哈斯操控面板-加工中心
哈斯加工中心面板操作教案
其操作面板的形状、操作键的位置也不一样,操作方法也各不相同,但是其
功能大都相差无几。在学习数控机床操作时,应认真了解厂家提供的操作
手册,了解有关操作规定,以便熟练掌握相应的数控机床操作。ﻫ
1、数
控机床的组成
数控机床主要由计算机数控系统和机床本体两部分组成。而数控系统主要
包括:
1) 输入/输出设备
Z
键 (选进给轴)
.01 I) .1
选
接近或
X- Y- Z-
II)直接按
X+ Y+ Z+
使工件
远离铣刀 五.装刀,选刀。
按 JOG
卸刀具。
或MDI
再按主轴旁黑色按钮即可装
按 MDI
换刀
WRITE 输 入 M06 TE0N1 T后ER按
--
CYCLE
START
按
按 MDI换刀--ATCATC输 入 T01 后 直FW接D按
SINGLE ↘按BLOCK
加工
—→自动加工
CYCLE →ST按ART
--
键,单段
--
十一,拷贝(从机床中拷入 A 盘)
按 LIST 键→光标>键→光标∨ ∧键选中程序号→ 回车→按﹤光 PROG
标键
→ 光 标 ∨ ∧ 键 选 中 FLOPPY 键 → F 4 键 →
F2 键→按 Y 键
十二 从A盘传送程序到HAAS 机床电脑中
--
--
3)按 CW 键 → 正转
按 STOP
键 → 停转
按 CCW
键 → 反转
4)加速按
+10% SPINDL
E
四:手动进给
减速按
-10% SPINDL
HASS立式加工中心控制键功能说明
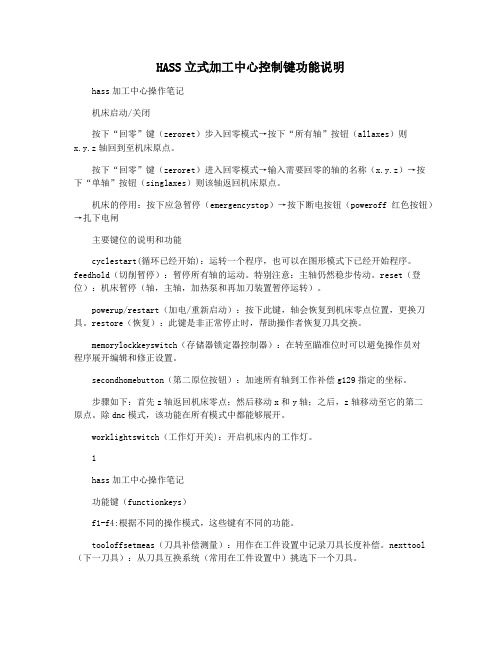
HASS立式加工中心控制键功能说明hass加工中心操作笔记机床启动/关闭按下“回零”键(zeroret)步入回零模式→按下“所有轴”按钮(allaxes)则x.y.z轴回到至机床原点。
按下“回零”键(zeroret)进入回零模式→输入需要回零的轴的名称(x.y.z)→按下“单轴”按钮(singlaxes)则该轴返回机床原点。
机床的停用:按下应急暂停(emergencystop)→按下断电按钮(poweroff红色按钮)→扎下电闸主要键位的说明和功能cyclestart(循环已经开始):运转一个程序,也可以在图形模式下已经开始程序。
feedhold(切削暂停):暂停所有轴的运动。
特别注意:主轴仍然稳步传动。
reset(登位):机床暂停(轴,主轴,加热泵和再加刀装置暂停运转)。
powerup/restart(加电/重新启动):按下此键,轴会恢复到机床零点位置,更换刀具。
restore(恢复):此键是非正常停止时,帮助操作者恢复刀具交换。
memorylockkeyswitch(存储器锁定器控制器):在转至瞄准位时可以避免操作员对程序展开编辑和修正设置。
secondhomebutton(第二原位按钮):加速所有轴到工作补偿g129指定的坐标。
步骤如下:首先z轴返回机床零点;然后移动x和y轴;之后,z轴移动至它的第二原点。
除dnc模式,该功能在所有模式中都能够展开。
worklightswitch(工作灯开关):开启机床内的工作灯。
1hass加工中心操作笔记功能键(functionkeys)f1-f4:根据不同的操作模式,这些键有不同的功能。
tooloffsetmeas(刀具补偿测量):用作在工件设置中记录刀具长度补偿。
nexttool (下一刀具):从刀具互换系统(常用在工件设置中)挑选下一个刀具。
toolrelease(刀具释放):在mdi模式、回归零点模式或手动进给模式下,从主轴释放刀具。
partzeroset(工件零点设置):在工件设置中自动设定工件的坐标偏置。
哈斯加工中心面板操作教学案
专业资料
值得拥有
WORD 格式整理
动”、“手动”、“关机”等操作。
(3) 用 MDI 功能控制机床运行(程序指令:G91G00X-10Y-10Z-20),
观察程序轨迹及机床坐标系变化。
(4) 用“手动”模式,移动各运动轴,判别 X、Y、Z 轴的运动方向。
(5) 在数控系统中输入以下程序,进行程序校验和仿真加工,在实训
2)点动(快动):I)选进给倍率键(同上)
X- Y-
II)直接按
X+ Y+
Z-
使工件接近或
Z+
五.装刀,选刀。
按 JOG 或 MDI
远离铣刀 再按主轴旁黑色按钮即可装卸刀具。
按 MDI
专业资料
输入 M06 T01 后按
值得拥有
WRITE ENTER
CYCLE
START
按
换刀
WORD 格式整理
ATC
键
→ 光 标 ∨ ∧ 键 选 中 FLOPPY
键 → F4 键 →
F2 键→按 Y 键
十二 从 A 盘传送程序到 HAAS 机床电脑中
按
LIST PROG
键 →光标﹤键→光标∨ ∧键选中 FLOPPY →按光
标∨ ∧键选中 A 盘中的程号→回车→按 F2 键→按 Y 键
四、实训内容 (1) 现场了解数控机床的组成及功能。 (2) 接通电源,启动系统,练习数控铣床“开机”、 “回零”、“点
十.加工(自动)
1) LIST →光标>键→光标∨ ∧键选中程序号 回车↙
CYCLE 2)按 MEN →按 START —→自动加工
SINGLE
CYCLE
BLOCK
START
哈斯(haas)加工中心操作手册
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
hass加工中心操作指导书
加工中心操作指导书开机1.按机床控制面板左上角的绿色POWER ON按钮;2.将急停按钮旋起;3.按RESET键解除报警,屏幕上会出现“操作门”字样;4.打开门看工作台上是否有物体在回零过程中撞门或撞轴,如有先将撞门的物体移除;5.关上操作门,按POWERUP/RESTER键,使机床所有轴回原点。
编程(操作说明书第31至34页)1.按LIST PROG键后会显示所有的存储在机床内的程序2.按上下键使光标上下移动,或按PAGE UP,PAGE POWN翻页选择程序3.按SELECT PROG将光标选择的程序打开4.按EDIT键使打开的程序进入编辑模式,即可对程序进行编辑修改5.在输入栏里输入正确的指令后,按WRITE/ENTER或INSERT键即可将指令输入进程序里,6.在输入栏里输入正确的指令后,按ALTER可使输入栏里的指令将程序中光标里的指令替换掉7.按DELETE键可将程序里光标里的指令删除,按UNDO键可将删除的指令恢复,最多恢复十次(十个代码,超过无法恢复)。
新建程序i.按LIST PROG键后会显示所有的存储在机床内的程序1.按O(字母)键,然后输入四位数字nnnn,按WRITE/ENTER键。
这时就会产生一个程序名为Onnnn的程序。
所有程序名必须按照这个规则。
将U盘里的程序拷入机床1.将U盘插入机床,按LIST PROG键,再按CANCEL机床上会出现“内存”和“U盘”按左右移动键,将光标移至“U盘”按WRITE/ENTER 键进入U盘,通过按上下移动键移动光标至将要调出的程序文件夹,按WRITE/ENTER键进入文件夹,再通过按上下移动键移动光标至将要调出的程序,按WRITE/ENTER键选中程序(选中的程序前会出现对勾,一次可选一个或多个程序),按F2键,再按WRITE/ENTER键,程序就导入到机床内存里了。
2.将内存里的程序导入到U盘里也是如此。
3.如果要拷贝的程序大于机床系统剩余内存空间(超过1M),这时可以考虑不将程序调入内存,直接从U盘调用加工,这种方法不能在机床模拟走刀路线,也不能在EDIT模式下进行修改,所以使用这种方法是一定要先在软件上模拟走刀路线。
哈斯加工中心面板操作教案

文档从互联网中收集,已重新修正排版,word 格式支持编辑,如有帮助欢迎下载支持。
(2) 接通电源,启动系统,练习数控铣床“开机”、 “回零”、“点
动”、“手动”、“关机”等操作。
(3) 用 MDI 功能控制机床运行(程序指令:G91G00X-10Y-10Z-20),
观察程序轨迹及机床坐标系变化。
六、实训报告 (1) 数控机床有哪几部分组成? (2) 为什么每次启动系统后要进行“回零”操作? (3) 执行程序段“G91G00X-10Y-10Z-20”过程中,机床进给速度是
多少?为什么? (4) 绘出运行程序的仿真轨迹。
6word 格式支持编辑,如有帮助欢迎下载支持。
E
四:手动进给
减速按
-10% SPINDL
E
1)手轮进给:I)按 HAND 键 JOG
II)选
XY
III)选
.0001 .0001
IV)转动手轮,移动工作台
Z 键 (选进给轴)
.01
.1 倍率键
2)点动(快动):I)选进给倍率键(同上)
2word 格式支持编辑,如有帮助欢迎下载支持。
文档从互联网中收集,已重新修正排版,word 格式支持编辑,如有帮助欢迎下载支持。
F2 键→按 Y 键
十二 从 A 盘传送程序到 HAAS 机床电脑中
按
LIST PROG
键 →光标﹤键→光标∨ ∧键选中 FLOPPY →按光
标∨ ∧键选中 A 盘中的程号→回车→按 F2 键→按 Y 键
四、实训内容
(1) 现场了解数控机床的组成及功能。
4word 格式支持编辑,如有帮助欢迎下载支持。
CYCLE 2)按 MEN →按 START —→自动加工
哈斯操控面板-加工中心

G 58
0.
0.
0.
G 59
0.
0.
0.
G154 P1
0.
0.
0.
(G110)
G154 P2
0.
0.
0.
(G111)
G154 P3
0.
0.
0.
0.
0.
0.
(G112) (G113)
G154 P5
0.
0.
0.
0.
0.
0.
0.
0.
0.
0.
0.
0.
(G114) (G115) (G116) (G116)
X POSITION: -9.0000 WRITE ADD/F1 SET/OFSET TOGGLE
X 0.0000 in Y 0.0000 in Z 0.0000 in
POS-OPER (操作坐标系显页)
输入 X, Y, Z 等键 再 按<ORIGIN> 可分别各轴清零
在手动模态: 按 X, Y, Z 进给键 再 按
<ORIGIN> 可分别各轴清零
你可输入例如: Z 3.5179 再 按
<ORIGIN> 显页则呈现其读数
POSITION (MEM)
O91002 N0000
(OPERATOR)
(WORK G54)
X 0.0000 in Y 0.0000 in Z 3.5179 in
X -9.0000 in Y -7.0000 in Z 3.5179 in
(MACHINE)
(DIST TO GO)
X 0.0000 in Y 0.0000 in Z 3.5179 in
哈斯加工中心面板操作教案

1 页一、组织教学检查学生出勤情况二、复习提问我们已经学习过加工中心安全操作规程,请说出主要几点。
三、新授课:课题数控加工中心操作面板介绍一、实训目的与要求(1)了解数控加工中心的基本操作;(2)学习数控系统的基本操作方法;二、实训设备及仪器配哈斯数控系统立式数控加工中心;三、相关知识讲解尽管数控机床的种类是多种多样的,其所使用的数控系统种类繁多,其操作面板的形状、操作键的位置也不一样,操作方法也各不相同,但是其功能大都相差无几。
在学习数控机床操作时,应认真了解厂家提供的操作手册,了解有关操作规定,以便熟练掌握相应的数控机床操作。
1、数控机床的组成数控机床主要由计算机数控系统和机床本体两部分组成。
而数控系统主要包括:1)输入/输出设备2)CNC数控装置3)伺服单元4)驱动装置5)可编程控制器(PLC)等2、哈斯立式数控加工中心操作(1)哈斯数控系统的操作面板如图1-1所示。
(2)HAAS加工中心操作步骤(一):开机1)打开机床后侧的电源开关2)按操作面板上的POWER ON绿色按钮二:回零:POWERUP键1)第一种方法:按RESET键→RESETZERO ALL2)第二种方法:按RET 键→ 按AXIS 键ZERO X/Y/Z/SINGL 3)单轴回零:按RET键→按 A 字母键→AXIS三:主轴旋转,停止MDI1)按键2)输入M03S800 后按回车键()3)按按按键→正转键→停转键→反转4)加速按四:手动进给1)手轮进给:I)按减速按键II)选III)选IV)转动手轮,移动工作台2)点动(快动):I)选进给倍率键(同上)II)直接按五.装刀,选刀。
键(选进给轴)倍率键使工件接近或远离铣刀按或再按主轴旁黑色按钮即可装卸刀具。
按按输入M06T01后按ENTER输入T01后直接按按或换刀换刀WRITEENTERCWSTOPCCW+10%SPINDLE-10%SPINDLEHANDJOGX Y Z.0001.0001.01.1X-Z-Y-X+Y+Z+MDIJOGMDIWRITE CYCLESTARTMDIATCFWDATCREV按 F1 键替换原有值,按回车键在原有值上累加九.图形模拟1)按→按>光标键→按∨ ∧键选程序号—回车2)按→ 按→→显示坐标→显示程序轨迹定位放大:按→按键两次 → 按显示原始图形尺寸及键把图形置于方框中,再按回车键后→按 十.加工(自动)1)→光标>键→光标∨ ∧键选中程序号 回车↙2)按→按 —→自动加工↘按 →按键,单段加工十一,拷贝(从机床中拷入 A 盘)LISTMENSETNG GRAPHCYCLE STARTF2HOME F3F4F2DOWN U PCYCLESTARTLISTMENCYCLESTARTSINGLEBLOCK CYCLESTART按键键→光标>键→光标∨ ∧键选中程序号→ 回车→按﹤光标→光标∨∧键选中键→按 Y 键十二 从 A 盘传送程序到 HAAS 机床电脑中键→键→按键 →光标﹤键→光标∨ ∧键选中 →按光标∨ ∧键选中 A 盘中的程号→回车→按 F2四、实训内容键→按 Y 键(1) 现场了解数控机床的组成及功能。
哈斯操控面板-加工中心

偏置键——工作坐标偏置
OFFSET (JOG) O91002 N0000
G CODE X Y Z G 52 0. 0. 0. G 54 0. 0. G 55 0. 0. 0. G 56 0. 0. 0. G 56 0. 0. 0. G 58 0. 0. 0. G 59 0. 0. 0. G154 P1 0. 0. 0. (G110) G154 P2 0. 0. 0. (G111) G154 P3 0. 0. 0. (G112) G154 P4 0. 0. 0. (G113) G154 P5 0. 0. 0. (G114) G154 P6 0. 0. 0. (G115) G154 P7 0. 0. 0. (G116) G154 P8 0. 0. 0. (G116) X POSITION: -9.0000 WRITE ADD/F1 SET/OFSET TOGGLE JOGGING Z AXIS HANDLE .01
POS-OPER (操作坐标系显页)
POS-OPER (MEM) O91002 N0000
输入 X, Y, Z 等键 再 按<ORIGIN> 可分别各轴清零 在手动模态: 按 X, Y, Z 进给键 再 按 <ORIGIN> 可分别各轴清零 你可输入例如: Z 3.5179 再 按 <ORIGIN> 显页则呈现其读数
哈斯操控台 立式加工中心
版本各异 排布相同
显示键 — 即使机床在运行中也可按任何的显示键
功能键
进给键
超控键
模态键
数字键
字母键
光标键
位置键:
POSITION (MEM) O91002 N0000
按 或 可呈不同显页: Operators (操作坐标) Work (工作坐标) Machine (机床原点) Dist-to-Go (剩余距离) 在 Debug 模态 可查阅 机床的原始数据
哈斯加工中心面板操作教案
常用的数控机床。数控铣床主要用于各类较复杂的平面、曲面和 箱体类零件的加工,并具有铣槽及钻、扩、铰、镗孔的功能。
六、实训报告 (1) 数控机床有哪几部分组成? (2) 为什么每次启动系统后要进行“回零”操作? (3) 执行程序段“G91G00X-10Y-10Z-20”过程中,机床进给速度是
1) 输入/输出设备 2) CNC 数控装置 3) 伺服单元 4) 驱动装置 5) 可编程控制器(PLC)等 2、哈斯立式数控加工中心操作 (1) 哈斯数控系统的操作面板如图 1-1 所示。
(2) HAAS 加工中心操作步骤
(一):开机
1)打开机床后侧的电源开关
2)按操作面板上的 POWER ON 绿色按钮
3)按 CW 键 → 正转
按 STOP 键 → 停转
按 CCW 键 → 反转
4)加速按
+10% SPINDL
E
四:手动进给
减速按
-10% SPINDL
E
1)手轮进给:I)按
HAND JOG
键
II)选
XY
III)选
.0001 .0001
IV)转动手轮,移动工作台
Z 键 (选进给轴)
.01
.1 倍率键
2)点动(快动):I)选进给倍率键(同上)
X- Y-
II)直接按
X+ Y+
Z-
使工件接近或
Z+
五.装刀,选刀。
按 JOG 或 MDI
远离铣刀 再按主轴旁黑色按钮即可装卸刀具。
WRITE
CYCLE
ENTER
哈斯加工中心面板操作教案

1)按
LIST 键→按光标>键→输入程序号→按回车键
2)按 EDIT 键 → PROG 键
3)输入程序 八.输入刀补
1)按 OFFSET 键,进入刀号 刀长 刀半径界面
2)输入刀补值 按 F1 键替换原有值,按回车键在原有值上累加
九.图形模拟
1)按 LIST →按>光标键→按∨ ∧键选程序号—回车
2)按 MEN F2 →
包括:
1) 输入/输出设备
2) CNC 数控装置
3) 伺服单元
4) 驱动装置
5) 可编程控制器(PLC)等
2、哈斯立式数控加工中心操作
(1) 哈斯数控系统的操作面板如图 1-1 所示。
学习好资料
欢迎下载
(2) HAAS 加工中心操作步骤
(一):开机
1)打开机床后侧的电源开关
2)按操作面板上的 POWER ON 绿色按钮
箱体类零件的加工,并具有铣槽及钻、扩、铰、镗孔的功能。
六、实训报告
(1) 数控机床有哪几部分组成?
(2) 为什么每次启动系统后要进行“回零”操作?
(3) 执行程序段“G91G00X-10Y-10Z-20”过程中,机床进给速度是
多少?为什么?
(4) 绘出运行程序的仿真轨迹。
G01Y-8.0;
学习好资料
欢迎下载
G03X8.0Y-12.0R5.0;
G01X0;
G03X-6.0Y-6.0R6.0;
G01G40X0Y0;
G00Z100.0;
M05;
M30;
五、实训总结
数控机床具有加工精度高、能作直线和圆弧插补以及在加
工过程中能进行多轴联动等功能特点。数控铣床是数控加工中最
常用的数控机床。数控铣床主要用于各类较复杂的平面、曲面和
哈斯加工中心面板操作教案
SINGLE
CYCLE
BLOCK
START
↘按
→按
键,单段加工
十一,拷贝〔从机床中拷入 A 盘〕
按 LIST 键→光标>键→光标∨∧键选中程序号→ 回车→按﹤光标键 PROG
→光标∨∧键选中
键→ F4 键FL→OPPYF2 键→按 Y 键
十二 从 A 盘传送程序到 HAAS 机床电脑中
按
LIST PROG
→ F2显H示O原M始E来自形尺寸F3→显示坐标
→显示 F4程序
-
优选
. .
轨迹定位放大:
F2
UP
按
→按 DOWN 及
键
CYCLE 把图形置于方框中,再按回车键后→按 START
十.加工〔自动〕
1〕 LIST→光标>键→光标∨∧键选中程序号 回车↙
CYCLE 2〕按 MEN →按 START —→自动加工
-
优选
. .
G03X13.0R6.0; G01Y-8.0; G03X8.0Y-12.0R5.0; G01X0; G03X-6.0Y-6.0R6.0; G01G40X0Y0; G00Z100.0; M05; M30; 五、实训总结
数控机床具有加工精度高、能作直线和圆弧插补以及在加 工过程中能进展多轴联动等功能特点。数控铣床是数控加工中最 常用的数控机床。数控铣床主要用于各类较复杂的平面、曲面和 箱体类零件的加工,并具有铣槽及钻、扩、铰、镗孔的功能。
3〕按 CW 键 → 正转
按 STOP 键 → 停转
按键 → C反C转W
4〕加速按
+10% SPINDL
E
四:手动进给
减速按
-10% SPINDL
哈斯加工中心面板操作教案
G01Y-8.0; G03X8.0Y-12.0R5.0; G01X0; G03X-6.0Y-6.0R6.0; G01G40X0Y0; G00Z100.0; M05; M30; 五、实训总结
数控机床具有加工精度高、能作直线和圆弧插补以及在加 工过程中能进行多轴联动等功能特点。数控铣床是数控加工中最 常用的数控机床。数控铣床主要用于各类较复杂的平面、曲面和 箱体类零件的加工,并具有铣槽及钻、扩、铰、镗孔的功能。Leabharlann HOME 显示原始图形尺寸
F3
→显示坐标
F4
→显示程序
轨迹定位放大:
F2
UP
按
→按 DOWN 及
键
CYCLE 把图形置于方框中,再按回车键后→按 START
十.加工(自动)
1) LIST →光标>键→光标∨ ∧键选中程序号 回车↙
CYCLE 2)按 MEN →按 START —→自动加工
SINGLE
一、 组织教学 检查学生出勤情况
二、 复习提问 我们已经学习过加工中心安全操作规程,请说出主要几点。
三、新授课: 课题 数控加工中心操作面板介绍
一、实训目的与要求 (1) 了解数控加工中心的基本操作; (2) 学习数控系统的基本操作方法; 二、实训设备及仪器
配哈斯数控系统立式数控加工中心; 三、相关知识讲解
CYCLE
↘按 BLOCK →按 START 键,单段加工
十一,拷贝(从机床中拷入 A 盘)
按 LIST 键→光标>键→光标∨ ∧键选中程序号→ 回车→按﹤光标 PROG
键
→ 光 标 ∨ ∧ 键 选 中 FLOPPY
键 → F4 键 →
F2 键→按 Y 键
十二 从 A 盘传送程序到 HAAS 机床电脑中
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
4
-11.1234
0.
0.
0.
2
2
30
-11.4567
0.
0.
0.
2
3
0
0.
0.
0.
0.
2
4
0
0.
0.
0.
0.
2
5
0
0.
0.
0.
0.
2
6
0
0.
0.
0.
0.
2
7
0
0.
0.
0.
0.
2
8
0
0.
0.
0.
0.
2
9
0
0.
0.
0.
0.
2
10
0
0.
0.
0.
0.
2
11
0
0.
0.
0.
0.
2
12
0
0.
0.
0.
0.
2
13
7
23
8
24
9
25
10
26
11
27
12
28
13
29
14
30
15
31
16
32
现行指令——保养
激活高选的保养项目: 按
COMMAND (MEM)
O91002
N00000
激活的保养项目则显出设置 167—186 所定的时限并随着 机床
工时的递增而递减.
时限到零时: “MAINTENANCE DUE” 的提示会显示,但不会出现报警.
100 ON-TIME 250 ON-TIME 250 ON-TIME 1800 ON-TIME 10 ON-TIME 50 CS-TIME 250 ON-TIME
50 CS-TIME 10 ON-TIME 250 ON-TIME
再按
MONITORING STARTED WITH DEFAULT HOURS
04-22-2006 12:35:25
设置/图形 键:
SETTING (EDIT)
O91002
N00000
SETTINGS 设置 是车工之可选性操控功能
7 – 参数锁 23 – 9xxx 宏程序编辑锁 51 – 门锁操控(仅适用于旧版机床) 53 – 机床未回零,手动坐标轴 155 – 下载刀套编排 134/900 – ENET
O91002 ; (Mill Engraving HAAS Logo) ; T1 M06 (Tool #1 Engraving Tool) ; G90 G54 G00 X-0.7355 Y0.4929 ; S5000 M03 ; G00 G43 H01 Z1. M08 ; G01 Z0.03 F100. ; G91 ; G01 Z-0.0337 F7. ; G01 X-0.5687 Y-0.9857 ; G01 X-0.2275 ; G01 X0.1314 Y-0.9857 ; G01 X-0.7835 ; G01 X0.1314 Y0.2275 ; G01 X0.7835 ;
一次则停止激活所高选的保养项目 两次则恢复默认原值.
自动刀具管理
这功能如果被启用 则软件升级时必须
要作备份保存及 数据恢复.
现行指令——自动刀具管理
帮助/计算 键:
帮助显页 是本迷你手册. 不同的软件版本会有 不同的格式.
COMMANDS (EDIT)
O91002
N00000
MAIN HELP
This the Help Function. You are in the (EDIT) operating mode. You were viewing the COMMANDS display. A program is not running. The servo is opened. There are no operational alarms.
POWER ON TIME
542:21:0
CYCLE START TIME
1:23:45
FEED CUTTING TIME
0:56:12
M30 COUNT #1 1 THIS CYCLE 1:45:67 M30 COUNT #2 36 LAST CYCLE 1:45:56
现行指令——宏程序
宏程序 显示现值包括: 1-33 和 100-199, 500-699 和 800-999.
帮助/计算 键—— 铣削和攻丝 (Milling/Tapping)
MILLING/TAPPING 帮助计算出
SFM (表面切削速度/分), RPM (主轴转速/分),
Feed Rate (进给量/分), Chip Load (切屑负载)
Horsepower (马力).
工料存列21种金属材料 按
选择相应的工件以算出恰 当的 SFM 和 chip loads.
0.
0.
G 55
0.
0.
0.
G 56
0.
0.
0.
G 56
0.
0.
0.
G 58
0.
0.
0.
G 59
0.
0.
0.
G154 P1
0.
0.
0.
(G110)
G154 P2
0.
0.
0.
(G111)
G154 P3
0.
G154 P4
0.
0.
0.
0.
0.
(G112) (G113)
G154 P5
0.
G154 P6
0.
G154 P7
MAINTENANCE - to select, ORIGIN to change, <> to adjust Remaining Hours
COOLANT - Needs replacement AIR FILTER in control enclosure - replace OIL FILTER - replaced GEARBOX OIL - replaced COOLANT TANK – check level, leakage, oil in coolant WAY LUBE SYSTEM – check level GEARBOX OIL – check level SEALS/WHIPERS missing, torn, leaking - check AIR SUPPLY FILTER – check for water HYDRAULIC OIL – check level
挡位和主轴工况.
按 <PAGE UP> 或 <PAGE DOWN> 翻页显示: 模态值, 系统时间, 宏程序, 保养, 刀具寿命, 和 刀具负载.
现行指令键:
COMMAND (MEM) O91002 N00000 MACHINE coordinates – Press /
CURRENT PROGRAM
HELP (EDIT)
O91002
N00000
CALCULATOR
0.000.0000000 LOAD
(MACHINE) X 0.0000 in. Y 0.0000 in. Z 3.5179 in.
MILLING
CUTTER DIA
. IN
SURFACE SPEED . FT/MIN RECOMMENDED 450 TO 650
0.
G154 P8
0.
0.
0.
0.
0.
0.
0.
0.
0.
(G114) (G115) (G116) (G116)
X POSITION: -9.0000 WRITE ADD/F1 SET/OFSET TOGGLE
JOGGING Z AXIS HANDLE .01
现行指令的显示包括 正运行程序的模态指令,现行 位置,负载,水位,刀号,齿轮箱
CUT DEPTH
.
THREAD RPM FEED
TAPPING . . .
帮助/计算 键——时间/日期
按下 <急停> 用 和
高选 时间/日期 用手轮或 和
更改 时间/日期.
HELP (EDIT)
O91002
N00000
REAL-TIME CLOCK Use the up and down cursor arrows to select the date or time.
RPM
.
FLUTES
.
FEED
. IN/MIN
CHIP LOAD
. IN RECOMMENDED 0.003 TO 0.006
MATERIAL LOW CARBON UNALLOYED STEEL
TOOL TYPE
CARBIDE
CUT WIDTH
.
REQUIRED POWER 0.0 HP
X 0.0000 in Y 0.0000 in Z 0.0000 in
POS-OPER (操作坐标系显页)
输入 X, Y, Z 等键 再 按 <ORIGIN>
可分别各轴清零
在手动模态: 按 X, Y, Z 进给键 再 按
<ORIGIN> 可分别各轴清零
你可输入例如: Z 3.5179 再 按
<ORIGIN> 显页则呈现其读数
POSITION (MEM)
O91002 N0000
(OPERATOR)
X 0.0000 in Y 0.0000 in Z 3.5179 in
(MACHINE)
(WORK G54)