基于simufact.forming软件的车轮旋压模拟分析
基于Simufact筒形件强力旋压与变薄拉深成形质量研究
基于Simufact筒形件强力旋压与变薄拉深成形质量研究提纲:第一章:绪论1.1 研究背景和意义1.2 国内外研究现状及发展趋势1.3 研究内容和目标第二章:数值模拟方法2.1 Simufact软件简介2.2 建模方法和网格生成2.3 材料模型和本构关系2.4计算边界条件和仿真设置第三章:强力旋压的模拟分析3.1 强力旋压的工艺流程和特点3.2 模拟分析处理流程和结果分析3.3 影响强力旋压成形质量的因素分析第四章:变薄拉深成形的模拟分析4.1 变薄拉深成形的工艺流程和特点4.2 模拟分析处理流程和结果分析4.3 影响变薄拉深成形质量的因素分析第五章:成形质量优化方法研究5.1 不同优化方法比较分析5.2 强力旋压和变薄拉深成形优化结果的比较5.3 成形质量的实验验证与分析第六章:结论和展望6.1 研究总结和成果6.2 存在问题和未来研究方向6.3 创新点和应用前景参考文献第一章:绪论1.1 研究背景和意义随着现代制造业的发展,金属成形技术在各个行业中得到了广泛应用,并成为了先进制造业发展的关键技术之一。
其中,强力旋压和变薄拉深成形技术是金属成形技术中的重要工艺之一,广泛应用于航空、汽车、船舶、石油、天然气等行业中。
这两种成形工艺的特点是成形过程中材料的大变形和极端应力状态。
由于这些工艺具有多变因素的影响,一旦出现问题则会导致产品失效。
因此,深入研究金属成形工艺中的强力旋压和变薄拉深成形技术及其影响因素,对于提高成形质量和生产效率具有重要意义。
1.2 国内外研究现状及发展趋势国内外学者对强力旋压和变薄拉深成形工艺的研究已经取得了不少进展。
国外学者在工艺参数、材料、凸轮设计、温度等方面进行了广泛的研究,取得了很多有意义的成果。
在国内,许多学者在强力旋压和拉深成形方面也进行了大量的实验和仿真研究,取得了不少进展。
但是,国内外对于金属成形工艺中的强力旋压和变薄拉深成形技术及其影响因素研究还有待于深入开展。
simufact旋压工艺仿真解决方案
Simufact.forming旋压及热处理工艺仿真优化整体解决方案西模发特信息科技(上海)有限公司2013年9月15日目录一、旋压及热处理工艺仿真软件购买的必要性 (3)二、旋压及热处理工艺仿真软件的组成部分和技术要求 (4)2.1、旋压及热处理工艺仿真软件的主要组成部分 (4)2.2、旋压及热处理工艺仿真软件的主要技术要求 (4)三、Simufact旋压及热处理工艺设计仿真优化整体解决方案 (7)3.1 德国SIMUFACT公司介绍 (7)3.2 Simufact.forming旋压及热处理工艺仿真软件介绍 (7)3.3 simufact.froming软件工作原理 (9)3.4 simufact.forming旋压案例分析 (9)3.5 simufact.forming其他国内客户成功案例 (12)3.6 simufact.forming热处理案例分析 (16)3.7 simufact.forming软件推荐配置 (19)3.8 simufact.forming硬件参考配置 (20)3.9 simufact.forming其他功能介绍 (21)3.10 simufact.forming售后服务能力介绍 (21)四、结论 (22)一、旋压及热处理工艺仿真软件购买的必要性航天行业许多重要的零部件都通过旋压及热处理加工生产出来,旋压工艺主要包括强力旋压和普通旋压。
影响旋压成形零件的工装设计参数和工艺参数众多。
主要有如下几类:(1)工装设计参数主要有:咬入角、卸荷角、旋轮半径、圆角半径、间隙等(2)工艺参数主要有:芯轴转速、进给比、压下率、温度、润滑等以上这些参数均会对旋压零件产生影响,如果工装设计或者工艺参数匹配不合理,将会导致产品出现缺陷,造成人力和物力资源的浪费。
过去对于零件的热处理工艺一直是一个难题,只能通过反复试验摸索加以解决。
随着计算机技术及有限元仿真软件技术的发展,通过先进的计算机模拟技术,我们能得到实际试验看不到的很多内容及参数。
Magic Formula轮胎模型动力学性能研究

10.16638/ki.1671-7988.2020.16.039Magic Formula轮胎模型动力学性能研究梁长飞1,李玉光2*,李子阳1,沈志顺1(1.奇瑞新能源汽车股份有限公司研究院,安徽芜湖241002;2.大连大学机械工程学院,辽宁大连116622)摘要:进一步研究Magic Formula轮胎模型的动力学性能。
在Adams软件中建立Magic Formula轮胎模型,并进行纯制动、纯转向和制动转向联合三种工况下的仿真。
仿真得到纵向力与纵向滑移率、侧向力与侧偏角、侧向力与纵向力和回正力矩与滑移率等关系曲线,并进行分析。
结果表明,Adams软件完成了Magic Formula轮胎模型多种工况下的仿真工作,Magic Formula轮胎模型可以较好地模拟轮胎动力学特性。
关键词:Magic Formula;Adams;仿真分析中图分类号:U467 文献标识码:B 文章编号:1671-7988(2020)16-116-04Study On The Dynamic Properties Of Magic Formula Tire ModelLiang Changfei1, Li Yuguang2*, Li Ziyang1, Shen Zhishun1( 1.Chery New Energy Automobile Engineering Research Institute, Anhui Wuhu 241002;2.Mechanical Engineering College of Dalian University, Liaoning Dalian 116622)Abstract:Further study of dynamics performance in Magic Formula tire model. Establish a Magic Formula tire model in Adams software, and have simulation test on the condition of pure braking, pure steering and combination of braking and steering. According to the simulation test, we can obtain the relationship curve of longitudinal force and longitudinal slip ratio, lateral force and longitudinal force, aligning torque and slip ratio. And then carry on analysis. The results shows that Adams software completed simulation test of Magic Formula tire model under various conditions, and Magic Formula tire model can simulate dynamic characteristic of tire preferably.Keywords: Magic Formula; Adams; Simulation analysisCLC NO.: U467 Document Code: B Article ID: 1671-7988(2020)16-116-04前言在汽车动力学控制研究中,轮胎模型是汽车整车模型的重要组成部分。
汽车轮毂旋压成形过程的有限元数值模拟

万方数据第4期孙丽丽,等:汽车轮毂旋压成形过程的有限元数值模拟553可鞫lfJ"IQ’2毋(1+号H半)J“。
其中,H为硬化系数;E为弹性模量;p为泊松比;/。
为应力偏张量。
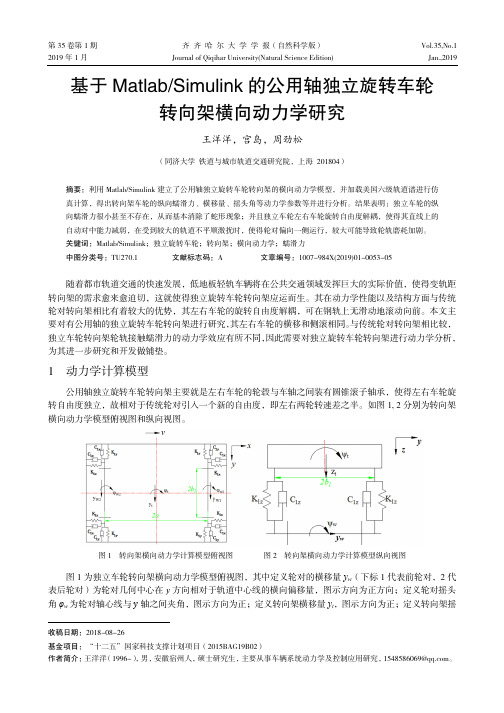
1.1模型离散化在拉深旋压过程中,坯料和芯模一起作旋转运动,旋轮作轴向进给运动,如图2所示。
芯模\\.竣r//尾巧一l(、。
吻J国,___・_--一.八圈2拉深旋压原理图其变形过程属于连续的局部塑性变形,工件处于三维受力状态。
本文中轮毂多道次拉深旋压模拟所采用的参数见表1所列。
表1轮毂旋压数值模拟参数根据表1中的旋轮、坯料和芯模尺寸,建立轮毂旋压有限元模型,如图3所示。
圈3有限元模型本文采用四节点四边形单元对坯料进行网格划分,毛坯划分为30521个节点,10362个单元,其网格图如图4所示。
其中芯模与旋轮定义为刚性体,变形毛坯定义为弹塑性体。
图4毛坯网格图模拟所用的毛坯材料为20Cr,其力学性能参数为:屈服强度crs一540MPa,抗拉强度观=835MPa,泊松比/z=0.30。
为了便于有限元分析运算具有较高的求解精度,本文在模拟计算中做了如下假设:①工件材料均质,且为各向同性;②忽略变形过程中旋轮与工件之间的温度效应,将变形假设为等温变形;③在计算中忽略重力、惯性力的影响。
1.2边界条件的处理在实际加工中,芯模、旋轮、坯料3者之间的相对运动比较复杂。
一方面,坯料和芯模在主轴的带动下做旋转运动;另一方面,旋轮沿着轴向进给,并且由于摩擦力的作用而绕自身轴心旋转。
为了便于旋压过程的模拟计算,本文在建立有限元模型时采用相对运动方式,即假定坯料和芯模固定不动,旋轮绕着z轴(旋转中心轴)沿毛坯表面做旋转运动,同时进行轴向进给。
将坯料和芯模接触处定义成约束状态,坯料和尾顶接触处也定义成约束,芯模、尾顶在z、y、z3个方向的位移和绕3个轴的转动速度定义为零。
1.3摩擦接触的处理旋压加工的模拟涉及毛坯和芯轴以及毛坯和旋轮之间的接触,在接触区法向力很大,摩擦表现出高度非线性[7]。
汽车轮毂旋压成形过程的数值模拟(论文)开题报告00
山东科技大学
本科毕业设计(论文)开题报告题目汽车轮毂旋压成形过程的数值模拟
系部名称机电工程系
专业班级机械设计制造及其自动化10-1
学生姓名 222
学号 1022060125
指导教师 222
填表时间: 2012 年 03 月 23 日
填表说明
1.开题报告作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。
2.此报告应在指导教师指导下,由学生在毕业设计(论文)工作前期完成,经指导教师签署意见、相关系主任审查后生效。
3.学生应按照学校统一设计的电子文档标准格式,用A4纸打印。
4.参考文献不少于8篇,其中应有适当的外文资料(一般不少于2篇)。
5.开题报告作为毕业设计(论文)资料,与毕业设计(论文)一同存档。
车辆轮胎动力学仿真模型分析
o n e ki n d of P hy s i c a l t i r e mo d e l a n d o n e k i n d o fE mpi r i c a l a n d S e mi — e mp i r i c a l t i r e mo d e 1 . Ba s e d o n o ne k i n d o f
T i a n S h u n , He Ha i l a n g , Z h a o J i a n n i n g , Li u Z h u o f a n
( Ch a n g ’ a n Un i v e r s i t y , S h a a n x i Xi ’ a n 7 1 0 0 6 4)
开 发 都 有实 际意 义 。轮胎 试 验 台 ( t i r e t e s t i n g )是
引 言
ADA MS 2 0 0 7 版 本开始 新 增 的一 一 个 轮胎特 性 参数 可
轮胎 是车 辆 与与 地面 之 问力传 递 的媒 介 ,轮 胎 视化 工 具 ,常用 于轮 胎 特性 的研 究 以及 不 同模 型 问
Abs t r a c t :Th e p a p e r d e s c r i b e s t h e c h a r a c t e r i s t i c s a n d u s i n g r a n g e o f s o me c o mmo n t i r e mo d e l s ,a n d i n t r o d u c e t i r e t e s t i n g wh i c h i s a p a r a me t e r s v i s ua l i z e r t o o l i n ADAM S / CAR . Re l yi n g o n t h i s t o o l , t h e pa p e r c o mp a r e d
simufact.forming实例分析教程(锻造)
simufact.forming9.0—实例分析教程锻造段小亮2010年1月北京e-mail:simuate@1. 创建一个新的工艺仿真通过开始菜单或桌面快捷方式打开simufact.forming软件。
在软件界面点击File下拉菜单中的New Project,或者通过快捷键Ctrl+N来创建一个新的工艺仿真。
或者通过点击新建图标来创建一个新的工艺仿真。
点击后会弹出如下Process Properties对话框:这里可以设置仿真相关参数:锻造类型(热/冷)、仿真类型(2D/3D)、和求解器(有限元/有限体积)。
当选择完工艺类型后,系统将自动定义相关参数。
下面可以选择模具数量。
操作步骤:左侧选择工艺类型为Open Die(开式模锻),修改锻造类型为Hot保留缺省设置(3D和FV)点击ok确认2. 仿真建模确认后,你可以看到simufact.forming软件已经自动设置好了仿真所需要的相关参数。
在左侧可以看到仿真所需要的进程树,右侧为预览窗口。
鼠标左键缓慢双击要修改名称的进程树,或者通过右键单击选择Rename可以修改名称。
3 导入几何模型导入模具和坯料的几何模型有两种方式:1、在菜单栏点击Insert —Model —Form file/CAD import2、下图所示第二个空白区(备品区)点击鼠标右键Model —Form file/CADimport解释:Form file:一般导入通用有限元格式,如STL、BDF、DA T、ARC、T16、WRL 和DXF。
CAD import:可以直接打开proe、catia、ug、SolidWorks等默认格式文件,无需转换。
选择Form file导入STL格式文件,例子中要用到的文件我上传到附件中了。
在弹出的对话框中选中如下三个文件:Lower.stl、Billet.stl、Upper.stl,点击“打开”选择单位为:mm在备品区用鼠标左键拖动Lower、Billet、Upper到左侧进程树对应模具和坯料中拖动后在右侧图形区会出现图示几何模型。
钢制车轮轮辐旋压成形数值模拟和工艺参数优化
钢制车轮轮辐旋压成形数值模拟和工艺参数优化作者:党斌单颖春刘献栋来源:《计算机辅助工程》2019年第01期摘要:为指导车轮轮辐旋压成形工艺参数的选择,利用Simufact Forming对某款轻型客车的轮辐旋压过程进行有限元仿真,改进旋轮轨迹的确定方法,对比厚度仿真结果和实际加工结果,验证该仿真方法的有效性。
在数值模拟的基础上,设计四因素三水平正交试验表,对工艺参数进行正交试验优化设计,得到一组针对该钢制车轮轮辐旋压成形的最优工艺参数。
利用优化后的工艺参数进行轮辐旋压成形仿真,结果表明轮辐最大厚度偏差和最大等效应力都有所减少。
关键词:钢制车轮;轮辐;旋压成形;旋轮轨迹;正交实验;工艺参数;优化中图分类号:U463.34;TG306文献标志码:B文章编号:1006-0871(2019)01-0008-060 引言在钢制车轮生产工艺中,轮辐旋压成形是关键工序之一[1]。
在轮辐的错距强力旋压成形过程中,加工工艺参数的选择直接影响产品质量和生产效率。
单纯依靠“试错法”研究轮辐错距强力旋压工艺,使产品达到预期目标,成本高且生产周期长。
随着计算机技术的发展和有限元法理论的进步,基于有限元法的计算机软件逐渐应用到钢制车轮轮辐生产和研发过程中。
利用金属成形工艺模拟平台Simufact Forming可模拟轮辐旋压成形过程,获得工件的厚度和等效应力等物理场分布,评估成形性能,在改进工艺设计方案、提高产品质量、降低生产成本和缩短产品研发周期等方面具有巨大优势。
[2]陈茂敬等[3]针对SS400热轧钢板用于轮辐旋压出现横向开裂的现象,系统分析材料本身和旋压工艺2方面的因素,认为导致开裂的主要原因是材料有原始裂纹和大量夹杂物以及旋压成形比过大,但没有研究工艺参数对轮辐成形的影响。
张晋辉等[4]基于Abaqus Explicit平台建立锥形件剪切旋压的三维有限元模型,认为较大的旋轮进给量和芯模转速有利于减小壁厚差,旋轮直径对旋压力和壁厚差的影响不显著。
锻造仿真软件simufact.forming公司介绍
锻造仿真软件simufact.forming公司介绍先进和便捷的⾦属成形仿真系统 ——simufactSimufact软件介绍内容usimufact发展历程u⾦属塑性成形模拟技术 u usimufact功能介绍软件应⽤实例⼀、产品发展历程Simufact Engineering Gmbhu u u u u u usimufact是世界知名的CAE公司,总部位于德国成⽴于1995年,软件开发团队不断发展与壮⼤ 1995年成为MSC和MARC公司的商业合作伙伴致⼒于⾦属成形和制造⼯艺仿真不断加强与⼤学和⾏业组织的合作⽬前已成为四个国际⾦属加⼯协会的会员超过10年的软件开发、销售、培训以及客户⽀持经验Balve Marburg FuldaHamburgKasselSimufact 发展历程Release nubering:1.02.03.04.05.06.07.08.01996MARC/ Autoforge 1.21998 1999 2000 2001 2002 2003MSC.SuperForm 2002 MSC.SuperForm 2003 MSC.SuperForm 20042005 2006 2007simufact.forming Release 8.0MARC/ Autoforge 2.2 MSC/ Autoforge 2.3 MSC/ Autoforge 3.1MSC.Manufacturing 2005Superforge x.y Superforge u.vMSC.SuperForge 2004 MSC.SuperForge 2003MSC.SuperForge 2002MARC/ MSC MARC/ MSC Merger Mergerrenaming renaming Autoforge AutoforgeMSC.Manufacturing MSC.Manufacturinglicense license combining combining产品核⼼技术Simulating Manufacturingreal integrated solution of … MSC.SuperForm MSC.Marc MSC.SuperForge MSC.Dytran产品模块l l l l l l l l⾦属成形⼯艺模拟环境机械连接⼯艺仿真模块焊接⼯艺仿真模块材料数据库模拟结果分析⼯模具载荷分析⽹格划分模块机构运动模块⾦属成形模拟是simufact的最主要模块 (锻造、轧制、拉拔、挤压、冲压)Simufact 软件适⽤的领域u⾦属成形⼯艺分析包括锻造、轧制、旋压、挤压、拉拔、剪切等体积成形⼯艺和板料成形⼯艺,同时也可以进⾏变形和传热的耦合分析,例如热成形或温成形⼯艺、以及材料的加热和冷却过程。
Magic_Formula轮胎模型

Fx
x
Fx0 , Fy
y
Fy 0
2 x
2 y
,
x
1
,
y
tan 1
MF模型简介
在Matlab/Simulink中建立的轮胎动力学模型:
工作计划
继续完成仿真工作,完善轮胎模型的参数辨 识; 学习整车模型的建立; 结合FPGA学习卡尔曼算法和非线性观测器。
谢谢!
MF模型简介
Magic Formula 模型:
用特殊正弦函数建立的轮胎纵向力、侧向力和自回正力矩模型。
用一个通过拟合实验数据而得到的三角函数公式来与轮胎实验数 据相吻合, 完全能够表达不同驱动情况时的轮胎特性。
只用一套公式就完整地表达了纯工况下轮胎的力学特性,故称为 魔术公式。
可对轮胎模型的特性进行良好描述,不但可以用函数表述轮胎的 转向力、回复力矩和驱动/制动力,也可以直接利用轮胎实验数据。
MF模型简介
MF公式:
Y=y+Sv y=Dsin{Carctan[Bx-E(Bx-arctanBx)]} x=X+Sh
式中, Y表示侧向力或纵向力,X表示侧偏角α或滑移率k。 B为刚度因子,C为形状因子,D为峰值因子,E为曲率因子Sv为垂 直偏移,Sh为水平偏移。除C外,该公式中的参数都是垂直载荷Fz
和侧偏角α的函数。 若计算回正力矩 Mz=-t*Fy+Mzr t(αt)=Dtcos[Ctarctan{Btαt-Et(Btαt-arctan(Btαt))}]cos(α) αt = α + Sht Mz表示回正力矩,t为气胎拖矩,Mzr为残余回正力矩。
MF模型简介
输入量:侧偏角α 纵向滑移率κ 侧倾角γ 垂直载荷Fz
1.纯制动/驱动条件 2.纯转向条件 3.联合工况(制动/驱动转向)
基于AMESim的矿用汽车全液压转向系统建模与仿真_孟兆磊

第 10 期
任永良 等: 基于 FESTO 气动教学平台的 CDIO 教学实践
·117·
图 5 联动回路连接图
实验 2 是在指导老师提出目标要求的前提下,某 一 CDIO 实验小组自己设计的回路,通过该组 5 名同 学的集体协商而成。由于有了前期的实验操作基础, 实验 2 基本上没有出现实验 1 所遇到的问题,同学们 都能很好掌握气动元件的识别与连接,相互之间的协 作也得到 明 显 的 提 升,达 到 了 CDIO 教 学 实 践 的 目 的。唯一存在的问题是: 很多同学认为在气缸无载荷 的情况下,理论上二位五通阀 2 应该是在气缸 1 到达 行程 S2 后才切换为左位,也就是说气缸 2 应该在气 缸 1 伸出并达到最大位移时才开始伸出,两者之间不 应该是同步而应该是顺序回路。理由是在无载荷情况 下,气缸 1 伸出时,其左端进气端压强比较低,不足 以驱动二位五通阀 2 换向,只有当气缸 1 到达其行程 最右端时,其左端进气端压强升高,这时才能驱动二 位五通阀 2 换向。因此该回路应该是顺序回路而不应 该是同步回路。但在软件模拟和实际连接回路运行下 发现,该回 路 确 实 是 同 步 回 路 而 不 是 顺 序 回 路。 因 此,这些同学刚开始对此很是不理解。后来经过分析 认为: 由于气缸 1 中活塞存在摩擦力,其进气端为了 将活塞杆推出,必须克服摩擦力,因此必须具备一定 的压强; 同时,二位五通阀阀芯摩擦力较小,用较低
口状态,从而通过不同形式的输入信号来替代转向器 不同的工作方式。图 5—7 所示分别为转向器节流口 在不考虑蓄能器和胶管弹性、不考虑蓄能器作用但考 虑胶管弹性、同时考虑蓄能器作用和胶管弹性下的进 油口压力变化曲线。
第 10 期
孟兆磊 等: 基于 AMESim 的矿用汽车全液压转向系统建模与仿真
simufact锻造及强力旋压解决方案
Simufact锻造及强力旋压解决方案书中仿新联(北京)科技有限公司2010年8月6日目录1背景 (3)2软件介绍 (3)2.1适用领域 (3)2.2产品特色 (4)3锻造仿真应用 (7)4旋压仿真应用 (10)4.1强力旋压几何建模 (11)4.2旋压模拟结果分析 (11)4.3 扩径和椭圆形端口缺陷分析 (15)4.4 表面起毛刺 (16)4.5 表面隆起及波浪纹 (16)4.6由于进给比和芯轴转速匹配不当造成缺陷 (17)1背景航空航天、汽车、船舶等行业许多重要的零部件都通过锻造加工生产出来。
传统锻造工艺和模具设计通常借助于反复的实物试验,周期长、成本高,而产品性能并不一定最佳。
相反,锻造过程的数值仿真技术的应用越来越显示其优越性。
锻件锻完后、一般需要经过热处理,如:感应淬火、退火、正火等工艺,使零件达到使用性能。
因而,热处理工艺装备的设计和热处理工艺参数不仅影响工件处理后的质量,也影响到热处理设备的使用寿命和使用效率。
传统的热处理工艺装备和工艺参数设计大多依靠经验数据,工量量大、周期长、效率低、费用高、缺少科学性和预见性。
随着计算机技术在热处理领域当中的广泛应用,对过程进行计算机模拟,可减少实验次数,提高效率,优化配置资源,使热处理工艺装备和工艺参数的设计由经验型向科学计算型转变,提高了热处理工艺装备设计的科学性和精确性。
2软件介绍Simufact.forming是MSC.SuperForm和MSC.SuperForge的升级版本,由德国Simufact公司和美国MSC.Software公司达成协议,基于MSC.Superform和MSC.SuperForge的基础上开发的独立软件。
Simufact 软件采用纯Windows风格的图形交互界面,操作简单、方便。
求解器将全球领先的非线性有限元求解器和瞬态动力学求解器融合在一起,提供有限元法(FEM)和有限体积法(FVM)两种建模求解方法,具备快速、强健和高效的求解能力。
基于有限元仿真的轮胎操稳“虚拟送
基于有限元仿真的轮胎操稳“虚拟送样”技术研究官声欣 周 涛 岑嘉祈万力轮胎股份有限公司摘 要:本文以205/55R16 H220轮胎建立了基于有限元仿真数据的PAC2002动力学模型,有限元仿真包括侧偏、纵滑、复合等六分力模型,以及自由滚动58APPLIED TECHNOLOGY应用技术定性都较好的Yeoh 模型来模拟,帘线材料采用rebar 单元,通过约束方法嵌入到对应的橡胶基体单元内,实现橡胶—帘线材料的模拟。
采用ABAQUS 隐式算法建立轮辋装配、轮胎充气、垂直载荷加载等,其中三维模型采用ABAQUS 软件的*SYMMETRIC MODEL GENERATION 命令,通过二维模型旋转360°生成,在接触问题的定义中,将轮辋和路面定义为刚体。
刚度模型在加载模型的基础上,按照企业标准,对路面施加载荷位移或者旋转角度,实现在横向、纵向、径向、扭转方向的边界条件,提取力—位移曲线、扭矩—角度曲线,在线性区计算各向刚度值,部分力—位移仿真和试验对比趋势基本一致。
轮胎径向和纵向力-位移曲线仿真和试验对比情况见图1。
2.轮胎六分力模型轮胎六分力试验主要获得在侧偏、纵滑、复合滑移等工况下,轮胎的3个方向的力和3个力矩,来反映轮胎的运动学响应。
试验是在MTS 试验台上进行的,所以根据MTS 试验台试验方法,来进行有限元仿真方法的设计。
纯侧偏工况通过赋值函数对轮胎施加±15°的侧偏角,同时,对路面施加指定的线速度,以实现纯侧偏的仿真。
侧倾侧偏工况根据轮胎侧倾状态,建立局部坐标系和旋转铰链,在此基础上,依据轮胎局部坐标系对轮胎施加侧偏运动;同时,保持路面以指定的线速度进行运动。
纯纵滑工况轮胎保持自由滚动,路面施加平动速度,通过调整自由滚动角速度来实现不同滑移率的纵滑工况仿真。
复合滑移工况使路面侧倾侧偏到需要的角速度,寻找侧倾侧偏后的轮胎自由滚动角速度,使轮胎在该角速度时纵向力为零。
钢制薄壁车轮弯曲疲劳模拟精度探讨
机械设计与制造286Machinery Design&Manufacture第2期2021年2月钢制薄壁车轮弯曲疲劳模拟精度探讨覃海艺,马宁(上海交通大学塑性成形技术与装备研究院,上海200030)摘要:介绍了如何用有限元法准确模拟钢制薄壁车轮弯曲疲劳试验的方法,着重讲述如何合理选择有限元网格类型、单元积分形式、单元尺寸大小,强调分析应采用材料"真应力-应变”曲线,给出旋转作用力、螺栓预紧力、加载时间步的设置方法和注意事项,以及判断有限元应力分析结果是否合理的方法。
论文随后以车轮疲劳试验结果为参照,结合S-N曲线数学表达式,给出一种分析车轮疲劳寿命的简易方法,并基于这个简易方法去预测另一款大小相近、材料牌号相同的车轮寿命,发现寿命预测结果与试验结果较为接近,认为论文所介绍的应力和疲劳分析方法有较好的实用性。
关键词:车轮;弯曲;疲劳;模拟;精度;预紧力中图分类号:TH16;U463.42;TP391.9文献标识码:A文章编号:1001-3997(2021)02-0286-04Discussion on Simulation Accuracy of Bending Fatigue for Thin Steel WheelsQIN Hai-yi,MA Ning(Institute of Forming Technology&Equipment,Shanghai Jiao Tong University,Shanghai200030,China)Abstract:77必paper introduces how to accurately simulate the bending fatigue test of steel thin-^walled wheels by finite element method.It f ocuses on how to reasonably select the type of f inite element,the form,of e lement integration and the size of element.It emphasizes that the material a true stress-strain'curve should be adopted in the analysis.It gvues the setting methods and precautions of t he rotational f orce,bolt pre-tightening f orce and loading step,and the method to judge whether the finite element stress analysis results are reasonable or not.The paper then gives a simple method to analyze the fatigue life of wheels based on the results of wheel fatigue test and the mathematical expression of S-N curve,and predicts the life of another wheel with the same size and material grade based on this simple method.It is found that the life prediction results are relatively similar to the test results.The result indicates that the stress and f atigue analysis method introduced in the paper has a better practicability.Key Words:Wheels;Bending;Fatigue;Simulation;Accuracy;Pre-Tightening Force1引言车轮作为汽车一个重要安全部件,在使用之前需通过多种安全性能测试试验,其中,弯曲疲劳试验是用于检测车轮安全性能的主要测试标准之一网。
旋压成形齿槽的有限元模拟分析

旋压成形齿槽的有限元模拟分析秦雪梅;黄雁威;夏琴香;叶小舟【摘要】The spinning forming process of multi -wedge groove pulley has been studied on the basis of finite element analysis. The jig for work piece that required in the spinning process has been designed including upper die, lowet die, guide sleeve, spinning roller, ejector rod, and ejector part. The rough and fine spinning rollers required in the forming process as per the work piece profile have been designed. The spinning process of the proposal has been designed and numerically simulated in the MARC finite element software. The deformation of material has been studjed during the spinning process. The stress-stain distribution of the formed work piece has been analyzed.%本设计基于有限元软件,针对多楔槽带轮旋压成形工艺进行研究,对旋压成形过程中工件所需要的工装夹具进行设计,其中包括上模、下模,导套、旋轮、顶杆以及顶出件,根据工件成形要求设计成形所需的初成形旋轮和最终成形旋轮.针对所设计的方案进行了旋压成形工艺设计,并在MARC有限元分析软件中进行旋压成形工艺数值模拟,研究了旋压成形过程中材料变形情况,对成形件的应力应变分布进行了分析.【期刊名称】《锻压装备与制造技术》【年(卷),期】2012(000)006【总页数】4页(P79-82)【关键词】机械制造;旋压;有限元分析;带轮【作者】秦雪梅;黄雁威;夏琴香;叶小舟【作者单位】中炬高新技术实业(集团)股份有限公司,广东中山 528437;华南理工大学机械与车辆学院,广东广州 510640;北京理工大学珠海学院机车分院,广东珠海519085;北京理工大学珠海学院机车分院,广东珠海 519085;华南理工大学机械与车辆学院,广东广州 510640;中炬高新技术实业(集团)股份有限公司,广东中山528437【正文语种】中文【中图分类】TG335.190 引言国内旋压带轮工艺的发展,必须充分利用优化设计理论、数学等相关基础学科的原理不断完善本身理论,通过与计算机技术、控制论等相关技术结合提高解决实际工程问题的能力;重视应用软件的开发与数据库和知识库的建立,逐步实现产品生命周期的稳健设计;必须把质量与成本紧密联系起来,通过稳健优化设计以获得高质量、低成本的产品,适应市场竞争的要求。
基于七自由度车辆模型仿真平台的轮胎操纵稳定性仿真分析

582基于七自由度车辆模型仿真平台的轮胎操纵稳定性仿真分析孙晓峰,梅光焕,张凯凯,王龙庆,李慧敏(青岛森麒麟轮胎股份有限公司,山东青岛266229)摘要:利用基于MATLAB SIMULINK的七自由度车辆模型仿真平台,以轮胎PAC2002模型为输入,进行车辆操纵稳定性仿真,并与实车测试结果对比。
结果证明客观性能指标仿真结果与实车测试主观评价结果的一致性较好,基于七自由度车辆模型仿真平台可以较好地预测轮胎的转向性能,也可以在一定程度上预测操纵稳定性。
关键词:七自由度车辆模型;仿真;轮胎;力学特性;实车测试;转向性能;操纵稳定性中图分类号:TQ336.1;O241.82 文章编号:2095-5448(2023)12-0582-07文献标志码:A DOI:10.12137/j.issn.2095-5448.2023.12.0582轮胎是车辆直接与地面接触的部件,在车辆行驶过程中担任重要角色,轮胎的力学特性对车辆的安全性能、燃油经济性、操纵稳定性、噪声以及乘坐舒适性都有重要的影响。
轮胎是一个由多种橡胶材料和钢丝、聚酯等帘线组成的复杂弹性体,轮胎的力学特性呈现非线性特征,充气压力、负荷、温度等外部条件以及轮胎本身的结构参数等都会对轮胎的力学特性产生重要影响[1],所以轮胎力学特性及其与车辆的匹配性研究一直是车辆及轮胎动力学研究的重要方向。
在轮胎开发设计过程中,对轮胎操纵稳定性和舒适性的评价一般根据实车测试的结果来判定,而实车测试的结果往往受到车手测试能力的影响,测试场地和测试温度等环境因素也对测试结果产生影响,而且实车测试成本较高,难以大批量开展,这也是限制各方对轮胎特性深入研究的一个重要因素。
在室内试验机上可以获得轮胎的力学特性,室内试验可以较好地反映轮胎的性能,又不需要实车测试的苛刻条件,所以很适合在轮胎开发设计初期开展。
对室内试验的轮胎力学特性与实车测试轮胎的操纵稳定性和舒适性进行匹配一致性研究是轮胎开发过程中的重要内容。
基于MatlabSimulink的公用轴独立旋转车轮转向架横向动力学研究
1 =− 构架横移动力学方程:
̇ − 0 ̇ − w1; 1 = − 0
̇ −0 ̇ −
1
0
̈ + 2 1 (2 − 1 − 2 − ℎ ) + 2 1 (2 ̇ − ̇ 1 − ̇ 2 − ℎ ̇ ) = 0 其中, 为构架质量;h 为构架质心离一系 位刚度的垂向距离;
构架摇头动力学方程:
̈ +2
2 动力学方程
2.1 基本假设
在建立独立旋转车轮转向架的运动微分方程之前,首先给出以下假设:
(1)转向架和车轮视为刚体,即不计这些部件本身的弹性变形;
(2)车体、转向架结构对称,前、后转向架的结构与各零部件的参数尺寸完全相同。
根据以上假设,则轮对的横向位移始终和钢轨的方向不平顺相同。
2.2 运动方程
收稿日期:2018-08-26 基金项目:“十二五”国家科技支撑计划项目(2015BAG19B02) 作者简介:王洋洋(1996-),男,安徽宿州人,硕士研究生,主要从事车辆系统动力学及控制应用研究,1548586069@。
·54·
齐 齐 哈 尔 大 学 学 报(自然科学版)
2019 年
轮对横移量:
轮对侧滚角:
1 = ( + )/2
1 = ( − )/2 其中, , 分别为左右轨道的方向不平顺值; , 分别为左右轨道的高低不平顺值。
轮对的摇头运动方程:
̈ + 2 1 2( − ) + 2 1 2( ̇ − ̇ ) − − = 0
其中: M zl 为左车轮自旋蠕滑力矩在 Z 轴上分量; M zr 为右车轮自旋蠕滑力矩在 Z 轴上分量。
图 1 为独立车轮转向架横向动力学模型俯视图,其中 义轮对的横移量 yw(下标 1 代表前轮对,2 代 表后轮对)为轮对几何中心在 方向相对于轨道中心线的横向偏移量,图示方向为正方向; 义轮对摇头 角 φw 为轮对轴心线与 轴之间夹角,图示方向为正; 义转向架横移量 yt,图示方向为正; 义转向架摇
基于Magic Formular轮胎模型的整车稳定性仿真研究
基于Magic Formular轮胎模型的整车稳定性仿真研究
刘文文;张沙沙;段红霞;王瑞华
【期刊名称】《汽车零部件》
【年(卷),期】2015(000)012
【摘要】在分析整车结构及动力学特性基础上,构建十四自由度整车非线性动力学模型.采用Magic Formular模型提高轮胎在极限值外置信度和健壮性,精准描述车辆在各种工况下运动特性.同时基于虚拟样机技术建立ADAMS整车模型,结合MATLABSimulink联合仿真实验对整车运动特性进行分析.仿真结果表明:车辆模型能够保持对样车运动状态快速响应及跟踪一致性.
【总页数】7页(P6-11,57)
【作者】刘文文;张沙沙;段红霞;王瑞华
【作者单位】长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定071000;重庆交通大学机电与汽车工程学院,重庆400074;长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定071000;长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北保定071000
【正文语种】中文
【相关文献】
1.汽车操纵稳定性仿真用轮胎模型的研究 [J], 来飞;黄超群
2.基于Trucksim整车操纵稳定性仿真分析研究 [J], 章雪华;石柏军;李岩
3.整车平顺性和操纵稳定性联合仿真模型研究 [J], 陈双;孟实;李刚;秦玉英;屈小贞
4.基于Magic Formula轮胎模型的动力学试验与建模技术研究 [J], 周波; 钱留华;
李衡
5.实际轮胎模型下整车操纵稳定性分析研究 [J], 梁媛媛; 储胜林
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于simufact.forming软件车轮旋压模拟仿真
段小亮1,李光杰1
(1.西模发特信息科技(上海)有限公司技术工程部,上海 200336)
摘要:旋压轮毂具有重量轻、强度高、寿命长、表面光洁,机械加工余量少等优点。
而旋压工艺过程复杂,影响因素多,造成实际旋压加工中工艺参数和工装的选择和调试较为困难,本文采用理论结合实际对钢质重型卡车车轮及铝合金轿车车轮旋压工艺进行模拟分析,得出了旋压件的应力应变、厚度尺寸变化、旋压力变化情况,验证了工艺参数的准确性与工艺的可行性,仿真结果与实际有较好的相符性。
通过simufact.forming软件在旋压产品研制过程中的应用发现,仿真分析软件可以提前判断旋压工艺的可行性及合理性,为旋压产品的研制提供重要参考。
关键词:轮毂旋压;Simufact.forming;模拟仿真
Simulation of wheel spinning by simufact.forming
Xiaoliang.Duan1,Jason.Li1
(1.ManuSim Solutions Co,.Ltd Engineering department, Shanghai 200336)
Abstract:The spinning wheel has the advantages of light weight, high strength, long service life, smooth surface, less machining allowance. But the spinning process is complicated, many influence factors that cause selection and debugging parameters and tooling is difficult in actual spinning process, this paper simulation of the spinning process of steel heavy truck wheels and aluminum alloy car wheel, give the result of the stress and strain, thickness, pressure changes of the parts, verify the feasibility and accuracy of process parameters, Through the simufact.forming software used in the process of spinning in the product development of discovery, analysis and simulation software can advance to judge the feasibility and rationality of the spinning process, provides the important reference for the development of spinning products.
Keywords:wheel spinning;Simufact.forming;numerical Simulation
1引言
轮毂作为汽车中的重要部件之一,起着承载着汽车的重量,同时也体现着汽车的外观造型。
国内制造汽车轮毂主要是采用铸造、旋压、锻造等工艺。
目前,在轮毂轻量化趋势的要求下,铸旋、锻旋及旋压是目前轮毂加工中最安全、最经济适用的一种加工方法。
通过旋压能够是车轮内部组织有明显的纤维流线,大大提高了车轮的整体强度和耐腐蚀性。
由于材料强度高、产品重量轻,从而使车轮的使用寿命和安全性大幅提高,有利于车辆减重、节油,机械加工余量也大大减少。
2 有限元建模
由于本文主要对车轮旋压工艺进行有限元模拟分析。
两个模型均采用三旋轮错距旋压,旋轮形式和芯模尺寸均不一样。
工艺一原始坯料为14mm厚度的板材,采用复合旋压工艺。
工艺二所用坯料形状见下图1中工艺二几何模型示意图。
采用三旋轮强力旋压工艺。
为下图1为在Simufact中建立的三维几何模型,几何模型通过导入CAD软件的数字模型建立。
计算模型按照实际加工过程施加边界条件。
工艺一给旋轮施加沿坯料外轮廓运动的时间位移参数,选择常库伦摩擦模型进行计算,设定为0.05。
芯模和顶料板转速为650Rot/min。
进给比为1mm/Rot。
工艺二给旋轮施加沿坯料外轮廓运动的时间速度参数。
选用库伦摩擦模型,设定为0.01。
芯模的顶料板转速为300Rot/min,进给比为0.01666mm/Rot。
两种工艺中均对旋轮设定局部坐标系,释放其自身Z轴的旋转运动,使其可在坯料的带动下,绕自身Z轴自转。
工艺一工艺二
图1 在simufact中建立的三维模型
工艺一工件划分15834个六面体单元,工艺二工件划分18342个六面体单元。
下图2为工艺一与工艺二原始坯料网格示意图。
Simufact.forming软件具有钣金类实体单元自动划分器及环形件实体单元自动划分器,能够极其容易生成对应网格。
同时,均采用六面体单元进行划分,对于应力应变的差值具有较为精确的结果。
工艺一工艺二
图2 在simufact中划分的原始坯料网格示意图
3仿真结果分析
3.1工艺一仿真
由图3应力分布云图可以看出,成形完成后工件中残余应力分布较为均匀,约为261~300Mpa左右。
由图3应变分布云图可以看出,成形过程无重大缺陷发生,总体成形状况良好,工件中未变形部分的顶部基本没有应变,随着旋轮的移动,工件中应变呈逐渐增大趋势,最大应变在工件边缘,约为2。
应力分布应变分布
图3 车轮一加工完成后应力应变分布云图
由图4剖面图可以看出,零件整体贴膜良好,由于零件截面较为复杂,也会有回弹发生,导致在某些部位发生贴膜不好的现象,如图中倒角过度中间区域。
由图4回弹对比图可以看出,图中浅蓝色为零件理想尺寸,带网格红色工件为加工完成回弹后的工件形状,根据对比图可以发现,工件大部分为往外回弹,头部外围倒角区域为向内回弹趋势。
剖面图回弹前后对比
图4车轮一加工完成后零件贴膜及回弹对比
3.2工艺二仿真
图5为车轮二加工完成后应变分布云图及温度剖面分布云图,由图可以看出,车轮整体在加工完成后变形较为均匀,其中应变最大约为9,工件中大部分区域应变约为5.5~7.9。
通过温度场剖面图可以看出,工件变形较为剧烈,其中约有200℃左右温升,工件直壁段贴膜较为均匀。
图5 车轮二加工完成后应变及温度剖面分布云图
图6(a)、(b)、(c)分别为不同时刻旋轮在轴向所受力大小示意图,分别与6(d)、(e)、(f)对应。
由图可以看出,在加工初期,力首先急剧增大,随后由于材料流动达到稳态,力保持不变,在稳态区域,温度变化也较小,当工件接触到芯模底部,力随着增大。
当工件材料流过芯模底部台阶,材料流动进入稳态,力随后也保持稳定。
(a)(b)(c)
(d)(e)(f)
图6 不同时刻旋轮轴向受力对比示意图
图7(a)、(b)、(c)分别为不同时刻旋轮在轴向所受力大小示意图,分别与7(d)、(e)、(f)对应。
由图可以看出,在加工后期,随着底部变形量的逐渐增大,力也随之逐渐增大。
当最底部工件材料接触到芯模最底部时,力有一个显著增大的过程。
当整个加工过程完成时,旋轮离开坯料,力随之降低。
(a)(b)(c)
(d)(e)(f)
图7 不同时刻旋轮轴向受力对比示意图
4 结论
通过本次模拟,得出对于两种不同的车轮轮毂,在对应的工艺参数下,旋压仿真出的零件成形完整,壁厚均匀,贴膜良好,表面无明显波纹等重大缺陷。
通过本次仿真,对车轮一的贴膜和回弹做了分析,与实际比较吻合,可以作为新工艺前期研究手段,对模具形状尺寸及工艺参数的可行性进行预判。
通过车轮二的仿真分析,对零件可成形性、应力应变分布及旋轮受力进行了分析,与实际结果较为吻合。
参考文献:
[1] 孙丽丽. 汽车轮毅旋压成形过程的数值模拟[D].合肥工业大学,2008.
[2] 王艳红. 车轮轮辋旋压成形技术研究[D]. 燕山大学,2008.
[3]赵琳瑜,韩冬,张立武,等. 旋压成形技术和设备的典型应用于发展[J]. 锻压技术,2007,12(6)19-25.
[4] 刘继强,李茂盛,贾新朝,等. 高精度高温合金薄壁管旋压成形[J].宇航材料工艺,1999,(6):32-36.
[5] 赵琳瑜,寒冬,张立武,等. 典型零件旋压成形技术应用发展[J]. 航天制造技术,2007,(2): 51-53.
[6] 陈建维. TC4钛合金深筒形件的超塑成形及其精度控制. 哈尔滨工业大学硕士学位论文,2007
[7] simufact.forming user guide. Simufact engineering gmbh,2011。