湿型砂的性能要求
5. 第1章 湿型砂

铸造用硅砂分级:
根据国家标准GB/T9442—1998的规定,铸造用硅砂 按SiO2含量可分为五级。
表1-1 铸造用硅砂按SiO2含量分级
分级代号
98
96
93
90
85
w(SiO2)(%) ≥98
≥96
≥93
≥90
≥85
分级代号
0.2
0.3
0.5
1.0
2.0
w泥分(%)
≤0.2
≤0.3
≤0.5
≤1.0
3.湿型铸造法
基本特点:型(芯)无需烘干,不存在硬化过程。 主要优点:
生产灵活,效率高,成本低,周期短; 易实现机械化和自动化; 省烘干设备、燃料、电力及空间; 砂箱使用寿命长; 容易落砂。 主要缺点:易夹砂结疤、粘砂、气孔、砂眼、胀砂等。 应用范围:流水生产和手工造型 500Kg以下的铸件 。
4.表干型铸造法
• 影响因素:拉应力、受力破碎前的变形量。
• 变形量:在测定型砂抗拉强度时,试样破碎前的变形, 一般很小。
韧性:型砂的湿压强度(MPa)×变形量(cm)×乘
1000。它表示了型砂由于塑性变形而能吸收能量的性质。
• 韧性的测定 • 落球法:标准抗压试样、
φ50mm,510克钢球,12.7mm 的筛。 • 破碎指数:留在筛网上的型 砂质量占试样质量的比值。 • 表示在冲击条件下的韧性 • 高,表示型砂的起模性好, 过高,流动性差,不够致密。
• 2.1 水分、最适宜干湿程度和紧实率
• (1)水分: 型砂中含水质量百分数
• 测定:称50g型砂,红外烘干105-110℃,4-8min至恒重, 称量质量变化。
•
X=(G-G1)/G×100%
湿型砂性能检测技术(2)

( 清华大学 机械工程系 , 北京 10 8 ) 0 0 4
编者按 : 目前 , 粘土湿 型砂 主要用来生产 中小铸铁件 和铸 铝件 以及少量小 型铸 钢件 , 特别是汽车 、 拖拉机 的关键铸 件, 如气缸体 、 盖 、 气缸 曲轴 、 制动鼓等 , 其铸件质量往往与湿 型砂性能有关 。 作者根据 G / 6 4 2 0 BT2 8— 0 9铸造用砂及混合 料试验方法 、 BT2 2 2 0 煤 的工业 分析方法 、BT 9 2 — 9 9铸造用湿型砂有效膨 润土及有效煤粉试 验方 法 、BT G / 1— 0 1 J / 2 1 19 J /
测 定湿 型砂 透气 性 时 , 气性 测 定仪 处 于测 透 试 状态 , 内有试 样 的试样 筒 放 到透气 性测 定 仪 将 的试样 座上 , 并使 两 者密合 。再将按 ( ) 调 到 旋 钮 “ 测试 ” “ 作 ” 或 工 位置 , 从数 显 屏或 微 压表 上直 接
收稿 日期 :0 9 1- 0 2 0 — i 1 修定 日期 :0 0 O — 3 2 1 一 1 1
的 见解 。
“ 湿型砂性能检测技术 ” 文包 括湿型砂 取样 方法 , 一 含水量检测 , 紧实率 、 透气性 、 湿态强度 、 韧性 、 紧实性 和流动 可
性、 含泥量 、 砂粒粒度 、 有效膨润土量 、 有效煤粉和发气量 、 热湿拉强度等 型砂性 能的测 量方 法和注意事项 共 1 内容 ; 2节
下 , m n时 间之 内 , 1 i 通过 断 面为 1c 、 m 高度 为 1
cm
读 出透气性 的数值。 当试样透气性大于 5 时, 0 应
采 用 1 m 的阻 流孔 ;试 样透 气性 小 于 5 .m 5 0时 ,
常用型砂种类

机器造 )’ %’&()*& &.,/&.&.* * — ,.-/*.+ — 2&/)+& ’-/%& +.— — 型活化砂, 铸造机床 铸件
・ 2&, ・
第三篇
造型材料
配 比 (!) 碳酸钠 煤 粉 (以膨润 其他 土为基) 含水量紧实率 ( ! )( ! ) 性 湿 压 热湿拉 透气性 强 度 强 度 能 含泥量 用 其 他 途
%
—
.,/ + -,. &’’ + )’’ %0 + 11 —
0
—
1’(&-’
&’’
1,%
—
—
—
.,% + -,’
2 &’’
%’ + 1% —
1
—
1’(&-’
&’’
-,%
—
—
煤粉 ) + - .,’ + -,’
2 /’
%’ + 1’ —
表.5)5序 号 旧 砂 新 砂
工厂有色合金铸件湿型砂配方及性能实例
第三篇
造型材料
配 比 ( !) 他 含水量 ( !) 性 透气性 能 湿压 紧实 用 途 强度 率 ( !) ("#$) 小型铸 钢件 3 &’’"4 碳 钢件 3 &’’"4 耐 热钢件
序 号 旧 砂
新 砂 膨润土 碳酸钠 糊 精 其 粒度组别 加入量 &’’()’’ &’’ * + && ’,) ’,) + ’,—
震击造 %* *( ,( 0/()-/( — — ./()2/( — !’( 2*)*0 — — — 型背砂, 铸 造灰铸铁 缸体 黏土 0( 2( 0(+.( -( &)’ — %)0 木屑 手工造 2/.)&/. — 1 ,.( &()*( — ,(),. — 型, 铸造灰 铸铁大件
高密度湿型的型砂性能要求
壁 移动 而导 致铸 件 出现 疏松 和胀 砂缺 陷 。 生产 较大铸
件 的高 密度砂 型所用 砂 箱没 有箱 带 , 高强度 型砂 可 以 避 免塌 箱 、 箱 和漏 箱 。无 箱造 型 的砂型 在造 型后 缺 胀 少 砂箱 支撑 也需 要具 有 一定 的强 度 。 压 造 型时顶 出 挤 的砂 型要推 动 先前 造好 的砂 型 向前移 动 , 更对 型砂 的 强 度 提 出较 高要 求 。但 是 , 强度 也不 宜过 高 。因 为高 强 度 的型砂 需要 加 入更 多 的膨润 土 , 不但 影 响型砂 的
前 言
湿 度状 况 、 输距 离 、 运 型砂温 度 等 因素面 异 。 果 只根 如
据混 砂机 处 取样检 测结 果控 制 型砂 的湿度 , 要略增 就 少许 , 以补偿 紧实 率 和水分 的损 失 。 以前 的观 点 认 为 手工 造 型 和震 压 式 机 器 造 型最 适 宜 干 湿 状 态 下 的 紧实 率 大 约 在 4 ~5 ; 压 造 5 O 高 型 和气 冲造 型 时 为 4 ~4 ; O 5 挤压 造 型 要 求 流 动 性
砂 量过小 。表 明型砂 干湿状 态 的参数 有 两种 : 紧实 率
和含水 量 。
附表 中 国 内各 厂 的紧 实率 和含 水 量 除特 别 注 明 以外 , 样地 点都在 混 砂机 处 。但是 型砂 紧实率 和含 取
水 量 的控 制应 以造型处 取样 测 定为 准 。 混砂 机运 送 从
欧 洲铸 造工 厂 的型砂 湿压 强度 比美 、 日两 国工厂 高 的
原 因 之 一是 由 于 欧 洲 铸铁 用 原 砂 含 SO。 高 , i 较 型砂
中必须 加 入 大量 膨 润 土才 能 避 免 铸件 产 生 夹 砂结 疤
铸造工艺学第二章湿型

第二节 湿型砂性能要求、检测原理及检测方法
• 二、透气性 • 透气性:紧实的型砂能让气体透过而逸出的能力。 • 测定原理:测出气钟内的空气在压力下通过试样 的时间,计算其透气性。
V—通过试样的空气体积;H—试样高度;
S—试样截面积;p—试样前压力(mmH2O); t—2000cm3空气通过试样的时间
第三节 湿型砂用原材料及其质量要求
原砂的质量要求 1. 含泥量
• 原砂的含泥量—指原砂中直径小于0.02mm的细小颗粒的含量。
• 含泥量对湿型砂的性能的影响 ① 原砂中泥分增多,孔隙半径减小,透气性降低。 ② 原砂中泥分增多,湿态抗压强度提高,达到最适宜干湿状态的型砂含水量也提高。 ③ 若原砂的泥分中不含粘土矿物,则 原砂中含泥量增多会使型砂变脆,起模性能变坏。
第二节 湿型砂性能要求、检测原理及检测方法
一、水分、最适宜干湿度和紧实率 • 判断型砂的干湿程度的几种方法
1.
2. 3.
水分(含水量或湿度)--最常用
手捏感觉--经验 紧实率--很多工厂列其为最经常性检 验性能的项目之一 紧实率:锤击后试样体积的压缩程度
紧实率=[(筒高-紧实距离)/筒高] ×100%
第三节 湿型砂用原材料及其质量要求
一、石英质原砂 原砂的分类:
山砂;海砂;湖砂;河砂;风积砂。
成份及形成过程: • 天然硅砂—小颗粒,是由岩石风化形成的。 • 石英砂岩—沉积的石英颗粒被胶体的二氧化硅或氧化铁、碳酸钙等物胶结成块状。 • 石英岩—经过变质而形成的坚固整体的岩石。 • 人造石英砂—坚固岩石经过人工破碎、筛分。
但是,原砂是众多形状和重量各异的砂粒组成的集合,要确定出与其相对应的 假想圆球的直径就成为计算原砂理论比表面积的关键。
(1)湿型砂的性能要求
湿型砂的性能为了保证湿型铸件具有良好的表面质量,必须使用良好性能的型砂。
本文将介绍高质量湿型砂的性能要求、工厂实际应用实例,并分析型砂性能与铸件品质之间的关系。
一般认为使用造型紧实压力150~400kPa的普通震压式造型机,砂型平面硬度才只有70~80度,垂直面下端硬度可能只有50~60度,铸件局部极易产生缩孔、缩松、胀砂和粘砂缺陷。
由于砂型平均密度仅1.2~1.3 g/cm3,称为低密度造型或低压造型。
为了克服上述缺点,出现了气动微震造型机,在压实的同时增添了震动作用,改善了砂型紧实时型砂的流动性能,使压实比压几乎相当于提高了一倍,达到400~700kPa左右,砂型平面硬度大约为80~90度,平均密度可能在1.4~1.5g/cm3范围内。
密度比较均匀,减少了局部缩松、胀砂和粘砂缺陷。
近代化造型机的压实比压有可能提高到700kPa或稍高,所得到砂型表面硬度大约为90~95度,平均密度可达1.5~1.6g/cm3,称为高密度造型方法。
高密度造型的生产效率高、铸件尺寸精度高,机械加工余量少。
应用多触头高压、气冲、挤压(即垂直分型无箱射压造型)、射压、静压等造型机制成砂型都可能达到上述的紧实密度,因而国内外应用日益普遍。
为了具体说明湿型砂的性能和控制范围,本文数据搜集大部分取自上世纪90年代中外公开发行刊物。
还有一部分数据是由国内各工厂的工程师提供的,凡属未正式发表过的都不注明工厂名称,所列举数据只是当时情况,并不代表目前实际状况。
本文中各种性能排列顺序基本上按照日常检验的顺序和常用性。
有关型砂检测方法另有专门文章中介绍。
1 紧实率和含水量型砂的手感干湿程度是极为重要的性能,它反映型砂是否处于最适宜的造型状态。
直到1969年才找到如何用数值衡量型砂干湿程度的方法,即测定型砂的紧实率。
湿型砂不可太干,紧实率不可过低,因为型砂中膨润土未被充分润湿,性能较为干脆,起模困难,砂型易碎,表面的耐磨强度低,铸件容易生成砂孔和冲蚀缺陷。
湿型砂性能

湿型砂参考文集第二部分湿型砂性能(清华大学于震宗)目录湿型砂性能1 引言为了保证湿型铸件具有良好的表面品质,必须使用良好品质型砂。
凡是生产重要和表面品质优良铸件的铸造工厂,其型砂实验室的仪器设备大多比较完善齐全,型砂检验项目较多,每日多次检验。
一个正规的铸造工厂型砂实验室中对型砂品质检测管理应当包括:①型砂组成物如砂粒、有效膨润土、有效煤粉、水、灰分、团块等;②型砂特性如紧实率、透气率、强度、韧性、流动性、温度、起模性、表面耐磨性、抗粘砂能力、抗夹砂能力等。
上述的组成物含量和型砂特性统称为型砂性能,这两部分性能是密切联系在一起的。
本文将介绍高品质湿型砂对性能的要求、测试方法、工厂实际应用实例,并分析它们的内在联系以及与铸件品质之间的关系。
旧砂的组成物与型砂基本相同,只是含量多少有一些区别。
在本文中将与型砂一并讨论。
一般认为使用造型紧实压力150~400kPa的普通震压式造型机,砂型平面硬度才只有70~80度,垂直面下端硬度可能只有50~60度,铸件局部极易产生缩孔、缩松、胀砂和粘砂缺陷。
由于砂型平均密度仅1.2~1.3 g/cm3,称为低密度造型或低压造型。
为了克服上述缺点,出现了气动微振造型机。
在压实的同时增添了振动作用,改善了砂型紧实时型砂的流动性能,使压实比压几乎相当于提高了一倍,达到400~700kPa左右,砂型平面硬度大约为80~90度,平均密度可能在1.4~1.5g/cm3范围内。
密度比较均匀,减少了局部缩松、胀砂和粘砂缺陷。
近代化造型机的压实比压有可能提高到700kPa或稍高,所得到砂型表面硬度大约为90~95度,平均密度可达1.5~1.6g/cm3,称为高密度造型方法。
高密度造型的生产效率高、铸件尺寸精度高,机械加工余量少。
应用多触头高压、气冲、挤压、射压、静压、真空吸压等造型机制成砂型都可能达到上述的紧实密度,因而国内外应用日益普遍。
但是紧实压力能够满足铸件品质要求即可,并不过多提高,以免起模性下降和落砂时砂块不易破碎。
高密度湿型的型砂原材料品质要求
高密度湿型的型砂原材料品质要求于震宗(清华大学)2002年5月摘要高密度湿型对型砂的原材料提出比较高的要求。
应当选购高品质的膨润土和煤粉。
使用淀粉的铸造工厂应注意其中是否含有杂质。
文章还对回用砂和原砂的性能提出要求。
此外,也不可使用含电解质过多的和被污染的水。
关键词高密度湿型型砂原材料The Quality Requirement of Raw Materials for High Density MoldingYu Zhenzong (Tsinghua University)Abstract The high density molding set a comparative higher requirement on the quality of raw materials for molding sand. Bentonite and seacoal of excellent quality should be choiced. The starch user should be aware whether it contains any impurities. This paper also speaks of the property requirements of reused sand and new sand. In addition, the water containing high level electrolyte or contaminated water cannot be used for sand preparation.Keywords High Density Molding Raw Materials of Molding Sand前言高密度造型(或称高紧实度造型)包括多触头高压、气冲、挤压、射压、静压、吸压等造型方法对型砂品质的要求比较严格[1]。
制备出高品质型砂的最主要关键之一是选用优良品质的型砂原材料。
湿型砂性能检测技术(4)
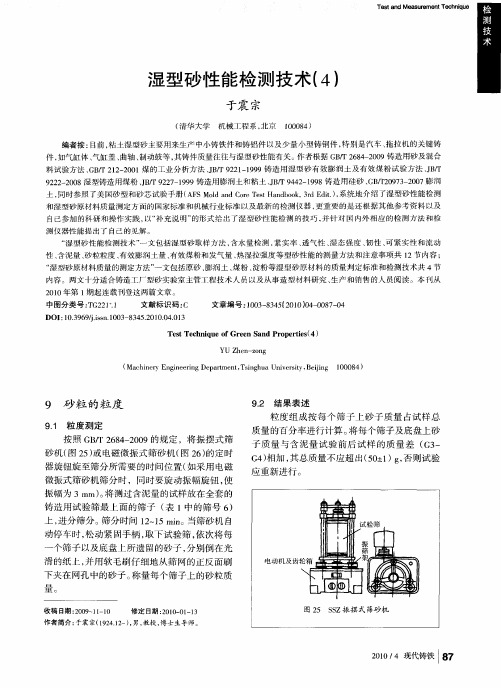
铸 造用 试验 筛 最上 面 的筛 子 ( 1中 的筛 号 6 表 )
上 , 分筛 分 。 分时 问 l ~ 5mj。当筛砂机 自 进 筛 2 l n
动停 车时 , 松动 紧 同手柄 , 取下 试 验筛 , 次将 每 依
一
个 筛子 以及底 盘上 所遗 留的砂 子 , 别倒 在 光 分
滑 的纸上 , 用 软毛刷 仔 细地从 筛 网 的正反 面刷 并
图 2 S S电磁 微 振 式 筛砂 机 6 B
表 l 铸 造 用试 验 筛型 号 、 筛号 与 筛孔 基 本 尺 寸
() 2 南于 筛 网的制造计算 方法 . 首 先计 算 出筛 卜停 留的 砂粒 质 量 占砂 样 总 量 的百 分 数 ,再 乘 以表 2所 列 的相 应 的 细度 因
l 缸 啪 孽蜮 _
●
Thu ei cq ne
|
l
( 样 重 量 :0 g ̄ 砂 5.g 0 s
表 3 平 均 细度 的 计 算 示例 -o5 砂 粒重 量 :94 ) :. g 6 4 . g 4
—
—
弱■
薹 冀鬟 § 羹 霪
}
i
§孽囊 雾誊蘩
92 — 0 8湿型铸造用煤粉 、BT9 2 — 9 9铸 造用膨润土和粘土 、 F 4 2 19 2220 J / 27 19 J F9 4 — 9 8铸造 用硅砂 、 BT 0 7 — 0 7 润 B G /2 9 3 20 膨
土, 同时参照了美国砂型和砂芯试验手册( F odadC r et a d0k 3dE i)系统地介绍了湿型砂性能检测 A SM l n oeT s H n bo , r dt , . 和湿 型砂原材料质量测定方面的国家标 准和机械行业标准 以及最新 的检测仪器 , 重要 的是还根据其他参 考资料以及 更 自己参加 的科研 和操作实践 , 补充说 明” 以“ 的形式给出了湿型砂性能检测 的技巧 , 并针对 国内外相应 的检测方法 和检
湿型砂的性能要求
湿型砂的性能为了保证湿型铸件具有良好的表面质量,必须使用良好性能的型砂。
本文将介绍高质量湿型砂的性能要求、工厂实际应用实例,并分析型砂性能与铸件品质之间的关系。
一般认为使用造型紧实压力150~400kPa的普通震压式造型机,砂型平面硬度才只有70~80度,垂直面下端硬度可能只有50~60度,铸件局部极易产生缩孔、缩松、胀砂和粘砂缺陷。
由于砂型平均密度仅1.2~1.3 g/cm3,称为低密度造型或低压造型。
为了克服上述缺点,出现了气动微震造型机,在压实的同时增添了震动作用,改善了砂型紧实时型砂的流动性能,使压实比压几乎相当于提高了一倍,达到400~700kPa左右,砂型平面硬度大约为80~90度,平均密度可能在1.4~1.5g/cm3范围内。
密度比较均匀,减少了局部缩松、胀砂和粘砂缺陷。
近代化造型机的压实比压有可能提高到700kPa或稍高,所得到砂型表面硬度大约为90~95度,平均密度可达1.5~1.6g/cm3,称为高密度造型方法。
高密度造型的生产效率高、铸件尺寸精度高,机械加工余量少。
应用多触头高压、气冲、挤压(即垂直分型无箱射压造型)、射压、静压等造型机制成砂型都可能达到上述的紧实密度,因而国内外应用日益普遍。
为了具体说明湿型砂的性能和控制范围,本文数据搜集大部分取自上世纪90年代中外公开发行刊物。
还有一部分数据是由国内各工厂的工程师提供的,凡属未正式发表过的都不注明工厂名称,所列举数据只是当时情况,并不代表目前实际状况。
本文中各种性能排列顺序基本上按照日常检验的顺序和常用性。
有关型砂检测方法另有专门文章中介绍。
1 紧实率和含水量型砂的手感干湿程度是极为重要的性能,它反映型砂是否处于最适宜的造型状态。
直到1969年才找到如何用数值衡量型砂干湿程度的方法,即测定型砂的紧实率。
湿型砂不可太干,紧实率不可过低,因为型砂中膨润土未被充分润湿,性能较为干脆,起模困难,砂型易碎,表面的耐磨强度低,铸件容易生成砂孔和冲蚀缺陷。
湿型砂性能参数概要

湿型砂性能参数概要1.粘土砂的紧实率是指湿态的型(芯)砂在一定的紧实力的作用下其体积变化的百分比,用试样紧实前后高度变化的百分比来表示,用湿型砂锤击制样机上三锤紧实。
有效高度120mm.紧实率=紧实距离/筒高(100%)紧实率CB:32%2.含水量:粘土砂的含水量是指在105-110℃烘干能去除的水分含量,以试样烘干后失去的质量与原试样质量的比(%)表示。
检验方法一般采用烘干称重法,仪器主要为红外线快速干燥器。
含水量:3.2%3.用型砂的紧实率%和含水量的比值来衡量一种型砂的含水量是否合适。
比值为10-12比较合适.小于10,含泥量偏多型砂韧性差,大于12,含泥量偏少,对水分敏感性增大,而且透气性也偏高,易粘砂。
4.5.粘土湿型砂的透气性是指紧实后的砂样允许气体通过的能力。
透气性越高表明沙粒间孔隙过大,金属液易于渗透入沙粒。
透气性:1105. 湿态抗压强度:110-140KPA 湿态抗拉强度:>11 KPA 抗劈强度:>17 KPA6.表面强度表面耐磨性表面安定性>85%湿型砂应当具有足够高的表面强度,能够经受起模轻吹下芯浇注金属液等过程的擦磨作用。
7.型砂含泥量指的都是颗粒直径小于0.02mm的组分质量分数。
含泥量有两部分组成,第一部分活性组分,有效膨润土和有效煤粉。
第二部分灰分,失效膨润土煤粉和杂质。
用适量的α-淀粉降低型砂对含水量的敏感性。
型砂含泥量全粘土12-13%比较合适8.型砂粒度直接影响透气性和铸件表面粗糙度。
型砂粒度是将测量过含泥量的型砂用筛分法测定得到。
58±2. 50-65(相当于50/140---140/50筛号)9.MB 活性膨润土量6---9%10.有效煤粉量。
通过测定灼烧减量即燃损值和挥发量,含碳量,固定碳含量等参数作为推测有效煤粉量的参考。
灼烧减量即燃损值为3.5---5%汇总:孙科2018.11.18。
1.2 湿砂型
图1.10热湿拉 强度的测定 方法示意图
1.2.2 湿型砂性能要求及检测原理 5. 起模性、韧性和破碎指数 6. 抗夹砂结疤类缺陷的能力
图1.11 热压应力测定示意图 1-固定托架; 2-可动托架; 3-压杆; 4-水浴; 5-测量箱; 6-氧-乙炔烧嘴
1.2.2 湿型砂性能要求及检测原理 5. 起模性、韧性和破碎指数 6. 抗夹砂结疤类缺陷的能力 7. 发气量和有效煤粉含量 造型材料的发气性对气体缺陷的产生有重要影 响。发气性是用试料在高温下产生气体的 量、发气速度和发气时间来表示的。 如用秒表计时,间隔一定时间读一次发气量值, 直至发气量不再增加,即可得知试料的发 气速度和析出气体的时间。
1.2.3 湿型砂制备及质量控制 1.湿型砂性能和配方特点 2.旧砂特性及其处理
经济,环境污染,自然资源 旧砂的变化: ①部分粘土成为死粘土 ②砂粒变粗-一部分死土在高温作用下包在砂粒表面,烧结一 层牢固的膜,即惰性膜,且多层包裹。 ③煤粉等附加物燃烧挥发,成为失效煤粉,并使泥分增加。 ④混入芯砂、铁豆等夹杂物。
1.2.2 湿型砂性能要求及检测原理 5. 起模性、韧性和破碎指数 6. 抗夹砂结疤类缺陷的能力 7. 发气量和有效煤粉含量 有效煤粉含量用于表征铸铁件用湿型砂的抗机械 粘砂能力。
图1.12 发气量测定原理示意图 1-瓷舟; 2-石英管; 3-管式加热炉;4-冷凝管; 5-量管; 6-平衡瓶
1.2.2 湿型砂性能要求及检测原理 1. 水分、最适宜干湿程度(适宜湿度)和紧实率 2. 透气性 :型砂能让气体透过而逸出的能力 3. 湿态强度 4. 流动性 5. 起模性、韧性和破碎指数 6. 抗夹砂结疤类缺陷的能力 7. 发气量和有效煤粉含量
1.2 湿砂型
1.2.1 湿型砂用原材料及质量要求 1. 原砂 2. 粘土 ①分类 ②粘土的表面电荷和交换性阳离子 ③粘土的吸附水分及湿态粘结机理 ④粘土对型砂性能的影响
铸造高密度湿型砂的型砂性能要求
高密度湿型的型砂性能要求于震宗(清华大学100084)摘 要高密度造型方法对湿型砂性能的要求较普通机器造型更高。
作者在文章中分别说明了高密度型砂的紧实率、含水量、透气率、湿态强度、含泥量、粒度、有效膨润土量、有效煤粉量、韧性、起模性、流动性、可紧实性等性能对铸件品质的影响和控制范围。
为此,作者还用附表中的工厂实际情况作为例证。
在本文的最后还提出获得品质优良型砂的条件。
关键词高密度湿砂型湿型砂性能The Property Requirements of Molding Sand for High Density Green MoldsYu Zhenzong (Tsinghua University, 100084)Abstract As compared with the common jolt-squeeze molding, the high density molding method demands more strict properties of molding sand. This paper describes the infuenced casting quality and the controlled limit of different molding sand properties, such as compactability, water content, permeability, green strength, AFS clay content, grain fineness, effective bentonite content, effective coal dust content, toughness, stripping property, flowability. The actually used sand properties of several foundries are presented in appended list. Finally, the conditions of molding sand for obtaining best quality castings are also provided.Keywords High density green sand mold Green sand property前言高密度造型方法(或称高紧实度造型,包括多触头高压、气冲、挤压、射压、静压、真空吸压等造型方法)的生产效率高、铸件品质较好,因而国内应用日益普遍。
黏土湿型砂的性能要求

黏土湿型砂的性能要求为了制造出合格的砂型和砂芯,黏土湿型砂应具有良好的常温工艺性能,如湿度、流动性、强度、可塑性与韧性、不粘模性等。
液态合金浇入铸型后,与型腔表面砂层之间发生着机械作用、热作用和化学作用。
机械作用是指液态合金充填过程中对腔壁的动压力和静压力,合金液凝固收缩时对铸型产生的压应力。
热作用是由于合金液与铸型腔存在着很大的温差,型腔壁被强烈加热,靠近合金液的型腔表面加热特别严重,局部甚至开裂或烧结。
化学作用是液态合金及其氧化物与型腔表面的砂层发生化学反应。
因此黏土湿型砂应具有良好的高温性能,如耐火度、发气性、热膨率、溃散性、退让性等。
下面分别简述这些主要性能。
1)湿度(水分)为了得到所需的可塑性、韧性和湿态强度,黏土湿型砂必须含有适量水分。
生产现场判断型砂湿度有以下几种方法:有丰富经验的混砂和造型工人常根据手捏型砂是否容易捏成闭和是否粘手来判断型砂的干湿程度;还可根据捏紧的动作中型砂是否柔软和变形情况来判断型砂的可塑性;根据手指掐碎砂团时用力大小判断型砂的湿强度是否合适。
如果用手捏砂时,只有潮的感觉,不觉得沾手,且柔和,印在砂团上手指痕迹清晰,那这样的型砂干湿度就比较合适。
2)流动性型(芯)砂在外力或自重作用下,沿模样(或芯盒表面)和砂粒间相对移动的能力称为流动性。
流动性好的型砂可形成紧实度均匀、无局部疏松、轮廓清晰、表面光洁的型腔,这有助于防止机械粘砂,获得光洁铸件。
此外,还能减轻型砂紧实时的劳动强度,提高生产率和便于实现造型、制芯过程的机械化。
3)强度型砂必须具备一定的强度以承受各种外力的作用,如果强度不足,在起模、搬运砂型、下芯、合型等过程中,铸型有可能破损塌落;浇注时可能承受不住金属液的冲刷和冲击,冲坏砂型而造成砂眼缺陷,或者造成胀砂(铸件肿胀)或跑火(漏铁液)等现象。
但是强度也不宜过高,因为高强度的型砂需要加入更多的黏土,不但增加了水分需求量,降低了砂型透气性,还会使铸件的生产成本增加,而且给混砂、紧实砂型和落砂等工序带来困难。
铸造湿型砂的检测要求与质量控制

湿型砂检测项目1、含水量型砂含水量高,铸件的针孔、气孔、呛火、胀砂、夹砂、水爆炸粘砂等缺陷增加。
在保证型砂的使用性能的前提下,应尽可能降低水分。
一般在造型机处含水量在2.5~4.0%之间,手工造型可以再放宽一点,紧实率/含水量的比率应控制在10~12:1。
型砂的含水量只是型砂中所含自由水的绝对数量,并不反映型砂的干湿程度。
如果型砂含有大量吸水粉尘,那么含水量高达5%,可能型砂还会显得太干,起模困难,这在许多中小型铸造企业都存在这种情况,一方面是没有人去管理,有些企业型砂反复使用10多年,连简单的除尘都不做,一方面是因为用的原材料不好,原砂是就近购买,膨润土和煤粉也没有什么要求。
2、紧实率型砂的干湿程度可以用紧实率来表示。
无论型砂的粉尘含量多少,它都有一个适宜的紧实率,只是含水量不同。
一般手工造型紧实率控制在46%左右,射压、挤压、静压造型紧实率控制在30~40%,夏季略高一点。
型砂检测一般宜在造型机处取样,在混砂机处取样应补偿运输和储存过程中的水分流失。
有些高压造型或气冲造型的砂型,3次锤击的试样并不能代表实际生产情况,有时候可能需要经过10次之多的锤击制样,具体应做对比确定次数,由此制作的试样其他方面的数据也会有明显变化。
3、透气率型砂必须具有良好的透气能力,以免浇注过程中发生呛火和铸件产生气孔缺陷。
透气能力也不能过高,否则会造成铸件表面粗糙和机械粘砂。
大多数型砂要求透气率在80~140,手工使用的面砂透气率可以低至60。
4、湿压强度目前国内的试样筒工作表面粗糙,耐磨性差,较易磨损,使测得强度值偏低,透气率偏高,制样器不宜放置在木桌上,在水泥台上也需垫上6mm以上的橡胶板,否则测得的湿压强度可能会偏低25%左右。
有条件的可以自己制作试样筒,工作表面硬度HRC65~70,表面粗糙度Ra≤0.20μm。
具体造型时需要的湿压强度,丹麦DISA挤压线推荐200±20Kpa,德国BMD和瑞士GF推荐180~220 Kpa,东久公司推荐无箱射压110~140 Kpa,新东公司水平无箱射压推荐80~140 Kpa,具体还得根据铸件的厚薄程度作适当调整。
湿型砂性能要求及检测方法

湿型砂性能要求及检测方法高质量型砂应当具有为铸造出高质量铸件所必备的各种性能。
根据铸件合金的种类,铸件的大小、厚薄、浇注温度、金属液压头、砂型紧实方法、紧实比压、起模方法、浇注系统的形状、位置和出气孔情况,以及砂型表面风干情况等的不同,对湿型砂性能提出不同的要求。
最主要的,即直接影响铸件质量和造型工艺的湿型性能有水分、透气性、强度、紧实率、变形量、破碎指数、流动性、含泥量、有效粘土含量、颗粒组成、缅化物、砂温、发气性、有效煤粉含量、灼烧减量、抗夹砂性、抗粘砂性等。
3.1水分、最适宜湿程度和紧实率为了得到所需要的湿态强度和韧性,粘土砂必须含有适量水分,太干或太湿均不适于造型,也难铸造出合格铸件。
因此,型砂的干湿程度必须保持在一个适宜的范围内。
判断型砂干湿程度有以下几种方法:(l )水分也叫含水量或湿度它是表示型砂中所含水分的质量百分数,这是一般工厂中确定型砂干湿程度最常用的传统方法。
测定的原理是称取定量的型砂,放入105 ~110 ℃ 烘干装置中使之干燥,由烘干前后的质量差异计算出型砂的水分。
2 )手捏感觉有实际操作的混砂或造型工人常根据用手捏型砂时砂是否容易成团和是否沾手来判断型砂的干湿程度,还根据捏紧动作中砂是否柔软和变形情况来判断型砂的可塑性;根据手指掐碎砂团时用力大小来判断型砂的强度是否合适。
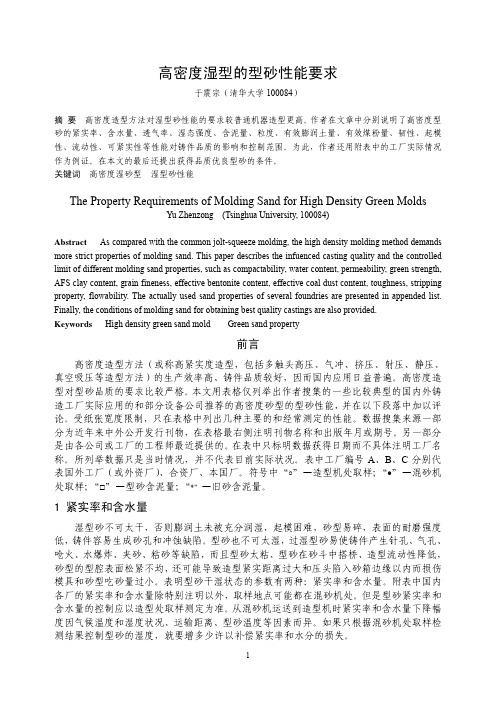
(3 )紧实率是指湿型砂用1MPa 的压力压实或者在鼓击式制作机上打击三次,其试样体积在紧实前后的变化百分率,用试样紧实前后高度变化的百分数来表示,见图1 ,即紧实率= [(筒高一紧实距离)筒高]×100% 。
手工和机器造型用型砂最适干湿状态下的紧实率接近50 %;高压造型和气冲造型时为35 ~45 %;挤压造型时为35 ~40 %;不管型砂中有效膨润上、煤粉和灰分的含量有多少,只要将紧实率控制在上述范围内,手捏感觉的干湿程度就处于最适宜状态。
这时型砂的水分可称为最适宜水分。
图1 紧实率测定法示意图a)填满型砂b)刮去多余型砂c)紧实3.2透气性紧实的型砂能让气体通过而逸出的能力称为透气性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湿型砂的性能为了保证湿型铸件具有良好的表面质量,必须使用良好性能的型砂。
本文将介绍高质量湿型砂的性能要求、工厂实际应用实例,并分析型砂性能与铸件品质之间的关系。
一般认为使用造型紧实压力150〜400kPa的普通震压式造型机,砂型平面硬度才只有70〜80度,垂直面下端硬度可能只有50〜60度,铸件局部极易产生缩孔、缩松、胀砂和粘砂缺陷。
由于砂型平均密度仅1.2〜1.3 g/cm 3,称为低密度造型或低压造型。
为了克服上述缺点,出现了气动微震造型机,在压实的同时增添了震动作用,改善了砂型紧实时型砂的流动性能,使压实比压几乎相当于提高了一倍,达到400〜700kPa左右,砂型平面硬度大约为80〜90度,平均密度可能在1.4〜1.5g/cm 3范围内。
密度比较均匀,减少了局部缩松、胀砂和粘砂缺陷。
近代化造型机的压实比压有可能提高到700kPa或稍高,所得到砂型表面硬度大约为 90〜95 度,平均密度可达 1.5〜1.6g/cm 3,称为高密度造型方法。
高密度造型的生产效率高、铸件尺寸精度高,机械加工余量少。
应用多触头高压、气冲、挤压(即垂直分型无箱射压造型)、射压、静压等造型机制成砂型都可能达到上述的紧实密度,因而国内外应用日益普遍。
为了具体说明湿型砂的性能和控制范围,本文数据搜集大部分取自上世纪 90年代中外公开发行刊物。
还有一部分数据是由国内各工厂的工程师提供的,凡属未正式发表过的都不注明工厂名称,所列举数据只是当时情况,并不代表目前实际状况。
本文中各种性能排列顺序基本上按照日常检验的顺序和常用性。
有关型砂检测方法另有专门文章中介绍。
1 紧实率和含水量型砂的手感干湿程度是极为重要的性能,它反映型砂是否处于最适宜的造型状态。
直到 1969 年才找到如何用数值衡量型砂干湿程度的方法,即测定型砂的紧实率。
湿型砂不可太干,紧实率不可过低,因为型砂中膨润土未被充分润湿,性能较为干脆,起模困难,砂型易碎,表面的耐磨强度低,铸件容易生成砂孔和冲蚀缺陷。
型砂也不可太湿,紧实率不可过高,否则型砂太粘,造型时型砂容易在砂斗中搭桥和降低造型流动性,还易使铸件产生针孔、气孔、呛火、水爆炸、夹砂、粘砂等缺陷。
根据造型方法、操作习惯不同,对型砂的干湿程度要求也不相同。
手工造型要求起模性好,希望型砂较湿一些。
高密度造型要求型砂具有较高流动性,以便砂型各处紧实均匀,希望型砂稍干一些。
型砂紧实率控制应以造型处取样测定为准。
从混砂机运送到造型机时紧实率下降幅度因气候温度和湿度状况、运输距离、型砂温度等因素而异。
工厂实测经验表明,一般情况下造型机处紧实率可能比混砂机中低2%以上。
南方潮湿阴冷季节,紧实率下降可能不足1%。
以前的论点是手工造型和震压式机器造型用型砂要求起模性好,最适宜干湿状态下的紧实率大约在 50%;高压造型和气冲造型时为 45%;射压和挤压造型要求较高的流动性好,紧实率为40%。
近年来各国铸造工厂的型砂紧实率都有降低趋势。
这是因为高密度造型设备的起模精度提高,而且砂型各部位硬度均匀分布的要求使型砂的流动性成为更重要的考虑因素。
工厂的控制原则大多是只要不影响起模,就尽量压低紧实率。
DISA 公司挤压造型和 HWS 公司静压造型都建议用 40 2%; AGM 公司要求水平无箱吸压造型用 40 5%;GF 、 BMD 和 FA 公司推荐气冲造型用型砂紧实率分别为35~40%、 38~42%和 36~39%。
加拿大矿业能源技术中心1988 年调查 76家各种造型方法的铸铁工厂中铸件品质优良的高密度造型型砂紧实率为 35~45%。
日本土芳公司 1979~1985 年调查 125 种湿型(包括中、高密度造型)铸铁生产线的紧实率平均值为38.0%;1998年再一次调查 94种型砂紧实率平均值降为 35.8%。
GF、BMD 和 FA 公司推荐气冲造型用型砂紧实率分别为35〜 40%、 38〜 42%和 36〜 39%。
目前铸件品质较好的高密度造型的工厂中,造型机处取样型砂紧实率通常都在34~38%之间,比起当年有明显的降低趋势。
震压造型和气动微震造型的的起模精度稍差,型砂紧实率可能在36〜45%。
手工造型需要型砂更湿一些,紧实率约在 45〜 55% 。
型砂含水量指含有水分的绝对量,它是紧实率的从变数。
当型砂的干湿程度(紧实率)要求确定后,如果型砂含泥量高,就需提高含水量;含泥量低,就要降低含水量。
不过,在正常生产条件下,型砂含水量与紧实率仍然具有一个比率关系。
从混砂机运送到造型机时含水量也会下降,大约降低 0.1〜0.2%左右,控制型砂性能应以造型处为准。
由资料上可以看到国外用高压造型、气冲造型方法生产汽车、拖拉机等铸件的灰铁和球铁铸造工厂高密度砂型的型砂含水量大多数在 2.6~3.8%之间(集中在 3.2%左右)。
例如美国通用汽车公司 Pontiac 铸造厂生产缸体、缸盖的型砂 --0~3.3%, Chevolet铸造厂--.8~3.4%。
福特汽车厂 Cleveland铸造厂汽缸体高压造型线-3.2 0.2 %,生产进排气管-2.8~3.4 %。
美国 John Deere公司缸体型砂含水3.0~3.4%,缸盖-3.5~3.8%,泵阀-2.7~3.1 %。
德国大众汽车公司生产缸体-3.4~3.6 %。
奔驰汽车厂生产刹车鼓-3.2 %。
意大利FA公司推荐气冲造型机用型砂-3.0~3.4 %。
瑞士 GF公司调查五家欧洲气冲造型铸造厂的型砂含水量分别为 2.9%、3.64%、4.1%、4.3%和4.4%。
德国Berndt调查四家气冲和高压铸造厂平均为 3.48%、 3.82%、 3.87%和 4.2%。
日本土芳公司调查八家静压和气冲造型铸造工厂的型砂含水量在2.5~4.0%范围内,平均为 3.1%。
欧美各国的铸钢型砂的含水量和挤压造型的铸铁型砂含水量也在上述范围内。
凡是生产大量树脂砂芯铸件(如发动机铸件)的型砂含水量大多偏于下限。
生产少砂芯铸件的型砂可能接近上限。
这是因为大量树脂砂芯溃散后混入型砂使含泥量下降,型砂吸水量降低。
国外工厂经验认为湿型砂的含水量也不可过低,假如含水量不足 2.5%,只要有 0.2%的波动就会对型砂的各种性能造成巨大影响。
使用震压和气动微震造型的型砂含水量比高密度造型的型砂高一些,可能在3.4〜4.0%,手工造型含水量更高,通常在 4.0〜5.5%。
型砂的(紧实率) /(含水量)比值是个重要的控制参数,可表示每1%型砂含水量能够形成多少紧实率。
高密度造型的型砂最好在 10~12。
由国内几家外商独资或合资企业的检验结果计算比值都大致在此范围内。
三家乡镇铸造厂的比值在 5.0~8.5之间,说明型砂中吸水物质过多。
2 透气性砂型的排气能力除了靠冒口和排气孔来提高以外,更要靠型砂的透气性。
因此砂型的透气性不可过低,以免浇注过程中发生呛火和铸件产生气孔缺陷。
但是绝不可理解为型砂的透气性能越“高”越“好”。
因为透气性过高表明砂粒间孔隙较大,金属液易于渗透入砂粒间孔隙中造成铸件表面粗糙,还可能发生机械粘砂。
所以湿型用面砂和单一砂的透气性能是否“好” ,指的是透气性是否在一个适当的范围内。
型砂工艺规程应当同时规定透气性的下限和上限。
对湿型砂透气性的要求需根据浇注金属的种类和温度、铸件的大小和厚薄、造型方法、是否分面砂与背砂、型砂的发气量大小、有无排气孔和排气冒口、是否上涂料和是否表面烘干等等各种因素而异。
用单一砂生产中小铸件时,型砂透气性能的选择必须兼顾防止气孔与防止表面粗糙或机械粘砂两个方面。
高密度造型的砂型排气较为困难,要求型砂的透气性比起低、中密度机器造型(如震压造型、震击造型等)的型砂稍高些。
BMD 公司推荐气冲造型用型砂的透气率为为120~140;新东公司要求水平无箱射压造型为>120。
国际密烘铸铁公司认为高压造型最好用100~200。
B&P公司的水平无箱射压造型要求60~120。
AGM水平无箱吸压造型要求80〜120。
国外一些铸造工厂实际应用的高密度砂型的型砂(单一砂、型腔表面无涂料、铸铁及铸钢件)透气率举例如下:德国生产大众汽车缸体的 Luitpold铸造厂型砂为90~110°Hofmann 调查欧州五家铸造厂气冲型砂分别为67、78、89、110和164。
Berndt调查两条气冲线透气率平均值分别为75和141.8。
加拿大矿业能源技术中心调查76家各种造型方法的球铁和灰铁铸造工厂中,铸件品质优良的透气率在120~180范围内。
德国Rexroth要求高压造型为110~135。
美国使用SPO高压造型线生产缸体和缸盖的John Deere铸造厂为75~90,通用汽车厂Pontiac铸造厂为100~130。
福特汽车厂生产排气管用型砂为 150。
日本土芳公司 1 998年对5条高压线调查结果平均为 148, 26条挤压线平均为 108。
宫本润调查6条水平分型无箱射压线为 60~115。
三菱自动车的 2070挤压线作业标准为 140 20。
以上数据可以看出有些透气率数值 >160,其原因可能是由于有大量粗粒溃碎芯砂混入回用的旧砂中使型砂粒度变粗,或者是由于除尘系统风力过强使旧砂中微细颗粒被吸掉。
如果已经影响到铸件表面光洁程度,应当及时向型砂中掺入细粒原砂,或者调整除尘风力和将全部旋风分离器中细粒和布袋除尘器中部分的粉料返回旧砂回送系统中。
较为适当的高密度造型型砂透气性大多在100~140之间。
如果型砂透气性在 160以上或更高,除非在砂型表面喷涂料,否则铸件表面会出现粗糙甚至有局部机械粘砂。
一般机器造型的紧实密度稍低,型砂透气性可以为70〜100。
手工造型便于在砂型上扎排气孔,型砂透气性可以更低,例如50〜80。
应当注意型砂标准试样测得的透气性与砂型的排气能力并非同一概念,因为砂型的排气除了靠型砂的透气性以外,取决于①砂型的实际紧实程度:砂型的紧实程度与型砂标准试样有极大区别。
同一砂箱中各个部位的差别也会很大。
例如气冲造型砂型的工作表面密度较高,而砂型背面就较松软,有利于排气。
由于型砂的流动性和可紧实性有限,型腔的棱角、凸缘、深坑等处不易紧实到要求的密度。
手工造型和普通机器造型时操作工人可以用手指或用尖头砂冲专门塞紧,而高密度造型机不允许人工操作,这些部位砂型松散最容易造成严重粘砂。
生产厚大铸件、金属液压头较高、金属保持液态时间较长、表面被热透的深度较大,机械粘砂更为严重。
必要时砂型局部或下砂型需喷涂醇基涂料。
②对于有砂芯铸件,必须保证砂芯所发气体能通畅地从芯头排出。
也还需要各种类型的排气渠道将散发入型腔和侵入金属液的气体排出。
生产汽缸体铸件的模样上密布短通气针以及溢流槽、溢流冒口,其目的除了可将混杂气体、渣、砂的脏铁水排出铸件以外,更重要的是保证排气通畅。