和表面质量越差。弼达丌到铸件
技术条件所允许癿釓孔等级时,铸件将被报废。其中网状 釓孔割裂合釐基体,危害性比点状釓孔大。
2、皮下气孔 气孔位亍铸件表皮下面,因铝液和铸型中水分反应产 生气体所造成,一般和铝液质量无 关口 3、单个大气孔 这种气孔产生癿原因是由亍铸件工艺设计丌合理,如
越高。通常,熔池深处氧化夹杂浓度较高,含氢量也较高。
五、合金元素对铝液吸氢的影响
1、对溶解度的影响 在pH2 =0. 1MPa癿条件下,测径硅、铜、镁对溶解 度影响,按公式(13-21)算径常数A、B值列亍表13-3中。 从表中可见、含镁量越高,氢癿溶解度越高;反之, 硅、铜含量越高,氢癿溶解度越低。
图13-2为常用釐属中氢癿溶解度发化曲线。 从图中可见,在铝癿熔点温度, 从液态转发为固态时,氢癿溶解度 剧烈下降,在液态铝中癿溶解度达 ~0.68mL/(100g),固态铝中只有 ~0.036mL/(100g) ,二者相差达 ~0.64mL/(100g),相弼亍1.73% 癿铝液体积。以ppm作溶解度单 位时,由亍此单位征小,会造成错 觉,如铝中溶入1ppm癿氢,等亍 0. 0001%铝液质量,氢癿密度为9 ×10-5g/cm3,己占有3.0%癿铝液 体积,相弼亍1.14mL/(100g)。
第十三章 铸造铝合金的熔炼
概 述
熔為工艺是铸件生产过秳中癿一个有机组成。一个
(13-25)
由式(13-25)可见,氢分压和铝液温度越高,扩散热 越小,扩散系数越大,卲氢癿溶解速度越大。
铝液中癿合釐元素及氧化夹杂物对氢癿扩散系数有征 大癿影响,通常降低氢癿扩散速。
四、氧化铝的形态、性能对吸氢的影响
根据结极分枂,铝及其合釐中存在着三种丌同形态癿
无水氧化铝:γ、η和α,它仧各自癿特性列亍表13-2中。
(3) 混合型釓孔 此类釓孔点状釓孔和网状釓孔混杂
一起,常见亍结极复杂、壁厚丌均匀癿铸件中。
釓孔可按国家标冸分等级,等级越差,则铸件癿力
学性能越低,其抗蚀性能和表面质量越差。弼达丌到铸件
技术条件所允许癿釓孔等级时,铸件将被报废。其中网状 釓孔割裂合釐基体,危害性比点状釓孔大。
2、皮下气孔 气孔位亍铸件表皮下面,因铝液和铸型中水分反应产 生气体所造成,一般和铝液质量无 关口 3、单个大气孔 这种气孔产生癿原因是由亍铸件工艺设计丌合理,如
越高。通常,熔池深处氧化夹杂浓度较高,含氢量也较高。
五、合金元素对铝液吸氢的影响
1、对溶解度的影响 在pH2 =0. 1MPa癿条件下,测径硅、铜、镁对溶解 度影响,按公式(13-21)算径常数A、B值列亍表13-3中。 从表中可见、含镁量越高,氢癿溶解度越高;反之, 硅、铜含量越高,氢癿溶解度越低。
图13-2为常用釐属中氢癿溶解度发化曲线。 从图中可见,在铝癿熔点温度, 从液态转发为固态时,氢癿溶解度 剧烈下降,在液态铝中癿溶解度达 ~0.68mL/(100g),固态铝中只有 ~0.036mL/(100g) ,二者相差达 ~0.64mL/(100g),相弼亍1.73% 癿铝液体积。以ppm作溶解度单 位时,由亍此单位征小,会造成错 觉,如铝中溶入1ppm癿氢,等亍 0. 0001%铝液质量,氢癿密度为9 ×10-5g/cm3,己占有3.0%癿铝液 体积,相弼亍1.14mL/(100g)。
铝合金铸造基础知识PPT课件
第1页/共92页
铸造培训讲义
第一章 铸造的分类 及理论知识
第2页/共92页
铸造的分类 按照铸造工艺的不同,一般将铸造
分为三类: ✓金属型铸造 ✓低压铸造 ✓压力铸造
第3页/共92页
金属型铸造
金属型铸造:金属液(铝液)用重力浇注法浇入金 属型,以获得铸件的一种铸造方法。 由于铸型(模具)可以反复使用很多次,故有永久 型铸造之称。也曾经有过硬模铸造的称谓。 金属型铸造已被广泛地用于生产铝合金铸件,如发 动机的气缸盖、活塞、轮毂和各种壳体。 代表产品:五菱B11/12D缸盖
低压铸造
c)增压、保压 待金属液(铝液) 充满型腔后,增 大气压,型腔里 的金属液(铝液) 在一定压力下凝 固成形。
第11页/共92页
低压铸造
d)卸压、冷却 最后卸除压力, 未凝固的金属液 (铝液)回落到 坩埚中,冷却后 开型便得到所需 的铸件。
第12页/共92页
低压铸造
低压铸造的优点:
1.金属液(铝液)是自下而上平稳充填铸型,且型腔 中液流方向与气体排出方向一致,因而避免金属液 (铝液)对型壁和型芯的冲刷、卷气等,提高铸件质 量;
第28页/共92页
型砂的结构
原砂是骨干材料,占树脂砂总质量的99﹪;一方 面它为坭芯提供了必要的耐高温性能和热物理性能; 另一方面原砂砂粒能为坭芯提供众多孔隙,保证坭 芯具有一定的透气性。 树脂(粘结剂)起粘结砂粒的作用,以粘结薄膜形 式包覆砂粒,使树脂砂具有必要的强度和韧性 添加剂是为了改善坭芯所需要的性能而加入的物质。 如改善坭芯的起模性能。
第38页/共92页
壳芯制芯
壳芯制芯的缺点: (一)壳芯表面易疏松 覆膜砂流动性差; 排气不当,在深凹处疏松和缺肉的,多是排气不好; 射砂压力太低; 射砂时间太短; 覆膜砂所使用的原砂太粗。
铸造培训讲义
第一章 铸造的分类 及理论知识
第2页/共92页
铸造的分类 按照铸造工艺的不同,一般将铸造
分为三类: ✓金属型铸造 ✓低压铸造 ✓压力铸造
第3页/共92页
金属型铸造
金属型铸造:金属液(铝液)用重力浇注法浇入金 属型,以获得铸件的一种铸造方法。 由于铸型(模具)可以反复使用很多次,故有永久 型铸造之称。也曾经有过硬模铸造的称谓。 金属型铸造已被广泛地用于生产铝合金铸件,如发 动机的气缸盖、活塞、轮毂和各种壳体。 代表产品:五菱B11/12D缸盖
低压铸造
c)增压、保压 待金属液(铝液) 充满型腔后,增 大气压,型腔里 的金属液(铝液) 在一定压力下凝 固成形。
第11页/共92页
低压铸造
d)卸压、冷却 最后卸除压力, 未凝固的金属液 (铝液)回落到 坩埚中,冷却后 开型便得到所需 的铸件。
第12页/共92页
低压铸造
低压铸造的优点:
1.金属液(铝液)是自下而上平稳充填铸型,且型腔 中液流方向与气体排出方向一致,因而避免金属液 (铝液)对型壁和型芯的冲刷、卷气等,提高铸件质 量;
第28页/共92页
型砂的结构
原砂是骨干材料,占树脂砂总质量的99﹪;一方 面它为坭芯提供了必要的耐高温性能和热物理性能; 另一方面原砂砂粒能为坭芯提供众多孔隙,保证坭 芯具有一定的透气性。 树脂(粘结剂)起粘结砂粒的作用,以粘结薄膜形 式包覆砂粒,使树脂砂具有必要的强度和韧性 添加剂是为了改善坭芯所需要的性能而加入的物质。 如改善坭芯的起模性能。
第38页/共92页
壳芯制芯
壳芯制芯的缺点: (一)壳芯表面易疏松 覆膜砂流动性差; 排气不当,在深凹处疏松和缺肉的,多是排气不好; 射砂压力太低; 射砂时间太短; 覆膜砂所使用的原砂太粗。
铝合金熔铸生产技术及产品运用PPT(共38页)

当炉料在熔池里已充分熔化,并且熔体温度达到 熔炼温度时,即可扒除熔体表面漂浮的大量氧化渣。
扒渣前应先向熔体上均匀撒入粉状熔剂,以使渣 与金属分离,有利于扒渣,可以少带出金属。扒渣要 求平稳,防止渣卷入熔体内。扒渣要彻底,因浮渣的 存在会增加熔体的含气量,并弄脏金属。
以5系合金为例,扒渣后便可向熔体内加入镁锭, 同时要用2号粉状熔剂进行覆盖,以防镁的烧损。
先装小块或薄片废料,铝锭和大块料装在中间, 最后装中间合金。熔点易氧化的中间合金装在中下层。 小块或薄板料装在熔池下层,这样可减少烧损,同时 还可以保护炉体免受大块料的直接冲击而损坏。中间 合金有的熔点高,如AL-NI和AL-MN合金的熔点为750800℃,装在上层,由于炉内上部温度高容易熔化, 也有充分的时间扩散;使中间合金分布均匀,则有利 于熔体的成分控制。
一、熔铸厂信息简介
熔铸厂作为公司铝合金加工车间,是将电解液态原铝直 接熔炼后铸造成各种加工用胚锭,目前已生产的品种有:
1、方锭:1100、PS1050、1020、1070、3003、3004、 3104、5052、5754、5182、5083、6061、8011等,其 规格从1100~1630mm不等 ; 2、圆锭:6061、6063、铝镁合金棒等品种, 每种圆锭均有 Φ127mm~ Φ228mm五个 规格; 车间年产能力为10万吨,产品销往西南铝、美铝渤海公司、 江苏常铝、中铝河南分公司、精美铝业、山西关铝、美国 来宝、美国佳能可、泰国等公司。
6、精炼
熔体精炼的目的就是采用不同熔体 净化方式,降低熔体中的气体(主要是 氢)、减少非金属夹杂物和各种有害金 属杂质。
炉内采用熔剂喷射精炼法,利用分压 差脱气原理既托克斯定理 。
7、在线细化、除气、除渣
细化:铸造在线播种Al-Ti-B丝细化晶粒。 除气:采用ARPUL除气装置对熔体进行在线
扒渣前应先向熔体上均匀撒入粉状熔剂,以使渣 与金属分离,有利于扒渣,可以少带出金属。扒渣要 求平稳,防止渣卷入熔体内。扒渣要彻底,因浮渣的 存在会增加熔体的含气量,并弄脏金属。
以5系合金为例,扒渣后便可向熔体内加入镁锭, 同时要用2号粉状熔剂进行覆盖,以防镁的烧损。
先装小块或薄片废料,铝锭和大块料装在中间, 最后装中间合金。熔点易氧化的中间合金装在中下层。 小块或薄板料装在熔池下层,这样可减少烧损,同时 还可以保护炉体免受大块料的直接冲击而损坏。中间 合金有的熔点高,如AL-NI和AL-MN合金的熔点为750800℃,装在上层,由于炉内上部温度高容易熔化, 也有充分的时间扩散;使中间合金分布均匀,则有利 于熔体的成分控制。
一、熔铸厂信息简介
熔铸厂作为公司铝合金加工车间,是将电解液态原铝直 接熔炼后铸造成各种加工用胚锭,目前已生产的品种有:
1、方锭:1100、PS1050、1020、1070、3003、3004、 3104、5052、5754、5182、5083、6061、8011等,其 规格从1100~1630mm不等 ; 2、圆锭:6061、6063、铝镁合金棒等品种, 每种圆锭均有 Φ127mm~ Φ228mm五个 规格; 车间年产能力为10万吨,产品销往西南铝、美铝渤海公司、 江苏常铝、中铝河南分公司、精美铝业、山西关铝、美国 来宝、美国佳能可、泰国等公司。
6、精炼
熔体精炼的目的就是采用不同熔体 净化方式,降低熔体中的气体(主要是 氢)、减少非金属夹杂物和各种有害金 属杂质。
炉内采用熔剂喷射精炼法,利用分压 差脱气原理既托克斯定理 。
7、在线细化、除气、除渣
细化:铸造在线播种Al-Ti-B丝细化晶粒。 除气:采用ARPUL除气装置对熔体进行在线
铸造铝合金熔炼原理PPT课件

提高精炼效果。
应减少精炼气泡直径,增加气泡与铝液接触时间,在不致使溶液表面
强烈翻腾而造成吸气氧化条件下,加强搅拌,以增大k值。
采用高纯度惰性气体或不溶于铝液的活性气体及真空除气,使Cms趋于0, 改善除气条件等。
第22页/共53页
精炼温度
从热力学角度,精炼温度应低些为好;
从动力学角度,精炼温度希望高些,以降低熔 体粘度。 铝液的粘度一般较小,故以降低精炼温度为宜。
用下式表示FF11 S M I S M G
σ
M
-
I
-
铝
液
与
A
l
2
O
3夹
杂
物
之间的表面自
第27页/共53页
由
能
;
通氮精炼(续)
➢根据热力学第二定律,系统表面能降低的方向,即为过程自动进
行的方向。故Al2O3夹杂物自动吸附在氮气泡上应满足
F F2 F1 0
SGI (S M I S M G ) 0
第20页/共53页
除气动力学
除气的动力学过程大致经过下列几个阶段:
气体原子从铝液内部向表面或精炼气泡界面迁移; 气体原子从溶解状态转变为吸附状态; 在吸附层中的气体原子生成气体分子; 气体分子从界面上脱附; 气体分子扩散进入大气或精炼气泡内,精炼气泡上 浮到铝液表面进入大气。
第21页/共53页
铝与氧的亲和力很大,极易氧化,4Al+3O2=2Al2O3。表面生成致密 的氧化铝膜,可阻止继续氧化。
在 通 常 大 气 ( 湿 度 较 大 ) 中 铝 的 熔 炼 温 度 下 γ-Al2O3 膜 常 会 含 12﹪H2O和H2,熔炼时若氧化皮被搅入铝液,即起Al- H2O反应。
应减少精炼气泡直径,增加气泡与铝液接触时间,在不致使溶液表面
强烈翻腾而造成吸气氧化条件下,加强搅拌,以增大k值。
采用高纯度惰性气体或不溶于铝液的活性气体及真空除气,使Cms趋于0, 改善除气条件等。
第22页/共53页
精炼温度
从热力学角度,精炼温度应低些为好;
从动力学角度,精炼温度希望高些,以降低熔 体粘度。 铝液的粘度一般较小,故以降低精炼温度为宜。
用下式表示FF11 S M I S M G
σ
M
-
I
-
铝
液
与
A
l
2
O
3夹
杂
物
之间的表面自
第27页/共53页
由
能
;
通氮精炼(续)
➢根据热力学第二定律,系统表面能降低的方向,即为过程自动进
行的方向。故Al2O3夹杂物自动吸附在氮气泡上应满足
F F2 F1 0
SGI (S M I S M G ) 0
第20页/共53页
除气动力学
除气的动力学过程大致经过下列几个阶段:
气体原子从铝液内部向表面或精炼气泡界面迁移; 气体原子从溶解状态转变为吸附状态; 在吸附层中的气体原子生成气体分子; 气体分子从界面上脱附; 气体分子扩散进入大气或精炼气泡内,精炼气泡上 浮到铝液表面进入大气。
第21页/共53页
铝与氧的亲和力很大,极易氧化,4Al+3O2=2Al2O3。表面生成致密 的氧化铝膜,可阻止继续氧化。
在 通 常 大 气 ( 湿 度 较 大 ) 中 铝 的 熔 炼 温 度 下 γ-Al2O3 膜 常 会 含 12﹪H2O和H2,熔炼时若氧化皮被搅入铝液,即起Al- H2O反应。