制粉工艺流程PPT课件
合集下载
陶瓷粉体制备ppt课件.ppt
H2,CO, CnHm
1100-1200℃
NbC
Nb+炭黑
H2,CO, CnHm
1400-1500℃
真空
1200-1300℃
Nb2O5+炭黑
H2,CO, CnHm
1900-2000℃
真空
1600-1700℃
TaC
Ta+炭黑
H2,CO, CnHm
1400-1600℃
真空
1200-300℃
Ta2O5+炭黑
为了克服直接沉淀的缺点,改变沉淀剂的加入方式,使得溶液本身缓慢反应产生沉淀剂,常用的有尿素: (NH2)2CO+3H2O→2NH4OH+CO2 (70℃) NH4OH在溶液中形成后立即被消耗,尿素继续分解平衡,可用来制备铁、铝、锡、镓、锆等的氧化物。
铝粉和B2O3粉料在刚玉罐中球磨混合1h,经真空干燥后,压坯,置入充满氩气的反应器中,进行燃烧合成。反应器内压力可在500Pa~0.1Mpa之间调节,用钨丝通电点火。热电偶插入试样心部测温。球磨后得到粉料。
Al2O3
AlB12
自蔓延法有以下优点: 1、工艺简单 2、消耗外部能量少 3、可在真空或者控制气氛下进行,得到高纯产品 4、材料烧成与合成可同时完成
900℃5h
1300℃2h
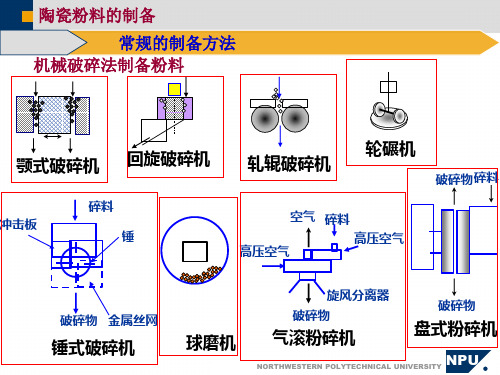
先进陶瓷粉料的制备
固相法制备粉料
可以获得高纯的Al2O3, 粒度小于1μm
用于碳化硅生产的阿奇逊电炉 (a)炉役开始前;(b)炉役结束后
分步反应: SiO2+C → SiO(气)+CO SiO+2C → SiC+CO SiO+C → Si(气)+CO Si+C → SiC
先进陶瓷粉料的制备
A(S)+B(S)→C(S)+D(g)
1100-1200℃
NbC
Nb+炭黑
H2,CO, CnHm
1400-1500℃
真空
1200-1300℃
Nb2O5+炭黑
H2,CO, CnHm
1900-2000℃
真空
1600-1700℃
TaC
Ta+炭黑
H2,CO, CnHm
1400-1600℃
真空
1200-300℃
Ta2O5+炭黑
为了克服直接沉淀的缺点,改变沉淀剂的加入方式,使得溶液本身缓慢反应产生沉淀剂,常用的有尿素: (NH2)2CO+3H2O→2NH4OH+CO2 (70℃) NH4OH在溶液中形成后立即被消耗,尿素继续分解平衡,可用来制备铁、铝、锡、镓、锆等的氧化物。
铝粉和B2O3粉料在刚玉罐中球磨混合1h,经真空干燥后,压坯,置入充满氩气的反应器中,进行燃烧合成。反应器内压力可在500Pa~0.1Mpa之间调节,用钨丝通电点火。热电偶插入试样心部测温。球磨后得到粉料。
Al2O3
AlB12
自蔓延法有以下优点: 1、工艺简单 2、消耗外部能量少 3、可在真空或者控制气氛下进行,得到高纯产品 4、材料烧成与合成可同时完成
900℃5h
1300℃2h
先进陶瓷粉料的制备
固相法制备粉料
可以获得高纯的Al2O3, 粒度小于1μm
用于碳化硅生产的阿奇逊电炉 (a)炉役开始前;(b)炉役结束后
分步反应: SiO2+C → SiO(气)+CO SiO+2C → SiC+CO SiO+C → Si(气)+CO Si+C → SiC
先进陶瓷粉料的制备
A(S)+B(S)→C(S)+D(g)
粉末冶金工艺(共17张PPT)

粉末冶金工艺
粉末冶金工艺过程
• 粉末冶金材料是指不经熔炼和铸造,直接 用几种金属粉末或金属粉末与非金属粉末, 通过配制、压制成型,烧结和后处理等制 成的材料。粉末冶金是金属冶金工艺与陶 瓷烧结工艺的结合,它通常要经过以下几 个工艺过程:
一、粉料制备与压制成型
• 常用机械粉碎、雾化、物理化学法制取粉 末。制取的粉末经过筛分与混合,混料均 匀并加入适当的增塑剂,再进行压制成型, 粉粒间的原子通过固相扩散和机械咬合作 用,使制件结合为具有一定强度的整体。 压力越大则制件密度越大,强度相应增加。 有时为减小压力合增加制件密度,也可采 用热等静压成型的方法。
三、后处理
• 一般情况下,烧结好的制件能够达到所需 性能,可直接使用。但有时还需进行必要 的后处理。如精压处理,可提高制件的密 度和尺寸形状精度;对铁基粉末冶金制件 进行淬火、表面淬火等处理可改善其机械 性能;为达到润滑或耐蚀目的而进行浸油 或浸渍其它液态润滑剂;将低熔点金属渗 入制件孔隙中去的熔渗处理,可提高制件 的强度、硬度、可塑性或冲击韧性等。
粉末冶金工艺的基本工序
• 1、原料粉末的制备。现有的制粉方法大体 可分为两类:机械法和物理化学法。而机 物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。
粉末冶金方法起源于公元前三千多年。 从民用工业到军事工业;
械法可分为:机械粉碎及雾化法;物理化 现有的制粉方法大体可分为两类:机械法和物理化学法。
将低熔点金属渗入制件孔隙中去的熔渗处理,可提高制件的强度、硬度、可塑性冲击韧性等。 3、由于粉末冶金工艺在材料生产过程中并不熔化材料,也就不怕混入由坩埚和脱氧剂等带来的杂质,而烧结一般在真空和还原气氛中进行,不 怕氧化,也不会给材料任何污染,故有可能制取高纯度的材料。
粉末冶金工艺过程
• 粉末冶金材料是指不经熔炼和铸造,直接 用几种金属粉末或金属粉末与非金属粉末, 通过配制、压制成型,烧结和后处理等制 成的材料。粉末冶金是金属冶金工艺与陶 瓷烧结工艺的结合,它通常要经过以下几 个工艺过程:
一、粉料制备与压制成型
• 常用机械粉碎、雾化、物理化学法制取粉 末。制取的粉末经过筛分与混合,混料均 匀并加入适当的增塑剂,再进行压制成型, 粉粒间的原子通过固相扩散和机械咬合作 用,使制件结合为具有一定强度的整体。 压力越大则制件密度越大,强度相应增加。 有时为减小压力合增加制件密度,也可采 用热等静压成型的方法。
三、后处理
• 一般情况下,烧结好的制件能够达到所需 性能,可直接使用。但有时还需进行必要 的后处理。如精压处理,可提高制件的密 度和尺寸形状精度;对铁基粉末冶金制件 进行淬火、表面淬火等处理可改善其机械 性能;为达到润滑或耐蚀目的而进行浸油 或浸渍其它液态润滑剂;将低熔点金属渗 入制件孔隙中去的熔渗处理,可提高制件 的强度、硬度、可塑性或冲击韧性等。
粉末冶金工艺的基本工序
• 1、原料粉末的制备。现有的制粉方法大体 可分为两类:机械法和物理化学法。而机 物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。
粉末冶金方法起源于公元前三千多年。 从民用工业到军事工业;
械法可分为:机械粉碎及雾化法;物理化 现有的制粉方法大体可分为两类:机械法和物理化学法。
将低熔点金属渗入制件孔隙中去的熔渗处理,可提高制件的强度、硬度、可塑性冲击韧性等。 3、由于粉末冶金工艺在材料生产过程中并不熔化材料,也就不怕混入由坩埚和脱氧剂等带来的杂质,而烧结一般在真空和还原气氛中进行,不 怕氧化,也不会给材料任何污染,故有可能制取高纯度的材料。
第五章-小麦制粉PPT课件

可编辑课件PPT粮油加工工艺
二、小麦的水分调节与搭配
(一)小麦水分调节
• 小麦在制粉前利用水、热、时间三种因素的作用,改善 小麦性质的工艺,称为小麦的水分调节。
• 小麦的水分调节,分为着水和润麦两个步骤。 • 小麦水分调节的目的在于:调整小麦水分,借以改变麦
粒的物理和生物化学性质,使其适合于制粉工艺的要求 ,获得良好的工艺效果。
可编辑课件PPT粮油加工工艺
2、刷麦
• 刷麦时在打麦的基础上对小麦表面进行进一步 清理,目的是将打麦后打松但仍附着在麦粒表 皮和腹沟上的残余杂质刷掉,与此同时刷掉由 于打麦而擦裂的表皮和麦胚等。
可编辑课件PPT粮油加工工艺
3、洗麦 洗麦的作用
• 淘洗清除掉麦粒表面几嵌入腹沟内的泥土、 农药、微生物、虫卵等污染物。
• 小麦着水后的润麦时间一般为18-24小时,在加工硬麦或 气温较低的地方可适当加长润麦时间。
可编辑课件PPT粮油加工工艺
加温水分调节
① 加速水分渗透,润麦时间可缩短一半。 ② 对于硬麦,着水量比室温调节提高1%-2%,同时麦粒
受热和冷的变化,更利于制粉过程中的碾磨、剥刮和 粉麸分离。 ③ 对于软麦,能提高面筋质的筋力,改善面粉的烘焙性 质。 ④ 小麦加热后,可降低酸度,减少醇溶性物质,灭菌杀 虫卵。
第五章 小麦制粉
可编辑课件PPT
1
本章重点和学习目标
• 小麦制粉的基本原理和工艺过程; • 与制粉有关的一些主要问题(包括小麦的分类
、小麦品质性状、小麦粉的加工品质、小麦子 粒构造和化学成分以及小麦等级粉和专用粉的 生产工艺特点)。
可编辑课件PPT粮油加工工艺
第一节、小麦工艺品质
一、小麦品质的概念
可编辑课件PPT粮油加工工艺
二、小麦的水分调节与搭配
(一)小麦水分调节
• 小麦在制粉前利用水、热、时间三种因素的作用,改善 小麦性质的工艺,称为小麦的水分调节。
• 小麦的水分调节,分为着水和润麦两个步骤。 • 小麦水分调节的目的在于:调整小麦水分,借以改变麦
粒的物理和生物化学性质,使其适合于制粉工艺的要求 ,获得良好的工艺效果。
可编辑课件PPT粮油加工工艺
2、刷麦
• 刷麦时在打麦的基础上对小麦表面进行进一步 清理,目的是将打麦后打松但仍附着在麦粒表 皮和腹沟上的残余杂质刷掉,与此同时刷掉由 于打麦而擦裂的表皮和麦胚等。
可编辑课件PPT粮油加工工艺
3、洗麦 洗麦的作用
• 淘洗清除掉麦粒表面几嵌入腹沟内的泥土、 农药、微生物、虫卵等污染物。
• 小麦着水后的润麦时间一般为18-24小时,在加工硬麦或 气温较低的地方可适当加长润麦时间。
可编辑课件PPT粮油加工工艺
加温水分调节
① 加速水分渗透,润麦时间可缩短一半。 ② 对于硬麦,着水量比室温调节提高1%-2%,同时麦粒
受热和冷的变化,更利于制粉过程中的碾磨、剥刮和 粉麸分离。 ③ 对于软麦,能提高面筋质的筋力,改善面粉的烘焙性 质。 ④ 小麦加热后,可降低酸度,减少醇溶性物质,灭菌杀 虫卵。
第五章 小麦制粉
可编辑课件PPT
1
本章重点和学习目标
• 小麦制粉的基本原理和工艺过程; • 与制粉有关的一些主要问题(包括小麦的分类
、小麦品质性状、小麦粉的加工品质、小麦子 粒构造和化学成分以及小麦等级粉和专用粉的 生产工艺特点)。
可编辑课件PPT粮油加工工艺
第一节、小麦工艺品质
一、小麦品质的概念
可编辑课件PPT粮油加工工艺
制粉工艺课件(1)

锋
B 钝对锋
锋对锋:剪切力大,挤压力小,麦渣麦心多,面 粉少,麦皮碎,麦渣麦心质量差些,动耗低。
C 锋对钝
D 钝对钝
钝对钝:剪切力小,挤压力大,麸片多,麦渣 麦心少,面粉多,质量好,动耗大。
(4)磨齿的斜度 磨齿必须与磨辊中心线倾斜成一角度,同时一
对磨辊在静止时,两根磨辊斜度一定要平行。磨齿 斜度增加,麦皮容易切碎,产品质量下降,动力消 耗降低。
磨辊的分类 齿辊 光辊 作用原理 皮磨、心磨、渣磨、尾磨
1、磨辊
是磨粉机的主要工作部件,按磨粉机的作用, 磨辊分“齿辊”和“光辊”两种。
1、齿辊
(1)齿数:指磨辊圆周长度内的磨齿数目,一般 以每cm长度内的磨齿数来表示(牙/cm)。齿数 的多少是根据研磨物料的大小、物料的特性和要 求达到的粉碎程度来决定的。齿数少适宜研磨颗 粒大的物料,齿数多适宜研磨颗粒小的物料,一
般情况,皮磨系统前路到后路,齿数是呈递增关系 安排的。 (2)齿形与齿角
齿顶平面的作用:研磨时作用缓和,增加耐磨性。
总齿角增大,剥刮率增大,面粉数量质量呈增 加趋势,单位电耗增加;前角增大,总剥刮率 下降,麦渣、麦心也减少,面粉比例增加,面 粉质量下降,单位电耗增加;后角的大小表现 在磨齿的高度和耐磨性上。
空载冷却 负载后发热状态 中凸不够或过载
高方筛的工作原理
高方 筛
用途
及时筛出各道磨粉机研磨后 产生的面粉,防止面粉过多 研磨影响面粉质量,提高研 磨效率
在等级粉生产中,对面粉进 行分级
对于中间混合物料按粒度大 小进行分级等
面粉检查筛
范围
面粉、玉米粉、荞麦粉 饲料、淀粉 化工、冶金 塑料、医药、制酒
避免对密封条造成任何撕脱或损坏 I、清理筛网时不要摔打筛格 J、装筛格时,要把筛格平送到一定位置后再放在下层筛子上,双手平衡用
B 钝对锋
锋对锋:剪切力大,挤压力小,麦渣麦心多,面 粉少,麦皮碎,麦渣麦心质量差些,动耗低。
C 锋对钝
D 钝对钝
钝对钝:剪切力小,挤压力大,麸片多,麦渣 麦心少,面粉多,质量好,动耗大。
(4)磨齿的斜度 磨齿必须与磨辊中心线倾斜成一角度,同时一
对磨辊在静止时,两根磨辊斜度一定要平行。磨齿 斜度增加,麦皮容易切碎,产品质量下降,动力消 耗降低。
磨辊的分类 齿辊 光辊 作用原理 皮磨、心磨、渣磨、尾磨
1、磨辊
是磨粉机的主要工作部件,按磨粉机的作用, 磨辊分“齿辊”和“光辊”两种。
1、齿辊
(1)齿数:指磨辊圆周长度内的磨齿数目,一般 以每cm长度内的磨齿数来表示(牙/cm)。齿数 的多少是根据研磨物料的大小、物料的特性和要 求达到的粉碎程度来决定的。齿数少适宜研磨颗 粒大的物料,齿数多适宜研磨颗粒小的物料,一
般情况,皮磨系统前路到后路,齿数是呈递增关系 安排的。 (2)齿形与齿角
齿顶平面的作用:研磨时作用缓和,增加耐磨性。
总齿角增大,剥刮率增大,面粉数量质量呈增 加趋势,单位电耗增加;前角增大,总剥刮率 下降,麦渣、麦心也减少,面粉比例增加,面 粉质量下降,单位电耗增加;后角的大小表现 在磨齿的高度和耐磨性上。
空载冷却 负载后发热状态 中凸不够或过载
高方筛的工作原理
高方 筛
用途
及时筛出各道磨粉机研磨后 产生的面粉,防止面粉过多 研磨影响面粉质量,提高研 磨效率
在等级粉生产中,对面粉进 行分级
对于中间混合物料按粒度大 小进行分级等
面粉检查筛
范围
面粉、玉米粉、荞麦粉 饲料、淀粉 化工、冶金 塑料、医药、制酒
避免对密封条造成任何撕脱或损坏 I、清理筛网时不要摔打筛格 J、装筛格时,要把筛格平送到一定位置后再放在下层筛子上,双手平衡用
溶胶凝胶法制粉 ppt课件

1853 Farady, 实验室Gold sol, oldest sol, still stable now days;
1861 Thomas Graham, 胶体化学作为一门学说; colloid 胶体, sol溶胶, gel凝胶, peptization胶溶, dialysis渗析, syneresis离浆
溶胶凝胶法制粉
阳离子
Si Al Ti B
溶胶凝胶合成中常用的醇盐
M(OR)n
Si(OCH3)4 Si(OC2H5)4
Al(O-iC3H7)3 Al(O-sC4H9)3
Ti (O-iC3H7)4 Ti(OC4H9)4 Ti(OC5H7)4
B(OCH3)3
阳离子
Ge Zr Y Ca
M(OR)n
Ge(OC2H5)4 Zr(O-iC3H7)4 Y(OC2H5)3
2N硝酸量 (ml/100ml 胶体) 1:100 2:100 3:100 7:100 17:100
硝酸溶液 pH 1.70 1.40 1.22 0.85 0.47
胶体 pH 4.42 3.70 3.56 3.40 3.22
胶溶H+量 % 0.998 0.990 0.995 0.997 0.998
溶胶凝胶法制粉
溶胶凝胶法制粉
胶体体系的特点:多相不均匀性 多分散性,胶团结构 聚结的不稳定性 胶团组成与结构的不确定性
胶体溶液(溶胶)与真溶液的区别: 热力学上不稳定的物系 多相体系,分散相与分散介质存在相界面, 胶态粒子大小不一,要用平均胶团量
及其分布曲线表示 胶团无确定的组成与结构,且可分裂, 受外界条件和添加剂影响很大
同样,加入胶溶剂使之胶溶而成为溶胶, 然后去溶剂,发生缩聚反应使之胶凝而成为凝胶
1861 Thomas Graham, 胶体化学作为一门学说; colloid 胶体, sol溶胶, gel凝胶, peptization胶溶, dialysis渗析, syneresis离浆
溶胶凝胶法制粉
阳离子
Si Al Ti B
溶胶凝胶合成中常用的醇盐
M(OR)n
Si(OCH3)4 Si(OC2H5)4
Al(O-iC3H7)3 Al(O-sC4H9)3
Ti (O-iC3H7)4 Ti(OC4H9)4 Ti(OC5H7)4
B(OCH3)3
阳离子
Ge Zr Y Ca
M(OR)n
Ge(OC2H5)4 Zr(O-iC3H7)4 Y(OC2H5)3
2N硝酸量 (ml/100ml 胶体) 1:100 2:100 3:100 7:100 17:100
硝酸溶液 pH 1.70 1.40 1.22 0.85 0.47
胶体 pH 4.42 3.70 3.56 3.40 3.22
胶溶H+量 % 0.998 0.990 0.995 0.997 0.998
溶胶凝胶法制粉
溶胶凝胶法制粉
胶体体系的特点:多相不均匀性 多分散性,胶团结构 聚结的不稳定性 胶团组成与结构的不确定性
胶体溶液(溶胶)与真溶液的区别: 热力学上不稳定的物系 多相体系,分散相与分散介质存在相界面, 胶态粒子大小不一,要用平均胶团量
及其分布曲线表示 胶团无确定的组成与结构,且可分裂, 受外界条件和添加剂影响很大
同样,加入胶溶剂使之胶溶而成为溶胶, 然后去溶剂,发生缩聚反应使之胶凝而成为凝胶
第十节 小麦制粉工艺流程
生产标准粉3355道道生产优质粉生产优质粉7799道道二心磨系统的流程二心磨系统的流程11前路心磨流程前路皮磨清粉及渣磨提取的质量纯净的麦心前路心磨流程前路皮磨清粉及渣磨提取的质量纯净的麦心2中路心磨流程前路皮磨中路皮磨提取的质量稍次的麦心中路心磨流程前路皮磨中路皮磨提取的质量稍次的麦心33后路心磨流程中路心磨及中后路皮磨提取的质量次的麦心后路心磨流程中路心磨及中后路皮磨提取的质量次的麦心三心磨及尾磨的磨辊技术特性和设备分配我国面粉厂一般采用齿辊三心磨及尾磨的磨辊技术特性和设备分配我国面粉厂一般采用齿辊国外用光辊国外用光辊设备分配
四、渣磨系统
(一)渣磨系统的任务、道数、设备比例: 任务是将皮磨系统及清粉机提出的带皮的粗粒(称麦渣),经较轻的剥 刮作用,刮去连附在麸皮上的胚乳,提出质量好的胚乳颗粒(麦心),同时 磨出部分质量较好的面粉。 渣磨道数:①生产标准粉或以标准粉为主:1~2道; ②生产优质粉:3~5道。 设备:一般占粉间设备的5~15%。 (二)渣磨系统的流程: ①若设一道渣磨(一般称1S),则设粗渣磨,来料为前路皮磨及经清粉机 清粉的大粗粒或大中粗粒。 ②若设二道,则设粗渣和细渣(一般称2S),来料为前路皮磨及经过清粉 的中、小粗粒。 ③若设三道,则设粗渣、细渣和尾渣磨(一般称3S),来料为清粉机及粗 细渣磨的粗筛筛上物或中路皮磨提出的较次的麦渣。 ④若设四道,设粗渣二道,细渣和尾渣各一道。 ⑤若设五道,设粗渣二道,细渣二道,尾渣一道。 (三)渣磨系统的磨辊技术特性和筛网配备: (四)渣磨系统的操作指标:
(二)皮磨系统的流程:(麸渣混、麸渣分磨、粗细麸分磨)
(三)皮磨系统的磨辊技术特性(设备比例:50~75%) (四)皮磨系统的筛路及筛网配备
(五)皮磨系统的操作指标
三、清粉系统
(一)清粉系统的任务:将皮、渣及其他系提出的麦渣、麦心 及粗粉按质量分成麦皮、麦渣和纯净的麦心。 1、皮磨系统中一等品质的粗粒和硬粗粉 2、经过渣磨处理后仍含有麸屑的中、小粗粒。 3、从皮磨和尾渣系统出来的二等品质的粗粒。 4、清粉机的吸出物: (清粉设备不多时:皮磨大粗粒→中粗粒→渣磨中小粗粒→二 等品质的粗粒→清粉机的吸出物) (二)清粉系统的流程 1、皮磨大粗粒的清粉流程: 2、皮磨及渣磨中小粗粒的清粉流程: 3、二等品质粗粒的清粉流程: 4、清粉机吸出物的重复清粉流程: (三)清粉机的技术设备
四、渣磨系统
(一)渣磨系统的任务、道数、设备比例: 任务是将皮磨系统及清粉机提出的带皮的粗粒(称麦渣),经较轻的剥 刮作用,刮去连附在麸皮上的胚乳,提出质量好的胚乳颗粒(麦心),同时 磨出部分质量较好的面粉。 渣磨道数:①生产标准粉或以标准粉为主:1~2道; ②生产优质粉:3~5道。 设备:一般占粉间设备的5~15%。 (二)渣磨系统的流程: ①若设一道渣磨(一般称1S),则设粗渣磨,来料为前路皮磨及经清粉机 清粉的大粗粒或大中粗粒。 ②若设二道,则设粗渣和细渣(一般称2S),来料为前路皮磨及经过清粉 的中、小粗粒。 ③若设三道,则设粗渣、细渣和尾渣磨(一般称3S),来料为清粉机及粗 细渣磨的粗筛筛上物或中路皮磨提出的较次的麦渣。 ④若设四道,设粗渣二道,细渣和尾渣各一道。 ⑤若设五道,设粗渣二道,细渣二道,尾渣一道。 (三)渣磨系统的磨辊技术特性和筛网配备: (四)渣磨系统的操作指标:
(二)皮磨系统的流程:(麸渣混、麸渣分磨、粗细麸分磨)
(三)皮磨系统的磨辊技术特性(设备比例:50~75%) (四)皮磨系统的筛路及筛网配备
(五)皮磨系统的操作指标
三、清粉系统
(一)清粉系统的任务:将皮、渣及其他系提出的麦渣、麦心 及粗粉按质量分成麦皮、麦渣和纯净的麦心。 1、皮磨系统中一等品质的粗粒和硬粗粉 2、经过渣磨处理后仍含有麸屑的中、小粗粒。 3、从皮磨和尾渣系统出来的二等品质的粗粒。 4、清粉机的吸出物: (清粉设备不多时:皮磨大粗粒→中粗粒→渣磨中小粗粒→二 等品质的粗粒→清粉机的吸出物) (二)清粉系统的流程 1、皮磨大粗粒的清粉流程: 2、皮磨及渣磨中小粗粒的清粉流程: 3、二等品质粗粒的清粉流程: 4、清粉机吸出物的重复清粉流程: (三)清粉机的技术设备
粉末冶金工艺流程-PPT
该产品称为: 生坯,也叫成形品 intering 烧结是金属粉末压块(或松散金属粉末) 在低于熔点的温度下转变成密实固体的 过程(合金化过程)。在烧结过程中,粉末 颗粒通过扩散和其它原子 迁移机理而结 合在一起,得到的多孔体且具有一 定的 机械强度 得到的产品叫:烧结品 blank
蒸汽处理(表面发黑处理)→Steam Treatment 在工件表面形成一层致密的Fe3O4薄膜,能很好的起 到防锈作用,而且,硬度,强度能得到一定的提高;一般硬 度可达到HRB50~100. 其他常用表面处理方式:喷砂、研磨、树脂含浸、电 泳、达克罗、电镀等
粉末冶金工艺流程
机加工 cutting
粉末冶金工艺流程
粉末冶金工艺流程
粉末的制取 powder
机械粉碎法(球磨法) comminuted powder
还原法
reduced powder
雾化法
atomized powder
电解法
electrolytic powder
粉末的种类:
铁粉Fe
iron powder
合金钢粉
alloyed steel
粉末冶金工艺流程
后处理工艺 精整 sizing 也就是加工,即将烧结品放入加工模,施以 相应的压力,以达到所需求尺寸的过程
粉末冶金工艺流程
表面处理 热处理(渗碳处理和高频)→Heat Treatment
适用于综合机械性能要求较高的产品,硬度一般可以达到 HRC30以上(Hv0.2 450以上)。产品一般是承受较大载荷的齿轮 及一些耐磨性较高的产品。
机械加工(钻孔、攻牙、切削、铣、 磨等)
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
粉末冶金工艺流程
油浸 oil dipping 含油轴承:采用真空油浸的办法,将洗净干燥的 轴承内部的空气抽干,再注入图面上所需要的润 滑油,达到需要的含油率(oil content)的过程 一般机械零件:普通油浸,主要是在部品表面喷 涂一层油脂,起到在保管,运输过程中的防锈效 果
蒸汽处理(表面发黑处理)→Steam Treatment 在工件表面形成一层致密的Fe3O4薄膜,能很好的起 到防锈作用,而且,硬度,强度能得到一定的提高;一般硬 度可达到HRB50~100. 其他常用表面处理方式:喷砂、研磨、树脂含浸、电 泳、达克罗、电镀等
粉末冶金工艺流程
机加工 cutting
粉末冶金工艺流程
粉末冶金工艺流程
粉末的制取 powder
机械粉碎法(球磨法) comminuted powder
还原法
reduced powder
雾化法
atomized powder
电解法
electrolytic powder
粉末的种类:
铁粉Fe
iron powder
合金钢粉
alloyed steel
粉末冶金工艺流程
后处理工艺 精整 sizing 也就是加工,即将烧结品放入加工模,施以 相应的压力,以达到所需求尺寸的过程
粉末冶金工艺流程
表面处理 热处理(渗碳处理和高频)→Heat Treatment
适用于综合机械性能要求较高的产品,硬度一般可以达到 HRC30以上(Hv0.2 450以上)。产品一般是承受较大载荷的齿轮 及一些耐磨性较高的产品。
机械加工(钻孔、攻牙、切削、铣、 磨等)
大家有疑问的,可以询问和交流
可以互相讨论下,但要小声点
粉末冶金工艺流程
油浸 oil dipping 含油轴承:采用真空油浸的办法,将洗净干燥的 轴承内部的空气抽干,再注入图面上所需要的润 滑油,达到需要的含油率(oil content)的过程 一般机械零件:普通油浸,主要是在部品表面喷 涂一层油脂,起到在保管,运输过程中的防锈效 果
陶瓷粉体制备ppt课件
浓度适中 介质的吸水性 催化剂。用乙酸根取代部分乙氧基,降低水
解速度有利于溶胶凝胶形成。 湿度。一般<50% 温度。提高温度促进水解、缩聚反应,缩短
凝胶时间
20
醇盐分解法
采用金属醇盐M(OR)n为先驱体,以无水乙醇为溶 剂,遇水后很容易水解形成氧化物或其水合物。
控制水解条件可以获得粒径几纳米到几十纳米的超 细粉。
2. 在适当的高温下煅烧合成 3. 将合成的熟料块体粉碎研磨至所需细度
主要用于合成复合氧化物(如BaTiO3等)
BaCO3 TiO2 BaTiO3 CO2
3Al2O3 2SiO2 3Al2O3 2SiO2
3
碳热还原反应法
非氧化物的合成
碳化物
TiO2 C ArTiC CO2 SiO2 3C Ar SiC 2CO
R O
R O
Si
H2O
O R
O R
H O
OH
Si
HO
O H
21
水热法
在密闭反应釜(高压釜)内,采用水溶液为反应介质,对 反应釜加热,溶剂蒸发形成高温高压,使通常条件下难溶 或不溶的物质发生溶解析出传质,得到晶体颗粒。
优点:
晶粒发育完整、细小、均匀; 无(或少)团聚; 无煅烧及粉碎等加工过程。
这两种力的合力状态决定了颗粒的团聚 与分散(DLVO理论)。 影响分散的因素:
pH、电解质溶液中离子强度 分散剂
25
干燥过程
干燥过程中的团聚主要是由颗粒间液体 的表面张力产生的。
P 2 LV cos
R
• 乙醇的表面张力比水小,因此,通过乙 醇清洗后再干燥,可减少干燥中的团聚 程度。
解速度有利于溶胶凝胶形成。 湿度。一般<50% 温度。提高温度促进水解、缩聚反应,缩短
凝胶时间
20
醇盐分解法
采用金属醇盐M(OR)n为先驱体,以无水乙醇为溶 剂,遇水后很容易水解形成氧化物或其水合物。
控制水解条件可以获得粒径几纳米到几十纳米的超 细粉。
2. 在适当的高温下煅烧合成 3. 将合成的熟料块体粉碎研磨至所需细度
主要用于合成复合氧化物(如BaTiO3等)
BaCO3 TiO2 BaTiO3 CO2
3Al2O3 2SiO2 3Al2O3 2SiO2
3
碳热还原反应法
非氧化物的合成
碳化物
TiO2 C ArTiC CO2 SiO2 3C Ar SiC 2CO
R O
R O
Si
H2O
O R
O R
H O
OH
Si
HO
O H
21
水热法
在密闭反应釜(高压釜)内,采用水溶液为反应介质,对 反应釜加热,溶剂蒸发形成高温高压,使通常条件下难溶 或不溶的物质发生溶解析出传质,得到晶体颗粒。
优点:
晶粒发育完整、细小、均匀; 无(或少)团聚; 无煅烧及粉碎等加工过程。
这两种力的合力状态决定了颗粒的团聚 与分散(DLVO理论)。 影响分散的因素:
pH、电解质溶液中离子强度 分散剂
25
干燥过程
干燥过程中的团聚主要是由颗粒间液体 的表面张力产生的。
P 2 LV cos
R
• 乙醇的表面张力比水小,因此,通过乙 醇清洗后再干燥,可减少干燥中的团聚 程度。
小麦加工工艺流程图
小麦粉质量标准
等级 加工精度 灰分 % 粗细度 % (以干物计) 面筋质% 含砂量 (以湿重计) %
GB1355-86
磁性金属 物 g/Kg 水分 % 脂肪酸值 气味 (以湿基计) 口味
按实物标准样 特制 品对照检验粉 ≤0.7 一等 色麸星
全部通过CB36 号筛,留存在 ≥26.0 CB42号筛的不 超过10.0%
≤0.85
按实物标准样品对照检验
全部通过CB36号筛,留存在 全部通过CB30号筛,留存在 CB42号筛的不超过10.0% CB36号筛的不超过10.0%
≤0.02
≤0.003
13.5±0.5 ≤80
正常
≤0.02
≤0.003
13.5±0.5 ≤80
正常
≤0.02
≤0.003
13.5±0.5 ≤80
正常
专用小麦粉的质量标准(1)
专用粉 等级 名称 面包 用粉 水分 % 灰分 % (干基) 粗细度 % 全部通过CB30 号筛,留存在 CB36号筛的不 超过15.0% 全部通过CB36 号筛,留存在 CB42号筛的不 超过10.0% 湿面筋 稳定时 降落数 含砂量 磁性金属 气味 % % 间min 值/s 物 g/Kg 口味 LS/T
等级 容重,g/L 不完善粒,% 1 2 3 4 5 ≥790 ≥770 ≥750 ≥730 ≥710 ≤6.0 ≤6.0 ≤6.0 ≤8.0 ≤10.0
杂质,% 总量 其中:矿物质
水分,% 色泽、气味
≤1.0
≤0.5
≤12.5
正常
优质小麦 强筋小麦
项 容重,g/L 水分,% 不完善粒,% 籽粒 杂质,% 色泽、气味 降落数值, S 粗蛋白质,%(干基) 小麦粉 面团稳定时间,min 烘焙品质评分值 ≥ ≥ ≥ ≥ 总量 矿物质 目 ≥ ≤ ≤ ≤ ≤
粉末冶金制作流程的工艺介绍84页PPT

21、要知道对好事的称颂过于夸大,也会招来人们的反感轻蔑和嫉妒。——培根 22、业精于勤,荒于嬉;行成于思,毁于随。——韩愈
23、一切节省,归根到底都归结为时间的节省。——马克思 24、意志命运往往背道而驰,决心到最后会全部推倒。——莎士比亚
25、学习是制作流程的工艺介绍
6、法律的基础有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不适应加工软质小麦。
.
12
(三)清粉系统 1、清粉机的组合原则及清粉机的配置
根据物料的性质和前路磨粉机和高方平筛设备的配 置情况,对进入清粉机的物料要求必需先经过分级并 尽可能筛净面粉,物料粒度均匀一致,同时物料组合 还应遵守以下原则 :
.
13
(1)各道皮磨提取的麦渣应单独处理; (2)1B、2B的粗、细麦心或粗粉可同类合并处理, 但不能将麦心和粗粉合并清粉; (3)中后路提出的物料不能和前路物料合并,即使 是粒度相同也应单独处理;
▪ 系统代号意义产品代号意义设备代号意义 B--皮磨、F--面粉、BrF--打麸机 S--渣磨、Br--麸皮、BrB--刷麸机 M--心磨、G--麦胚、D--重筛 T--尾磨、c--粗料、XF--吸风粉 P--清粉、f--细料、DF--打麸粉
.
7
备注: ①各系统先后顺序用阿拉伯数字1、2、3……表示。 如1B、2M; ②各道磨粉机分粗细时,分别在系统代号右下角用小 写的c、f表示。如2Bc、1Mf; ③不同品种面粉,在代号前用阿拉伯数字区别。 如1F、2F; ④设备顺序,在相应代号前或后用阿拉伯数字区别。
.
17
对前路细心磨不再分级,因含麸屑和麦心较少且 粒度差别较小,一般采取先筛粉后分级的方式。中路 心磨研磨的麦心经松粉后筛理,提出二等品质的面 粉,分出的含麸屑胚乳进入二尾磨,麦心进入下道心 磨处理。后路心磨不再分级,全部为粉筛。末道心磨 的粉筛筛上物可直接作为饲料。
.
18
尾磨因麸屑含量多,麦心和面粉数量较少,所 以其平筛配备50%~60%的分级筛,采取分级—筛 粉—分级的流程。若对尾磨有提胚要求时,尾磨后 的松粉机可去掉或降低打击作用,以免将压成片状 的麦胚打碎。
.
4
第三、各类在制品的走向,应遵循“同质合并” 的原则,将品质相近的物料合并处理,既保证产 品质量,又简化流程、方便操作。
第四、在制品的处理要循序后推,要保证研磨 次数,但一般不应有回路。
第五、为节省投资降低动耗,保证生产的稳定 性,应尽量减少物料的提升次数。
第六、工艺流程中如净麦段、吸风粉、成品打 包段等应设一定容量的缓冲仓,设备配置和选用 应考虑原料、气候、产品的变化。整个工艺根据 原料的变化要有一定的适应性和灵活性。
比较适合加工软麦,充分发挥了渣磨系统的作用, 清粉范围稍窄,清粉机使用数量较少,适合加工硬 度低的小麦。缺点是渣磨物料的质量不均匀,研磨
周转率高,一等品质的粗粒提取率稍低。
.
11
3、先清粉后入渣再清粉的工艺,该流程的主要特点是: 比较适合加工硬度较高的小麦,不仅充分发挥了
清粉系统的作用,而且充分挖掘渣磨(甚至粗心磨)系 统的潜力,尽可能多提取出一等品质的粗粒、粗粉, 本工艺有能力提取数量较多的高精度面粉。缺点是清 粉机使用台数较多,操作管理要求及动力消耗稍高。
三、是先清粉后入渣再清粉的工艺。
.
10
1、先清粉后入渣的工艺,该流程的主要特点是: 比较适合加工硬质小麦,清粉范围较宽、一等品
质的粗粒提取率较高,入渣磨的物料质量较均匀一 致,研磨周转率低。不足点是清粉设备使用稍多, 渣磨物料未精选,渣磨的作用没有更好地充分发挥。 2、先入渣、后清粉的工艺。该流程的主要特点是:
.
5
制粉工艺流程的图形符号
▪ 绘制粉路图时,一般将各工艺设备和产品 用图形符号或代号表示。粉路图中的图形 符号应能简单明确地反映设备的特点。一 般用该设备最具有代表性的剖面或一个投 影面的示意图来表示。GB/T12529.3-90规 定了粉路图中通常使用的图形符号及有关 代号。
.
6
粉路图中的常用代号
(4)渣磨提出的物料宜单独清粉。
.
14
当清粉机数量较少时,应首先考虑精选前 路皮磨提取的麦渣和粗细麦心,其次是前路渣 磨物料和中路皮磨的渣心。若清粉机数量足够, 应对送往前路心磨的所有物料均进行清粉或采
取二次清粉工艺。
.
15
2、清粉系统流程 清粉机吸出物中有部分吸风粉,若直接送
往磨粉机,则会影响磨粉机粉的喂料和研磨效 果。因此,可将该物料送入后续细皮磨平筛或
▪ 粉路组合的原则是: ▪ 保证质量、均衡负荷、循序后推、同
质合并、连续稳定、安全合理。
.
3
粉路组合的要求
▪ 第一、粉路中系统和道数的设置应根据产品 的等级、产量和原料品质的情况确定。即确定的 粉路的“长度”、“宽度”和清粉范围要合理。 第二、粉路中各道设备的配备应根据物料性 质、数量和加工要求设置,应使各系统的工作负 荷均衡合理。
与其它吸风粉合并处理。
.
16
(四)心磨系统的流程 前、中路心磨平筛中应配置20%~35%的分级筛,
分出麸屑和麦心,以确保后续心磨的入机物料品质。 分级筛的设置视物料性质而定,如前路粗心磨物料含 麸屑和麦心较多时,可先用分级筛提出麸屑(含麸屑 较多的胚乳可进入细渣磨或一尾磨处理),再筛粉, 后用下分级筛将麦心分级,可减少对粉筛的磨损。
如1BrF、2D 、DF1。
.
8
制粉工艺流程的内容
▪ (一)皮磨系统的流程 ▪ 采用心磨出粉法时,前路皮磨提取种类较
多的在制品,需配置重筛;中、后路皮磨 分级较少,根据要求也可设置重筛。
.
9
(二)渣磨系统流程 渣磨系统的设置通常有三种工艺形式:
一、是先清粉后入渣的工艺; 二、是先入渣后清粉的工艺;
1尾筛通常采用16W~18W的钢丝筛网提胚,用 40W~46W的筛网提出细麸屑送入后路细皮磨,用 60GG~72GG的筛网提出细小麸屑送入下续尾磨处理, 麦心送入中路心磨处理,即采用提胚—分级—筛
粉—分级的形式。
.
19
2尾研磨后经松粉机打击再筛理,40GG~52GG 的筛网提取细麸皮(末道尾磨直接打包),筛下物筛 粉后再经一次分级,筛下物分别送入后路心磨处理。 即尾磨上分级的物料,根据工艺设置情况和物料状态, 送往中后路细皮磨或下道尾磨;末道尾磨上分级物料 也可送往打麸机,下分级筛的筛上物可直接作为副产
制粉工艺流程
(制粉部分) 编制:海阔天空
.
1
▪ 制粉工艺流程即将净麦加工成面粉 的全部工艺过程,也称粉路。将其粉路 按照图形符号反应在图纸中,并标注相 应的参数,称为粉路图。包括研磨、筛 理、清粉、打(刷)麸、松粉等工序, 粉路组合的合理性是制粉厂取得良好生 产效果的重要环节。
.
2
粉路组合的原则
.
12
(三)清粉系统 1、清粉机的组合原则及清粉机的配置
根据物料的性质和前路磨粉机和高方平筛设备的配 置情况,对进入清粉机的物料要求必需先经过分级并 尽可能筛净面粉,物料粒度均匀一致,同时物料组合 还应遵守以下原则 :
.
13
(1)各道皮磨提取的麦渣应单独处理; (2)1B、2B的粗、细麦心或粗粉可同类合并处理, 但不能将麦心和粗粉合并清粉; (3)中后路提出的物料不能和前路物料合并,即使 是粒度相同也应单独处理;
▪ 系统代号意义产品代号意义设备代号意义 B--皮磨、F--面粉、BrF--打麸机 S--渣磨、Br--麸皮、BrB--刷麸机 M--心磨、G--麦胚、D--重筛 T--尾磨、c--粗料、XF--吸风粉 P--清粉、f--细料、DF--打麸粉
.
7
备注: ①各系统先后顺序用阿拉伯数字1、2、3……表示。 如1B、2M; ②各道磨粉机分粗细时,分别在系统代号右下角用小 写的c、f表示。如2Bc、1Mf; ③不同品种面粉,在代号前用阿拉伯数字区别。 如1F、2F; ④设备顺序,在相应代号前或后用阿拉伯数字区别。
.
17
对前路细心磨不再分级,因含麸屑和麦心较少且 粒度差别较小,一般采取先筛粉后分级的方式。中路 心磨研磨的麦心经松粉后筛理,提出二等品质的面 粉,分出的含麸屑胚乳进入二尾磨,麦心进入下道心 磨处理。后路心磨不再分级,全部为粉筛。末道心磨 的粉筛筛上物可直接作为饲料。
.
18
尾磨因麸屑含量多,麦心和面粉数量较少,所 以其平筛配备50%~60%的分级筛,采取分级—筛 粉—分级的流程。若对尾磨有提胚要求时,尾磨后 的松粉机可去掉或降低打击作用,以免将压成片状 的麦胚打碎。
.
4
第三、各类在制品的走向,应遵循“同质合并” 的原则,将品质相近的物料合并处理,既保证产 品质量,又简化流程、方便操作。
第四、在制品的处理要循序后推,要保证研磨 次数,但一般不应有回路。
第五、为节省投资降低动耗,保证生产的稳定 性,应尽量减少物料的提升次数。
第六、工艺流程中如净麦段、吸风粉、成品打 包段等应设一定容量的缓冲仓,设备配置和选用 应考虑原料、气候、产品的变化。整个工艺根据 原料的变化要有一定的适应性和灵活性。
比较适合加工软麦,充分发挥了渣磨系统的作用, 清粉范围稍窄,清粉机使用数量较少,适合加工硬 度低的小麦。缺点是渣磨物料的质量不均匀,研磨
周转率高,一等品质的粗粒提取率稍低。
.
11
3、先清粉后入渣再清粉的工艺,该流程的主要特点是: 比较适合加工硬度较高的小麦,不仅充分发挥了
清粉系统的作用,而且充分挖掘渣磨(甚至粗心磨)系 统的潜力,尽可能多提取出一等品质的粗粒、粗粉, 本工艺有能力提取数量较多的高精度面粉。缺点是清 粉机使用台数较多,操作管理要求及动力消耗稍高。
三、是先清粉后入渣再清粉的工艺。
.
10
1、先清粉后入渣的工艺,该流程的主要特点是: 比较适合加工硬质小麦,清粉范围较宽、一等品
质的粗粒提取率较高,入渣磨的物料质量较均匀一 致,研磨周转率低。不足点是清粉设备使用稍多, 渣磨物料未精选,渣磨的作用没有更好地充分发挥。 2、先入渣、后清粉的工艺。该流程的主要特点是:
.
5
制粉工艺流程的图形符号
▪ 绘制粉路图时,一般将各工艺设备和产品 用图形符号或代号表示。粉路图中的图形 符号应能简单明确地反映设备的特点。一 般用该设备最具有代表性的剖面或一个投 影面的示意图来表示。GB/T12529.3-90规 定了粉路图中通常使用的图形符号及有关 代号。
.
6
粉路图中的常用代号
(4)渣磨提出的物料宜单独清粉。
.
14
当清粉机数量较少时,应首先考虑精选前 路皮磨提取的麦渣和粗细麦心,其次是前路渣 磨物料和中路皮磨的渣心。若清粉机数量足够, 应对送往前路心磨的所有物料均进行清粉或采
取二次清粉工艺。
.
15
2、清粉系统流程 清粉机吸出物中有部分吸风粉,若直接送
往磨粉机,则会影响磨粉机粉的喂料和研磨效 果。因此,可将该物料送入后续细皮磨平筛或
▪ 粉路组合的原则是: ▪ 保证质量、均衡负荷、循序后推、同
质合并、连续稳定、安全合理。
.
3
粉路组合的要求
▪ 第一、粉路中系统和道数的设置应根据产品 的等级、产量和原料品质的情况确定。即确定的 粉路的“长度”、“宽度”和清粉范围要合理。 第二、粉路中各道设备的配备应根据物料性 质、数量和加工要求设置,应使各系统的工作负 荷均衡合理。
与其它吸风粉合并处理。
.
16
(四)心磨系统的流程 前、中路心磨平筛中应配置20%~35%的分级筛,
分出麸屑和麦心,以确保后续心磨的入机物料品质。 分级筛的设置视物料性质而定,如前路粗心磨物料含 麸屑和麦心较多时,可先用分级筛提出麸屑(含麸屑 较多的胚乳可进入细渣磨或一尾磨处理),再筛粉, 后用下分级筛将麦心分级,可减少对粉筛的磨损。
如1BrF、2D 、DF1。
.
8
制粉工艺流程的内容
▪ (一)皮磨系统的流程 ▪ 采用心磨出粉法时,前路皮磨提取种类较
多的在制品,需配置重筛;中、后路皮磨 分级较少,根据要求也可设置重筛。
.
9
(二)渣磨系统流程 渣磨系统的设置通常有三种工艺形式:
一、是先清粉后入渣的工艺; 二、是先入渣后清粉的工艺;
1尾筛通常采用16W~18W的钢丝筛网提胚,用 40W~46W的筛网提出细麸屑送入后路细皮磨,用 60GG~72GG的筛网提出细小麸屑送入下续尾磨处理, 麦心送入中路心磨处理,即采用提胚—分级—筛
粉—分级的形式。
.
19
2尾研磨后经松粉机打击再筛理,40GG~52GG 的筛网提取细麸皮(末道尾磨直接打包),筛下物筛 粉后再经一次分级,筛下物分别送入后路心磨处理。 即尾磨上分级的物料,根据工艺设置情况和物料状态, 送往中后路细皮磨或下道尾磨;末道尾磨上分级物料 也可送往打麸机,下分级筛的筛上物可直接作为副产
制粉工艺流程
(制粉部分) 编制:海阔天空
.
1
▪ 制粉工艺流程即将净麦加工成面粉 的全部工艺过程,也称粉路。将其粉路 按照图形符号反应在图纸中,并标注相 应的参数,称为粉路图。包括研磨、筛 理、清粉、打(刷)麸、松粉等工序, 粉路组合的合理性是制粉厂取得良好生 产效果的重要环节。
.
2
粉路组合的原则