数控机床操作面板结构
数控机床的操作界面和功能概览

数控机床的操作界面和功能概览数控机床是现代制造业中必不可少的工具,它具有高精度、高效率和自动化等优势。
而数控机床的操作界面和功能则起着至关重要的作用,决定着操作者使用和控制机床的便捷程度。
本文将对数控机床的操作界面和功能进行概览,并介绍其主要特点和使用方法。
一、数控机床的操作界面概览数控机床的操作界面通常包括操作面板、显示器、键盘以及相关控制按钮等部分。
以下是数控机床常见的操作界面:1. 操作面板:数控机床的操作面板通常位于机床的正面或侧面,并且具有人体工学设计,以方便操作者进行操作。
操作面板上通常包括转动、加工参数、进给速度和主轴工作模式等各种操作按钮和调节工具。
2. 显示器:数控机床的显示器用于显示加工过程中的各种参数和信息,包括加工速度、进给速度、刀具位置、工件尺寸等等。
显示器一般采用液晶显示屏,可以通过触摸或按键进行信息的输入和操作。
3. 键盘:数控机床的键盘用于输入各种操作指令和参数,包括刀具半径、坐标轴位置、进给速度、加工深度等等。
键盘通常具有机械按键或触摸按键,操作者可以通过键盘输入数字、字母和符号等。
4. 控制按钮:数控机床的控制按钮包括启动按钮、停止按钮、急停按钮等,用于控制机床的开关状态和运行情况。
这些按钮通常设置在操作面板的便捷位置,以方便操作者随时控制机床的运行状态。
二、数控机床的功能概览数控机床拥有丰富的功能,能够实现多种加工操作和加工方式。
以下是数控机床常见的功能:1. 自动化加工:数控机床可以根据预定的加工程序和指令,自动完成工件的加工过程,无需人工干预。
它可以实现高精度和高效率的加工,降低人工操作的错误率。
2. 多轴控制:数控机床可以通过控制多个轴线的运动,实现多轴切削、多面加工等复杂加工方式。
多轴控制可以提高加工工件的精度和质量。
3. 伺服控制:数控机床采用伺服电机作为驱动装置,可以实现精确的位置和速度控制,使机床的运动更加平稳和可靠。
4. 刀具管理:数控机床可以根据加工的要求和工序,自动选择和更换不同的刀具。
数控系统操作面板介绍

3. 设置参数
• G54—G59参数设置 • 在MDI键盘上点击 键,按菜单软键
[坐标系],进入坐标系参数设定界面,
• 利用MDI键盘输入通过对刀所得到的工 件坐标原点在机床坐标系中的坐标值。 设通过对刀得到的工件坐标原点在机床 坐标系中的坐标值(如-500,-415,404)
• 1.机床位置界面
点击 进入坐标位置界面。点击菜单软键[绝 对]、菜单软键[相对]、菜单软键[综合],对 应CRT界面将对应相对坐标(如图14-2-1)、 绝对坐标(如图14-2-2)、和综合坐标(如 图14-2-3)。
• 2.程序管理界面
• 点击编辑键进入程序管理界面,点击菜 单软键[LIB],将列出系统中所有的程序 (如图14-3-1所示),在所列出的程序列表 中选择某一程序名,点击 将显示该
用于输入字母到
输入区域,按
shift键可进行小
字母输入
回车换行键。结 束一行程序的输 入并且换行。
控制CRT坐 标显示
控制CRT参数设置显 示,对数控系统参数 进行设置
控制CRT程序 及程序输入显 示
控制CRT坐 标显示
控制CRT参数设置显 示,对数控系统参数 进行设置
控制CRT程序 及程序输入显 示
• 点击操作面板上的编辑键,编辑状态指 示灯变亮,此时已进入编辑状态。按菜 单软键[操作],在下级子菜单中按菜单 软键[Punch],在弹出的对话框中输入文 件名,选择文件类型和保存路径,按 “保存”按钮,如图14-5-4-1所示 。
• 2) 变更刀具长度和刀尖半径:“选择车 刀”完成后,该界面的左下部位显示出 刀架所选位置上的刀具。其中显示的 “刀具长度”和“刀尖半径”均可以由 操作者修改。
数控车床操作面板介绍3
注意:(1) 在每次电源接通后,必须先完成各轴的返回参考点操作,然 后再进入其他运行方式,以确保各轴坐标的正确性;
(2) 同时按下轴方向选择按键(X,Y,Z),可使轴(X,Y,Z) 同时返回参考点;
(3) 在回参考点前,应确保回零轴位于参考点的“回参考点方向” 相反侧(如 X 轴的回参考点方向为负,则回参考点前,应保 证 X轴当前位置在参考点的正向侧);否则应手动移动该轴直 到满足此条件;
注意: 在上电和关机之前应按下“急停”按钮以减少设备 电冲击
8、超程解除
在伺服轴行程的两端各有一个极限开关,作用是防止 伺服碰撞而损坏。每当伺服碰到行程极限开关时,就会出 现超程。当某轴出现超程(“超程解除”按键内指示灯亮) 时,系统视其状况为紧急停止,要退出超程状态时,可进 行如下操作:
(1) 置工作方式为“手动”或“手摇”方式; (2) 一直按压着“超程解除”按键(控制器会暂时忽略超 程的紧急情况);
(3)主轴停止:在手动方式下,按一下“主轴停 止”按键(指示 灯亮),主轴电 机停止运转。
注意:“主轴正转”、“主轴反 转”、“主轴停止” 这几 个按键互锁,即按一下其中一个(指示灯亮),其余两个会 失效(指示灯灭)。
(4)主轴点动:在手动方式下,可用“主轴点动” 按键,点动转动主轴:按压“主轴 点动”按键(指示灯亮),主轴将 产生正向连续转动;松开“主轴点 动”按键(指示灯灭),主轴即减 速停止。
5、主轴控制
主轴手动控制由机床控制面板上的主轴手动控制 按键完成。 (1)主轴正转:在手动方式下,按一下“主轴正转”按
键(指示灯亮),主轴电机以机床参数设 定的转速正转,直到按压“主轴停止”或 “主轴反转”按键。
(2)主轴反转:在手动方式下,按一下“主轴反转” 按键(指示灯亮),主轴电机以机床 参数设定的转速反转,直到按压“主 轴停止”或“主轴主转”按键。
数控机床操作面板图文详解

1 .方式选择熟悉机床操作面板
图 3.1 - 1 GSK980T 面板
EDIT:用于
直接通过操作面
板输入数控程序
和编辑程序。
AUTO :进入自动加工模式
数据输入
考点
P
八、
、MDI :手动REF: 回参
HNDL: 手摇脉冲方式。
JOG:手动
方式,手动连续移动台面或者刀具。
置光标于按钮上,点击鼠标左
键,选择模式。
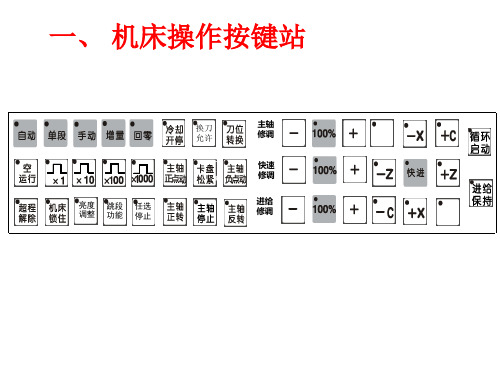
2.数控程序运行控制开关
单程序段
机床锁住
辅助功能锁空运行
程序回零
手轮X 轴选
择轴选择手轮Z 3.机床主轴手动控制开关
手动开机
床主轴正转
手动关机床主轴
手动开机床
主轴反转
4.辅助功能按钮
冷却液。
华中世纪星数控车床的操作面板简介

华中世纪星数控车床的操作面板简介华中世纪星车削数控装置的操作面板如图1-1所示。
图1-1 华中世纪星操作面板1. 软件操作面板华中世纪星HNC-21T的软件操作界面如图1-3所示。
其界面由如下几个部分组成:①图形显示窗口。
可以根据需要,用功能键F9设置窗口的显示内容。
②菜单命令条。
通过菜单命令条中的功能键F1~F10来完成系统功能的操作。
③运行程序索引。
自动加工中的程序名和当前程序段行号。
④选定坐标系下的坐标值。
坐标系可在机床坐标系/工件坐标系/相对坐标系之间切换;显示值可在指令位置/实际位置/剩余进给/跟踪误差/负载电流/补偿值之间切换。
⑤工件坐标零点。
工件坐标系零点在机床坐标系下的坐标。
⑥辅助功能。
自动加工中的M、S、T代码。
⑦当前加工程序行。
当前正在或将要加工的程序段。
⑧当前加工方式、系统运行状态及当前时间。
系统工作方式根据机床控制面板上相应按键的状态可在自动运行、单段运行、手动、增量、回零、急停、复位等之间切换;系统工作状态在“运行正常”和“出错”之间切换;系统时钟显示当前系统时间。
⑨机床坐标、剩余进给。
机床坐标显示刀具当前位置在机床坐标系下的坐标;剩余进给指当前程序段的终点与实际位置之差。
⑩直径/半径编程、公制/英制编程、每分进给/每转进给、快速修调、进给修调、主轴修调。
图1-3 华中世纪星HNC-21T软件操作界面操作界面中最重要的一块是菜单命令条。
系统功能的操作主要通过菜单命令条中的功能键F1~F10来完成。
由于每个功能包括不同的操作,菜单采用层次结构,即在主菜单下选择一个菜单项后,数控装置会显示该功能下的子菜单,用户可根据该子菜单的内容选择所需的操作,如图1-4所示。
当要返回主菜单时,按子菜单下的F10键即可。
图1-4 菜单层次2. 机床控制面板机床手动操作主要由机床控制面板完成,机床控制面板如图1-5所示。
①②按下“手动”按键(指示灯亮),系统处于手动运行方式,可点动移动机床坐标轴。
数控车床操作面板组成及操作键释义
数控车床操作面板的组成1、显示装置数控车床的数控系统通过显示装置为操作人员提供必要的信息。
根据系统所处的状态和操作命令的不同,显示的信息可以是正在编辑的程序、正在运行的程序、机床的加工状态、机床坐标轴的指令/实际坐标值、加工轨迹的图形仿真、故障报警信号等。
较简单的显示装备只有若干个数码管,只能显示字符,显示信息也有限;较高级的系统一般配有CRT显示器或点阵式液晶显示器,一般能显示图形,显示的信息较为丰富。
2、NC键盘NC键盘包括MDI键盘及软键功能键等。
MDI键盘一般具有标准化的字母、数字和符号(有的通告上档键实现),主要用于零件程序的编辑,参数输入,MDI操作及管理等。
功能键一般用于系统的菜单的操作。
3、机床操作面板(MCP)机床控制面板集中了系统的所有按钮(故可称为按钮站),这些按钮用于直接控制机床的动作或加工过程,如启动、暂停零件程序的运行,手动进给坐标轴,调整进给速度等。
4、手持单元手持单元不是操作面板的必需件,有些数控车床的数控系统为方便操作人员使用配有手持单元,用于手摇方式增量进给坐标轴。
手持单元一般由手摇脉冲发生器MPG、坐标轴选择开关等组成。
数控车床操作面板操作键释义下面选用FANUC系统和广数系统为例,简单介绍了数控机床的操作面板上各个按键的基本功能与使用方法。
1、以“A”字母开头ABS绝对坐标(在CRT上显示机床现在的「绝对坐标」X、Z轴的位置)ALL综合坐标(在CRT上显示机床现在的「绝对坐标」X、Z轴和「相对坐标」U、W轴的位置)ALTER替换/修改(修改存储器中程序的字符或符号)AUTO自动操作方式(机床在此方式,机床可自动加工作业)AUXGRAPH图形显示(图形显示功能)2、以“C”字母开头CAN取消键(取消已键入缓冲器的字符或符号)数控车床广数系统操作面板数控车床广数系统操作面板CHECK检视(软键)CSTM/GR模拟框图形CURRNT单节CURSOR光标移动键(移动CRT里的光标,可至编辑处)3、以“D”字母开头DELETE删除键(删除存储器中程序的字符或符号)DGNOSPARAM参数键(参数设定和显示,诊断数据显示)4、以“E”字母开头EDIT编辑方式(程序编制、修改数据输入)EOB分号键(分号“;”输入键)5、以“F”字母开头FWD主轴正转6、以“H”字母开头HELP帮助键(帮助、助理)HEDSS手轮7、以“I”字母开头INPUT输入键(用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入)INSERT插入键(在光标后插入字符或符号)8、以“J”字母开头JOG手动操作方式(机床在此方式,可手动操作、加工;类似于普通车床加工方式)9、以“L”字母开头LIB显示内存(在CRT上显示机床内存内容)LOCK锁(相当于控制某种操作开关)10、以“M”字母开头MAC-LOCK媒体存取控制锁(控制媒体存取)MDI手动数据输入方式(输入编制临用程序)MEM内存变量文件键MENUOFSET补正键(偏置值设定和显示;同下“OFS/SET”功能一样,此键英文字母根据机床生产地、系统、型号不同而不同)MESSAGE通讯联系键11、以“O”字母开头OFS/SET补正键(偏置值设定和显示;同上“MENUOFSET”功能一样,此键英文字母根据机床生产地、系统、型号不同而不同)ONPUTSTART输入执行键(输入程序到I/O设备)OPRALARM故键障资料键(报警号显示及软件操作面板的设定和显示)OPTSTOP选择M01停止(启动M01指令(M01见M代码表))OUTPUTSTART输出执行键(输出程序到I/O设备)12、以“P”字母开头PAGE翻页键(CRT画面向前/向后变换页面)POS位置键(在CRT上显示机床现在的位置)PROG或PRGRM或PRG程序键(显示内存中的程序内容;此键英文字母根据机床生产地、系统、型号不同而不同,但功能一样)13、以“R”字母开头RAPTDTRAV快速移动(在手动方式,帮助X、Z轴快速移动)REL相对坐标(在CRT上显示机床现在的「相对坐标」U、W轴的位置)RESET复位(按下此键,复位CNC系统。
数控机床操作面板结构及功能说明

12,MACHINE RESET机床复位按钮
机床通电后,释放急停按钮,如机床正常运行的条件均以具备,按下此按钮,强电复位并接通伺服。
13.PROGRAM PROTECT程序保护开关(带锁)
此开关处于“0”的位置可保护内存程序及参数不被修改,需要执行存入或修改操作时,此开关应置“l”。
数控机床操作面板结构及功能说明
Saturday, September 29, 2007 12:38:14 AM 发布:sunlight
机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
6)LUBE ALARM (橙)润滑泵液面低报警
7)AIR ALARM (橙)气压低报警
8)ATC ALARM (橙)自动换刀报警
9)X HOME (红)X轴机床回零指示
10)Y HOME (红)Y轴机床回零指示
11)Z HOME ห้องสมุดไป่ตู้红)Z轴机床回零指示
12)HOME (红)第四轴机床回零指示
自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)
此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
11. E-STOP急停按钮
机床操作过程中,出现紧急情况时按下此按钮伺服进给及主轴运行立即停止,CNC进入急停状态。
自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)
自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
数控机床操作面板图文详解

数控车床编程和操作(一)熟悉机床操作面板图3.1-1 GSK980T面板1.方式选择EDIT:用于直接通过操作面板输入数控程序和编辑程序。
AUTO:进入自动加工模式。
MDI:手动数据输入。
REF:回参考点。
HNDL:手摇脉冲方式。
JOG:手动方式,手动连续移动台面或者刀具。
置光标于按钮上,点击鼠标左键,选择模式。
2.数控程序运行控制开关单程序段机床锁住辅助功能锁定空运行程序回零手轮X轴选择手轮Z 轴选择3.机床主轴手动控制开关手动开机床主轴正转手动关机床主轴手动开机床主轴反转4.辅助功能按钮冷却液润滑液换刀具5.手轮进给量控制按钮选择手动台面时每一步的距离:0.001毫米、0.01毫米、0.1毫米、1毫米。
置光标于旋钮上,点击鼠标左键选择。
6.程序运行控制开关循环停止循环启动MST选择停止7.系统控制开关NC启动NC停止8.手动移动机床台面按钮选择移动轴,正方向移动按钮,负方向移动按钮。
快速进给9.升降速按钮主轴升降速/快速进给升降速/进给升降速10紧急停止按钮(12)手轮(二)熟悉GSK980T数控系统的输入面板图3.2-1 GSK980T输入面板1.按键介绍(1)数字键(2)字母键数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。
图3.2-2(3)编辑键位参数,位诊断含义显示方式的切换。
消除输入到键输入缓冲寄存器中的字符或符号。
键缓寄存器的内容由CRT显示。
例:键输入缓冲寄存器的显示为:N001时,按(CAN)键,则N001被取消。
用于程序的删除的编辑操纵。
用于程序的修改的编辑操纵。
用于程序的插入的编辑操纵。
(4)页面切换键按下其键,CRT显示现在位置,共有四页[相对],[绝对],[总和],[位置/程序],通过翻页键转换。
程序的显示、编辑等,共有三页,[MDI/模],[程序],[目录/存储量]。
显示,设定补偿量和宏变量,共有两项,[偏置],[宏变量]。
显示报警信息。
数控车床面板操作
数控车床面板操作数控车床是一种高精度、高效率的机床,其操作面板是控制车床工作的重要界面。
本文将介绍数控车床面板的基本操作方法和注意事项。
1.数控车床面板的基本结构2.常用控制按钮和操作手柄(1)开关按钮:数控车床的电源开关,用于开启或关闭车床的电源。
(2)紧急停止按钮:在紧急情况下,按下此按钮可以立即停止车床的运动。
(3)启动按钮:按下此按钮后,车床将按照预设的程序开始工作。
(4)手动操作按钮:用于手动控制各个轴向的移动,通常有快速移动和微动两种方式。
(5)手轮:用于手动操作车床的移动,通常用于微调工件位置。
3.数控车床面板的操作步骤(1)开机:将电源开关按钮设置为开启状态,车床的显示屏会亮起。
等待车床进行自检和初始化。
(3)设置工艺参数:根据工件的加工要求设置相应的工艺参数,包括转速、进给速度、切削深度等。
(4)设置刀具:选择合适的刀具并安装在车床上,根据需要调整刀具的位置和刀尖高度。
(5)调整工件位置:通过操作手柄或手动操作按钮,调整工件的位置,确保切削点正确对准工件。
(6)开始加工:按下启动按钮,车床开始按照预设的程序进行加工。
在加工过程中要密切观察各项参数的变化,确保工作的正常进行。
4.数控车床面板的注意事项(1)在操作面板上,不要随意触摸或按压其他按钮,以免触发不必要的指令。
(2)定期检查面板上的控制按钮和操作手柄的灵敏度,确保其正常工作。
(3)在设置工艺参数时,要根据具体的加工要求进行合理的设置,避免超过机床的承载能力。
(4)在调整工件位置时,要谨慎操作,以免引起误操作或意外伤害。
(5)加工过程中,要随时观察显示屏上的信息,确保工作的正常进行,及时处理异常情况。
总结:数控车床面板的操作是保证车床正常工作的关键之一、正确的操作可以提高加工效率和产品质量,同时也能确保操作人员的安全。
希望以上内容对您了解数控车床的操作面板有所帮助。
数控车床操作面板介绍
数控车床操作面板介绍一、操作面板结构概述二、基本功能区介绍1.选择模式功能区:包括自动模式、手动模式和MDI模式等。
其中自动模式为数控机床自动循环运行程序,手动模式为手动操作运行各个轴的运动,MDI模式为手动输入指令和程序段运行。
3.调整功能区:用于调整机床运行参数,如进给速度、转速、进给倍率等。
4.轴操作功能区:用于控制机床各个轴运动,包括单轴手动操作、坐标轴选择、回零操作等。
5.辅助功能区:包括各种辅助功能操作,如刀具半径补偿、工件坐标系设定、轴坐标系设定等。
6.软硬限位功能区:用于设定软件限位和硬件限位,保证机床在加工过程中不超过规定的范围。
7.运行状态功能区:用于显示机床当前的状态,如运动状态、电机状态、警报信息等。
三、操作面板操作步骤1.启动数控机床,进入数控车床操作面板界面。
2.根据需要选择相应的模式,比如选择自动模式。
4.调整加工参数,如加工速度、进给速度、刀具半径补偿等。
5.根据需要选择轴操作功能区,手动操作机床各个轴的运动。
6.进行辅助功能操作,如设定工件坐标系、设定刀具补偿等。
7.进行软硬限位的设定,以确保机床在正常运行范围内。
8.确认加工参数和操作步骤无误后,开始运行加工程序。
9.随时监控机床的运行状态和加工情况,根据需要进行调整和修改。
四、需要注意的操作要点1.操作前应了解数控车床的基本原理和操作规程,确保了解各个操作按键的作用和功能。
2.操作过程中要注意安全,严格遵守机床的操作规范和安全操作要求。
3.加工程序的编写和输入要准确无误,以免产生加工差错和失误。
4.在操作过程中,要随时注意机床的运行状态和警报信息,及时处理异常情况。
5.对机床的维护和保养要及时进行,保证操作面板的正常运行。
总结:数控车床操作面板是数控机床的核心部件,具备多种功能和丰富的操作方式,通过合理使用操作面板,能够实现对机床的精确控制和加工参数的调整,提高生产效率和加工质量。
在使用过程中,需要按照操作规程进行操作,保证设备的安全运行和加工的准确性。
(数控加工)数控机床操作面板图文详解

(数控加工)数控机床操作面板图文详解数控车床编程和操作(一)熟悉机床操作面板图3.1-1 GSK980T面板1.方式选择EDIT:用于直接通过操作AUTO:进入自动加工模式。
MDI:手动数据输入。
REF:回参考点。
HNDL:手摇脉冲方式。
JOG:手动方式,手动连续移动台面或者刀具。
置光标于按钮上,点击鼠标左键,选择模式。
2.数控程序运行控制开关单程序段机床锁住辅助功能锁定空运行程序回零手轮X轴选择手轮Z轴选择3.机床主轴手动控制开关手动开机床主轴正转手动关机床主轴手动开机床主轴反转4.辅助功能按钮冷却液润滑液换刀具5.手轮进给量控制按钮选择手动台面时每一步的距离:0.001毫米、0.01毫米、0.1毫米、1毫米。
置光标于旋钮上,点击鼠标左键选择。
6.程序运行控制开关循环停止循环启动 MST选择停止7.系统控制开关NC启动NC停止8.手动移动机床台面按钮选择移动轴,正方向移动按钮,负方向移动按钮。
快速进给9.升降速按钮主轴升降速/快速进给升降速/进给升降速10紧急停止按钮 (12)手轮(二)熟悉GSK980T数控系统的输入面板图3.2-1 GSK980T输入面板1.按键介绍(1)数字键 (2)字母键数字/字母键用于输入数据到输入区域(如下图所示),系统自动判别取字母还是取数字。
图3.2-2(3)编辑键位参数,位诊断含义显示方式的切换。
消除输入到键输入缓冲寄存器中的字符或符号。
键缓寄存器的内容由CRT显示。
例:键输入缓冲寄存器的显示为:N001时,按(CAN)键,则N001被取消。
用于程序的删除的编辑操纵。
用于程序的修改的编辑操纵。
用于程序的插入的编辑操纵。
(4)页面切换键按下其键,CRT显示现在位置,共有四页[相对],[绝对],[总和],[位置/程序],通过翻页键转换。
程序的显示、编辑等,共有三页,[MDI/模],[程序],[目录/存储量]。
显示,设定补偿量和宏变量,共有两项,[偏置],[宏变量]。
数控铣床操作面板简介

根据工艺要求输入其他相关参数,如 冷却方式、刀具补偿值等。
设置切削参数
根据刀具、工件材料和加工要求等实 际情况,设置合理的切削参数,如切 削深度、进给速度、主轴转速等。
加工操作流程
对刀
确定刀具与工件之间的相对位置,即对刀。通过对刀操作可以建立工 件坐标系和刀具补偿值。
校验程序
在正式加工之前,对输入的加工程序进行校验,确保程序正确无误。
快速定位
通过进给控制按键,可以实现工作台的快速定位,提高加工效率。
机床控制按键
程序选择
通过机床控制按键,可以选择不同的加工程序进行加工。
单步运行
通过机床控制按键,可以实现加工程序的单步运行,便于调试和检查。
辅助功能按键
要点一
刀具补偿调整
通过辅助功能按键,可以调整刀具的补偿值,以修正刀具 的尺寸误差。
防水防尘
在操作过程中,避免水滴或灰尘进入操作面板内部,以免造成短路 或损坏电子元件。
避免强烈撞击
操作面板应避免受到强烈撞击或挤压,以免造成损坏或按键失灵。
按键的定期检查与更换
按键检查
定期检查操作面板上的按键是否正常工 作,有无松动或按下无反应的情况。
VS
按键更换
若发现按键损坏,应及时更换,以确保操 作面板的正常使用。在更换按键时,应选 用与原按键相同规格和颜色的按键。
检查设备状态
在清理工作区域的同时,应检查数控铣床的各 部位是否正常,如有异常应及时处理。
关闭电源
完成加工后,应按照规定关闭数控铣床的电源,确保设备安全。
05 数控铣洁保养
清洁保养
定期使用干燥的软布擦拭操作面板,以保持其清洁和光泽。避免使 用含有化学物质的清洁剂,以免损坏面板表面。
数控车床操作面板介绍

数控车床操作面板介绍数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘上键的基本功能与使用方法基本相同。
本节通过数控车床型号HM-077,以选用FANUC0-TC系统为例,介绍数控车床的操作。
操作面板1.CRT/MDI面板(CRT∕MDI面板由CRT显示器和MDI键盘组成)图1是上海第二机床厂生产的HM-077数控卧式车床操作面板,上半部分是弱电操作面板,直接与数控系统连接与通讯,称其为CRT/MDI面板(数控车床的类型和数控系统的种类很多,以及各生产厂家设计的操作面板也不尽相同,但操作面板中各种旋钮、按钮和键盘上键的基本功能与使用方法基本相同。
本节通过数控车床型号HM-077,以选用FANUC 0-TC系统为例,介绍数控车床的操作。
操作面板1. CRT/MDI面板(CRT∕MDI面板由CRT显示器和MDI键盘组成)图1是上海第二机床厂生产的HM-077数控卧式车床操作面板,上半部分是弱电操作面板,直接与数控系统连接与通讯,称其为CRT/MDI面板(图2);下半部分是强电操作面板,通过面板上的按扭与开关直接控制机床工作,又称其为机械操作面板(图3)。
图3-5-1 数控车床操作面板图3-5-2 CRT∕MDI面板图3-5-3 机械操作面板1)主功能键CRT∕MDI面板上键盘的各主功能键功能见表1。
表1 主功能键的功能键名称功能说明RESET复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
CURSOR光标移动键移动光标至编辑处PAGE页面转换键CRT画面向前变换页面CRT画面向后变换页面地址和数字键按下这些键,输入字母、数字和其它字符POS位置显示键在CRT上显示机床现在的位置PRGRM程序键在编辑方式,编辑和显示内存中的程序在MDI方式,输入和显示MDI数据在自动方式,指令值显示MENU OFFSET偏置值设定和显示DGNOS PARAM自诊断参数键参数设定和显示,诊断数据显示OPR ALARM报警号显示键报警号显示及软件操作面板的设定和显示AUX GRAPH图形显示键图形显示功能INPUT输入键用于参数或偏置值的输入;启动I/O设备的输入;MDI方式下的指令数据的输入OUTPT START输出启动键输出程序到I/O设备ALTER修改键修改存储器中程序的字符或符号INSRT插入键在光标后插入字符或符号CAN取消键取消已键入缓冲器的字符或符号DELET删除键删除存储器中程序的字符或符号2)子功能键CRT显示器下有五个子功能键,与显示器屏幕内下方的五个软键位置相互对应,随主功能状态不同,相应的软键有不同的含义,故称其为主功能状态下的子功能键。
数控车床操作面板
用于直接通过操作面板输入数控程序和编辑程 序。 进入自动加工模式。 手动方式,手动连续移动刀架。 手动方式回参考点。 増量选择,步进增量有×1为0.001毫米,×10 为0.01毫米,×100为0.1毫米,×1000为1毫米 四种。 自动加工模式中,程序单步运行。
增量选择键
单段键
4.1 数控车床操作面板
表4-1 系统操作面板功能键的主要作用
按键 名称 替代键 删除键 插入键 修改键 换行键 上档键 程序键 位置显示 键
按键功能
用输入的数据替代光标所在的数据。
删除光标所在的数据;或者删除一个数控程序或者删除 全部数控程序。
把输入域之中的数据插入到当前光标之后的位置。
消除输入域内的数据。
结束一行程序的输入并且换行。 按住此键,再按双字符键,则系统输入按键右下角的字 符 数控程序显示与编辑页面。 位置显示页面。位置显示有三种方式,用翻页键按钮选 择。
4.2.4.3 在数据输入行输入一个程序段,按 确定。
4.2.4.4 按
键,立即执行输入的程序段。
4.2 数控车床操作
4.2.5 自动运行方式
在自动方式下零件程序可以自动加工执行,这是零件 加工中正常使用的方式。 操作步骤: 按 键,进入自动运行方式,屏幕左下角显示 “MEM”,选择要运行的程序,在屏幕右上角显示程序名称,
4.2 数控车床操作
Байду номын сангаас
图4-6
刀具补偿窗口
4.2.12.6 输入“X和刚才测量的工件直径”,按 再按[测量]键, X轴方向刀对好。
键,
4.2 数控车床操作
4.2.12.7 按 启动主轴,按 键,将车刀移动 到工件附近,然后将进给速率调到低速档,配合以增量进 给,使刀具轻轻触碰到工件右端面或进行试切。 4.2.12.8 按 键,使刀具退出工件到合适位置,按 键停止主轴。注意不能按 或 键在 Z轴方向移动刀具。 4.2.12.9 重复步骤5,选择补偿参数编号。 4.2.12.10 输入“Z0”,按 向刀对好。 键,再按[测量]键,Z轴方
数控车床基本操作按钮(共68张PPT)

〔3〕检索程序中的字
1〕输入所需检索的字Z-10.。
2.机床操作面板上的“方式选择〞旋钮可以选择哪些操作方式?
2〕以光标当前的位置为准,向前面程序检索,按【检索↑】 有图形模拟加工功能的数控车床,在自动加工前,为防止程序错误、刀具碰撞工件或卡盘,可对整个加工过程进行图形模拟加工,检查刀
具轨迹是否正确。
1.自动运行的启动
〔1〕“方式选择〞开关旋转至“AUTO〞状
〔3〕按复位键 “RESET〞 ,将程序复位,光标指向程序的开始。
〔4〕按循环启动键,自动循环运行。
自动加工前的状态
2.自动加工 在自动运行状态下按 “功能选择键〞中不同的方式按钮,可 以选择进入不同的控制状态。 〔1〕跳步 自动加工时,系统可跳过某些指定的程序段,称跳步。 在自动运行过程中,按“跳步〞按钮,使跳步功能有效,机 床将在运行中跳过带有“/〞跳步符号的程序段向下执行程序。
二、回零操作
回零又叫回机床参考点。
开机后,首先必须回零操作,其目的是建立机床坐 标系。
操作方法有两种: 1.手动方式 X轴回零:将“方式选择〞开关旋转至“回零 〞状态→按“轴选择X〞键→ 按 “手动+〞键。 Z轴回零:按“轴选择Z〞键→按 “手动+〞键。
2.MDI操作 将“方式选择〞开关旋转至“MDI〞状态,进入MDI操作界 面,输入“G28 U0 W0〞,再按“程序启动〞按钮即可。 注意:在回零操作之前,确保当前位置为参考点的负方向一 段距离。 回零操作时,应先回X轴,再回Z轴。
例如,在某程序段首加上“ / 〞〔如 /N4 G97 ……〕,且 面板上按下“跳步〞开关,那么在自动加工时,N4、N5两句 程序段被跳过不执行;而当释放此开关 , “ / 〞不起作用,该 段程序被正常执行。
数控车床操作面板简介
亮度 跳段 任选 调整 功能 停止
换刀 允许
主轴 修调
快速 修调
进给 修调
1、工作方式选择按键:
作用:
1)数控系统通过工作方式键,对操 作机床的动作进行分类
2)在选定的工作方式下,只能做相 应的操作
1、工作方式选择按键:
内容:
“自动”工作方式下:
自动连续加工工件; 模拟加工工件;在MDI模式下运行指令。
(端口号、波特率)
运行停止 (F6) 显示切换 (F9)
返 回 (F10)
刀偏表 (F1)
刀架 平移 F1
刀
刀补表 (F2)
具
补 偿 F4
显示切换
(F9) 返 回 (F10)
主菜单 (F10)
选择程序 (F1) 编辑程序 (F2)
程
[新建程序 (F3)]
序
保存程序 (F4)
F1 程序校验 (F5)
运行停止 (F6) 重新运行 (F7)
显示切换 (F9) 主菜单 (F10)
MDI停止 (F1)
MDI清除 (F2)
MDI
回程序起点(F4)
F3
返回断点 (F7)
重新对刀 (F9)
当机床超出安全行程时,行程开关撞到机床上的挡块,切断机床伺服强电,机床 不能动作,起到保护作用。如要重新工作,需一直按下该键,接通伺服电源,再 在“手动”方式下,反向手动移动机床,使行程开关离开挡块。 任选 如程序中使用了M01辅助指令,当按下该键后,程序运行到该指令即停止,再 停止 按“循环启动”键,继续运行;解除该键,则M01功能无效。
自动加工过程中,按下该键后,机床上刀具相对工件的进给运动停止,但机床的 主运动并不停止。再按下“循环启动”键后,继续运行下面的进给运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床操作面板结构及功能说明数控机床操作面板结构及功能说明
数控机床操作面板结构及功能说明Saturday, September 29, 2007 12:38:14 AM 发布:sunlight 机床操作面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明
1.CYCLE START 程序执行启动按钮(带灯)
自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)
自动执行程序期间,按下此按钮,机床运动轴即减速停止。
(注:其实就是暂停。
)
3.MODE SELECT方式选择开关,选择机床的工作方式
1)EDIT:编辑方式
2)AUTO:自动方式
3)MDI:手动数据输入方式
4)JOG:点动进给方式
5)HANDLE:手摇脉冲发生器进给方式
6)RAPID:手动快速进给方式
7)ZRN:手动返回机床参考零点方式
8)DNC:DNC工作方式
9)TEACH.H:手轮示教方式
4,FEEDRATE OVERRIDE进给速率修调开关
以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)
自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)
自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)
自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)
自动执行程序时,此按钮接通,可禁止Z轴方向的移动
9. MLK机床锁定按钮(带灯)
自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)
此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
11. E-STOP急停按钮
机床操作过程中,出现紧急情况时按下此按钮伺服进给及主轴运行立即停止,CNC进入急停状态。
12,MACHINE RESET机床复位按钮
机床通电后,释放急停按钮,如机床正常运行的条件均以具备,按下此按钮,强电复位并接通伺服。
13.PROGRAM PROTECT程序保护开关(带锁)
此开关处于“0”的位置可保护内存程序及参数不被修改,需要执行存入或修改操作时,此开关应置“l”。
14. TOOL UNCLAMP刀具松放按钮
手动工作方式下,按此按钮可卸下装于上轴上的刀柄。
15.WORK LAMP工作灯开关
16.RPM OVERRIDE土轴转速修调开关
可在50-120%的范围内修调以S指令给定的主轴转速
17. CW 主轴手动正转按钮(带灯)
19.STOP主轴手动停止按钮(带灯)
机床处于手动工作方式,并已有S指令输入的条件下,可使用以上
3只按钮,主轴进行启,停操作,
20.COOL ON冷却泵启动按钮(带灯)
21,COOL OFF冷却泵停止按钮(带灯)
不论处于何种工作方式都可控制冷泵的启停。
22. AXIS SELECT手动进给轴选择开关
23. HANDLE MULTIPLIER手轮进给倍率开关
用于选择手轮进给的每格位置当量。
24.jOG+点动正向按钮
25. JOG-点动负向按钮
点动方式下,以上两只按钮与轴选择开关配合可点动移动各轴,ZRN方式下,JOG+用于相应轴回零操作。
26.MANUAI PELSE CENERTOR手摇脉冲发生器
手轮工作方式下,与轴选择开关配合可以手轮移动各轴。
27.发光二极管指示灯
1)MACHINE POWER (绿)机床电源接通指示
2)MACHINE READY (绿)机床强电复位指示
3)CNC POWER (绿)控制器电源接通指示
4)CNC ALARM (橙)控制器故障报警
5)SPINDLE ALARM (橙)主轴变频器报警
6)LUBE ALARM (橙)润滑泵液面低报警
7)AIR ALARM (橙)气压低报警
8)ATC ALARM (橙)自动换刀报警
9)X HOME (红)X轴机床回零指示
10)Y HOME (红)Y轴机床回零指示
11)Z H09田(红)Z轴机床回零指示
12)HOME (红)第四轴机床回零指示
一、机床操作面板结构
数控机床控制面板由大小两块组成,小面板上安装有主轴负载表及控制器电源通断按钮,大操作面板位于操作下部,装有各种按钮,指示灯及操作部件,以下主要对人操作面板进行说明。
二、操作面板说明
1.CYCLE START 程序执行启动按钮(带灯)
自动操作方式时,选择所要执行的程序,按下此按钮自动操作开始,执行自动操作执行期间,按钮内指示灯点亮。
2.FEED HOLD进给保持按钮(带灯)
自动执行程序期间,按下此按钮,机床运动轴即减速停止。
(注:其实就是暂停。
)
3.MODE SELECT方式选择开关,选择机床的工作方式
1)EDIT:编辑方式
2)AUTO:自动方式
3)MDI:手动数据输入方式
4)JOG:点动进给方式
5)HANDLE:手摇脉冲发生器进给方式
6)RAPID:手动快速进给方式
7)ZRN:手动返回机床参考零点方式
8)DNC:DNC工作方式
9)TEACH.H:手轮示教方式
4,FEEDRATE OVERRIDE进给速率修调开关
以给定的F指令进给时,可在0—150%的范围内修改进给率。
JOG方式时,亦可用其改变JOG速率。
5.BDT程序段跳步功能按钮(带灯)
自动操作时此按钮接通,程序中有“\”的程序段将不执行。
6.SBK单程序段执行按钮(带灯)
自动操作执行程序时,每按一下CYCLESTART按钮,只执行一个程序段。
7.DRN空运行功能按钮(带灯)
自动或MDI方式时,此按钮接通,机床按空运行方式执行程序。
8.Z AXIS LOCK Z轴锁定功能按钮(带灯)
自动执行程序时,此按钮接通,可禁止Z轴方向的移动
9. MLK机床锁定按钮(带灯)
自动,MDI或JOG操作时,此按钮接通,即禁止所有轴向运动已(进给的轴将减速停止)但位置显示仍将更新M,S,T功能不受影响。
10. OPS程序段选择停功能按钮(带灯)
此按钮接通,所执行的程序在遇有M01指令处,自动停止执行。
11. E-STOP急停按钮
机床操作过程中,出现紧急情况时按下此按钮伺服进给及主轴运行立即停止,CNC进入急
停状态。
12,MACHINE RESET机床复位按钮
机床通电后,释放急停按钮,如机床正常运行的条件均以具备,按下此按钮,强电复位并接通伺服。
13.PROGRAM PROTECT程序保护开关(带锁)
此开关处于“0”的位置可保护内存程序及参数不被修改,需要执行存入或修改操作时,此开关应置“l”。
14. TOOL UNCLAMP刀具松放按钮
手动工作方式下,按此按钮可卸下装于上轴上的刀柄。
15.WORK LAMP工作灯开关
16.RPM OVERRIDE土轴转速修调开关
可在50-120%的范围内修调以S指令给定的主轴转速
17. CW 主轴手动正转按钮(带灯)
19.STOP主轴手动停止按钮(带灯)
机床处于手动工作方式,并已有S指令输入的条件下,可使用以上
3只按钮,主轴进行启,停操作,
20.COOL ON冷却泵启动按钮(带灯)
21,COOL OFF冷却泵停止按钮(带灯)
不论处于何种工作方式都可控制冷泵的启停。
22. AXIS SELECT手动进给轴选择开关
23. HANDLE MULTIPLIER手轮进给倍率开关
用于选择手轮进给的每格位置当量。
24.jOG+点动正向按钮
25. JOG-点动负向按钮
点动方式下,以上两只按钮与轴选择开关配合可点动移动各轴,ZRN方式下,JOG+用于相应轴回零操作。
26.MANUAI PELSE CENERTOR手摇脉冲发生器
手轮工作方式下,与轴选择开关配合可以手轮移动各轴。
27.发光二极管指示灯
1)MACHINE POWER (绿)机床电源接通指示
2)MACHINE READY (绿)机床强电复位指示
3)CNC POWER (绿)控制器电源接通指示
4)CNC ALARM (橙)控制器故障报警
5)SPINDLE ALARM (橙)主轴变频器报警
6)LUBE ALARM (橙)润滑泵液面低报警
7)AIR ALARM (橙)气压低报警
8)ATC ALARM (橙)自动换刀报警
9)X HOME (红)X轴机床回零指示
10)Y HOME (红)Y轴机床回零指示
11)Z HOME (红)Z轴机床回零指示
12)HOME (红)第四轴机床回零指示
数控机床控制面板类别:
如图一所示:W A-21SN型数控车床面板,面板结构以及功能操作都比较直观。
如图二所示:W A-21MK型数控铣床面板,我们要熟悉手动、自动、点动的方式的转换以及程序的新建、编辑、查看方法。
相关标签:数控机床控制面板。