铜焊条牌号
常用焊条牌号对照表
常用焊条牌号对照表1.碳钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------J421,适用于焊接碳钢板和低合金结构钢J422,适用于焊接碳钢管道J425,适用于焊接碳钢构件J506,适用于焊接碳钢结构J507,适用于焊接碳钢管道J508,适用于焊接碳钢构件和厚板J509,适用于焊接碳钢二氧化碳气体保护焊J510,适用于焊接分析仪器和仪表设备2.不锈钢焊条对照表焊条牌号,主要用途-------------,-----------------------------------A102,适用于焊接低碳含量的奥氏体不锈钢A107,适用于焊接奥氏体、马氏体不锈钢A132,适用于焊接马氏体不锈钢A143,适用于焊接奥氏体、马氏体不锈钢A167,适用于焊接奥氏体不锈钢装饰构件A182,适用于焊接不锈钢管道3.铝焊条对照表焊条牌号,主要用途-------------,-----------------------------------H111,适用于焊接铝合金构件、车辆制造H112,适用于焊接铝合金厚板H113,适用于焊接铝制家具和装饰构件H131,适用于焊接铝合金船体、航空器制造H151,适用于铝合金船体、航空器制造4.钛焊条对照表焊条牌号,主要用途-------------,-----------------------------------E110,适用于焊接钛合金构件E120,适用于焊接钛合金船体、航空器制造E130,适用于焊接钛合金石油设备、化工设备制造E140,适用于焊接钛合金焊接结构5.镍合金焊条对照表焊条牌号,主要用途-------------,-----------------------------------ENiCrMo-3,适用于焊接镍基合金和其他合金材料ENiCrFe-2,适用于焊接高镍合金、铜合金和其他合金材料ENiCu-7,适用于焊接镍铜合金、钢和其他合金材料总结:焊条作为常用焊接辅助材料,不同的焊条牌号适用于焊接不同材料和工艺需求。
磷铜焊条牌号,及性能,与焊接药水

一、磷铜系列焊料产品的牌号及性能:HAg-02,含P 7%、Cu 93%,等同于美标AWS BCuP-2、国标BCu93P及L201,具有良好的流动性,价格低廉,广泛用于空调、冰箱、机电等行业铜及铜合金的钎焊。
熔点645-800摄氏度。
HAg-05,含P6.5%、Cu87%、Sn6.5%,等同于国标BCu87SnP,熔点更低,具有更优良的流动性,仅适用于铜及其合金接头的焊接。
熔点620-660摄氏度。
二、银铜磷系列焊料产品的牌号及性能:HAg-2B,含银2%,等同于美标AWS BCuP-6、国标BCu91PAg及L209,具有良好的流动性和填充能力,广泛用于空调、冰箱、机电等行业,铜及铜合金的钎焊。
熔点645-790摄氏度。
HAg-5B,含银5%,等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金接头的焊接。
熔点645-815摄氏度。
HAg-15B,含银15%,等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。
可钎焊承受振动载荷的铜及其合金接头的钎焊。
熔点645-800摄氏度。
我公司是中国焊接学会团体会员,国家焊接标准委员会委员,是国内最主要的钎焊材料研发和生产企业之一,产品曾应用于神舟6号等航天高科技工程,国内外主要客户有:海尔、海信、日立电器、松下电器、LG电子、飞利浦电器、盾安精工等,产品远销日本、美国、东南亚、中东等国家和地区,在国内外享有卓著声誉!型号: AG0%,2%,5%,15%材质: 铜、磷、银焊芯直径: 1.5-4.0mm长度: 500mm保护焊接药水气温高F402 气温低用F404 ,其余用F4.3。
电焊条牌号及用途
电焊条汇总及用途2011年11月6日整理堆焊焊条一、堆焊焊条牌号:GB(AWS)D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968 牌号二、主要用途:1、D107EDPMn2-1.5常温低硬度堆焊,如车轴等磨损面;2、D132EDPCrMo-A2-03常温中硬度堆焊,适于矿山机械堆焊与修补;3、D167EDPMn6-15常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊;4、D172EDPCrMo-A3-03常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面;5、D212EDPCrMo-A4-03常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面;6、D256EDNn-A-16高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊;7、D276EDCrNn-B-16耐气蚀高铬锰钢堆焊8、D307EDD-D-15高速钢刀具、刃口堆焊;9、D317EDRCrMoWV-A3-15冷冲模及切削刀具的堆焊;10、D322EDRCrMoWV-A1-03同D317;11、D337EDRCrW-15热煅模堆焊;12、D397EDRCrMnMo-15热煅模堆焊;13、D502EDCr-A1-03轴及中温高压阀门堆焊,堆焊金属具有空淬特性;14、D507EDrCrW-15同D502 D507MoEDRCrMnMo-15中温高压阀门堆焊,堆焊金属具有空淬特性;15、D512EDCr-B-03轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性;16、D516MAEDCrMn-A-16中温高压阀门堆焊,堆焊金属具有空淬特性;17、D517EDCr-B-15轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性;18、D547EDCrNi-A-15高温高压阀门堆焊,抗擦伤性强;19、D547MoEDCrNi-B-15高温高压阀门堆焊,堆焊金属时效强化效果显着;20、D557EDCrNi-C-15同D547Mo D577EDZCrMn-C-15中温高压阀门堆焊,堆焊工艺简单,易于操作;21、D608EDZ-A1-08抗磨粒磨损表面堆焊;22、D658Fe-Cr-B高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件;23、D667EDZCr-C-15抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好;24、D698Fe-Cr-B用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等;25、D707EDW-A-15碳化钨型,抗强烈磨损表面堆焊;26、D717------用于耐岩石强烈磨损的机械零件;27、D968Fe-Cr-B铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条一、焊条牌号:GB(AWS)A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902 牌号二、主要用途:1、A002E308L-16用于超低碳00Cr19Ni10不锈钢结构的焊接;2、A022E316L-16用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接;3、A022MoE317L-16用途同A022,耐蚀性更优于A022 ;4、A042E309MoL-16抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接;5、A052------用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;6、A062E309L-16抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接;7、A102E308-16焊接工艺性能优异,用于一般的不锈钢结构的焊接;8、A107E308-15同A102,可全位置焊接;9、A132E347-16抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti 不锈钢的焊接;10、A137E347-15用途同A132,可全位置焊接;11、A172E307-16抗裂性好,焊ASTM307钢及异种钢;12、A202E316-16用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接;13、A207E316-15同A202,可全位置焊接;14、A212E318-16同A202,抗晶间腐蚀性能好;15、A237E318V-15用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接;16、A222E317MoCu-16在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢;17、A302E309-16用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接;18、A302SLE309Mo-16对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件;19、A307E309-15用途同A302,可全位置焊接A312E309Mo-16异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接;20、A402E310-16用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接;21、A407E310-15同A402,可全位置焊接;22、A412E310Mo-16同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422------用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接;23、A502ED16-25MoN-16用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢;24、A507ED16-25MoN-15同A502,可全位置焊接;25、A607E330MoMnWNb-15用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接;26、A902E320-16耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条一、铬不锈钢焊条牌号GB(AWS):G202、G207、G217、G302二、主要用途1、G202E410-16用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊;2、G207E410-15用途同G202,可全位置焊接3、G217E410-15用于0Cr13、1Cr13、2Cr13不锈钢结构焊接4、G302E430-16用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条一、铜及铜合金焊条牌号GB(AWS):Cu107、Cu207、Cu227、Cu237二、主要用途:1、Cu107ECu紫铜.耐大气,海水腐蚀.导电性好。
焊条标准牌号表
结构钢焊条依据标准GB5117、GB5118牌号型号主要特性与用途结421E4313操作性能极好,适用于薄板小件,短焊缝及盖面焊结422E4303操作性能佳,用于较重要的低碳结构钢及普低钢结构的焊接结423E4301操作性能一般。
焊接重要的低碳结构钢及普低钢结425E4311立向下专用。
用于薄板结构的焊接结426结427E4316E4315机械性能,抗裂性能好。
用于重要的低碳钢和普低钢结构的焊接。
结502E5003操作性能好,用于16MN等普低碳钢结构的焊接结506结507E5016E5015机械性能、抗裂性能好。
用与中碳钢及普低结构的焊接结506Fe E5018熔敷效率高,机械抗裂性能好,用于中碳钢及普低钢结构的焊接结506X E5016立向下专用,焊接效率高。
用结507JH E5015扩散氢含量低。
用于重要的低合金钢结构的焊接结556结557E5516-GE5515-G用于中碳钢及低合金钢如15MnTi等结构的焊接结606结607E6016-D1E6015-D1用于中碳钢及相应温度的低合金高强度钢结构的焊接结707E7015-D2用于部分耐热钢和低合金结构的焊接不锈钢焊条依据标准GB983牌号型号主要特性与用途铬202E1-13-16用于OCr13 1Cr13钢和耐磨耐蚀的表面堆焊铬302E0-17-16焊接Cr17等不锈钢奥002E00-19-10-16焊接超低碳Cr19NI11或OCr19Ni10等不锈钢结构奥102E0-19-10-16操作性能好,抗发红。
焊接工作温度低于300℃耐腐蚀的不锈钢结构奥107E0-19-10-15焊接工作温度低于300℃耐腐蚀的不锈钢结构奥112焊接一般的Cr18Ni9等不锈钢结构奥132E0-19-10Nb-16操作性能好,抗发红。
焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥137E0-19-10Nb-15焊接重要的含钛稳定的OCr19Ni11Ti等不锈钢结构奥202奥207E0-18-12Mo2-16E0-18-12Mo2-15焊接在有酸介质工作中的OCr17Ni12Mo2等不锈钢结构奥212E0-18-12Mo2Nb-16焊接重要的OCr17Ni12Mo2设备如合成纤维等设备奥232奥237E0-18-12Mo2v-16E0-18-12Mo2v-15焊接耐热耐蚀的OCr19Ni19等不锈钢结构奥302E1-23-13-16操作性能好。
铜焊条型号及用途

铜焊条型号及用途Copper welding rod is a type of welding consumable that is commonly used in various industries for joining copper and copper alloys. These welding rods come in different sizes and shapes, and their composition varies depending on the specific application. The most common type of copper welding rod is the copper-phosphorus rod, which is used for brazing copper and copper alloys in HVAC, plumbing, and electrical applications. These rods are known for their high strength, conductivity, and corrosion resistance, making them ideal for joining copper components that require a strong and durable bond.在各种行业中,铜焊条被广泛应用于连接铜及铜合金。
这些焊条有不同的大小和形状,其成分取决于具体的应用。
最常见的铜焊条是铜磷焊条,用于在暖通、管道和电气应用中钎焊铜及铜合金。
这些焊条以其高强度、导电性和耐腐蚀性而闻名,非常适合连接需要强固耐用的铜部件。
One of the main advantages of using copper welding rods is their ability to produce high-quality welds that are free from defects such as porosity and cracks. This is important in applications wherereliable and leak-free joints are crucial, such as in plumbing systems or refrigeration units. The high thermal conductivity of copper helps to efficiently transfer heat during the welding process, resulting in consistent welds that meet industry standards. Additionally, the corrosion resistance of copper welding rods ensures that the welded joints remain durable and long-lasting even in harsh environments.使用铜焊条的主要优势之一是能够产生质量高的焊缝,没有气孔和裂纹等缺陷。
J422J427J507J507R焊条的区别及型号

J422、J506和J507焊条的命名方法来源于GB980-76《焊条分类及型号编制方法》,现在作为标准早已废除。
但是由于该方法好记,行业上至今流传到现在。
该命名方式来源于GB980-76《焊条分类及型号编制方法》。
第一个字母按下表命名:代号(拼音或汉字)焊条分类拼音汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合金焊条T铜铜及铜合金焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度大于50kg/cm2。
最后一位按下表命名:最后一位数药皮类型药皮主要成分电源电极1钛型氧化钛≥35%直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3钛铁矿型钛铁矿≥30%直流或交流4氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5纤维素型有机物≥15%、氧化钛30%左右直流或交流6低氢钾型钾、钙、镁的碳酸盐和氟石直流或交流7低氢钠型钠、钙、镁的碳酸盐和氟石直流反接8石墨型多量石墨或交流9盐基型氯化物和氟化物直流或交流现在该标准已经废止,但流传至今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药皮低碳结构钢焊条。
钛钙型药皮焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药皮焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的工艺性能好,如电弧稳定,飞溅小,焊缝成形美观等。
而J427是碱性(低氢型)焊条,只能用直流电焊机,但它的焊缝综合力学性能好,即韧性要比酸性焊条好。
因此,一般联接用J422,而重要焊缝则应用J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝金属抗拉强度不低于420Mpa,氧化钛钙型药皮,交直流两用,主要用于焊接低碳钢和强度等级低合金钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝金属抗拉强度不低于420Mpa,低氢钠型药皮,直流反接,主要用于焊接重要的低碳钢和低合金钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药皮成份不同。
焊条型牌号对照及主要用途
焊条型牌号对照及主要用途焊条是一种常见的焊接辅助材料,用于将金属材料连接起来。
不同种类的焊条在焊接过程中具有不同的性能和用途。
下面将介绍一些常见的焊条型号、其对应的主要用途以及一些需要注意的事项。
1.碳钢焊条:碳钢焊条是最常见的一类焊条,用于焊接碳钢及低合金钢材。
常见的型号有E6010、E6011、E6013、E7014、E7018等。
E6010焊条适用于焊接管道和厚板,焊后具有较高的强度和耐冲击性。
E6011焊条适用于焊接地下或潮湿环境中的金属材料,焊接过程稳定,焊接质量较好。
E6013焊条是一种万能焊条,适用于焊接各种碳钢结构,焊接过程容易控制,熔渣易清洁。
E7014焊条适用于对焊接金属强度和抗冲击性要求较高的场合。
E7018焊条适用于焊接重型结构,焊后强度高,抗冲击性能好。
2.不锈钢焊条:不锈钢焊条主要用于焊接不锈钢材料,常见的型号有E308、E309、E316等。
E308焊条适用于焊接18-8不锈钢,焊后具有较好的耐腐蚀性和抗晶间腐蚀性。
E309焊条适用于焊接不锈钢与碳钢的连接,焊后具有较高的强度和耐腐蚀性。
E316焊条适用于焊接316L型不锈钢,焊后具有良好的抗晶间腐蚀性和耐蚀性。
3.铝焊条:铝焊条主要用于铝合金的焊接,常见的型号有E4043、E5356等。
E4043焊条适用于焊接铝合金以及铝和铝之间的连接,焊后强度较高。
E5356焊条适用于焊接镁含量较高的铝合金,焊后具有良好的抗腐蚀性和耐热性。
4.镍焊条:镍焊条主要用于焊接镍合金材料,常见的型号有ENi-1、ENi-2、ENiCrFe-3等。
ENi-1焊条适用于焊接镍合金与钢铸件的连接,焊后具有较高的强度和耐腐蚀性。
ENi-2焊条适用于焊接镍合金与铜合金的连接。
ENiCrFe-3焊条适用于焊接高温合金,焊后具有良好的耐高温性和耐腐蚀性。
需要注意的是,选择焊条时要根据实际工作需求和焊接材料的特性进行选择。
在使用焊条时,要遵循正确的工艺规范,保证焊接质量。
铜焊条牌号

Sn8 Cu Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用
ERCuSn-C
铝青铜A1 S 214
Al7.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A1
铝青铜A2 S 215
Al9 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A2
铝青铜(A3)
A1 10.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用。
ERCuA1-A3
锡黄铜S 221
Cu60 Sn1 Si0.3
Zn Rem.
熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
铁黄铜S 222
Cu58Sn0.9Si0.1
Fe0.8 Zn Rem.
熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
RBCuZn-B
S 229Βιβλιοθήκη Cu55 Ni6 Mn4Zn余
熔点约920℃。高强度,钎焊钢、镍及硬质合金用
RBCuZn-C
镍铝青铜-1
Al8Ni2 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
镍铝青铜-2
Al8Ni6 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
ERCuNiAl
锌白铜S 225
Cu48 Ni10
Zn Rem.
熔点约935℃。高强度,钎焊钢、镍及硬质合金用
牌号
主要成份(%)
特性和用途
相当AWS
紫铜焊丝S 201
Cu Rem.
机械性能好,抗裂性好。紫铜气焊及氩弧焊用
ERCu
焊条牌号对照表
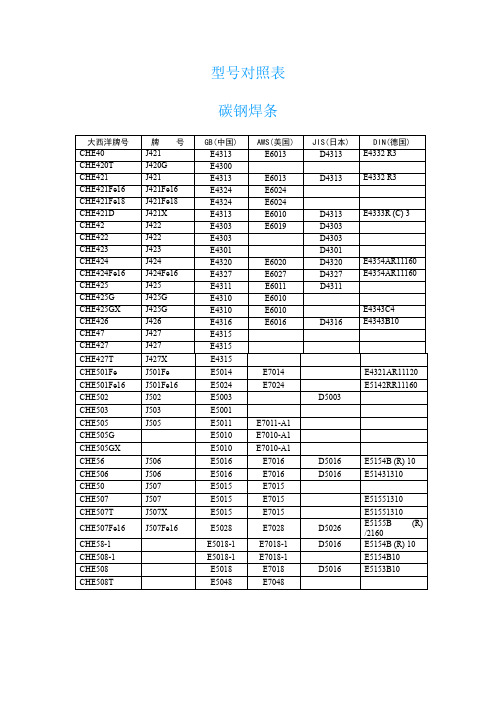
型号对照表碳钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHE40J421E4313E6013D4313E4332R3 CHE420T J420G E4300CHE421J421E4313E6013D4313E4332R3 CHE421Fe16J421Fe16E4324E6024CHE421Fe18J421Fe18E4324E6024CHE421D J421X E4313E6010D4313E4333R(C)3 CHE42J422E4303E6019D4303CHE422J422E4303D4303CHE423J423E4301D4301CHE424J424E4320E6020D4320E4354AR11160 CHE424Fe16J424Fe16E4327E6027D4327E4354AR11160 CHE425J425E4311E6011D4311CHE425G J425G E4310E6010CHE425GX J425G E4310E6010E4343C4CHE426J426E4316E6016D4316E4343B10 CHE47J427E4315CHE427J427E4315CHE427T J427X E4315CHE501Fe J501Fe E5014E7014E4321AR11120 CHE501Fe16J501Fe16E5024E7024E5142RR11160 CHE502J502E5003D5003CHE503J503E5001CHE505J505E5011E7011-A1CHE505G E5010E7010-A1CHE505GX E5010E7010-A1CHE56J506E5016E7016D5016E5154B(R)10 CHE506J506E5016E7016D5016E51431310 CHE50J507E5015E7015CHE507J507E5015E7015E51551310 CHE507T J507X E5015E7015E51551310CHE507Fe16J507Fe16E5028E7028D5026E5155B(R) /2160CHE58-1E5018-1E7018-1D5016E5154B(R)10 CHE508-1E5018-1E7018-1E5154B10 CHE508E5018E7018D5016E5153B10 CHE508T E5048E7048低合金钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHE502WCu J502Wcu TBE5003-GCHE505Mo E5010-A1E7010-A1CHE506NiLH E5016-G E7016-GCHE506WCu J506Wcu TBE5016-GCHE507NiLH E5015-G E7015-GCHE507RH E5015-GCHE507CuP J507CuP E5015-G E7015-GCHE507MnMo E5015-G E7015-GCHE507CrNi J507CrNi E5015-G E7015-GCHE507GXCHE508Ni E5018-G E7018-GCHE555GX E5510-G E8010-P1CHE557J557E5515-G E8015-G D5316EY5066NiMoBH5 CHE557MoV J557MoV E5515-G E8015-G D5316EY5066NiMoBH5 CHE557GXCHE558GXCHE62CFLH E6015-G E9015-G D5816E55548XXH5 CHE606J606E6016-D1E9016-G D5816E55548XXH5 CHE607J607E6015-D1E9015-G D5816DY5554BXXH5 CHE607Ni J607Ni E6015-G E9015-G D5816EY5554BXXH5 CHE607GXCHE707J707E7015-D2E10015-G D7016EY624BXXH5 CHE707MnMo E7015-G E10015-G D7016EY624BXXH5 CHE707Ni J707Ni E7515-G E10015-G D7016EY624BXXH5 CHE757J757E7517-G E11015-G D7016EY6924BXXH15 CHE758E7518-G E11018-GCHE80C E8015-G E12015-GCHE857J857E8515-G E12015-G EY7953BXXH15CHE857Cr J857Cr E8515-G E12015-G EY7953BXXH15 CHE857CrNi J857CrNi E8515-G E12015-G EY7953BXXH15 CHE858E8518-G E12018-GCHH107R107E5015-A1E7015-A1DT1216EMoB10+CHH108E5018-A1E7018-A1CHH202R202E5503-B1CHH207R207E5518-B1E8015-B1CHH307R307E5515-B2E8015-B2DT2315ECrMolB10+ CHH308E5515-B2E8018-B2CHH317R317E5515-B2-V E8016-B2DT2315CHH327R327E5515-B2-VWCHH337R337E5515-B2-VNbCHH347R347E5515-B3-VWBCHH347ACHH407R407E6015-B3E9015-B3DT2415EcCrMo2B10+ CHH417R417E5515-B3-VNbHL107W107E5015-C2L E7015-C2LHL707W707E5515-Cl E8015-C1HL907E7015-G不锈钢焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHH507R507E5MoV-15E502-15DT2516EkbCrMo520+ CHH707R707E9Mo-15E505-15EkbCrMo920+ CHH807R807E11MoVNi-15CHK202G202E410-16E410-16D410E13B20+ CHK207G207E410-15E410-15E13B20+ CHK232E410NiMo-16E410NiMo-16CHK307G307E430-15E430-15D430E17B20+ CHS002A002E308L-16E308L-16D308L E199ncR23 CHS002A E308L-15E308L-15CHS012Si A012SiCHS022A022E316L-16E316L-16D316L E19123ncR26 CHS022N E316L-16E316L-16D316L E19123ncR26牌号GB(中国)AWS(美国)JIS(日本)DIN(德国) CHS022Si A022SiCHS032A032E317MoCuL-16E317L-16CHS042A042E309MoL-16E309MoL-16CHS052A052CHS052CuCHS062A062E309L-16E309L-16CHS062A E309L-15E309L-15CHS102A102E308-16E308-16D308-16E199R26 CHS107A107E308-15E308-15E199B26 CHS122A122CHS132A132E347-16E347-16D347-16E199NbR26 CHS137A137E347-15E347-15D347-15E199NbB26 CHS157MnCHS202A202E316-16E316-16D316E19123R26CHS207A207E316-15E316-15E19123B20+ CHS212A212E318-16E318-16E19123NbR26 CHS222A222E317MoCu-16E316Cu-16CHS232A232E318V-16CHS237A237E318V-15CHS302A302E309-16E309-16D309-16E2312R26 CHS307A307E309-15E309-15D309-15E2212B20+ CHS312A312E309Mo-16E309Mo-16D309Mo-16E2312R26 CHS402A402E310-16E310-16D310-16E2520R26 CHS407A407E310-15E310-15D310-15E2520B26 CHS412A412E310Mo-16E310Mo-16D310Mo-16CHS437E310H-15 B.S:25.20H CHS502A502E16-25MoN-16E16-8-2-16D16-8-2CHS507A507E16-25MoN-15E16-8-2-15D16-8-2CHS29.9E312-16E312-16D312CHS29.9CoCHS2209E2209-16E2209-16堆焊焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHR107D107EDPMn2-15CHR112D112EDPCrMo-A1-03CHR127D127DEPMn3-15CHR132D132EDPCrMo-A2-03CHR172D172EDPCrMo-A3-03CHR207D207EDPCrMnSi-15CHR212D212EDPCrMo-A4-03CHR227CHR237D237EDPCrMoV-A1-15CHR256D256EDMn-A-16EFeMn-A DF-MnA CHR266D266EDMn-B-16EFeMn-B DF-MnA CHR276D276EDCrMn-B-16DE-ME DF-ME CHR307D307EDD-D-15CHR322D322EDRCrMoWV-A1-03CHR326NiCHR327D327EDRCrMoWV-A1-15CHR337D337EDRCrW-15CHR397D397EDRCrMnMo-15CHR502D502EDCr-A1-03DF-4A CHR507D507EDCr-A1-15DF-4A CHR507Mo D507Mo EDCr-A2-15CHR507MoNb D507MoNbCHR512D512EDCr-B-03DF-4A CHR517D517EDCr-B-15DF-4A CHR547Mo D547Mo EDCrNi-B-15CHR547MoACHR557D557EDCrNi-C-15CHR577D577EDCrMn-C-15DF-ME CHR608D608EDZ-A1-08CHR618D618CHR648EDZCr-B-08CHR646D646EDZCr-B-16CHR678D678EDZ-B1-08CHR698D698EDZ-B2-08CHR707D707EDW-A-15铸铁焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHC100Z100CHC ZCHC208Z208EZCCHC308Z308EZNi-1ENi-CI DECNiCHC408Z408EZNiFe-1ENiFe-CI DFCNiFe CHC508Z508EZNiCu-1ENiCu-B DFCNiCu镍及镍合金焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本) CHN102Ni102ENi-1ENi-1DNi-1 CHN112Ni112ENi-0--CHN307Ni307ENiCrFe-0--CHN317Ni317ENiCrFe-1ENiCrFe-1DNiCrFe-1 CHN327Ni327ENiCrFe-2ENiCrFe-2DNiCrFe-2 CHN337Ni337ENiCrFe-3ENiCrFe-3DNiCrFe-3 CHN347Ni347ENiCrFe-4ENiCrFe-4-铜及铜合金焊条大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)CHCu107T107ECu ECuCHCu307T307ECuNi-B ECuNi气体保护焊、埋弧焊、气焊焊丝牌号焊接形式GB(中国)AWS(美国)DIN(德国)JIS(日本)CHW-40CNH 气体保护焊TB/TH08MnSiCuCrNiⅡCHW-50C 气体保护焊ER49-1CHW-50C3气体保护焊ER50-3ER70S-3YGW16CHW-50C6气体保护焊ER50-6ER70S-6SG2YGW12CHW-50C8气体保护焊ER70S-GCHW-60C 气体保护焊ER80S-GCHW-62B3气体保护焊ER62-B3ER80S-B3CHW-S1埋弧焊H08A(E)EL12S1CHW-S2埋弧焊H08MnA EM12S2CHW-S3埋弧焊H10Mn2EH14S4W41 CHW-S4埋弧焊H10MnSi EM13KCHW-S5埋弧焊H08Mn2SiACHW-S6埋弧焊ER50-6CHW-S7埋弧焊H008Mn2MoACHW-S8埋弧焊H13Cr2.25MolA EB3CHW-S9埋弧焊HO8MnMoA EA2CHW-SG埋弧焊CHW-SQ1埋弧焊CHW-SQ2埋弧焊CHW-G1气焊H08A EL128557-S1碳钢及低合金钢用焊剂大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国)CHF101CHF101GXSJ101F5A2-H10Mn2E7A0-EH14 CHF102F5A4-H10Mn2E7A4-EH14 CHF103SJ103F4A4-H108MnA E6A4-EM12 CHF105CHF105GXSJ105F5P5-H10Mn2E7P6-EH14 CHF105HR F5131-H10Mn2E7P2-EH14 CHF106Fe F5A2-H10Mn2E7A0-EH14 CHF113F7141-H08Mn2MoA F62P4-EA4-A4 CHF115F8121-H08Mn2MoA F69P2-EA4-A4 CHF201SJ201F5A4-H10Mn2E6A0-EM12 CHF250HJ250CHF301SJ301F4A2-H08A E6A0-EL12 CHF302SJ302F5A2-H08A E7A0-EL12 CHF303SJ303F5A2-H10MnSi F7A0-EM13K CHF330HJ330F4A0-H10Mn2F6AZ-EH14 CHF350HJ350F4A2-H10Mn2F6A0-EH14 CHF360HJ360CHF431HJ431F4A2-H08A F6A0-EL12 CHF501SJ501F4A0-H08A F6AZ-EL12 CHF523F4A0-H08A F6AZ-EL12 CHFGP60F4A0-H08A F6AZ-EL12 CHF603CHF603HR不锈钢、有色金属及堆焊用焊剂大西洋牌号牌号GB(中国)AWS(美国)JIS(日本)DIN(德国)CHF131HJ131CHF150HJ150CHF202SJ202CHF203SJ203CHF260HJ260F308-H0Cr21Ni10 CHF304DCHF521CHF522SJ522CHF570SJ570CHF601SJ601F308-H0Cr21Ni10 *前面带CH为大西洋焊材公司的牌号。
焊条型号对照表

E199NbR26
CHS137
A137
E347-15
E347-15
D347-15
E199NbB26
CHS157Mn
CHS202
A202
E316-16
E316-16
D316
E19123R26
CHS207
A207
E316-15
E316-15
E19123B20+
CHS212
A212
E318-16
J502Wcu
TBE5003-G
CHE505Mo
E5010-A1
E7010-A1
CHE506NiLH
E5016-G
E7016-G
CHE506WCu
J506Wcu
TBE5016-G
CHE507NiLH
E5015-G
E7015-G
CHE507RH
E5015-G
CHE507CuP
J507CuP
E5015-G
E318-16
E19123NbR26
CHS222
A222
E317MoCu-16
E316Cu-16
CHS232
A232
E318V-16
CHS237
A237
E318V-15
CHS302
A302
E309-16
E309-16
D309-16
E2312R26
CHS307
A307
E309-15
E309-15
D309-15
D707
EDW-A-15
铸铁焊条
大西洋牌号
牌号
GB(中国)
AWS(美国)
焊条、焊丝牌号、型号对照表
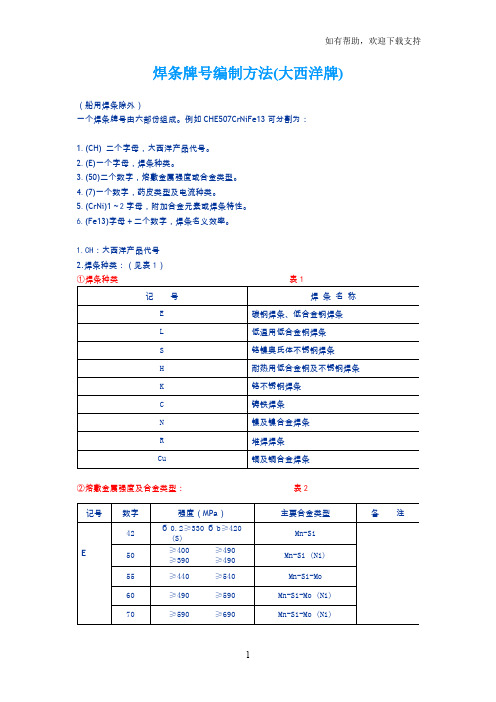
焊条牌号编制方法(大西洋牌)(船用焊条除外)一个焊条牌号由六部份组成。
例如CHE507CrNiFe13可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(E)一个字母,焊条种类。
3.(50)二个数字,熔敷金属强度或合金类型。
4.(7)一个数字,药皮类型及电流种类。
5.(CrNi)1~2字母,附加合金元素或焊条特性。
6.(Fe13)字母+二个数字,焊条名义效率。
1.CH:大西洋产品代号2.焊条种类:(见表1)①焊条种类表1②熔敷金属强度及合金类型:表2③药皮类型及电流种类: 表3④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性: (表4)表4⑤焊条名义效率表5*系指铁粉低氢型熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。
4.(3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。
表1表2烧结焊剂牌号编制方法一个烧结焊剂牌号由四部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(5)一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表3。
4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂。
T107铜基合金焊接材料

铜基合金焊接材料
T107铜基合金焊接材料说明:T107铜基合金焊接材料是以纯铜为焊芯,低氢型药皮的纯铜焊条。力学性能较好,对大气和海水有良好的耐蚀性,不宜焊接含氧铜及电解铜。采用直流电源,焊条接正极,电弧稳定,成形良好。
T107铜基合金焊接材料用途:主要用来焊接导电铜排,铜制热交换器,船舶用海水导管等铜结构件,也可以用于耐海水腐蚀的碳钢零件的堆焊。
1、焊前焊条须经200℃左右烘焙1h。焊件表面的水分、油污、氧化物等杂质必须清除干净方可施焊。
2、在一般情况下,预热温度应掌握在400~500℃之间。施焊时应采用短弧,宜作往复直线运动,这样可以改善焊缝的成形。
3、对于较长的焊缝应采用逐步退焊法,焊接速度应尽可能地快。多层焊时必须彻底清除层间的熔渣。焊后用平头锤击焊缝,消除应力,改善焊缝质量。
T107(GB/T9460 Scu7158 AWS A5.6EcuSi)铜基合金焊条熔敷金属化学成分(%)
Cu
Mn
Si
P
Pb
Fe+Al+Ni+Zn
标准值
>95.0
≤3.0
≤0.5
≤0.30
≤0.02
≤0.50
一例
98.00
0.50
0.15
0.015
0.005
—
T107(GB/T9460 Scu7158 AWS A5.6EcuSi)铜基合金焊条熔敷金属力学性能
抗拉强度Rm(Mpa)
伸长率A%
标准值
≥170
≥20
一例
260
27
T107(GB/T9460 S43;)
焊条直径(mm)
焊条型牌号对照及主要用途

D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊D307 EDD-D-15 高速钢刀具、刃口堆焊D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊D322 EDRCrMoWV-A1-03 同D317D337 EDRCrW-15 热煅模堆焊D397 EDRCrMnMo-15 热煅模堆焊D502 EDCr-A1-03 轴及中温高压阀门堆焊,堆焊金属具有空淬特性D507 EDrCrW-15 同D502D507Mo EDRCrMnMo-15 中温高压阀门堆焊,堆焊金属具有空淬特性D512 EDCr-B-03 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D516MA EDCrMn-A-16 中温高压阀门堆焊,堆焊金属具有空淬特性D517 EDCr-B-15 轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性D547 EDCrNi-A-15 高温高压阀门堆焊,抗擦伤性强D547Mo EDCrNi-B-15 高温高压阀门堆焊,堆焊金属时效强化效果显着D557 EDCrNi-C-15 同D547MoD577 EDZCrMn-C-15 中温高压阀门堆焊,堆焊工艺简单,易于操作D608 EDZ-A1-08 抗磨粒磨损表面堆焊D658 Fe-Cr-B 高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件D667 EDZCr-C-15 抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良好D698 Fe-Cr-B 用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等D707 EDW-A-15 碳化钨型,抗强烈磨损表面堆焊D717 ------ 用于耐岩石强烈磨损的机械零件D968 Fe-Cr-B 铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件的修复铬镍不锈钢焊条A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902牌号GB(AWS)主要用途A002 E308L-16 用于超低碳00Cr19Ni10不锈钢结构的焊接A022 E316L-16 用于超低碳00Cr18Ni12Mo系列不锈钢结构的焊接A022Mo E317L-16 用途同A022,耐蚀性更优于A022A042 E309MoL-16 抗蚀性能优异.用于超低碳00Cr23Ni13Mo2不锈钢结构的焊接A052 ------ 用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A062 E309L-16 抗晶间腐蚀能力强,用于超低碳00Cr18Ni24Mo5不锈钢结构及异种钢的焊接A102 E308-16 焊接工艺性能优异,用于一般的不锈钢结构的焊接A107 E308-15 同A102,可全位置焊接A132 E347-16 抗晶间腐蚀能力强,用于重要耐腐蚀含钛稳定的0Cr19Ni11Ti不锈钢的焊接A137 E347-15 用途同A132,可全位置焊接A172 E307-16 抗裂性好,焊ASTM307钢及异种钢A202 E316-16 用于非氧化性酸介质工作的0Cr18Ni12Mo2不锈钢结构的焊接A207 E316-15 同A202,可全位置焊接A212 E318-16 同A202,抗晶间腐蚀性能好A237 E318V-15 用于一般耐热及耐腐蚀的0Cr18Ni10及0Cr18Ni12Mo不锈钢结构焊接A222 E317MoCu-16 在硫酸介质中抗腐蚀性能优异,用于焊接相同类型的含铜的不锈钢A302 E309-16 用于0Cr24Ni13类型的不锈钢及复合钢、异种钢、高铬钢、高锰钢等结构焊接A302SL E309Mo-16 对渗铝层保护好,焊接Q235、20g、Cr5Mo等钢材表面渗铝部件A307 E309-15 用途同A302,可全位置焊接A312 E309Mo-16 异种钢焊接效果好,用于0Cr24Ni13Mo2类型不锈钢、异种钢、复合钢的焊接A402 E310-16 用于在高温条件下工作的0Cr26Ni21耐热不锈钢及铬钢、异种钢的焊接A407 E310-15 同A402,可全位置焊接A412 E310Mo-16 同A402,在抗裂、耐蚀、耐热方面优于A402、A407A422 ------ 用于0Cr25Ni20Si2奥氏体耐热钢及异种钢的焊接A502 ED16-25MoN-16 用于焊接呈淬火状态下的低、中合金钢、异种钢结构.以及同类型的热强钢A507 ED16-25MoN-15 同A502,可全位置焊接A607 E330MoMnWNb-15 用于工作温度850-900℃高温条件下0Cr20Ni32、Cr18Ni37等不锈钢焊接A902 E320-16 耐蚀性优异,抗氧化能力强,用于硫酸、硝酸、磷酸和氧化性酸腐蚀介质中铬不锈钢焊条G202、G207、G217、G302牌号GB(AWS)主要用途G202 E410-16 用于0Cr13及1Cr13不锈钢结构的焊接.也可用于耐蚀堆焊G207 E410-15 用途同G202,可全位置焊接G217 E410-15 用于0Cr13、1Cr13、2Cr13不锈钢结构焊接G302 E430-16 用于耐硝酸腐蚀、耐热的Cr17不锈钢结构的焊接铜及铜合金焊条Cu107 、Cu207、Cu227 、Cu237 牌号GB(AWS) 主要用途Cu107 ECu 紫铜.耐大气,海水腐蚀.导电性好。
铜基类产品牌号对照表

AWS 牌号 Ag
Bag-18BSn 17-19 44-46 31-35 1.5-2.5 / Bag-25B Bag-30B Bag-35B 24-26 40-42 32-36 / 29-31 37-39 30-34 / 34-36 31-33 31-35 / / / /
有较好的湿润性和填充能力,可钎焊铜、 铜合金、钢等; 中等熔化温度,接头有较好的韧性,可钎 焊铜、铜合金、钢等材料 中等熔化温度,接头有较好的韧性,可钎 焊铜、铜合金、钢等材料;比 30 银熔点低 有较好的流动性,适用主失素体和非主失 素体钢的焊接 中度熔化范围,较佳的韧性和流动性,即 经济又有好的渗透性 综合性能好有优良的韧性和渗透性,常用 于机电、食品及表面光洁要求高的钎焊; 用于电子、食品及承受振动载荷场合下材 料的焊接; 用于不锈钢钎焊,提高抗缝隙腐蚀能力;
SCuP
SCቤተ መጻሕፍቲ ባይዱPSn
BCu86PSn
SAg2P
BCu91PAg
余量 6.8~7.2
1.8~2.2
/
/
645~790 730~810
SAg5P
BCu88PAg (HL205)
SAg15P
BCu80AgP
铜基产品之铜锌合金焊料 本厂牌 相当国内牌号 号 Equivalent to Alloy National Mark Cu 化学成分(%)Chemical Compositions (%) Zn Sn Si Mn Fe 材料温度(℃)) 熔点 工艺特性
0.7~1.0
0.05~0.15
/
0.35~1.2. 865~890 910~960 铁等,可采用火焰钎焊、 炉中焊,感应焊 润湿性好,有良好的强度
HL105
BCu58MnZn
焊条的分类及型号

2 3
E5515-G E6015-G
J557. CHE557 J557Mo J557MoV.CHE557MoV J607Ni.CHE607Ni
9 10
4
5 6 7
E6015-D1
E7015-D2 E8515-G E5015-A1
J607
J707.CHE707 J857.CHE857 R107.CHH107
表4-6 焊接电流、药皮类型及焊接位置
焊条型号
E× × ×( ×)15
电源极性 直流
焊接位置 全位置
药皮类型
反接
E× × ×( ×)25
碱性药皮
平焊、横 焊
E× × ×( ×)16 E× × ×( ×)17 E× × ×( ×)26
全位置 交流或 直流反接 平焊、横 焊 碱性药皮或钛型、钛钙 型
例: E 308
二、焊条的分类及型号
1、焊条的分类 根据其用途可分为十大类,见表:
代号 类别 一 二 三 四 名称 结构钢焊条 钼及铬钼耐热钢焊条 低温钢焊条 字母 J R W G A D Z NI 汉字 结 热 温 铬 奥 堆 铸 镍
《焊接材料产品样本》统一编号
不锈钢焊条
五 六 七 堆焊焊条 铸铁焊条 镍及镍合金焊条
表4-8 常用低合金钢焊条型号与牌号对照表
序 号 1 型号 E5015-G 牌号 J507MoNb J507NiCu 序 号 8 型号 E5503-B1 E5515-B1 E5503-B2 E5515-B2 E5515-B3-VWB 牌号 R202.CHH202 R207.CHH207 R302 R307.CHH307 R347.CHH347
碳钢E50系列—熔敷金属抗拉强度≥490MPa
焊条型号大类与焊条牌号大类对照表

焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表
执行GB984-2001标准
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
对修复和提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。
堆焊工作及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条。
不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。
堆焊中最常碰到的问题是开裂,防止开裂的主要方法是:
1、焊前预热,控制层间温度,焊后缓冷。
2、焊后进行消除应力热处理。
3、避免多层堆焊时开裂,采用低氢型堆焊焊条。
4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。
开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。
碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
此估算公式适宜于低、中、高碳钢和低合金钢材料。
高锰钢及奥氏体不锈钢,可不预热。
高合金钢预热温度大于400℃。
堆焊效果指焊层硬度、耐磨及耐热等性能,其性能高低与下列因素有关:1.焊接电流大小、电弧长短。
电流大、电弧长,合金元素易烧损,反之,有利合金元素过渡。
2.预热温度、缓冷条件决定堆焊层的质量。
3.某些堆焊金属用不同的热处理方法可以得到不同的硬度。
堆焊层的硬度和化学成分指堆焊三层以上的堆焊金属。
焊条标准牌号对照表
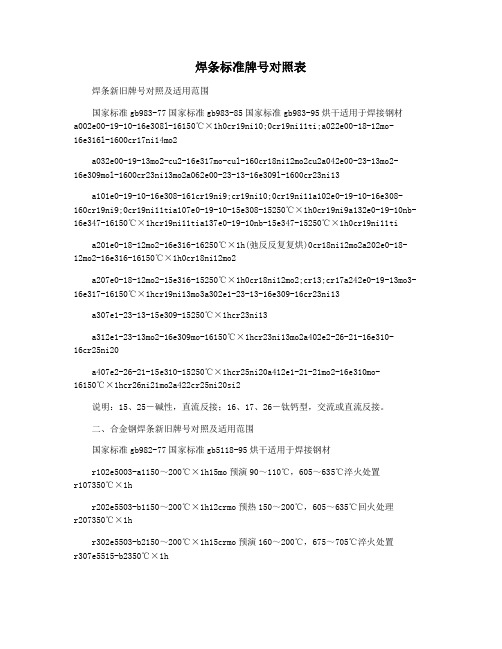
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准gb983-77国家标准gb983-85国家标准gb983-95烘干适用于焊接钢材a002e00-19-10-16e308l-16150℃×1h0cr19ni10;0cr19ni11ti;a022e00-18-12mo-16e316l-1600cr17ni14mo2a032e00-19-13mo2-cu2-16e317mo-cul-160cr18ni12mo2cu2a042e00-23-13mo2-16e309mol-1600cr23ni13mo2a062e00-23-13-16e309l-1600cr23ni13a101e0-19-10-16e308-161cr19ni9;cr19ni10;0cr19ni11a102e0-19-10-16e308-160cr19ni9;0cr19ni11tia107e0-19-10-15e308-15250℃×1h0cr19ni9a132e0-19-10nb-16e347-16150℃×1hcr19ni11tia137e0-19-10nb-15e347-15250℃×1h0cr19ni11tia201e0-18-12mo2-16e316-16250℃×1h(弛反反复复烘)0cr18ni12mo2a202e0-18-12mo2-16e316-16150℃×1h0cr18ni12mo2a207e0-18-12mo2-15e316-15250℃×1h0cr18ni12mo2;cr13;cr17a242e0-19-13mo3-16e317-16150℃×1hcr19ni13mo3a302e1-23-13-16e309-16cr23ni13a307e1-23-13-15e309-15250℃×1hcr23ni13a312e1-23-13mo2-16e309mo-16150℃×1hcr23ni13mo2a402e2-26-21-16e310-16cr25ni20a407e2-26-21-15e310-15250℃×1hcr25ni20a412e1-21-21mo2-16e310mo-16150℃×1hcr26ni21mo2a422cr25ni20si2说明:15、25―碱性,直流反接;16、17、26―钛钙型,交流或直流反接。
电弧焊和气焊用焊接材料型号和牌号中的代号

电弧焊和气焊用焊接材料型号和牌号中的代号 代 号含 义 举 列备 注1.焊 条 型 号 E 碳钢焊条E4303,E5016 GB/T5117-1995 低合金钢焊条 E5515,E7018GB/T5118-1995 不锈钢焊条 E209-15,E308MoL-26 GB/T983-1995 ED 堆焊焊条 EDPCrMo-A 2-16 EDCrNi-B-15 GB/T984-2001EZ 铸铁焊条EZCQ ,EZNiFe-2 GB/T10044-1988 ENi 镍及镍合金焊条 Eni-1,,EniCrFe-1-15 GB/T13814-1992ECu 铜及铜合金焊条 ECu ,EcuZn-B GB/T3670-1995,旧标准TCu TAl 铝及铝合金焊条 TAlSi ,TAlMn GB/T3669-19832.焊 条 牌 号 J (结) 结构钢焊条J422,J506GM 我国20世纪70年代由焊条制造行业统一编制的焊条牌号,至今仍习用。
有些制造厂家的牌号前加上该生产厂的代号。
代号除用字母表示外,也有用汉字来表示,如“J422”写成“结422”。
现不推荐使用。
R (热) 钼及铬钼耐热钢焊条 R107,R817 W (温) 低温钢焊条 W707,W907Ni G (铬) 铬不锈钢焊条 G202,G217 A (奥) 奥氏体不锈钢焊条 A102,A307D (堆) 堆焊焊条 D172,D547Mo ,D507,D507Mo Z (铸) 铸铁焊条Z208,Z308 Ni (镍) 镍及镍合金焊条 Ni122,Ni307B T (铜) 铜及铜合金焊条 T107,T207 L (铝) 铝及铝合金焊条 L109,L309 Ts (特)特殊用途焊条Ts202,Ts5003.钢 焊 丝 牌 号H (焊) 实心钢焊丝H08(焊08),H08MA2SiA ,H0Cr19Ni9,H1Cr13这是过去GB1300-1977规定的符号,现已有GB/T14957-1994和GB/T14958-1994规定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Fe0.8 Zn Rem.
熔点约880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
RBCuZn-C
镍铝青铜-1
Al8Ni2 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
镍铝青铜-2
Al8Ni6 Cu Rem
熔点约1038℃-1054℃。耐磨耐蚀,铜合金氩弧焊及钢的钎焊。
ERCuSi-Al
锡青铜S 212
Sn5 Cu Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用
ERCuSn-A
锡青铜S 213
Sn8 Cu Rem.
耐磨性好。铜合金氩弧焊及钢的堆焊用
ERCuSn-C
铝青铜A1 S 214
Al7.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A1
铝青铜A2 S 215
Al9 Cu Reห้องสมุดไป่ตู้.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用
ERCuAl-A2
铝青铜(A3)
A1 10.5 Cu Rem.
耐磨、耐蚀。铜合金氩弧焊及钢的堆焊用。
ERCuA1-A3
锡黄铜S 221
Cu60 Sn1 Si0.3
Zn Rem.
熔点约890℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
铁黄铜S 222
黄铜气焊及碳弧焊用也可钎焊铜钢铸铁rbcuznc镍铝青铜1al8ni2curem熔点约10381054
牌号
主要成份(%)
特性和用途
相当AWS
紫铜焊丝S 201
Cu Rem.
机械性能好,抗裂性好。紫铜气焊及氩弧焊用
ERCu
硅青铜S 211
Si3 Mn1
Cu Rem.
机械性能好,铜合金氩弧焊及钢的MIG钎焊用
S 227
Cu58Sn0.9Ni0.5
Si0.1 Fe0.8
Zn Rem.
熔点880℃。黄铜气焊及碳弧焊用,也可钎焊铜、钢、铸铁
RBCuZn-B
S 229
Cu55 Ni6 Mn4
Zn余
熔点约920℃。高强度,钎焊钢、镍及硬质合金用
ERCuNiAl
锌白铜S 225
Cu48 Ni10
Zn Rem.
熔点约935℃。高强度,钎焊钢、镍及硬质合金用
RBCuZn-D2
S 225F
Cu48 Ni10
Zn Rem.
外涂焊剂的S225焊丝
RBCuZn-D
S 226
Cu60 Sn0.3
Si0.2 Zn Rem.
熔点约900℃。黄铜气焊用,也可钎焊铜、钢、铸铁