FARO激光跟踪仪案例一
faro激光跟踪仪工作原理解析资料讲解
激光跟踪仪在飞机型面测量中的应用
飞机在部装和总装过程中需要检测的几何参数 主要包括轴线偏斜度、定位装置的角度偏差、距离、 平行度、垂直度以及部件外形孥日。这些几何参数 的计算是通过对一些几何元素(如点、线、型面等) 的测量得到的。这些几何元素的测量可直接由激光 跟踪仪完成,通过把CAD模型或理论数值和实际测 量值作对比来实现。激光跟踪仪测量系统测量型面 操作步骤分为三部分。第一步是测前准备工作,第 二部分是建立工装坐标系,第三步是在工装坐标系 下测量型面隔。这三部分内容既有联系又各自独立, 三部分工作可以连续进行,也可以分段进行。下面 对每—个操作步骤及操作中要注意的事项作详细的 介绍。
faro激光跟踪仪工作原理解析
激光干涉仪
从激光器发出的光束,经扩束准直后由分光镜 分为两路,并分别从固定反射镜和可动反射镜反射 回来会合在分光镜上而产生干涉条纹。当可动反射 镜移动时,干涉条纹的光强变化由接受器中的光电 转换元件和电子线路等转换为电脉冲信号,经整形、 放大后输入可逆计数器计算出总脉冲数,再由电子 计算机按计算式式中λ为 激光波长(N 为电脉冲总数), 算出可动反射镜的位移量L。使用单频激光干涉仪 时,要求周围大气处于稳定状态,各种空气湍流都 会引起直流电平变化而影响测量结果 。
6
全机水平测量数据处理及结果验证
在全机水平测量前, 首先要查出全机水 平测量点理论坐标值, 一般以飞机水平基准线、 对称轴线为基准, 以机头位置或对称轴线上其 他位置为起始原点, 建立水平测量点相对于水 平基准线和对称轴线下的理论空间坐标系, 然 后把实际测得标点坐标通过系统计算, 得出实 际测量值与理论值之间的差异,从而得到标点 的偏离情况, 同时, 计算出全机大部件的安装 角、倾斜角等。
7
FARO激光跟踪仪

FARO Laser Tracker/LaserTracker/cnFARO激光跟踪仪简介应对测量挑战全世界的客户都信赖FARO激光跟踪仪,并利用它来应对日常的测量挑战以及过去无法解决的复杂难题。
重新定义效率FARO激光跟踪仪在设备校准、设备安装、部件检测、工装建造与设置、制造与装配集成和逆向工程等应用领域都缔造了突破性的效率。
增加产量通过提高工作速度、缩短停工时间、消除昂贵的废料以及获得精确、一致和值得报告的测量数据,许多公司节省了数百万美元的费用。
提供优质产品利用FARO激光跟踪仪,您可以制造出更具竞争力的产品,加快实施产品改进计划并为当今的技术市场提供高性能的产品。
三维测量两个角度编码器会测量俯仰角度和旋转角度,同时利用高精度的绝对测距仪来确定靶标的 三维位置。
该位置在软件中显示为X,Y 和 Z 值。
跟踪靶标将激光束平行反射回来,但反射回来的激光束返回至跟踪仪时会发生偏移,这时位置探测器(PSD)将计算出反射与入射两道光束之间的偏移量。
伺服电机会不断地 (每秒数千次)调整跟踪仪的跟踪头, 将两道光束之间的偏移量降至最小,从而实现高速、动态的测量。
实际应用校准• 比传统方法更准确、更省时• 重复性测量,合理的趋于失真• 通过实时测量来确定公差和验证设计逆向工程• 获取高精度的数字化扫描数据• 不再需要硬件母版工装建造• 全程精确测试(确保部件达到最高的装配标准)• 验证工装的尺寸完整性和可重复性(确定或预先防范工装缺陷)零件检测• 将复杂的几何结构、曲面和特征位置与标称数据进行比较• 不需要移动工件到固定的检测工具中• 减少生产废料和不合格产品带来的损失设备安装• 安放/调平床身• 防止机床在磨合期运行时造成的损坏• 降低设备上的零件磨损和撕裂制造与装配集成• 实时获取关键的定位反馈• 设置移动部件的标称坐标• 在移动过程中动态地持续测量,以提供定位点的数据FARO Laser Tracker Vantage小型、轻量化设计Vantage是FARO所制造的体积最小、重量最轻的激光跟踪仪,不仅具有极佳的易用性,而且便于在不同的工作地点之间进行运输。
激光跟踪仪PPT幻灯片课件

测量பைடு நூலகம்围及参数
• 水平转角: 640°(± 320°)
• 垂直转角: +80°~ -60°
• 测量距离(IFM&ADM): > 60米
• 角度分辨率: ±0.07 "
• 加速度:
>2 g
• 最大跟踪速度:
>3 m/s
• 电子水平仪精度: ±2 "
9
三维空间测量精度
• 静态: 5ppm(5µ m/m)
最大角速度:180º/s(π rad/s)
6
距离测量性能
•分辨率:0.5µm/m •采样速率:16,000/s •精度(MPE):16µm+0.8µm/m
•最大径向加速度:30m/s 2,
最大径向速度:大于25m/s
7
API公司
• 美国自动精密工程公司(automated precision Inc.)。API公司在国际精密测量 领域享有很高的声誉。
坐标轴的偏转角 ,, 来确定。
24
位姿特性
• 位姿精确度 • 位姿重复性
25
其他测位姿特性方法
• 多激光跟踪干涉仪法(位置)
26
其他测位姿特性方法
• 超声三边测量法 • 机器人在三维空间中的位置用三个固定的
超声话筒得到的距离可以得到,超声话筒 接收装在机器人上的声源发出的超声脉冲 串。 • 如果机器人有三个独立的声源,并且每个 话筒能检测到来自三个声源的脉冲串,就 能检测到机器人的姿态。
倾斜角±45,°俯仰角 ±45°,旋转角 360° •电池供电无线操作,提高了工作效率 •与其他类似仪器相比,它尺寸更小、重量更轻、使用更方
便
17
三家公司产品主要性能比较
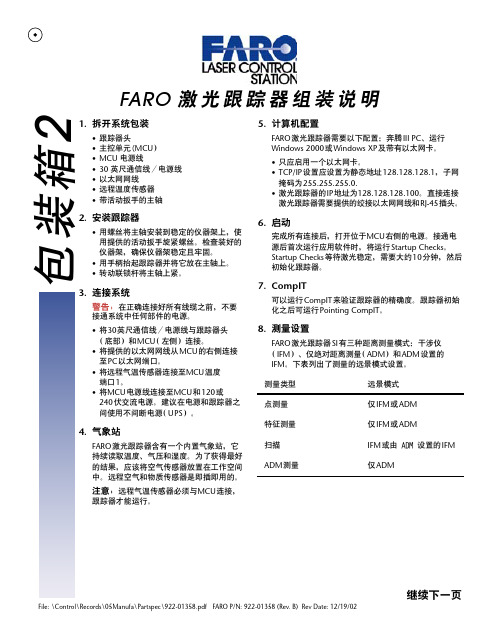
激光跟踪仪组装说明
如果红色指示灯持续闪烁超过15 分钟,则检查 PC 与 MCU 电源 开关旁的端口之间的以太网网线 连接。 可使用 IFM 模式或 ADM 设置的� IFM 模式进行扫描。 当将跟踪器设置为 ADM 模式时, 建议每小时运行一次 Home 命令。
应使用哪一种远景模式进行 扫描? 当将跟踪器设置为 ADM 模式时,应多长时间运行 一次 Home 命令?
2. 安装跟踪器
• 用螺丝将主轴安装到稳定的仪器架上,使 用提供的活动扳手旋紧螺丝。检查装好的 仪器架,确保仪器架稳定且牢固。� • 用手柄抬起跟踪器并将它放在主轴上。 • 转动联锁杆将主轴上紧。
6. 启动
完成所有连接后,打开位于MCU 右侧的电源。接通电 源后首次运行应用软件时,将运行 Startup Checks。 Startup Checks 等待激光稳定,需要大约 10 分钟,然后 初始化跟踪器。
3. 连接系统
警告:在正确连接好所有线缆之前,不要
接通系统中任何部件的电源。 • 将 30 英尺通信线/电源线与跟踪器头 ( 底部)和 MCU ( 左侧)连接。 • 将提供的以太网网线从 MCU 的右侧连接 至 PC 以太网端口。 • 将远程气温传感器连接至MCU 温度 端口 1。 • 将MCU 电源线连接至MCU 和 120 或 240 伏交流电源。建议在电源和跟踪器之 间使用不间断电源( UPS)。
FARO 激 光 跟 踪 器 组 装 说 明
包装箱2
1. 拆开系统包装
• • • • • • • 跟踪器头 主控单元(MCU) MCU 电源线 30 英尺通信线/电源线 以太网网线 远程温度传感器 带活动扳手的主轴
5. 计算机配置
FARO 激光跟踪器需要以下配置:奔腾 III PC、运行� Windows 2000 或 Windows XP 及带有以太网卡。 • 只应启用一个以太网卡。 • TCP/IP 设置应设置为静态地址 128.128.128.1,子网 掩码为 255.255.255.0. • 激光跟踪器的 IP 地址为128.128.128.100。直接连接 激光跟踪器需要提供的绞接以太网网线和 RJ-45 插头。
FARO ARM便携式三坐标测量臂的应用-登望科技110101

FARO ARM便携式三坐标测量臂的应用1. 法如公司简介法如(FARO)创立于1981年,企业总部位于美国佛罗里达州的奥兰多市,从创立以来致力于便携式测量系统的研发、制造和服务,产品包括:测量机、测量臂、激光跟踪仪、激光扫描仪、3D扫描仪。
作为便携式测量系统的世界领先者,迄今为止,法如在全球安装超过2万台设备,广泛应用于夹具、检具、模具、整机外型及零部件检测、CAD数模对比、逆向工程等等领域。
小至螺丝钉,大至飞机建筑物等,均可在FARO的产品线里,找到合适的量测设备。
法如于2004年2月在上海成立中国分公司,在北京、广州、成都、长春、西安、长沙等地设有服务点,同时在上海建有用户体验中心、校准及标定实验室、技术服务中心、配件及备机仓库。
2. FARO ARM测量臂介绍当您正在费尽心思为无法将大型工件搬上固定式三坐标的大理石平台去测量而束手无策时;当您面对一大堆量具、量规却仍感到无法满足测量要求时;当您正抱怨测量机的死角让你无法满足测试要求时;当您正无耐将工件反复搬运到测量间而浪费时间时;当您觉得一台测量仪器重复性很差而无法信任它的精度稳定性时;FARO便携式三维柔性测量臂是您的最佳选择!FARO便携式三坐标测量臂的精度高达0.024mm,使传统CMM、手工工具和其它便携式检查设备难以匹配。
现在您可在任何地方对部件、固定设备及组件进行精密检查、逆向工程或执行CAD至部件分析。
如果您将该精度与其可修改的3D测量技术和定制零培训软件工具(带或不带 CAD)结合起来, FARO测量臂将是需要 GD&T和 SPC(Statistical Process Control 统计过程控制)输出的成型、铸模、制造、铸造及装配设备的理想解决方案。
此外,它还具备真正的便携性能和改进的生物工程技术。
事实上,超负荷传感器可防止用户使手臂超载,从而确保测量的精确性,使其成为“唯一有感觉的测量臂”。
FARO Arm测量系统,是全球第一套个人化坐标量测系统,也是行业中首选的携带式三坐标测量系统正满足您就地安装使用的需求。
1Faro 跟踪仪的基本操作与规范
Faro 跟踪仪的补偿和使用步骤一、Faro跟踪仪的补偿概述:如所有其它高精度仪器一样,必须定期检查 FARO 激光跟踪器。
补偿在必要时能够测试跟踪器和调节参数。
补偿能够修正激光跟踪器的误差,在跟踪器交付后或受到碰撞后需要进行现场补偿操作。
1.自动补偿自动补偿是一种完全自动化程序,也是补偿跟踪器的主要方法。
该程序纠正角度测量误差。
命令:设备---硬件配置--- CompIT主菜单按钮“自动补偿”按钮开始程序。
该过程完成(大约需要5分钟)后,跟踪器位于定向精确度规范内-做好测量准备。
2.后视自动补偿程序运行完成之后,检查后视误差以验证精确度。
命令“后视”,将Faro跟踪仪1.5”SMR置于鸟巢和测量范围内的几个位置,最后点击继续按钮,以确定Faro跟踪仪的后视精度是否通过。
3.Faro跟踪仪经过长途运输或长时间工作之后,经过自动补偿也许不能通过后视精度验证。
此时就需要作定向补偿。
定向补偿包括两个过程:中间测试和定向补偿。
1).中间测试是把1.5”SMR置于电脑屏幕提示位置进行测量,当SMR置于提示位置时,屏幕上的实际值显示绿色,并计算后视误差。
测量之后,跟踪器测试将通过或失败。
包括以下三个位置:• 方位角 90 度、顶点角 90 度、距离 6 米。
• 方位角 -45 度、顶点角 90 度、距离 2 米。
• 方位角 45 度、顶点角 135 度、距离 2 米。
2).中间测试完成之后,请选择“继续”按钮以进行定向补偿。
同样地,把1.5”SMR置于电脑屏幕提示位置进行测量,其中包括以下几个位置:• 任意方位角、顶点角 90 度、距离 2 米。
• 任意方位角、顶点角 90 度、距离 3.6 米。
• 任意方位角、顶点角 90 度、距离 5.2 米。
• 任意方位角、顶点角 90 度、距离 6.8 米。
• 任意方位角、顶点角 90 度、距离 8.4 米。
• 任意方位角、顶点角 90 度、距离 10 米。
完成最后的测量后,按“继续”按钮。
Faro跟踪仪和Cam2手册

4
Hardware Device Setup Checklist
温度对零件的影响 • 提前将工件放置在测量环境中适应空气温度(目的:测量温度与环境温度一致) • 在气温相对稳定的地方进行测量 • 软件可以利用工件的膨胀系统最大限度的进行调整(工件的温度补偿)。 • 将工件暴露在光源下 • 测量应该远离加热/通风管道或任何其他潜在的空气扰动源
Lengths & Angles
Constructions
Coordinate Systems - basic Coordinate Systems - advanced
22
Align to drawing
Nominals & Tolerances
Reports
User Interface
本节的目的是提供用户界面的概述。 将通过详细介绍各种方法来实现面板及其使用。
15
Hardware Optical Targets
不要使用从车间的软管中获得的压缩空气进行清洁——空气很少是清洁的,可能会在SMR表面覆盖油或其他污染物. 千万不要用干棉签或纸巾清洁光学表面,因为它们会划伤光学表面。用不适当的化学物质清洗会破坏反光表面. To Clean: 使用一个易拉罐中的空气,将空气从SMR中喷射几秒钟,然后将其喷到光学表面,以将易拉罐中的推进剂从空气喷嘴中 去除。这可以防止推进剂喷到SMR的光学表面. 喷涂压缩空气时,请将易拉罐直立,不要摇晃易拉罐 . 如果目标在吹掉任何灰尘后仍不能工作,请使用以下目标的具体程序:
3
环境:
• 草案
• 灰尘
• 湿度
• 地面振动
FARO便携式三坐标测量臂应用案例

徐州重工便携测量臂使用心得分享公司介绍徐工集团成立于1989年3月,成立二十年来始终保持中国工程机械行业排头兵的地位,目前位居世界工程机械行业第15位,中国500强企业第151位,中国制造业500强第73位,是中国工程机械产品品种和系列最齐全、最具竞争力和最具影响力的大型企业集团.测量臂在徐州重工的应用徐州重工从2005年7月就开始使用法如便携式测量臂,测量臂帮助他们解决很多之前很难解决的测量问题,同时由于认知的局限和测量方法的不恰当,遇到了一些问题,也积累的丰富的测量经验。
随着彼此之间的认识不断加深,如今测量臂已经是他们日常工作中不可或缺的一部分。
Faro6轴铂金测量臂,在徐州重工主要被用在汽车起重机和泵车产品的关键零部件的形位公差,平面度,转台上、下铰孔同轴度、对称度、垂直度、平行度等几何量的测量,目前有3台相同规格型号的测量臂在工厂中同时使用。
自从三台测量臂来到徐州重工,就365天的与工作人员奋战在在第一生产线上,工作稳定,使用便捷,反应敏锐.直到08年12月,由于测量臂使用频繁(基本每天都要工作4小时以上),年久没有进行保养和维护,一台臂的关节坏死,另外两台损坏较轻,经过法如公司对第一台设备更换关节,另外两台经过保养调整后修复,现在测量臂又完好如初的回到了工作间,和徐州重工的工作人员齐肩奋战了问题总结经过近5年与法如测量臂的朝夕相处,质检部姚灵君对测量臂测量数据失真,得出了一些心得:1、测量臂的任何硬件出现故障,仪器都会发出报警而拒绝工作,不存在由于仪器带病工作造成测量结果误差较大的情况。
2、如果仪器正常而操作失误(比如测量头的校准工作没有做好)则测量结果失准也是必然的;3、如果仪器测量结果明显失准,除操作失误原因外,多数问题处在测量方法不得当,而使得精度出现了问题。
徐州重工便携测量臂培训心得熟悉中的陌生法如测量臂自2005年7月来到徐州重工后,就于质检人员朝夕相伴,这么多年过去,重工质检人员对测量臂并不陌生,应该说是已经很熟悉了,除每年送法定计量检定机构检定外,还定期进行自检(自检主要是对仪器进行长度测量精度(±0.086mm)和示值重复性(±0.061mm)检查),偶尔一些小问题,也可以根据之前的一些经验自行找出原因加以解决。
faro激光跟踪仪工作原理 ppt课件
❖ 3.批次测量
❖ 由于站位转换要花费大量的时间, 为了保证在所有的站位都可以测到转站 基点, 有时对基点位置需要进行多次调整, 而对于批产飞机, 由于产量大, 水平测量工作量比较大, 若每次测量都要重新设置基点, 显然不利于提高 测量效率, 因此需要通过设置水平测量位置来解决该问题。即设置一个区 域为全机水平测量专用位置, 并在该位置预埋转站基点, 将飞机的位置、 激光跟踪仪大致位置做好标识, 在下次测量时则无须再次设置基点, 而利 用原基点即可实现多架次、多批次测量, 提高了测量效率。
2021/3/26
faro激光跟踪仪工作原理 ppt课件
1
faro激光跟踪仪工作原理
❖ 激光跟踪仪测量系统的组成及原理
❖
激光跟踪仪实际上是一台激光干涉测距和自动跟踪测角测距
的全站仪, 跟踪头的激光束、旋转镜和旋转轴构成了激光跟踪仪
的三个轴, 三轴相交的中心是测量坐标系的原点。激光跟踪仪可
以连续的瞄准、跟踪并确定由移动或稳定的反射目标返回激光束
2021/3/26
faro激光跟踪仪工作原理 ppt课件
17
faro激光跟踪仪工作原理
利用激光跟踪仪对工装连续重复测量3次, 对其工装基准进行测量,可验证工装的稳定 性、仪器的测量精度等,保证其测量数据精 度。同时,使用数字技术验证关键定位器, 利用量规对工装进行实际检查等。最后选择 适合自己的报告格式,打印测量报告作为验 收依据。
通过转站的方法扩大测量范围, 避开障碍物, 以使单站
位下光线直线可达。
❖ 实现测量。转站指的是在相邻的站位之间靠至少几 个 共同基点联系起来, 前一个站位测量几个共同基点,下 一个站位再次测量这几个共同基点, 然后由计算机测量 软件通过拟合计算, 把不同站位信息相互联系, 形成一 个统一的坐标系。
浅谈FARO 激光跟踪仪在升降滚床的应用
现状分析:钢结构是拼台结构的一部分, 主要承载滚床、电机的载体。钢构的平面度、 高度以及直线度的精度,都直接影响到车身 的焊接质量、输送质量。平面度和高度,用 激光跟踪测量仪,很容易保证,偏差主要就
出现在直线度,由于整线的长度达到 132 米, 要保证直线度 Y 向偏差在 ±0.3mm 之内才 能确保滑撬的高速运行。而在 X 方向的节距, 可以通过激光跟踪测量仪得到保证。
FRONTIER DISCUSSION | 前沿探讨
浅谈 FARO 激光跟踪仪在升降滚床的应用
郑华全 凌大专 韦覃练 李桂涛 上汽通用五菱汽车股份有限公司 广西柳州市 545007
摘 要:本文详细介绍了 FARO 激光跟踪仪在升降滚床的应用。随着工业 4.0 的到来,汽车生产制造业也加入了 智能制造行列,进而催生柔性生产线,可以兼容多种车型在同一生产线生产。柔性线的出现就要使用升降 滚床作为转运输送及定位,随之需要更高级的测量设备对生产线进行测量校准。FARO 激光跟踪仪的出现, 从技术指标上及精度完全可以满足升降滚床设备安装的需要。
基准槽 引出线
1 2
3 1- 上层滚床;2- 钢结构拼台;3- 下层滚床。
调整方法 : 建立坐标系后,通过监控软 件数字窗口可以得出如图数字,X、Y、Z 方 向的数字为靶球中心所处的位置,通过直接 读取的数字调整拼台的位置,实现钢构的快 速就位。
图 5 读数窗口
下层的滚床,实现滑撬的返回输送。滚床直 线度的保证是由 XXX 工位拼台为基准向两端 延伸,激光跟踪测量仪建标上层辊床和钢构 平面安装基准孔的相互位置关系因整线的直 线与单个拼台的中心线对齐,钢构、辊床焊 接变形量控制焊接变形导致焊后位置变化, 影响直线度及水平度,见图 6。
FARO三坐标仪

FARO三坐标测量机(激光跟踪仪)Faro空间测量激光跟踪仪通过内置激光干涉器、红外线激光发射器、光靶反射球测量长度、光栅编码器测量水平和仰视角度来实现三维大体积现场测量。
它具有70米的测量范围,超级绝对测量模式(X系列)/ 干涉和绝对测量模式(Xi系列)使测量过程更精确、更灵活,XtremeADM(绝对距离测量、断电续接)功能可保证系统的稳定精确性,是实现您三维大体积测量最先进最方便的仪器。
FARO 空间测量激光跟踪仪系列主机工作原理及特点:使用此测量系统,操作人员只须用三脚架支起激光跟踪仪,并用标靶反光镜接触或沿着测量工件表面移动。
激光跟踪仪投射光束,反光镜将其反射回接收器,计算并记录70米范围内的每个点的位置。
如果激光跟踪仪及靶球之间的光束被意外阻挡,超级绝对测量功能允许在任意位置重新获取光束立即测量,而无需返回参考点。
⌝激光器放在主机体内而非放置在跟踪头上;XtremeADM是全封闭、平衡的设计,光束通过光纤传送 (无反射镜),聚光性稳定性好,无干涉,稳定性好,使用寿命长。
此种设计, 使得垂直和水平的两个主轴安装工艺更合理和可靠。
⌝ XtremeADM功能:具有GPS校准的绝对距离测量、断电续接功能 (反映时间为1/10秒),达到世界上最高的扫描速度,是世界上最快、最先进的ADM系统。
快速芯轴安装可在几秒内完成。
⌝⌝配置智能热键遥控器,语音控制系统可实现单人远程操作。
⌝环境监测传感器和自动环境补偿系统:适时监测环境的变化,修正激光参数,可对主机内及主机附近的大气湿度,空气压力和温度变化自动进行补偿,提高测量系统的精度稳定性,适应更复杂的外部环境。
⌝主机具有3个基准零点,可同时放置3个 (大、中、小) 反射镜标靶,可同时放置3个(大,中,小)反射镜标靶,起到光粑更换架的效果。
实际使用时更方便,提高测量效率。
⌝主机内置的电子水平仪提供精确的水平基准面,可实现主机水平、垂直、倒置、心轴安装等摆放,以实现不同场合的测量要求。
FARO-AMP-Brochure-CN(三维光学扫描仪)---激光跟踪仪

03 FARO 3D Imager AMP三维光学扫描仪04全新水平上的3D扫描技术07技术规格无与伦比的AMP三维光学扫描仪精度FARO 3D Imager AMP 是一种高性能的非接触式三维扫描仪,能在仅仅数秒内采集数百万个点。
独有的专利技术使得 AMP 在检测零部件、组装件和工具等领域达到了前所未有的精度。
由于具备坚固的外壳,AMP能适用于工厂环境下扫描零部件及工装件等。
AMP能处理包括复合材料在内的有关复杂曲面的一切检验及还原工程。
AMP不仅是如今最精准的三维光学扫描仪,而且它还具有极高的性价比。
全新水平上的AMP三维光学扫描仪技术FARO 3D Imager AMP具有尖端专利技术,即干涉条纹(AFI)技术。
AFI利用激光产生干涉条纹并投射到零件上。
当AMP的CCD捕捉到条纹时,高度精确的点云即形成,从而形成零件的真实点云外形。
正是这种高精度的条纹使得AMP在以条纹图形为基础的系统中脱颖而出。
准确的滤波确保AMP能够屏蔽噪音,确保零部件在各种颜色、反射率以及不同亮度下的测量。
高效率的涡轮机需要具备创新的叶片设计以及高精准度的生产流程。
AMP为设计阶段提供关键的高精度数据,为产品铸造提供及时的反馈,为机械加工以及组装提供质量保证。
汽车钣金件的检测是早期检测的关键,该技术能最大限度的缩短停工时间和降低废品率。
AMP在线监测能对钣金件进行综合评价,确保零件的尺寸精度,及时发现影响产品问题的位置。
技术规格先进的技术法如公司拥有专利的激光投影技术干涉测量法)可为大多数对制造公差要求较高的应用提供最高精度的测量。
全面数据采集内置高分辨率的相机,每张图像数百万象素,从而便于进行全面检测和逆向工程。
可测量各种零件获得专利的激光投影和滤光功能,能更好地检测传统扫描系统无法检测出的暗光和亮光零件。
适用工厂车间便携式的设计、坚固的外壳以及热稳定设计,使得或生产流水线。
灵活性高由于具备自动和手控这两种模式,等各方面应用。
Faro激光跟踪仪用户手册说明书

74F aro Laser TrackersFaro Vantage / Faro Ion / Faro Xi This guide applies to the setup of the Faro X, Xi, Ion and Vantage (in-cluding Vantage S /E , Vantage S6/E6 models). Hardware SetupSet up the unit following the manufacturer’s directions. Connect the temperature probe and ensure that it is well clear of any external heat sources (such as the heat fan on the back of the power supply). Ensure that the instrument is powered on and that an SMR is in the home position. Software SetupFaro trackers are networked TCP/IP connected devices and should be connected either to a wireless network or directly to a computer with an Ethernet crossover cable. Set your computer’s Local Network connection to be compatible with that of the Faro tracker. Faro trackers are shipped with a standard wired IP address of 128.128.128.100 (subnet 255.255.255.0). Wireless connections default to 169.254.4.115. Download the latest java drive from: http://www.kinematics.com/ftp/SA/Install/Driver Downloads/Laser Trackers/Faro/. Extract the fi les to the C:\ drive. This should create a directorystructure with the Faro Java fi les contained in C:\FaroJRE.Your JRE fi les must match your version of SA...■Versions 2017.02.09 and older, use the Faro JRE v4.3■Versions 2017.02.09 to 2018.07.11, use the Faro JRE v5.0.0.1■Versions 2018.12.07 to 2019.11.21, use the Faro JRE v5.1.3.1■Version 2020.04.09, use the Faro JRE v5.1.7.3■Version 2020.07.20 and 2020.12.01 use the Faro JRE v5.1.8.3■Version 2021.01 and newer use the Faro JRE v5.1.9.4 (requiredto support the 6D probe2)If you plan to use the video (overview) camera, you must also get the‘Faro Tracker Camera fi les.zip’ fi le (version matching that of the JREFiles). Unzip the fi le and follow the instructions contained in ReadMeFaro Camera.txt. Note that cameras are wireless. If your camerahas the default IP address, you can set your PC’s wireless connection’saddress to 129.129.0.1.Starting the Interface1. Select Instrument > Add and choose the appropriate Faro track-er from the Add Instrument to SA dialog (Figure 3-64).Figure 3-64. Adding a Faro tracker752. Run Interface Module without connecting (Instrument > Run In-terface Mode) and choose Laser Trackers.3. Within the Connect to Spatial Analyzer dialog, Se-lect the instrument station (computer name, job name,Collection::Instrument Name: Serial Number) you wish to con-nect your instrument to from the network list and press OK.4. This will bring up the Faro Connection dialog (Figure 3-65).Figure 3-65. T he Faro Connectiondialog5. Enter the tracker’s IP address (if diff erent than the default) anduse the Ping button to test the connection if needed.Once satisfi ed, click OK. The next time you connect this instrument tothe instrument, you can just select Run Interface and Connect. This willutilize the last saved settings and automatically connect the instru-ment.Notes on the connection process:■The fi rst 7 digits of the tracker serial number can also be usedto fi nd the tracker. When you use this method it will search forboth a wired and wireless connection.■To connect Wireless, be sure to connect your computer to thetrackers wireless signal and use either the serial number or thewireless IP address which will something like 169.254.1.1 (notthe wired default).■If you have any trouble be sure to check your windows fi rewall.Exceptions need to be made for both the Spatial Analyzer andSA Laser Tracker applications.The interface is now connected and ready for use. Please refer to theMeasurements chapter of the manual for more details on the tracker76interface and instrument settings options.Faro Specifi c SettingsDistance ModeBeam rest can be manually overridden as needed. Choose between:■ADM Only. This mode restricts beam tracking operations toADM only.■IFM Only. This mode restricts beam tracking operation to IFMonly which requires a homing procedure each time the beamis broken.■IFM Set by ADM. Faro’s default mode which is a hybrid modethat provides accurate tracking using IFM and easy beam re-capture using ADM modes.External Trigger Settings■External Trigger Settings. The external trigger will apply toANY measurement profi le which has either a spatial or tempo-ral scan as it’s Acquisition.When “External” is set (for the Measurement Start Trigger in the FaroTracker Settings), points will be taken when the trigger is pulsed. Theonly requirements is that a profi le must be started for the externaltrigger to be recognized which as an Acquisition mode of either spa-tial or temporal scan. The advantage of this design is that no adjust-ments to the measurement profi le need to be made, and any profi lewill work (Figure 3-66).■The trigger cable must be connected to the “Up” port on thetracker controller.■0 Volts on the trigger port implies take data and send the datain continuous mode (where as 5Volts indicates stop). So bydefault the external trigger is set to on and sending data andmust be powered to stop sending data. This means that if thereis no external trigger, the measurement will simply begin at themaximum temporal rate of the trackers.77Figure 3-66. F aro tracker settingsincluding external trigger settingsSearch SettingsFaro’s video camera is used is used for refl ector acquisition and pro-vides a couple of optional modes:■Camera Search Enabled. This option enables camera search.Disabling this option is used to limit target search to a beamspiral search only.■Find Me Enabled. This is similar to the “Gesture Recognition”setting and allows the tracker to snap to the moving target.■Active Seek Radius. Active Seek can be set from main window(formerly “Smart Find”) dialog if supported. The Active Seek Ra-dius can be set to limit the search zone relative to the currentbeam position considered by the camera.Spatial Scan Data Buff eringData buff ering was added to ensure that SA keep up with data deliv-ered form the instrument. With a very tight scan increment this canbe quite fast (~100Hz).■Enable Faro Data Buff ering. Provides a switch to enable ordisable data buff er. If unchecked, behavior is unchanged fromprevious versions■ Buff er Size. Default is 0.2. At 0.2, for a spatial increment of0.01” (2.54 mm), the buff er would be 0.2/0.01 = 20 pts. Anotherway to look at this is the Buff er Size means the number of inch-es worth of data that will get buff ered. So at a value of 1.0 anda spatial increment of 0.01”, the buff er size would be 1.0/0.01 =100 pts, and with a point every 0.01”, 100 of them takes up 1.0inch.78■Do not buff er if increment is >= . This allows you to set a max-imum increment for which buff ering will occur. The defaultvalue is 0.1, meaning that when you set a spatial increment of0.1” (2.54 mm) or higher, no buff ering will occur.Its important to know that this buff ering happens on the Faro side,the interface will not receive any data until the buff er is fi lled. So forexample, you cannot set a scan whose increment would result in acalculated buff er size of 100 points, and yet set a profi le to stop at 20points because it will not send data at all until 100 points have beenrecorded.Specialty TargetsWindowed SMR Confi gurationWindowed SMR’s have an additional ADM off set, due to their glassfront, which needs to be accounted for. This is done by building a tar-get based upon the correct refl ector defi nition (see “Targets and Ret-ros” on page 19). Care should be taken to always use a target that isrepresentative of the actual refl ector being used or an error equal tothe ADM constant may be seen in your measurements.As stated in the Faro accessories manual, proper use of the windowedSMR requires sending it home when the target type is set correctly,otherwise an error will occur. This ensures the correct ADM off set isused. Additionally, when running startup checks or CompIT with thewindowed SMR, you should be sure to send the tracker home after-wards, as these routines assume 1.5” standard SMR is being used. Anadditional homing operation should be performed to update the tar-get defi nition.Faro 6D ProbeFaro’s 6D probe can be used within SA, using the Vantage S6 and Vanta-ge E6 trackers. No additional driver installation is required. Compatibletrackers will include a 6Probe defi nition.■The Faro 6Probe version 2 with exchangeable tips requires SAversion 2021.01 or later.The 6probe target detection is automatic but an initial connectionand activation process must be performed each time the 6D Probe ispowered on, and would go as follows:1. Connect to the Tracker2. Power on the 6D Probe Unit and catch the beam.3. Press any button on the probe and wait (approx. 10-20 sec.)for the probe’s “happy” beep and blue LED. If you have troublegetting the 6Probe to activate, try moving it farther from thetracker.794. After the fi rst successfully pairing of the 6Probe and tracker,you’ll be asked if you want to pop the Probe Management UIto set the active probe tip. Hit “Yes”, and select a tip that isValid, or Calibrate at least one probe tip, and select it.The probe is auto-detected once a probe tip is activated. When you lock back on to a 3D probe, the last used 3D probe will be set ac-tive for you. The pairing process will not be necessary again until the probe is powered down.The follow status indicator lights may be displayed:■No Lights Flashing. Press a probe button to begin the initial connection process.■Flashing Blue Lights. A connection to the probe is being made... wait for completion.■Flashing Red Lights. Connection attempt failed. Press a but-ton to begin again.■Flashing Green Lights. Success full connection has been es-tablished, waiting for tip selection. The Probe Management UI will open automatically to allow tip selection.■Solid Green Lights. Ready to Measure.Once confi gured, the probe is auto-detected and will be set simply by catching the beam. When you lock back on to a standard 3D refl ector, the last used refl ector (such as a 1.5” ball) will be set as active.Tip selection and calibration is performed within the Faro utility win-dow that can be displayed directly from the Home Button in the inter-face which will read Manage Tips when a 6probe is active (Figure 3-67). Also note that the name and diameter of the active probe defi nitions is displayed on the Measure button.Figure 3-67. T ip Selection control from the “Home” button8081This utility is also accessible as a target defi nition within the Refl ec-tors and Targets database, where the 6Probe target functions as a but-ton and provides access through a left click to Faro’s Probe Manage-ment utility (Figure 3-68).Faro’s Probe Management utility provides:■Ability to select directly for a list of defi ned probe tips. The 6Probe version 2 will recognize tips automatically when theyare connected, but changes to the calibration or initial setup is still performed in this dialog.■With the addition of the auto-detect tips this is typically not necessary but it is possible to defi ne multiple tips for a holder.■Probe Compensation options■Probe Check options Figure 3-68. F aro’s M anagement U Ior tip selection and compensation Tool.Note that undefi ned tips will have an initial off set of -1 meter. To program the 6Probe’s buttons, just click on the “gear” icon (),and then on the Faro button (Figure 3-69).Figure 3-69. 6D Probe buttons canbe confi gured as needed through thegeneral setting.When set up for a given work fl ow, such as using the inspection tasklist, these buttons can be used to work for long periods without go-ing back to the computer. In addition, the 6Probe can be used as aremote even when using and SMR.A set of standard 6D measurement profi les will also be available withthe 6D Probe (Figure 3-70).Figure 3-70. S tandard Set of 6D Measurement ProfilesThese provide a starting point for custom measurement profi le de-velopment. 6D measurements send frame’s to SA to graphically de-fi ne position and orientation, which can be used in combination withregular point measurements (which also do save the probing infor-mation in the measurement details). For more information on defi n-ing measurement profi les (see “Measurement Profi les” on page 25).Running the Tracker Interface SeparatelyOne of the unique features about SA’s architecture is that the instru-82ment interface can be run separately from SA. This provides a meansto run multiple trackers independently on diff erent machines whileconnect to a single SA for data storage. Doing so also provides theability to separate the persistence fi les for individual trackers, as thepersistence fi le will be saved in the directory as where the tracker in-terface is launched, as opposed to the C:\Analyzer Data\Persistencefolder.In order to run the SA Laser Tracker process separately some addition-al support fi les are required. These include the following fi les (Figure3-71):the SA Laser Tracker process indepen-dently from SA.83。
1Faro 跟踪仪的基本操作与规范
Faro 跟踪仪的补偿和使用步骤一、Faro跟踪仪的补偿概述:如所有其它高精度仪器一样,必须定期检查 FARO 激光跟踪器。
补偿在必要时能够测试跟踪器和调节参数。
补偿能够修正激光跟踪器的误差,在跟踪器交付后或受到碰撞后需要进行现场补偿操作。
1.自动补偿自动补偿是一种完全自动化程序,也是补偿跟踪器的主要方法。
该程序纠正角度测量误差。
命令:设备---硬件配置--- CompIT主菜单按钮“自动补偿”按钮开始程序。
该过程完成(大约需要5分钟)后,跟踪器位于定向精确度规范内-做好测量准备。
2.后视自动补偿程序运行完成之后,检查后视误差以验证精确度。
命令“后视”,将Faro跟踪仪1.5”SMR置于鸟巢和测量范围内的几个位置,最后点击继续按钮,以确定Faro跟踪仪的后视精度是否通过。
3.Faro跟踪仪经过长途运输或长时间工作之后,经过自动补偿也许不能通过后视精度验证。
此时就需要作定向补偿。
定向补偿包括两个过程:中间测试和定向补偿。
1).中间测试是把1.5”SMR置于电脑屏幕提示位置进行测量,当SMR置于提示位置时,屏幕上的实际值显示绿色,并计算后视误差。
测量之后,跟踪器测试将通过或失败。
包括以下三个位置:• 方位角 90 度、顶点角 90 度、距离 6 米。
• 方位角 -45 度、顶点角 90 度、距离 2 米。
• 方位角 45 度、顶点角 135 度、距离 2 米。
2).中间测试完成之后,请选择“继续”按钮以进行定向补偿。
同样地,把1.5”SMR置于电脑屏幕提示位置进行测量,其中包括以下几个位置:• 任意方位角、顶点角 90 度、距离 2 米。
• 任意方位角、顶点角 90 度、距离 3.6 米。
• 任意方位角、顶点角 90 度、距离 5.2 米。
• 任意方位角、顶点角 90 度、距离 6.8 米。
• 任意方位角、顶点角 90 度、距离 8.4 米。
• 任意方位角、顶点角 90 度、距离 10 米。
完成最后的测量后,按“继续”按钮。
FARO三维激光扫描技术应用ppt

Focus3D 特点
• 极度简洁 o 常见的五分之一大小 (240 x 200 x 100mm³) o 常见的四分之一重量 (5.0 kg) o 彩色触控液晶屏操作 o无任何电缆
• 彩色选项内置(7000万像素)
• 锂电池内置
• 更高品质
• 易于使用的操作
• SD卡数据存储
• 两倍的旋转速度 (97Hz)
CAD Modeling with AutoCAD Plant 3D
•AutoCAD Plant 3D 2011 •提供:
• AutoCAD 2011的全部功能; • 目录式的3D modeling:
–管道Piping –设备Instrumentation –装置Equipment –钢结构Structural steel
• 集成的P&ID 图画; • 生成ISO 图表; • 兼容Autodesk Navisworks。
为何您会从3D激光扫描中获益?
Similar Case Study from Oil & Gas industry
为何您会从3D激光扫描中获益? 案例分析
Task任务: 平台需要扩展,但是关闭时间必须最小化。 As-built Survey竣工测量: 对近海平台的三维激光扫描以及测量。 Modeling建模: •目标区域的点云数据会被处理并输出到PDMS建模。 •模型将被导入到这些点云中。 •PDMS模型的竣工验收将被进行。 •从点云生成的竣工模型与原设计的对比证实存在35处冲 突,如果没有三维激光扫描仪检测则无法证实这些冲突的 存在。
电源
电池
• 连续扫描时间长达5个小时 ▪ 14,4V, 110 Wh, 7,65 Ah
• 操作过程中可充电 • 1小时快速充满 • 可另配车载适配器 • 可选额外电池和快速充电器
FARO-CAM2Q-1.5_CN(软件)---激光跟踪仪

CAD ResourcesPick nominal geometries with a single click - or let the software find them for you.New and Improved AlignmentsSix-point freeform surface, RPS, and three geometry alignment.Engineered for maximum efficiency in computer-aided measurement and 3D inspection, FARO‘s proprietary CAM2 Q software allows you to complete high-precision measurement jobs with simplicity and confidence.Offering you the flexibility to measure the way your process or job requires, CAM2 Q is ideal for CAD and non CAD-based inspection and Geometric Dimensioning and Tolerancing (GD&T). CAM2 Q support features include image-guided measurement, automatic nominal association to various features, and Quicktools for building part programs.Aerospace: Alignment, tooling & mould certification, part inspection ▪ Automotive: Tool building & certification, alignment, part inspection ▪ Metal Fabrication: On-ma -chine inspection, first article inspection, periodic part inspection ▪ Moulding/Tool & Die: Mould and die inspection, prototype part scanningSolid Measurement Made SimpleCommon ApplicationsMeasure and report using cartesian, cylindrical or spherical coordinate systemsAutomatic nominal association from CADNIST-tested and PTB-certified geom -etry calculation algorithmsFlexible measurement workflows for novice and experienced usersMultiple options for exporting meas -urment resultsMaximize the efficiency of your Laser Tracker with qTouch, Bundle Adjust -ment and Survey featuresFeatures & BenefitsMeasure your parts quicklyStart measuring immediately, without need -ing to interact or tell the software what is beign measured. Also, using the new qTouch iPhone application, measure at a distance but running instructions to CAM2 Q and revieving the real-time results from your measurements on your iPhone.Repeated part measurementMeasurement of multiple parts can be simplified using QuickTools programming. Develop part programs quickly by record -ing the steps of the first measurement. Later add pictures to the measurement steps to provide easy graphical instructions for the operators.FARO ® CAM2® QISO-17025 : 2005ACCREDITED Certificate # L1147To learn more, visit /LaserScannerFARO Singapore Pte Ltd (Asia Pacific Headquarter)Australia • Malaysia • Philippines • Thailand • Vietnam • India •China • Japan •Korea3 Changi South Street 2, Xilin Districentre Tower B, Singapore 486548Tel: +65 6511 1350 Fax: +65 6543 0111Email: salesap@FARO Business Technologies India Pvt LtdE-12, B-1 Extension, Mohan Cooperative Industrial Estate, Mathura Road, New Delhi-110044, IndiaTel: +91 11 4646 5656 Fax: +91 11 4646 5660Email : enquiry-india@FARO, THE MEASURE OF SUCCESS, FaroArm, Quantum, CAM2, ION, and FARO Laser ScanArm are registered trademarks and trademarks of FARO Technologies Inc.© 2010 FARO Technologies Inc. All Rights Reserved.04REF101-028Revised: October 2010© 2010 FAROGlobal Offices: Australia ▪ Brazil ▪ China ▪ France ▪ Germany ▪ India ▪ Italy ▪ Japan ▪ Malaysia ▪ Mexico ▪ Netherlands ▪ Philippines ▪ PolandPortugal ▪ Singapore ▪ Spain ▪ Switzerland ▪ Thailand ▪ Turkey ▪ United Kingdom ▪ USA ▪ Vietnam ▪ South KoreaSpecifications Platform: Windows ® Vista ▪ Windows ® XP Data input:Parasolid ® , IGES, VDA/FS, STEP ▪ Optional - Unigraphics ® , Solidworks ® , CATIA ® , Solid Edge ® , ProE ® & Inventor ® Data output: IGESLanguages: Chinese ▪ English ▪ French ▪ German ▪ Italian ▪ Japanese ▪ Portuguese ▪ Polish ▪ Russian ▪ Spanish ▪ TurkishCapabilities Import/Export ▪ Import/export points to a text file ▪ Import CAD files▪ Export measurement results to CAD ▪ Export CAD as an XGLMeasurement▪ Direct Measurement▪ Automatic nominal association ▪ Digital read out to a feature▪ Measure points on CAD surfaces▪ Measure and add readings to a feature ▪ Hard-probe scanning ▪ GD&T▪ Continuous measurement▪ Home-in measurement for points ▪ Measure sheet metal partsAlignments▪ Coordinate system ▪ terative ▪ 3.2.1▪ Six-point surface ▪ RPS▪ Three-featureNominals▪ Pick features from CAD (single click)▪ Create nominal features by entering values Programming▪ Record steps for a part program (online/offline)▪ Play steps in a measurement program ▪ Integrated programming module Reporting▪ Custom layouts▪ Export to HTML, text, Microsoft® Excel, PDFHardware Support ▪ Move device▪ qTouch application ▪ Bundle Adjustment▪ Survey and Aim support。
FARO三维激光扫描技术应用

Just some of FARO’s valued customers
全球性 – 无处不在
FARO Technologies • 成立于1982年 • 总部位于美国佛罗里达州 FARO Europe – Stuttgart, 德国 • 瑞士、德国等欧洲国家设有制 造工厂
Stuttgart, Germany 斯图加特,德国
360° x 305° 80 7千万 < 1 像素 动态范围拓展 自动修复,无人工干预 自动 是 2.2分钟 Scene 4.8软件
触摸屏
• 用户界面友好 • 电阻触摸屏 • 手指操作
• 分辨率 480 x 640
Start Screen开始界面
自动获取高质量的色彩信息
动态范围扩展技术(高动态光照渲染效果)
Focus3D三维扫描仪工作原理
Focus3D三维扫描仪性能表现
距离精度: 25m处+/- 2mm 线性精度 0.6 – 0.95 mm @ 90% refl. 1.2 – 2.2 mm @ 10% refl. 122.000 Hz – 976.000 Hz扫描速度 905 nm, 20mW, 3R级激光
FARO三维激光扫描技术应用
主要内容
• FARO 公司介绍 • FARO产品的特点 • FARO性能的表现 • FARO工程项目实例简介
公司背景和历史
1982年, Simon Raab先生和Greg Fraser先生创立了法如公司,这时正值他们在加拿大蒙特 利尔大学的PhD工作接近完成之时。 两年后,法如公司相继在1984年, 1986年和1988年投 放了他们在医学/外科领域里的三款代表法如公司精密的测量臂产品。 1990年,法如公司从蒙特利尔搬到佛罗里达的玛丽湖,随后不久,法如公司便开始应市发展 一个更广阔和更有力的为制造商提供质量控制的便携式的工具。 1994年,法如公司从医疗领域开始向全世界更广泛的工业制造业市场进军。 1997年,依托销售优势,利润的增长和完善服务体系,法如公司上市,在纳斯达克以代码 FARO进行股票交易。 1998年,2002年,2005年,2008年,法如公司分别取得四项技术成果,扩大了产品系列,扩 展了世界范围内的产品提供,以及把激光检测技术结合于产品中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
车工专家采用FARO 激光跟踪仪(FARO Laser Tracker),只需耗费一半时间,即可达到更高精度
更高智能的工程与技术往往是促进任何工业发展的关键动力。
其中,精密工程科学至今依然是制造业的复杂制造工艺的核心因素。
Self Levelling Metal Machines Pte Ltd (SLMM)正是一家精密工程公司,该公司是业务遍布全球的Self Levelling Machines (SLM)公司属下成员之一。
SLMM 创办于2000年,是Self Levelling Machines (Australia)与Metal Machines Engineering Services (Singapore)两家公司的联盟企业,公司总部设在新加坡。
SLMM 为多家公司提供巨型的原位精密车工服务,包括镗孔、铣削及钻孔等。
SLMM 项目工程师Lok Qiuquan 分享其经验时表示,“我们多数客户是来自海事与岸外工业。
我们所从事的岸外石油加工产品包括浮式生產儲油及卸油系統(FPSO)、转塔系泊系统、岸外起重機及悬链锚腿系泊(CALM)浮筒等等。
这些部件的体积非常巨大,无法放置在一般的车工中心,我们必须将设备带到客户所在地点,在现场为他们进行车削。
”SLMM 所承接的所有项目,都必须在车削工作开始前及完成后进行检验。
模拟安装、机器对准及几何尺寸检验等都是SLMM 的日常工作之一。
“这些工作需要详细测量,每次测量的条件都可能有所不同。
”Lok 表示,“测量对象可能是30毫米的小孔,也可能是直径30米的巨型结构,经常需要使用多种不同的传统仪器和手持工具。
”这些测量方法尽管效果相对良好,但是SLMM 依然在寻求效率更高的替代方法。
“由于我们的项目日益复杂,我们意识到需要改善工作流程,以防止出现瓶颈。
我们的美国伙伴向我们推荐FARO 激光跟踪仪,因为他们使用后觉得效果极好,尤其是针对需要用到圆形自调平机器(CSLMs)的项目而言。
我们开始使用FARO 仪器之后,我们的工作流程在许多方法都大为改善,远远超越我们的预期。
“Lok 特别指出。
■ 过去在工作流程方面的挑战
SLMM 的工程师原本是根据工作的性质,选用项目现场所需要的各种测量仪器与设备。
SLMM 所拥有的测量仪器与设备种类繁多,包括校准测量尺和激光检验设备、光学仪、内径管形千分尺、外径千分尺及内孔测量规等。
Lok 表示,“采用这些传统的仪器与手持工具,有时需要另外重新制造一些测量设备,才能对某些特别项目进行测量,意味着需要花更多时间与努力。
如果这些设备带到现场之后发现不合用,我们的努力就完全白费了。
此外,我们也需要技术纯熟及谨慎的技术人员来进行测量,因为这些测量数据都是人工收集
FARO 激光跟踪仪进行设置安装检查
报告更为全面易懂。
FARO 方案让我们能以更简单清晰的3D 格式展现技术数据,客户对我们现在所提供的新报告也表示十分满意。
”SLMM 也因此在所承接的项目中争取到更多的工作时间。
在过去,SLMM 所使用的激光检验仪器是采用红外线,这类仪器不能在白天使用,因为其运作会受到阳光干扰。
“由于我们的工作是在较为严酷的天气下进行,我们只能将工作安排在凌晨时分。
”Lok 分享道,“这意味着我们得牺牲白天的工作时间。
FARO 激光追踪仪与旧仪器不同之处,在于其精度不会受到阳光影响,而且可以在一天中的任何时间使用。
我们现在可以减少时间的浪费,我们的工程师与技术人员加班的需要也减少了。
”
FARO 激光追踪仪的便携性能简化并改善现场测量工作
SLMM 知道必须掌握某种能在车工过程之前及之后进行有效测量的良好方案,同时必须能生成准确及容易阅读的报告,方便客户了解。
■ 新的能力与效率
投资购买FARO 激光追踪仪的建议首次提出之
后,SLMM 即表示很感兴趣,并快速对这项测量仪器进行研究,确保决策正确。
市场上的选择有好几种,FARO 的产品超越其他品牌,原因有几项。
首先,SLMM 的首要考虑因素之一是设备的便携性。
SLMM 的所有工作都必须由其工作人员前往现场,并携带所有必要仪器与设备。
因此尽量减少仪器的重量是必然需要的。
“我在研究过程中发现FARO 激光追踪仪的尺寸和重量最适合我们。
”Lok 表示,“我在比较功能时,FARO 也显然能为我们的投资提供最佳的价值。
”采用FARO 激光追踪仪之后,SLMM 对他们进行的现场检验比以前更具信心。
由于新仪器无需依赖个人技能,因此人为错误的影响大幅度减少。
“FARO 激光追踪仪不只协助我们取得可重复并且容差更小的测量结果,同时也使我们能在一半时间内就完成测量工作。
制造特别检查设备的需要也大为减少。
我们使用FARO 设备所取得的新能力,肯定是大幅度提高了我们的效率,并取得长期的成本节约。
”Lok 表示。
除了能够更快取得测量结果外,SLMM 也节省了些报告的时间。
Lok 强调说,“我们除了能够在更
短的时间内写好报告之外,也很高兴见到现在的
使用FARO CAM2 Q Software 进行调平检查
快就完成培训,能顺利掌握及使用FARO激光追
踪仪。
FARO所提供的培训与客户支持服务对我们的学习过程给予极大的帮助。
”Lok如此表示。
FARO在新加坡设有当地支持服务,这显然对SLMM所做出的购买决策具有重要影响。
“我们预期会在各个不同项目中经常使用并搬运FARO激光追踪仪,有时甚至在海外使用。
我们需要能在本地对测量仪器进行校准的服务。
”Lok表示,“其他制造商都无法提供这项服务,因此应选择那个品牌是很明显的。
FARO在新加坡设有校准服务,是他们致胜的因素。
”
FARO所提供的是一个特别为SLMM的需要而制定的完整配套方案。
简而言之,FARO激光追踪仪正是SLMM所缺少的一个环节,正好解决了该公司所面对的问题。
公司的测量能力、生产力及效率因此出现了巨大的转变,SLMM十分珍惜这一个长期的解决方案与伙伴关系。
■ SLMM简介
Self Levelling Metal Machines (SLMM)是Self-Levelling Machines Pty Ltd (Australia)与Metal Machines Engineering Services Pte Ltd两家公司的联盟企业。
这两家公司是专业巨型现场车工领域的领先公司,这项伙伴关系使SLMM得以提供更高水平的专业与技术实力和服务。
FARO激光跟踪仪改善巨型测量工作(最大55米)的现场测量过程FARO为SLMM提供在地支持服务
的使用简化客户工作,使客户能够大幅减少现场测量时间并降低总成本。
全球大约有 1 万名客户正在使用着 2 万多套 FARO 系统。
公司全球总部位于佛罗里达州玛丽湖,欧洲总部位于德国斯图加特,亚太区总部位于新加坡。
FARO 在日本、中国、印度、韩国、泰国、马来西亚、越南、加拿大、墨西哥、英国、法国、西班牙、意大利、波兰以及荷兰均设有分支机构。
Self Levelling Metal Machines Pte Ltd
16 Tuas Avenue 10 Singapore 639140
Tel: +65.68610484
URL: .sg
SLMM 总部设在位置优越的新加坡,在2000年1月开始运营。
SLMM 拥有超过40年的联合经验,一批专业经理和工程师,还有特别设计的精密设备。
公司目前业务遍及亚洲,包括中国、台湾、越南、泰国、马来西亚、印度尼西亚和新加坡。
■ FARO 介绍
质量保证过程中进行高精度的三维测量以及零部件和复合构造的比较。
公司设备广泛应用于检测、
成像、逆向工程、生产规划、库存和竣工文件、现场勘察以及事故现场或犯罪现场的调查和重建。
在 FARO 的支持下,我们的客户无需担忧其三维测量和文件编制的需求。
作为便携式计算机辅助测量的先驱和市场领导者,我们持续不断地应用最新科技进展,使我们处于行业领先地位的产品更精确、可靠且便于使用。
我们致力于通过工具。