副本V系列信赖性测试标准
材料信赖性测试规范一览表

NYLON66
为UL94-V2
NYLON66+30%GF/PP/PS 为UL94-HB
(一)橡皮擦测试
(1)橡皮擦型号:Taber:CS-10F
测试完毕后印字不可有脱落及模
(2)用橡皮擦拭印字面10来回,荷重500g
糊不清现象
每月一次 磨擦5次脱
9
耐溶剂测试 (3)测试速率:每分钟30次
落面积小于 10%,磨擦
每批一次
两分钟拉取Tape两端瞬间拉取
17
HTC外 壳
水煮测试
将外壳放入70℃水煮1H,测试完毕用干布擦干 润水渍,用3M胶(#610)贴于被测试物表面,拉 拔两次同一面
漆面不可有脱落起泡现象,目视 无变色现象
每批一次
耐磨测试
面漆+UV Coating→Loading:175g, cycles=15.95cm
14 线材
(1)1米/20磅/60秒
吊重测试 (2)受力90N,吊重1分钟
SR处无脱落 SR处不要移位
每月一次 每月一次 每月一次
(3)PIN吊重70N,2分钟
PIN脚无异常
SR吊生摇摆 SR吊重90N60秒,SR移动小于2MM,SR摇摆
测试(0931- 2000次,吊重200g,角度±60度,频率40次每分 无短路、开路等不良现象
℃,相对湿度89%,饱和桶温度47℃,中途观 样品不可有氧化、生锈等不良
察一次
12
弹片
盐雾试验
时间4H 盐水浓度5% 室温35℃ N
盐雾试验
盐水浓度5%,室温35±1℃,相对湿度89%,饱 和桶温度47℃,中途观察一次
样品不可有氧化、生锈等不良
每月一次
符合要求即OK
信赖性测试
1.Exterior Cosmetics Reliability Requirements1.1.ObjectiveThis document defines the reliability requirements for the Surface Hub product and stands exterior surfaces, excluding the stylus and display.1.2.ResponsibilityComponent suppliers, external labs, and contract manufacturers are responsible for following the requirements stated in this document. Only operators trained in conducting the specified tests according to the test plan outlined by Microsoft shall be used.零部件供应商、外部实验室和合同制造商负责本文档中所述的需求。
只有操作员培训进行指定的测试按照测试计划概述了由微软应使用。
1.3.Referenced Documents1.4.Sample SizeSample size shall be determined by Microsoft prior to starting the tests. However, this sample size can be increased or decreased at Microsoft’s discretion at any point during testing.样本大小由微软开始测试之前。
然而,这个样本大小可以在微软的增加或减少自由裁量权在任何时候在测试期间。
1.5.Sample IdentificationAll units under test shall be adequately labeled.At a minimum, these markings shall include serial and/or part numbers, the name of their test group, their respective identification number within their test group, and any other pertinent data that makes the configuration easily identifiable for Microsoft, operators, and inventory purposes. The test facility shall use printed labels for legibility.所有被测试单位应当充分标记。
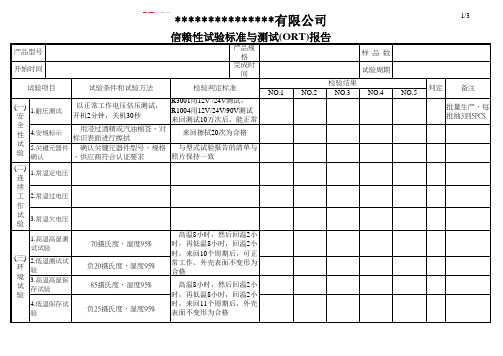
信赖性试验(ORT)报告
5 .7
A . B .
5
L O G
¦ r
§ Î
O ¼ e
:
° ª
F utu
r a
1 4
M
b
: 5 Bt
¦ r ¼ Ð
Å é · Ç
/ ¤ ½ Â ¾
¦ â
¥ q » Î
/ ¬ õ Â Å
+
© m
+ ¦ a
¦ W § }
- ² Ê -¤
¶ Â ¶ Â
¦ â
M 1 0 0 Y1 0 0
¦ âC
1 0 0 M
产品规格
样品数
完成时间
检验判定标准
用最小包装好的产品, 以最小包装盒的1角3棱6面 做跌落,各作10次,产品不 跛损,产品能正常工作为合
NO.1
NO.2
试验周期 检验结果
NO.3 NO.4
NO.5
判定
2/3 备注
1.Burn In (五) Room 寿 命 试 验
2.ON/OFF试验
开关机10万次
开机2分钟,关机30秒,开 关机10万次工作正常为合格
(三) 2.低温测试试
环验
境 试
3.高温高湿保 存试验
验
4.低温保存试
验
70摄氏度,湿度95% 负20摄氏度,湿度95% 85摄氏度,湿度95% 负25摄氏度,湿度95%
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回10个周期后,可正 常工作、外壳表面不变形为 合格
高温8小时,然后回温2小 时,再低温8小时,回温2小 时,来回11个周期后,外壳 表面不变形为合格
/ ¬ õ Â Å
+
PCB制造中的UV喷墨墨水的测试方法、单体成分以及配方的介绍
引言数字喷墨打印技术(Digital Printing Inkjet Technology),早在1990年就有人预见到该技术会在PCB生产中得到推广和应用,并且将可能成为PCB生产的主流技术。
目前,数字喷墨打印技术快速又低成本化的优点已经逐步被人们所认识和理解,特别是对于多品种和低批量的PCB产品的生产是十分理想的。
PCB电路板在制作过程中,需要在其表面喷射一层油墨,起到保护作用,由于PCB板制程工艺的复杂性和特殊性,油墨在PCB板制程过程中不能发生开裂、变色、脱离等现象,作为电路板用的喷墨打印用油墨则必须具有良好的附着力、绝缘性、耐热性、耐酸碱性、耐溶剂性等优异性能。
5UV喷墨的PCB绿油是一个难度很高的课题,难在高附着力和高成品率上。
目前国内还没有成熟的产品上市,这里抛砖引玉的介绍一些配方思路:现有技术中的PCB板制程用UV固化喷墨打印油墨,为了增加其附着力,有以下方法:1、使用一些特殊的单体;2、选择添加高分子量与高粘度的聚氨酯等化合物;注意添加高粘度聚氨酯类化合物的油墨打印字符色块在焊锡以及化金等工艺中的会变色以及脱落。
3、UV光固化和热固化的同时使用;4、自由基和阳离子混合体系;或者单独的阳离子体系。
因此,需要提供一种新的具有高附着力的PCB板制程用UV固化喷墨打印油墨来解决上述问题第1章PCB喷墨墨水的难点和测试方案简介1.1 从墨水角度,讨论PCB喷墨墨水的难点:PCB墨水的高物化性能对于印制电路板的质量和可靠性至关重要。
以下是一些关键的物化性能要求:1.粘附性:墨水必须牢固附着在线路板表面,以确保标识、阻焊油等不会脱落。
良好的粘附性有助于提高线路板的耐久性。
2.耐热性:PCB墨水需要在高温条件下保持稳定。
在制造过程中,线路板可能会经历高温焊接等环境,因此墨水必须能够抵抗高温。
3.耐化学性:墨水应该能够抵抗化学物质的侵蚀,例如酸、碱、溶剂等。
这有助于确保线路板在各种环境下都能正常工作。
信赖性测试一览表

电 气 性 信赖能性 实 验 测测试 名 称 试
接触电阻 测试
实验 设备
毫欧 姆表
信赖性测试一览表
实 验条件
判定标准
RCA、PJ、JB、DIN、DS系列接触电阻≤30mΩ RGB系列接触电阻≤20mΩ
测试值在规格内
首件检验 样品检验 测出试货检时验机
8测PCS试/批 频率
备注 /
45°
/
机 械
附牢地粘贴在欲试验样品表面,垂直90 胶带上不可有载剥落金 电镀品来料
度,迅速撕开胶带.
属皮膜。
产品确认
性
如目视无法观察清楚,可使用 10倍显微镜观察(SMT系列 产品必须进行此项测试)
能 测 试
黄铜: H62T:标准硬度值:150-175HV H62Y:标准硬度值:145-165HV H65Y:标准硬度值:140-160HV
试验计划 样品检验 产品确认
8PCS/批
/
环 境 性 能 测
可焊性 测试
耐焊性 测试
温度240℃±2℃,浸锡时间3±0.5S 无铅锡炉 (夏普产品测试前需在150℃环境中预热1H,在放置
于室温中2H后测试)
浸锡面积达95%以上, 表面平滑、光亮。
无铅锡炉 温度260℃±5℃,浸锡时间10±1S
基座无变形,端子无松 动、脱落。
外观无变形,五金件无 腐蚀现象。
环 境 性 信测赖能测试试性
实验 名称
盐雾 测试
信赖性测试一览表
实验 设备
实 验条件
试验温度:35±2℃ 喷雾气压:0.08Mpa
盐雾腐蚀 盐水浓度:5±1%,
PH值:6.5-7.2
试验箱 盐浴温度:35±2℃ 实验时间:24±2小时
pcb信赖性测试

pcb信赖性测试PCB信赖性测试项目的品质要求和判定标准序号内容一般控制标准1 棕化剥离强度试验剥离强度≧3ib/in2 切片试验1.依客户要求;2.依制作流程单要求3 镀铜厚度1.依客户要求;2.依制作流程单要求4 绿油硬度测试硬度>6H铅笔5 绿油附着力测试无脱落及分离6 热应力试验(浸锡) 无爆板和孔破7 (無鉛)焊锡性试验95%以上良好沾锡,其余只可出现针孔、缩锡8 (有鉛)焊锡性试验95%以上良好沾锡,其余只可出现针孔、缩锡9 离子污染试验≦4.5μg.Nacl/sq.in(棕化板) ≦3.0μg.Nacl/sq.in(成型、喷锡)出货按客户要求10 阻抗测试 1.依客户要求;2.依制作流程单要求11 蚀刻因子测试≧2.012 化金/文字附着力测试无脱落及分离13 孔拉力测试≧2000ib/in214 线拉力测试≧7ib/in15 高压绝缘测试无击穿现象16 喷锡(镀金、化金、化银)厚度测试依客户要求(2)操作过程及操作要求:一、棕化剥离强度试验:1.1 测试目的:确定棕化之抗剥离强度1.2 仪器用品:1OZ铜箔、基板、拉力测试机、刀片1.3 试验方法:1.3.1 取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2 取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3 将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4 压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧3.8mm。
1.3.5 按拉力测试机操作规范测试铜箔之剥离强度。
1.4 计算:1.5 取样方法及频率:取试验板1PCS/line/周二、切片测试:2.1 测试目的:压合一介电层厚度;钻孔一测试孔壁之粗糙度;电镀一精确掌握镀铜厚度;防焊-绿油厚度;2.2 仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液2.3 试验方法:2.3.1 选择试样用冲床在适当位置冲出切片。
2.3.2 将切片垂直固定于模型中。
信赖性测试标准.

AF-1), OPP 粘贴 TAPE (KSA-1514 彗星 TAPE 25mm)
▶ 实验方法
1)5% NaCl, 35℃ 实验仪内放置 72hr → 水洗 → 消除水分 → 常温下放置 4hr 后
2)涂装(外裝), 印刷, RUBBER : 在部品上以 2mm 间距划棋格 → TAPE 粘贴后垂直方向强力拉 1 回
▶ 判定基准
1)对比实验前后的试料后加工膜不能脱离
2) 注塑不能有 Crack
▶ 实验对象 : Main Cover 类 双重注塑 Rubber 部品
▶ 实验仪 及 备品 : 硬度实验仪 ASKER CL-150
7
RUBBER 硬度实验
▶ 实验方法 1)将实验对象 Rubber 部品平坦固定后降下测量仪 Lever 确认测量值.
▶ 判定基准
1 膜厚度
1)涂装(外裝), RUBBER : 上涂 → Min 15 ㎛ 以上 (KEY 部 外), Min 20 ㎛ 以上 (KEY 部), Urethane coating Min 20 ㎛ 以上,
※ 以最小厚度作为基准, 设定 SPEC(M
录
下涂 → 设定厚度 SPEC(Min ~ Max)后 记录在 承认原
▶ 实验方法
1) -40℃ 1hr ~ 85℃ 1hr 条件下(1 CYCLE)在 chambel 里 放置 30 CYCLE → 常温下放置 4hr 后
2)涂装(外裝), 印刷, RUBBER : 在部品上以 2mm 间距划棋格 → TAPE 粘贴后垂直方向强力拉 1 回
8
热冲击
涂装(內裝) :TAPE 粘贴后垂直方向强力拉 1 回
1)将部品在甲醇中浸泡 30 分钟 ▶ 判定基准
信赖性试验规范

东莞立亚达电子有限公司DONG GUAN READORE ELECTRONICS CO.,LTDISO 9000 三阶文件信赖性试验规范(电子部)文件修改记录东莞立亚达电子有限公司Dong Guan Readore Electronics Co,Ltd ISO 9000 三阶文件文件编号QA -J- 20 A 版本A页码第1页共6页标题信赖性试验规范生效日期2011.02.22 一、目的:为了控制 TRANSFORMER产品从生产到运输及客户使用时可能发生电气、机构、环境等各种状况之问题,而订定本试验规范以确保产品之安全性与信赖性能符合客户要求。
二、适用范围:凡用于电源生产之 TRANSFORMER 产品皆适用。
三、定义:电气特性–--通过试验会影响产品性能的重要特性.(如: L.Q.LK.HI-POT其中L.LK.HI-POT可在整套试验前后各测一次以确认是否仍为良品即可)。
四.权责:4.1 业务/生管:4.1.1取得客户之相关产品信赖性测试数据,作为产品实施信赖性测试之依据。
4.1.2试验样品的生产计划。
4.2 RD/工程单位:4.2.1提供/协助制订相关之产品信赖性测试计划或标准。
4.2.2产品信赖性测试之异常状况分析及责任判定。
4.2.3异常之改善对策及预防对策的拟定。
4.3品保单位:4.3.1制订相关产品信赖性测试办法或标准。
4.3.2各机种产品信赖性测试的实施。
4.3.3产品信赖性测试之异常状况的提出及改善对策的追踪。
4.3.4试验报告的公布。
4.4制造单位:4.4.1测试样品的提供。
4.4.2试验异常处理之配合。
五.抽样计划:试验项目抽样数允收数拒收数试验频率备注▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔PIN 针拉力试验 10 0 1 一个月成品焊锡性试验 10 0 1 一个月成品高低温循环试验 10 0 1 二个月成品温湿循环试验 10 0 1 二个月成品落地试验 10 0 1 三个月整机振动试验 10 0 1 三个月整机东莞立亚达电子有限公司Dong Guan Readore Electronics Co,Ltd ISO 9000 三阶文件文件编号QA -J- 20 A 版本A页码第2页共6页标题信赖性试验规范生效日期2011.02.22ISO 9000 三阶文件标题信赖性试验规范生效日期2011.02.226.2.5 注意事项6.2.5.1 锡炉温度必须符合规格。
信赖性实验(ORT)作业规范
信赖性试验(ORT)作业规范文件编号:HK-QD-001A一、目的:规范信赖性试验作业方法,评估出货品质,提高产品质量。
二、适用范围:≥500K工单、支架、芯片、胶水或荧光粉等重要原料导入或切换评估、制程异常工单及PMC指定要做型式试验的其它工单。
三、试验执行标准:杭科企标-型式试验章节,标准号:Q/HK 002-2012四、检验时机:≥500K工单、新原料导入的首次小批量产品、主要原料如支架、芯片、胶水、荧光粉等原料换厂家首次供货生产以及其它PMC备注要求做型式试验的工单。
五、作业流程图:六、作业步骤:1、取样品:每个星期的星期五,实验员按任务单上≥500K的工单单号到仓库领料202颗(注:可以零头包装,但必须为合格品)。
2、试验准备:样品领来后先放到烘箱里进行除湿,烘箱参数设置150℃±5℃,烘烤1小时,除湿后将样品分成12、50、100、20、20共5份,除12、50两份样品外,其它3份样品分别用料盘装好,放入冷热冲击、高温存储和高温高湿存储设备,按设备的操作规范和试验条件设置好机器参数,启动机器进行实验。
2.1原始参数测量:将12颗样品在积分球上测试原始光电参数,要求电压用标准万用表或用标准万用表校对过的数字万用表测试,测好的电压、光通量、色温、显指等各项参数须符合任务单的要求,如有电压不符的,注意测试状态是冷态还是热态,如项参数整体与任务单不符,则核对所取样品标签上的参数确认参数不对的,须立即反馈质量部主管或经理测试好后取其中5颗用游标卡尺测量灯珠的长、宽、厚度并记录;2.2回流焊接试验:(1)设置回流焊机参数:炉温:170、190、230、260、220,链速90cm/min;(2)把50颗样品放在料盘里,待炉温升到设定的温度时放到回流焊机器的履带上,进行回流焊接试验;(3)重复第2步,再次过一遍回流焊;(4)将过了两遍回流焊的灯珠拿到积分球上测试,测试过程中发现分光机上表现为死灯,并确认排除分光机测试探针接触不良的,须做不良品测试、分析并记录测试结果。
FPC认证标准
初版发行日期Initial issue date 2014-11-13FPC认证标准页次Page4/24新版发行日期New issue date 2015-3-31 制作部门PreparedWOCRD6.1.3.2贮藏温度/湿度范围:23±3℃,30%~70%RH;6.2材质及结构尺寸设计要求:6.2.1材质要求:所用材质必须提供相关材质证明及ROHS报告,且通过相关信赖性试验验证;6.2.2图纸设计检查项:6.2.2.1图纸必须用★标注关键尺寸,并且这些关键尺寸的管控标准为CPK>1.33 ;6.2.2.2图纸需注明使用材质如:压延铜、PI覆膜;6.2.2.3图纸需注明镀层要求,如材料:化学镍金、镀层厚度:Ni:80-160µ", Au:1-3µ";6.2.2.4图纸上需标准补强钢片接地,并按产品要求注明补强板的对地阻抗规格;6.2.2.5图纸必须包含历史修订记录,每次修订图纸,必须在图纸相应位置做出标识并及时通知我司确认;6.2.3针对PAD,通孔,补强的设计公差均需考虑FPC厂商的实际制程能力;6.2.4部分FPC设计规范:6.2.4.1开窗6.2.4.1.1过孔✧hole size:0.15mm regular pad:0.35mm,不开窗✧hole size:0.2mm regular pad:0.4mm,不开窗✧hole size:0.25mm regular pad:0.45mm,不开窗。
HOLERegular初版发行日期Initial issue date2014-11-13FPC认证标准页次Page5/24 新版发行日期New issue date2015-3-31 制作部门PreparedWOCRD6.2.4.1.2定位孔:机械孔,FPC:内壁不导通,无铜皮;其它按情况选择。
以保证定位柱可顺利插入定位孔且尽量少偏移:FPC/PCB:定位孔钻孔直径=定位柱直径+0.05mm;钢片补强:定位孔钻孔直径=定位柱直径+0.1mm。
信赖性测试检验规范
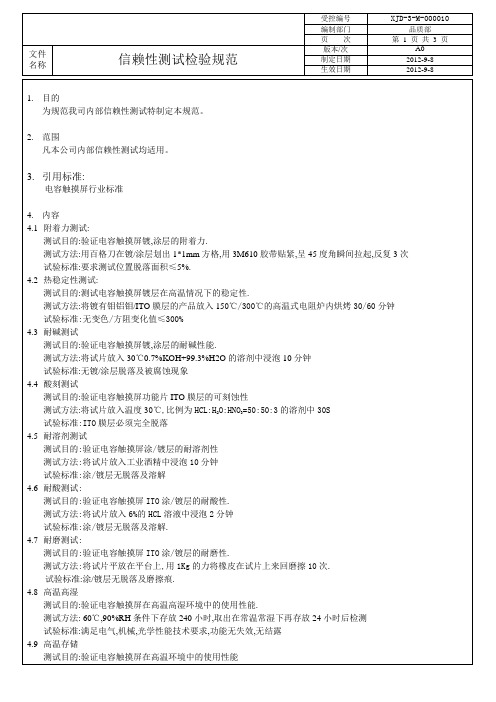
1.目的为规范我司内部信赖性测试特制定本规范。
2.范围凡本公司内部信赖性测试均适用。
3.引用标准:电容触摸屏行业标准4.内容4.1附着力测试:测试目的:验证电容触摸屏镀,涂层的附着力.测试方法:用百格刀在镀/涂层划出1*1mm方格,用3M610胶带贴紧,呈45度角瞬间拉起,反复3次试验标准:要求测试位置脱落面积≤5%.4.2热稳定性测试:测试目的:测试电容触摸屏镀层在高温情况下的稳定性.测试方法:将镀有钼铝钼/ITO膜层的产品放入150℃/300℃的高温式电阻炉内烘烤30/60分钟试验标准:无变色/方阻变化值≤300%4.3耐碱测试测试目的:验证电容触摸屏镀,涂层的耐碱性能.测试方法:将试片放入30℃0.7%KOH+99.3%H2O的溶剂中浸泡10分钟试验标准:无镀/涂层脱落及被腐蚀现象4.4酸刻测试测试目的:验证电容触摸屏功能片ITO膜层的可刻蚀性测试方法:将试片放入温度30℃,比例为HCL:H2O:HNO3=50:50:3的溶剂中30S试验标准:ITO膜层必须完全脱落4.5耐溶剂测试测试目的:验证电容触摸屏涂/镀层的耐溶剂性测试方法:将试片放入工业酒精中浸泡10分钟试验标准:涂/镀层无脱落及溶解4.6耐酸测试:测试目的:验证电容触摸屏ITO涂/镀层的耐酸性.测试方法:将试片放入6%的HCL溶液中浸泡2分钟试验标准:涂/镀层无脱落及溶解.4.7耐磨测试:测试目的:验证电容触摸屏ITO涂/镀层的耐磨性.测试方法:将试片平放在平台上,用1Kg的力将橡皮在试片上来回磨擦10次.试验标准:涂/镀层无脱落及磨擦痕.4.8高温高湿测试目的:验证电容触摸屏在高温高湿环境中的使用性能.测试方法: 60℃,90%RH条件下存放240小时,取出在常温常湿下再存放24小时后检测试验标准:满足电气,机械,光学性能技术要求,功能无失效,无结露4.9高温存储测试目的:验证电容触摸屏在高温环境中的使用性能测试方法:在70℃条件下存放240小时,取出在常温常湿下再存放24小时后检测试验标准:满足电气,机械,光学性能技术要求,功能无失效,无结露4.10 低温存储测试目的:验证电容触摸屏在低温环境中的使用性能测试方法:在-20℃条件下存放240小时,取出在常温常湿下再存放24小时后检测试验标准:满足电气,机械,光学性能技术要求,功能无失效,无结露4.11 冷热冲击测试目的:验证电容触摸屏在冷热冲击环境的使用性能测试方法:在-20℃(0.5小时)→70℃(0.5小时)的条件循环50次,取出在常温常湿下再存放24小时后检测试验标准:满足电气,机械,光学性能技术要求,功能无失效,无结露4.12 ESD测试测试目的:验证电容触摸屏在经ESD测试后的使用性能测试方法:依客户的具体要求参数要求作业,在整机播放影音文件的状况下测试或依本公司测试条件(空气放电8KV 球型头:接触放电4KV 锥型头, 共打6个点,每点各打10次)试验标准: 满足电气,机械,光学性能技术要求,功能无失效4.13 钢球跌落测试目的:验证电容触摸屏的抗冲击性能.测试方法:测试条件依工程图纸中相关要求(依盖板厚度不同而条件不同)试验标准:无破损,裂痕现象,冲击后功能无失效4.14 耐手汗测试测试目的:验证电容触摸屏表面的抗液腐蚀能力测试方法:将电容触摸屏用浸泡过人工汗液(汗液的成分为氯化钠20g/L,氯化铵17.5g/L,尿素5g/L,乳酸15g/L,醋酸2.5g/L,加入氢氧化钠直至PH值为4.7)的无尘布包严放入封口的塑料袋内置于55℃的环境中,24小时后取出样品,并常温放置2小时,检查样品外观,结构.试验标准:表面无变色,起皮,气泡,脱落,褪色,腐蚀4.15 表面硬度测试测试目的:测试电容触摸屏表面硬度测试方法:按工程图纸要求的选取相应硬度的铅笔,将铅笔固定在相应重量(500g/750g/1000g)的铅笔划痕试验仪上(铅笔与与实验仪的夹角为45度),然后推动铅笔划痕实验仪来回10次,试验后用酒精擦除表面划线轨迹试验标准:观察擦拭后是否存在不可擦拭的划线轨迹,以判定是否符合相应的表面硬度要求4.16 盐雾测试测试目的:验证电容触摸屏表面的耐腐蚀性能试验方法:将电容触摸屏裸露放入盐雾测试机中,实验仓内环境温度35℃,用1Kg的气压喷出含5%浓度的氯化钠溶液,24小时后取出试验目的:要求试验后FPC上的金手指,电子元器件,无脱落现象,触摸屏表面涂/镀层无脱落腐蚀现象,功能检测正常.4.17 FPC拉力实验测试目的:验证电容触摸屏的FPC抗拉程度试验方法:将电容触摸屏固定在拉力计的测试平台上,用拉力计的夹具夹住铜箔位置,沿垂直方向位伸,直至FPC 拉断或脱落试验标准:要求力值F≥1Kgf4.18 FPC弯折测试测试目的:验证FPC的耐弯折能力测试方法:用手指捏住FPC的两端,让FPC按照弯折半径1mm,弯折角度180度,弯折次数为15次的条件进行弯折试验标准:弯折测试后FPC无明显裂纹,功能测试正常.4.19 FPC插拔测试:测试目的:验证FPC金手指的强度测试方法:与客户主板装配位对接15次,插进及取出试验标准:测试后金手指无明显的破损且测试功能良好4.20 包装跌落测试测试目的:验证电容触摸屏的耐跌落性能测试方法:将包装良好的TP从1米( 1角,6面 ) 各自由跌落一次试验标准:跌落后包装完好,产品无破,碎裂现象修订记录修订日期修订内容版本修订人签批栏2012-9-8 初版发行A/0 制定审核批准。
可靠性(信赖性)实验管理办法(流程或程序)
文件封面用纸文件名称:文件编号:使用单位文件编号文件名称信赖性实验管理办法1.0目的1.1为有效防止因原物料或设计不良而导致产品质量不稳定。
1.2为确保产品于规格内使用无失真之疑虑,以符合多方位客户质量之要求。
2.0范围凡本公司所生产产品均属之。
3.0定义3.1信赖性实验:确保产品于规格内之确识性、可靠性之实验。
3.2插拔力:产品公母对插,所需插入与拔出的力量。
3.3夹持力:端子植于塑胶槽内所需拔出的力量。
3.4寿命测试:产品公母对插所能承受之最大次数。
3.5接触阻抗:产品公母配对接触之阻抗值。
3.6耐压测试:检验产品两PIN间所能承受之最大AC电压。
3.7绝缘阻抗:量测产品两PIN间之最大阻抗值。
3.8冷热冲击:模拟产品于瞬时间低温转换到高温的环境状态下所能承受之变化。
3.9恒温恒湿:模拟产品在相对恒定或相对变化的温湿度环境状态所能承受之变化。
3.10高温老化:模拟产品于恒定的高温干燥环境下所能承受之变化。
3.11盐水喷雾:短时间模拟电镀五金件在日后使用进程中出现氧化、发霉所能承受之期限(多用于镀金五金件)。
3.12蒸汽老化:短时间模拟电镀五金件在日后使用进程中出现氧化、发霉所能承受之期限(多用于镀锡、半金锡五金件)。
3.13热风回流焊:模拟客户处过SMT时产品是否会出现不良。
3.14振动测试:模拟产品于运输途中及使用过程中因振动所能承受之幅度及时间。
3.15硬度测试:测试端子过料铜板及车PIN端子之维克氏硬度值。
3.16耐焊性:检验高温下焊锡是否会出现聚锡现象。
3.17吃锡性:检验端子在正常焊锡温度(235±5℃)之着锡性,一般要求着锡面积在95%以上。
4.0权责4.1制造单位4.1.1负责异常品的提供。
4.1.2负责量产品每日早9:30前随机抽样当天之产品至信赖性实验单位。
4.1.3负责提供每日产品生产数量至信赖性实验单位。
表单编号:01/版次:00页次:1文件撰写用纸文件编号文件名称信赖性实验管理办法4.2设计单位(研发工程)4.2.1负责新产品的研拟开发及相关特性规格的订定。
电镀信赖性测试方法

电镀信赖性测试方法一、均匀性测试:方法:(1)在一个电铜槽使用光覆铜板进行测试;(2)在板的两面各分别测量50个点;YX测量点的选取:X方向:①12mm处;②X/4处;③X/2处;④3X/4处;⑤X-12mm处Y方向:①Y-20mm处;②Y-25mm处;③Y-50mm处;④3Y/4处;⑤5Y/8处;⑥Y/2处;⑦Y/4处;⑧50mm处;⑨25mm处;⑩12mm处。
(3)通过Excel分析数据;(COV= Coefficient of Variance)COV% = δ/ū(δ为数据的标准偏差,ū为数据的平均值)一般要求电流密度在20ASF时,电镀厚度25um时,COV在10%以下。
(4)调整槽体可变物至最佳板面分布。
实例:30 28 28 27 28 28 27 26 27 2726 24 23 24 25 24 23 23 24 2425 24 23 23 22 23 22 23 24 2425 24 23 23 24 24 22 23 23 2426 25 24 24 25 25 24 25 24 25计算:δ= 1.8ū = 24.6COV% =δ/ū = 7.3%2 B3 C4 D二、 深镀能力测试:(Throwing Power )(1) 厚径比:板厚与孔直径的比例;(2) 困难度:板厚X 板厚/孔径;(单位为英寸) 测量方法不同分为:平均TP ,平均最小TP ,最小TP ; 切片示意图:孔内平均铜厚=(2+3+4+B+C+D )/6 孔环平均铜厚=(1+5+A+E )/4平均TP% = 孔内平均铜厚/孔环平均铜厚X100% 平均最小TP 为最小两个点的平均值或最小单个点; 最小TP 为深度能力最小测量值;AE15三、延展性测试:。
信赖性测试与评价共19页

7、耐熱應力設計技術
(1) 熱應力引起的失效可以分為下兩种情況: A.由于高溫引起的失效 B.溫度劇烈變化引起的失效
(2) 熱應力設計方法 A.管芯熱設計 B.封裝鍵合熱設計 C.管腳熱設計 D.為了保証半導体集成電路能正常地、長 期地工作,必須規定一個最高允許結溫
9
8、耐機械應力設計技術
耐機械應力可靠性設計的兩种主要方法: A.使半導体集成電路的固有頻率移出振源和設備的振動
1、可靠性設計遵循的基本原理
(1) 、充分了解產品在全壽命周期內存在的主要實效模式和 基本原理.
(2) 、必須將產品的可靠性要求轉化成明確的、定量化的可 靠性設計指標.
(3) 、必須將可靠性設計貫穿与產品設計的各個方面和全過 程.
(4) 、從實際出發采用當今國外成熟的新技術、新結構、新 工藝.
(5) 、在滿足可靠性指標的情況下盡量簡化,避免複雜的結構 帶來的可靠性問題.
環境試驗 正常使用試驗 篩選
儲存試驗
14
3、可靠性篩選
(1) 篩選目的 提高批產品的可靠性
(2) 可靠性篩選的特點 A.通過可靠性篩選剔除具有潛在缺陷的早期失效產品 B.可靠性篩選是100ቤተ መጻሕፍቲ ባይዱ的試驗,而不是抽樣檢驗 C.可靠性篩選本身不能提高產品的固有可靠性
(3) 失效模式与篩選方法的關系
失效模式 表明(污染等) 氧化膜缺陷 輸入電路劣化
頻率 B.對于半導体集成電路的工作環境有可能發生共振時,應
在設計時做出适當的加固減振及隔离措施.
10
二、可靠性評价技術
1、可靠性試驗的目的 2 、可靠性試驗的內容与分類 3 、可靠性篩選 4 、壽命試驗 5 、加速壽命試驗 6 、快速可靠性評价技術
信赖性测试条件

Item 項目Performance 標準 Test condition 測試條件Operating EBMS / ACMS / BCMS/ECMS/ BCAS series: temperature -55 ~ +125℃rangeFor EBLS / HBLS /BHLS series: 操作溫度範圍-40 ~ +85℃Storage EBMS / ACMS / BCMS series: temperature -10~40℃, 70 %RH max and humidity For EBLS / HBLS series: range-10~40℃, 70 %RH max 儲存溫度及濕 度範圍Soldering The chips must have no cracks. Preheat: 100~150℃, 60 seconds heatMore than 90% of the terminal Solder: Sn-3Ag-0.5Curesistance electrode must be covered with Solder temperature: 265±3℃ new solder. Flux: RosinImpedance: within ± 30% of initial value Dip time: 6±1 secondsInductance: within ± 20% of initial value銲錫熱阻抗 晶片必須沒有裂痕,外電極銀端所 預熱 : 攝氏100~150度 , 60秒 覆蓋的錫必須超過 90% 錫膏 : Sn-3Ag-0.5Cu 阻抗值:變異性在初始值30%以內 銲錫溫度 : 265 ±3℃ 電感值:變異性在初始值20%以內 助鎔劑 : 松香參考標準MIL-STD-202 Method210浸泡時間 : 6±1 秒Solderability More than 95% of the terminal Preheat: 150℃, 60 seconds electrode must be covered with Solder: Sn-3Ag-0.5Cu new solder. Solder temperature: 240 ± 5℃ Flux: RosinDip time: 3 ± 1 second銲錫性測試 外電極銀端所覆蓋的錫必須超過 95% 預熱 : 攝氏150度 , 60秒 參考標準 J-STD-002 錫膏 : Sn-3Ag-0.5Cu 銲錫溫度 : 240 ±5℃ 助鎔劑 : 松香浸泡時間 : 3 ± 1 秒Terminal The terminal electrode and the After soldering a lead wire to a strength ferrite must not be damaged by terminal electrode, apply a load the force applied on the right power in the arrow direction.conditions.銀端強度 銀端電極不能被在正當的方式下所施 銲一條鉛絲於銀端電極後,依箭頭方加的外力所破壞向載入力量For EBMS 、ACMS 、BCMS 、EBLS 、HBLS :For ECMS3216 Series :S IZ E FO R C E ( kg f )T i m e (se c)S IZ E FO R C E ( kg f )T i m e (se c) 1005 0.3 32160.5>251608 0.4 2012 0.6 2520 0.8 3216 1.0 3225 1.0 4516 1.045321.5>25Item 項目Performance 標準Test condition 測試條件Substrate The terminal electrode and the After soldering a chip to a testbending ferrite must not be damaged by substrate, bend the substrate bytest the force applied on the right 3m/m[0.118 inches] and for 10sec then return.conditions. Soldering shall be done inaccordance with therecommended PC board patternand reflow soldering彎曲強度銀端電極不能被在正當的方式下所施將晶片銲錫於測試板上後, 使板子彎曲至加的外力所破壞3m/m[0.118英吋]10秒, 然後再回復.銲接須依據參考標準JIS-C-5101 推薦的PC板配置及reflow銲錫方式來進行.High Appearance :Ferrite shall not be Temperature: +125±2℃(for bead)damaged +85±2℃(for inductor) temperature Impedance: within ± 30% of initial value Applied current: Rated current (max.) resistance Inductance: within ± 20% of initial value Duration: 1008±12 hoursMeasurement: After placing for 24 hours min.高溫測試外觀: 氧化鐵不能被破壞溫度:: +125 ± 2℃(針對磁珠系列)+85 ± 2℃(針對電感系列)阻抗值:變異性在初始值30%以內適用電流: 最大的額定電流電感值:變異性在初始值20%以內測試時間: 1008±12 hours參考標準MIL-PRF-27 量測時間: 須放置至少24 小時後Humidity Appearance: Ferrite shall not be Humidity: 90 to 95%RHdamaged Temperature: 60 ± 2℃Resistance Impedance: within ± 30% of initial value Applied current: Rated current (max.)Inductance: within ± 20% of initial value Duration: 1008 ± 12 hoursMeasurement: After placing for 24 hours min 抗濕度測試外觀: 氧化鐵不能被破壞濕度: 90 至95%RH阻抗值:變異性在初始值30%以內溫度: 60 ± 2℃電感值:變異性在初始值20%以內應用電流: 最大的額定電流參考標準MIL-STD-202 Method103 測試時間: 1008 ± 12 hours量測時間: 至少放置24 小時後Low Appearance: Cracking ,chipping Temperature:- 55±2℃(for bead)-40±2℃(for inductor) temperature or any other defects harmful to Duration: 1008±12 hoursstorage life the characteristics shall not be allowed Measurement: After placing for 24 hours min. test Impedance: within ± 30% of initial valueInductance: within ± 20% of initial value低溫儲存有效期外觀: 特徵上不容許有斷裂,、缺角溫度: -55 ± 2℃(針對磁珠系列)-40 ± 2℃(針對電感系列)測試及其他會影響電氣特性的瑕疵測試時間: 1008±12 hours阻抗值:變異性在初始值30%以內量測時間: 至少放置24 小時後電感值:變異性在初始值20%以內Thermal Appearance: Cracking, chipping Temperature:-55℃, +125℃(for bead)-40℃, +85℃(for inductor)kept stabilized for 30 minutes eachshock or any other defects that are harmful Cycle: 100 cyclesto the characteristics shall not be allowed. Measurement: After placing for 24 hours min.Impedance: within ± 30% of initial valueInductance: within ± 20% of initial value冷熱衝擊測試外觀: 特徵上不容許有斷裂, 缺角及其溫度: -55℃, +125℃(針對磁珠系列)他會影像電氣特性的瑕疵-40℃, +85℃(針對磁珠系列)阻抗值:變異性在初始值30%以內保持穩定, 每次30 分鐘電感值:變異性在初始值20%以內週期次數: 100 次參考標準JESD22 Method JA104 量測時間: 須放置室溫24 小時後Vibration Appearance:no mechanical damage Waveform:Sine waveImpedance shall be within ±30﹪Frequency:10~55~10 Hzof the initial value Sweep time:1mintest Amplitude:1.5mm(peak-peak)Direction:X,Y,Z(3 axes)I Duration:2 hrs./axis, total 6 hrs.震動測試外觀: 沒有機械損害波形:正弦波阻抗值需在初始值之±30﹪以內頻率:10~55~10赫茲掃瞄時間:1分鐘震幅:1.5毫米(頂點-頂點)方向:X,Y,Z(3軸)持續期間:2小時/軸,合計6小時RECOMMENDED SOLDERING CONDITIONS 推薦的銲錫方式REFLOW SOLDERING 表面加熱焊錫IRON SOLDERING 鉻鐵銲錫Perform soldering at 255~260℃on 30W max. Within 10 seconds.在10秒內,以最高30瓦、溫度255~260℃銲錫,Please do not apply the tip of the soldering iron to the terminalelectrodes.請注意不要讓鉻鐵之尖端碰觸銀端電極◆And please contact us about peak temperature whenyou use lead-free paste.當你使用無鉛錫膏,有關端點的溫度請與我們聯繫FLUX AND CLEANING 助銲劑及清潔●Rosin-based flux is recommend推薦使用以松香為基材之助銲劑●Isopropyl Alcohol Cleaning agent is recommended推薦使用IPA為清潔劑●Soldering Flux should be compliant to RoHS regulation.符合RoHS規範Reel and Carrier Diagram 捲軸及包裝帶圖解Carrier tape material: Polystyrene Cover tape material: Polystyrene 下封帶材質 : 聚苯乙稀 上封帶材質 : 聚苯乙稀Packaging 包裝Packaging Quantities 包裝數量 Reel Dimensions 捲軸尺寸Type 型號 T (Ø178mm) [7.008 inches] reel T (Ø330mm) [12.992 inches] reel060303 15000 pcs. / reel --------- 100505 10000 pcs. / reel ---------160808 4000 pcs. / reel 12000 pcs. / reel 201209 4000 pcs. / reel 12000 pcs. / reel 201212 3000 pcs. / reel 10000 pcs. / reel 321611 3000 pcs. / reel 10000 pcs. / reel 322513 2000 pcs. / reel10000 pcs. / reel 403022 -----2500 pcs. / reel 451616 2000 pcs. / reel 9000 pcs. / reel 453215 1000 pcs. / reel4000 pcs. / reel 453223 ----- 2500 pcs. / reel 565015 ----- 2000 pcs. / reel 565018 ----- 2000 pcs. / reel 565030 ----- 2000 pcs. / reel 565032 ----- 2000 pcs. / reel 853022-----2500 pcs. / reelCarrier TAPE DIMENSIONS 包裝帶尺寸(參考標準:ICE 60286-3)D i m e n s io n s i n m m[i n ch e s ]SymbolT (Ø178mm) [7.008 inches] reelT (Ø330mm [12. 992 inches]reel A Ø178 ± 2 [7.008 ± 0.079]Ø330 ± 2 [12.992 ± 0.079]B Ø60 ± 2 [2.362 ± 0.039] Ø100 ± 2 [3.937 ± 0.079]C Ø13 ± 0.8 [0.512 ± 0.031] Ø13 ± 0.8 [0.512 ± 0.031]D Ø21 ± 0.8 [0.827 ± 0.031] Ø21 ± 0.8 [0.827 ± 0.031]E 2 [0.079] 2[0.079] W8 [0.315] 10 ± 1.5 [0.394 ± 0.059] 10 ± 1.5 [0.394 ± 0.059] W12 [0.472]14.5 ± 1.5 [0.571 ± 0.059]14.5 ± 1.5 [0.571 ± 0.059]T 2 ± 0.5 [0.079 ± 0.020]2 ± 0.5 [0.079 ± 0.020]R1[0.039]1[0.039]TypeABFT tFig 100505 0.65[.026] 1.15[.045] 2.0[.079] 0.8[.031] 0.2[.008] 1 160808 1.1[.043] 1.9[.075] 4.0[.158] 1.1[.043] 0.2[.008] 1 201209 1.55[.061] 2.3[.091] 4.0[.158] 1.2[.047] 0.2[.008] 1 321611 1.9[.075] 3.5[.138] 4.0[.158] 1.4[.055] 0.2[.008] 1 322513 2.9[.114] 3.6[.142] 4.0[.158] 1.7[.067] 0.25[.010] 1 403022 3.3[.129] 4.39[.172] 4.0[.158] 2.68[.105] 0.305[.012] 2 451616 2.9[.114] 4.9[.193] 4.0[.158] 1.4[.055] 0.3[.012] 2 453215 3.6[.142] 4.9[.193] 4.0[.158] 2.05[.081] 0.3[.012] 2 453223 3.51[.138] 4.78[.188] 4.0[.158] 2.73[.107] 0.33[.012] 2 565015 5.4[.212] 5.95[.234] 4.0[.158] 2.28[.089] 0.33[.012] 2 565018 5.4[.212] 5.95[.234] 4.0[.158] 2.28[.089] 0.33[.012] 2 565030 5.4[.212] 5.95[.234] 4.0[.158] 3.42[.134] 0.33[.012] 2 565032 5.4[.212] 5.95[.234] 4.0[.158] 3.42[.134] 0.33[.012] 2 8530223.33[.131]8.92[.351]4.0[.158]2.77[.109] 0.36[.014]2。
信赖性标准
顺 德 市 骏 业 电 子 实业有限公司
信赖性检验标准
文件编号 WI-QP-01 制订日期 2004年2月24日 1、适用范围: 2、允收水准:
版 次 页 次 修订日期
A1 2005年7月30日
一、结构测试: 1、1喷油测试: 1、1、1附着力测试 (制程),用小刀片在测试样的表面划10×10个1mm×1mm网格,每一条划线 必须深入油漆底层,用粘附力350-400g/cm2的胶带(3M600号胶纸或等同)牢粘在被测 试的站网勤格,并用橡皮擦拭胶带,增强粘力度,成90℃用力拉,同一位置试10次,要 求油漆底层脱落面积小于为合格。 1、1、2耐磨性试验(制程):用专用的耐磨测试仪加压175g的压力以40-60次/分钟的速度来回10 次巡回,油漆底层不露出底层时为合格。(注:中兴、标准:加压175g、以40-60次/分 钟来回50次巡回,SN-S1312D-L80Z标准:加压175g以40-60次/分钟来回15次巡回。) 1、1、3耐醇度试验(制程):酒精浓度为83%,将棉布用酒精浸湿包在500g砝码上以40-60次/分 钟的速度来回10次巡回,油漆底层不露出底层时为合格。(注:中兴、标准:酒精99.7% 、加压500g力以40-60次/分钟的速度来回50次巡回,SM-S1312D-L80Z标准:加压500g以 40-60次/分钟来回15次巡回,城朗SM-S1309B-L01的标准:酒精83%、加压1000克、以 40-60次/分钟的速度来回150次以上。) 1、2丝印测试 1、2、1附著力测试(制程):用83%的酒精,17%的水将棉布浸湿,将产品被测试的地方脱脂, 等其干燥后将3M600胶带粘在印刷区,并在表面用橡皮擦增加压力,静置3分钟后,用 手抓住胶带一直角迅速扯下胶带,同一位置测试10次,当印刷无脱落判定为合格。 (注:中兴、标准:酒精99.7%、粘拉10次) 1、2、2耐磨性测试(制程):用砂质橡皮,施加500g压力,以40-60次/分钟的速度来回10次,油 漆底层不露出为合格。(注:中兴、标准:500g、以40-60次/分钟来回50次巡回,SM1312D-L80Z标准:加压500g以40-60次/分钟来回15次巡回、城朗SM-S1309B-L01的标准 :2H铅笔加压1000g、来回30次以上) 1、2、3耐醇度试验(制程):酒精浓度为83%,将棉布用酒精浸湿包在500g砝码上以40-6-次/分 钟来回10次巡回,丝印字体仍可清晰可认为合格。(注:中兴、标准:酒精99.7%、500g 力以40-60次/分钟的速度来回50次巡回,SM-S1312D-L80Z标准:加压500g力以40-60次/ 分钟来回15次巡回,城朗SM-B1309B-L01标准:酒精83%、500g0次/分钟的速度来回150 次以上。) 二、机械强度测试 2、1 拖拨测试(成品):每一条产品用拉力计夹住拖头部位拖拨2000次以上,要求无短路、 断路、针离,并且耳机能够正常运作。(中兴、等同客户要求插拨1000次以上。) 2、2 胶套内聚试验:P1吊重250g承受1分钟,P2吊重150g承受1分钟,胶套不能破损、拉长、 松脱、变形等现象发生。 2、3 冲击试验(成品):要求是产品在包装的情况下,由1000cm的高处往下跌落,分6个方 面共跌落10次,判定结果是音质良好,无异常出现判定为合格,(中兴、等同客户要 求在50次以上);喇叭成品:要求产品由50cm的高处自由往下跌落,共跌落3次,判定 结果无杂音,死机,网罩无脱落现象判定为合格。 2、4 碰撞试验(成品):(此项试验只使用在SM系列产品上)将产品插头部位夹在竖立的木 板上,产品成平线,与木板的角度是90度,放开手将产品往下跌,产品会碰在木板上, 连续做5次,判定结果是音质良好,无异常出现判定为合格。(中兴、等同客户要求50 次以上。)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Prepare 50 ℃ DI water,put the test specimen in the bath for 3 hrs,then check the film condition.
ASTM D1654、ASTM B117-97; 35℃,5% NaCl, spray 96hr, with adhesion test and cosmetic check.
test environment: temperature 20± 2℃,humidity 55± 5% tape speed:1 second 50mm,60second 3000mm. fixed load:RCA system 175gf,3 second ON/1 second OFF. Special paper tape:broad #60 cloth. Leave test samples under 25° for 24 hrs. Make the cross-cut scratch C the paint surface by cutter. Stick a specified tape (3M Scotch 610) on the scratched area completely (release all air out). Within 90± 30s of application,remove the type by seizing the free end and rapidly(not jerked) back upon itself at as close to an angle of 180° possible, moer as than 3 times.
Use a fluorescent UV/condensation Apparatus to test a specimen for 100 hrs and then check the film condition.Please refer to ASTM D4587,TABLE1,NO:4.
Comply with the rules/regulations: RoHS.
10 days in constant 80℃,50%RH,and put it under room temperature for 2 hrs,then check the film condition.
ASTM D2794, Du Pont machine,1/2inch,500g,strike at 49㎝ in height.
1) Coffee、Cocacola、tea、milk; 2) detergent; 3)1% vinegar 4) edible oil 1)Lipstick(Lancome Red) 2)Water Soluble Ink
1. dip:dip half of the paint surface in sweat,for 48hours,check its realibity and apperance after 24hours setting. 2.durability: cotton cloth soaked by sweat load 500g, wipe paint coat 1 sweat composition (PH<7): 1)Nacl 20g/L; 2)NH4Cl 17.5g/L; 3) CH4N20 5g/L; 4)CH3COOH 2.5g/L; 5)C3H603)15g/L; 6)NaOH, PH to 4.7
4 Day 注意2项 不能缺失
The tested parts should pass adhesion test.
1 Day
1.no abnormality on apperance. 2,no visible color change,ΔL:±1.0,Δa:±0.5,Δb:±0.5 3,gloss chang≤5. 4,cross cut ≥5B 1.no abnormality on apperance. No deformation. 2,no visible color change,ΔL:±1.0,Δa:±0.5,Δb:±0.5 3,gloss chang≤5. 4,cross cut ≥5B 5,rubber test ok. 1.no abnormality on apperance. No deformation. 2,no visible color change,ΔL:±1.0,Δa:±0.5,Δb:±0.5 3,gloss chang≤5. 4,cross cut ≥5B 5,rubber test ok. 1.no abnormality on apperance. 2,no visible color change,ΔL:±1.0,Δa:±0.5,Δb:±0.5 3,gloss chang≤5. 4,cross cut ≥5B Or lenovo engineer approve the deviation when gloss is high. 1.no abnormality on apperance. 2,no visible color change,ΔL:±1.0,Δa:±0.5,Δb:±0.5 3,gloss chang≤5. 4,cross cut ≥5B Or lenovo engineer approve the deviation when gloss is high.
Lenovo reliability test standard (Anodization)
Test Item Equipment
Thickness test
Ericsen 455 or PIG Painting thickness tester
Abrasion durability test
#EF-74 rubber,Eraser/alcohol compatible type resistance tester
RCA abrasion test
RCA abrasion test machine
Cross-cut adhesion test
Cross-cutter & 3M Scotch tape #610
Hardness test
Mitsubishi UNI Pencil 1H
Alcohol resistance
ASTM D3363
Soak gauze with alcohol(95%) and scrub about 20mm long on the surface of tested sample back and forth 1000 times with a load of 500gf,then check the film condition.
Constant temperature vessel
Strike Impact
UV resitance
Fluorescent UV/Condensation Apparatus
Environmental Safety rules and regulations
ห้องสมุดไป่ตู้
y test standard (Anodization)
Scrub about 20mm long on the painting area of tested sample back and forth 1000 Cycles with a load of 500gf,clean the rubber powder every 50 cycles,then check the film condition.
1 Day
No substrate is visible after test ≧200 cycle
1 Day
5B
1 Day
2H or above
1 Day
No obvious color and gloss change on the part surface and slight color transfer on gauze is acceptable. ≧1000 cycle
Hot Water Test
DI water and Constant temperature bath
Salt spray Test
Chamber for corrosion tester
Cyclic Constant temperature Temperature & vessel Humidity Test
1 Day
Paint coat is complete,no dissolution,not intenerated, no shadow on surface after test No color transferred
1 Day 注意9项 不能缺失
1.no abnormality on apperance. 2,no visible color change,ΔL:±1.0,Δa:±0.5,Δb:±0.5 1)1000 cycles 2)no bubble,no wrinkle,no crack on paint coat. No color difference. 3)cross cut≥4B; 2.sweat composition (PH>7): 1)distilled water 1L; 2)Nacl)10g/L; 3)NH3CO3)4g/L; 4)NaHPO4)2.5g/L PH to 8.7
1 Cycle:[a normal temperature→-40℃,1 hr]→[-40℃,RH85%,1hr]→[-40 ℃→80℃,2 hrs]→[80℃,RH85%,1 hr]→[80℃→a normal temperature,1 hr]. After 15 cycles,put it under room temperature for 2 hrs.Then check the film condition