QC工程图标准格式
QC工程图样板格式
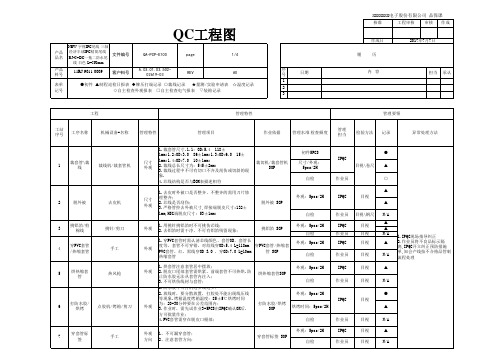
2、成型后外观不可有缺料、压伤套管、压伤线材 等不良现象;
成型SR(Y型) SOP
3、尺寸要求:120±2mm
外观:5pcs/2H 自检
外观/功能:
1.打端子铆高/铆宽/拉力需符合标准要求,参照
5pcs/2H
10
比剪芯线/ 半自动打端子机/比剪治 外观 SOP进行确认;
打端子
具/剪刀
尺寸 2.端子前端需平齐;
比剪芯线/打端子 SOP
外观/功能: 5pcs/2H
自检
11
检端子
放大镜
外观
1、打完后的端子必须全检; 2、端子不可有变形/露铜丝/功能区无铜丝/包胶/ 端子刮伤/卡点下陷/压着过高或过低.不良品分开 放置不可流入下工站;
检端子 SOP
外观:5pcs/2H 自检
12
穿套管/穿 HSG
手工
外观 功能
1、穿HSG过程中员工需严格区分芯线颜色顺序, 不可有线序穿错,端子穿不到位等不良现象; 2、端子穿入HSG后员工需检查是否有芯线单根受 力现象;
管 SOP
热缩套管
外观:5pcs/2H 自检
外观:5pcs/2H
自检
IPQC 作业员
IPQC
作业员
目视 目视 目视
目视
▲
▲
N/A 1.IPQC现场指导纠正
▲ 2.作业员将不良品标示隔 离,IPQC开立纠正预防措施
N/A
单,知会产线按不合格品管制 流程处理
1.烘套管注意套管居中摆放;
外观:5pcs/2H
IPQC
目视
▲
作业员
目视
N/A
IPQC
目视
▲
作业员
目视
N/A
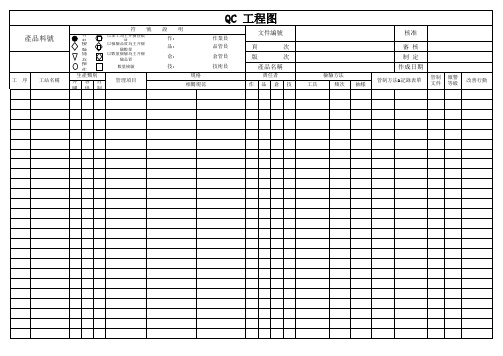
品控部QC工程图标准格式

版本/次: 版本/ 页 日 次: 次: 期: 期:
使用说明 作为下一流程图的连接
5.6.2流程符号分类与使用说明如下: 流程符号分类与使用说明如下: 序号 1 指各类流程的开始时使用的符号 2 指检验、判定、审核、 指检验、判定、审核、承认所使用的符号
入库 进料检验
符号
使用说明
举例说明
仓库收货
3
指一般工序流程所使用的符号
版本/ 版本/次 总页数 A/1 A/2 4 4
5.4.5流程中加★工站为工程要求重点工站 流程中加★ 组织架构变更
版本/ 版本/次 总页数 A/1 A/2 4 4
5.4.5流程中加★工站为工程要求重点工站 流程中加★ 组织架构变更
会 会签单位 ■工程部 ■营业部 ■财务部 ■人力资源部 ■品控部 ■制造部 ■物流部 ■体系办 会签姓名
签
记
录 会 签 意 见 同意 同意 同意 同意 同意 同意 同意 同意
核准Leabharlann 审核文件编号: 文件编号:
HLSG3-Q00060 A/1 1 OF 4 . 20100327
品控QC工程图 品控QC工程图 QC 标准格式
修 修订日期 20091124 20100327 变更编号 D0911028 D1003060 变 订 记 更 录 内 容
版本/次: 版本/ 页 日 次: 次: 期: 期:
文件编号: 文件编号:
HLSG3-Q00060 A/1 4 OF 4 . 20100327
品控QC工程图 品控QC工程图 QC 标准格式
修 修订日期 20091124 20100327 变更编号 D0911028 D1003060 变 订 记 更 录 内 容
版本/次: 版本/ 页 日 次: 次: 期: 期:
检验指导书(QC工程图)

文书编号 适用型号 制定日期:
KORD-ZY-17-06 通用
切线作业指导书
制造部作业文件
作 成 檢討 承認
良品状态
切线尺寸
WIRE颜色对照表 中文 英文 中文 英文
脱皮尺寸
芯线不齐
线伤
断芯线 脱皮不良
红色 黑色 白色 蓝色 棕色 橙色
RD 灰色 GY
BK 黄色
YL
WH 绿色 GN
BL 粉色 PK
BN 紫色
VT
OR 绿黄条 GN/YL
作 1、按照作业回路图,准备资材填写确认表
1、线材与回路图对照
业 2、确认原资材是否符合作业回路图要求
自 2、确认线材质量印字、偏芯、
顺 序
3、机器调试,确认气压,对照确认表调机器,确定线长,脱皮尺寸
主 顺
损伤
及 4、对照确认表确认切断尺寸、脱皮尺寸、芯线状态、脱皮状态
T/CHECK检验指导书
制定日期:
品质部作业文件
作成
檢討
承認
线规
26# AWG 24# AWG 22# AWG 20# AWG 18# AWG
引张力测试标准(附表1)
标准张力(Kg)范围
线规
标准张力(Kg)范围
3~5kg
16# AWG
15~18kg
4~7kg
14# WAG
20~25kg
5~8kg
12# AWG
文书编号 适用型号 制定日期:
KORD-ZY-17-01 通用
压接首件检验指导书
品质部作业文件
作 成 檢討 承認
端子MARK (附表1)
区分
可使用端子MAIK
MWO
WST AMP MK YH JST CWB KET
QC工程图范本

/
印刷效果
染色
耐温性
纸塑结合力
塑面
定量
宽幅
Ruboff
离型纸
厚度 Coverage
常规离型力
老化离型力
QW-TE-02
±7
厚度仪
QW-TE-02
工艺单
QW-TE-02
≤3g/m2
QW-TE-01
对比样
QW-TE-02 QW-TE-01
电子天平 电子天平
目视 红色染料
首件
①通知生产调
整 ②通知QA主
《首件检验报 管 ③下一卷继
QW-TE-01
红色染料
AR1000拉力 仪
AR1000拉力 仪
每班2~3卷
/
通知QA主管请
成品检验 /
印刷效果
QW-TE-01
对比样
目视
定量 /
厚度
纸塑结合力
QW-TE-02
±5g/m2
电子天平
QW-TE-02
±7
厚度仪
QW-TE-02 QW-TE-01 拉力测试仪
通知QA主管请
《成品检验报 示上级 QP-TE-
±5/全幅偏差≤ 10g/m2
±7/全幅偏差≤ 14μm
电子天平 厚度仪
QW-TE-02 6±2/4±2 水分测试仪
通知QA主管
每10卷抽1卷
《进料检验报 表》
/
QW-TE-02
0
金属尺
暂无
拉伸强度
QW-TE-02
厂商COA
抗张测试仪
无
撕裂度
QW-TE-02
厂商COA 撕裂度测试仪
主剂
涂硅面 外观
QW-TE-02
QC 工程图(模版)
工 序 工站名稱
材 料檢 驗儲 存操 作 生產類別 外客自 購供制
符號
以加工為主并檢查數 量
以檢驗品質為主并檢 驗數量
以數量檢驗為主并檢 驗品質
數量檢驗
管理項目
QC 工程图
說明 作: 品:
作業員 品管員
文件編號
頁
次
倉:
倉管員
版
次
技:
技術員
規格
相關規范
產品名稱
責任者 作品倉技
核准ห้องสมุดไป่ตู้
審核
制定
作成日期
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
工 序 工站名稱
生產類別 外客自
購供制
管理項目
規格 相關規范
責任者 作品倉技
檢驗方法
工具
頻次
抽樣
管制方法&記錄表單
管制 報警 文件 等級
改善行動
CTQ
備 注:報警等級 1-通知主管﹐ 2-通知IPQC﹐工程師﹐生
產經理﹐3-通知總經理或總監
文
件
修
訂
履
歷
版本 1.0
修訂內容 新版發行
修訂者
日期
QC工程图 质量标准 文件格式

使用设备
贴
合 平
A车 B车 制糊间 贴合机
板
压 线 修 边
压 线 修边机
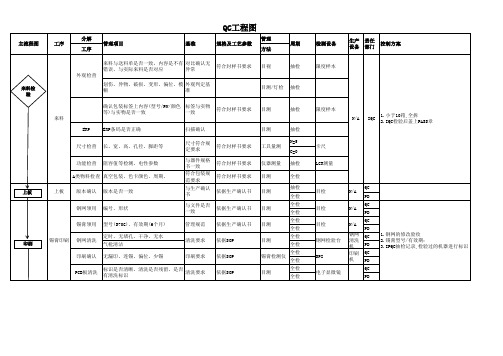
品 质 基 准 管理项目 管理基准 材质 依COR排程指定材质要求 6-11.5kg/cm2 A 楞楞高:4.5~5.0mm 空 气 2 楞型 B 楞楞高:2.5~3.0mm 6-8kg/cm 压 力 AB楞楞高:7.0~8.0mm 20± 10秒 纸色 每笔订单面纸纸色一致 粘 A.B车 度 贴合 面、底纸无起泡 25± 10秒 贴合 浆 A楞、B楞无贴合不良 胶化温度 59± 2℃ 糊 倍水率 3.0-3.6 三层弯曲度:≤12mm/m 糊温 35± 8℃ 平整度 五层弯曲度:≤18mm/m 段辘间隙 依不同材质而定 依作业单要求进行 类型 压线轮 压 深浅 依作业单要求进行,不可破裂 度 及压线不可过浅 1.0mm A、B 折片误差:± 楞 高度误差:± 2.0mm 依不同楞别进 线 尺寸 折片误差:± 1.5mm 行设定 AB楞 高度误差:± 2.0mm 修边刀 不可毛边 未压线一材对边不齐≤-10mm 修边 未压线多材对边不齐≤-6mm 有压线禁止修边不齐 多材修边修裁宽尺寸误差≤3mm
检查频率 测定方法
记 录
首件检查 依制程检 验管制程 序抽样计 划执行 目 视 卷 尺
平板制 程检验 记录表 平板检 验记录 表
首件 检查
卷 尺
平板制 程检验 记录样计 划执行
目 视
反 折
瓦楞包装 QC工程图
□ 管制文件 □ 非管制文件 工 程 制造工程流程 名 平 板 组
作
业
标
准
管
书
理 办 法
名称:QC工程表 设 备 管理项目 蒸汽压力
文件编号 版 次 页 数
qc工程图范本
qc工程图范本
工程图是一种图示记录工程设计的技术文件,它是建筑、机电设备等工程项目施工的基础,具有指导施工、安装和维修的作用。
下面是一份QC工程图范本,以供参考。
工程图范本
一、总体布置图:
总体布置图是工程项目的骨架图,用于描述建筑、设备的整体布置。
它包括建筑平面布置图、设备平面布置图等。
总体布置图应明确标注建筑主体结构、设备安装位置、通道与管道的走向等信息。
二、平面布置图:
平面布置图是工程项目的平面展开图,用于描述建筑、设备的具体布置。
它包括建筑平面布置图、设备平面布置图等。
平面布置图应标注清晰明确的尺寸、设备位置、管道走向、房间用途等信息。
三、立面图:
立面图是工程项目的立体展示图,用于描述建筑、设备的正面或侧面。
它包括建筑立面图、设备立面图等。
立面图应标注建筑外观风格、设备外形尺寸、通风口、开窗位置等信息。
四、剖面图:
剖面图是工程项目的切面展示图,用于描述建筑、设备的内部构造。
它包括建筑剖面图、设备剖面图等。
剖面图应标注建筑
楼层高度、设备内部构造、管道走向等信息。
五、细部图:
细部图是工程项目的局部展示图,用于描述工程的细节部分。
它包括建筑细部图、设备细部图等。
细部图应标注特殊构造、连接方式、材料规格等信息。
综上所述,QC工程图范本涵盖了建筑平面布置图、设备平面
布置图、建筑立面图、设备立面图、建筑剖面图、设备剖面图、建筑细部图、设备细部图等内容。
工程图应准确、明确地展示工程的布置和构造,以指导施工和管理。
QC工程图范本

IQC
抽样检验按 YLN-WI-008-A0 抽样计划作业 指导书
1.测试仪器 2.游标卡尺 3.目视
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
五金件进料→暂放→检验
进料检验
1.外观 2.尺寸 3.包装/标示 4.适配
《进料检验作业 规范》 零件规格书
1.进料检验记录 2.尺寸原始记录
抽样检验按IQC来自YLN-WI-008-A0 1.游标卡尺 抽样计划作业 2.目视
指导书
1.将不良品留样 2.发《进料异常处 理单》给相关部门 3.跟踪处理结果
流程图
工序名称
管制重点
作业标准
记录方法
责任人员
检验频率
检验方式
异常处理
生产领料→核对物料→材 料上线
领料
1.标识 2.包装
依照《BOM》表 领料记录表单
表》
SMT组长/工艺
序)
3.贴片效果确认
4.机器保养记录
1.核对8段炉温设置
SMT
值/实际值是否与 SOP相符 2.炉温曲线是否与 产品型号相符
《作业指导书》 《炉温曲线》 《回流焊保养作 业指导书》
《巡检记录报告》 《回流焊保养记录 表》
作业员 IPQC SMT组长/工艺
3.机器保养记录
1.核对机器贴片程
作业员 IPQC 工艺
3.机器保养记录
作业员全检 IPQC.2H/510Pcs
自检 巡检 监管
作业员全检 PQC.2H/510Pcs
自检 巡检 监管
IPQC.2H/510Pcs
自检 巡检 监管
1.将不良品区分 2.指导员工作业 3.发《品质异常处 理单》给相关部门
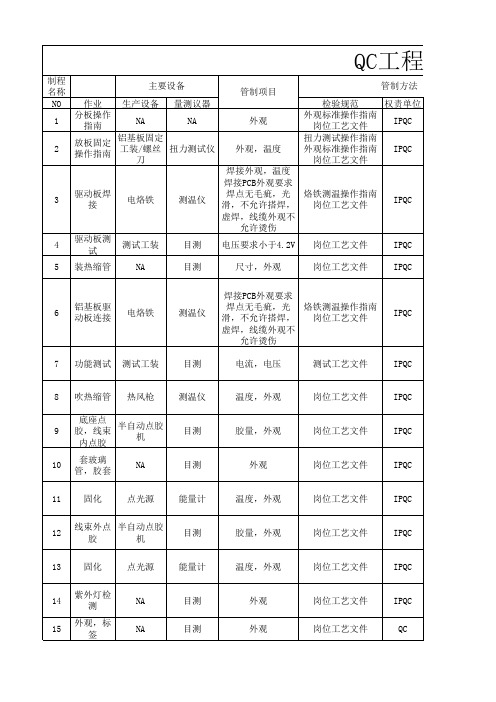
QC工程图
正常使用;
2.
PD 刷胶后检查胶水必须在芯中间位置;3.
使用H开头芯片时需通知技术更找加厚钢
网刷胶
插散热片
插散热片
插散热片
散热片型号是否与要求一致(高/ 矮)
文件要求
依据SOP
目视
PD全检 夹具套板
夹具 套板
PD
1.使用圆柱电容需使用矮散热片; 2.使用固态电容配高散热片; 3.技术员每天检查夹具是否有松动
2.老化测试
N/A
PD/OQ C
WI-QC-018 Rev:00
清洗要求
依据SOP
目测
抽检
目测 工具量测 仪器测量
抽检 N=5 C=0 抽检
目测
全检
目测
抽检 全检
目测
全检 全检
目测
全检 全检
目测
全检 全检
锡膏检测仪 全检 全检
目测
全检 全检
检测设备
生产 设备
责任 部门
控制方案
限度样本
限度样本
N/A
IQC
1.小于10箱,全拆 2.IQC检验后盖上PASS章
卡尺 LCR测量
等)与实物是否一致
一致
符合封样书要求
ERP
ERP条码是否正确
扫描确认
尺寸检查 长、宽、高、孔径、脚距等 功能检查 阻容值等检测,电性参数 A类物料检查 真空包装、色卡颜色、周期、 上板 版本确认 版本是否一致 钢网领用 编号、形状
尺寸符合规 定要求
符合封样书要求
与器件规格 书一致
符合包装规 范要求
与生产确认 书
软件检测 QC抽检 X-RAY
PD QC
1.首件或换线确认物料时,记录厂商, 周期以及确认人 2.IPQC全检项次需填写记录、抽检项次 以每两小时抽检4PCS并作好相关记录
QC工程图范本(1)

文件编号 制定日期 检验方式 异常处理
扣上盖
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头 ↓ 1:装灯头时必须将 边线卡入卡槽内。 《OP自检报表》 2:拧灯头后灯头与 《作业指导书》 《巡检记录报告》 塑件之间配合紧密, 无明显缝隙。 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
核准
审核
编制
产品名称 页次 流程图 打钉 ↓ 工程名称 管制重点 作业标准 记录方法 共五页-第4页 责任人员 检验频率
文件编号 制定日期 检验方式 异常处理
打钉
1:打钉不可出现高 低不一; 2:不可有打重钉、 《OP自检报表》 漏打钉现象; 《作业指导书》 《巡检记录报告》 3:固钉扭力 E27 B22≥3.5N/M E14 E17≥1.5N/M
作业员 PQC 组长
OP全检 PQC:2H/20Pcs
自检 巡检 监管
1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
包装 ↓ 1:包装方式 2:外观 《OP自检报表》 《作业指导书》 《巡检记录报告》 作业员 PQC 组长 OP全检 PQC:2H/20Pcs 自检 巡检 监管 1:将不良品区分 2:指导员工作业 3:发《品质异常处 理单》给相关部门
装灯头
扣图钉(焊灯头) ↓ 扣图钉 (焊灯头)
1:扣图钉后要求图 钉与灯头配合紧密, 无明显缝隙。 《OP自检报表》 《作业指导书》 2:焊锡灯头要求锡 《巡检记录报告》 面平滑、饱满焊锡高 度1.2-1.5mm
作业员 PQC 组长
qc工程图标准模板

qc工程图标准模板QC工程图标准模板。
在工程设计过程中,图纸的准确性和规范性是至关重要的。
为了确保工程图纸的质量,提高工程设计的效率和可靠性,我们需要制定一套标准的QC工程图标准模板。
本文将针对QC工程图标准模板进行详细介绍,以便广大工程设计人员能够更好地应用和理解。
一、图纸格式规范。
1. 图纸尺寸,A0、A1、A2、A3、A4等标准尺寸,根据实际需要选择合适的尺寸。
2. 图纸边框,图纸边框应当清晰明确,边框线宽度为1-2mm,边框内不得绘图。
3. 图纸抬头,包括工程名称、图纸名称、图号、版本号、日期等信息,排版整齐清晰。
4. 图纸比例,应当明确标注图纸的比例尺,确保图纸的准确性。
二、图纸内容规范。
1. 图纸标注,所有图纸应当清晰标注图纸名称、图号、版本号、比例尺、制图日期等信息。
2. 图纸内容,图纸内容应当完整清晰,包括平面图、立面图、剖面图、细部图等,确保工程各个方面的信息都能够得到准确表达。
3. 图纸标准,在绘制图纸时,应当符合国家和行业相关标准,确保图纸的规范性和合法性。
4. 图纸注释,对于图纸中的重要部分,应当进行清晰的注释和标注,便于工程人员的理解和应用。
三、图纸审查规范。
1. 审查流程,明确图纸审查的流程和责任人,确保图纸能够经过严格的审查程序。
2. 审查标准,制定图纸审查的标准和要求,确保审查过程中能够全面、准确地检查图纸的质量和规范性。
3. 审查记录,对于审查过程中发现的问题和意见,应当进行清晰记录,并及时进行整改和反馈。
四、图纸管理规范。
1. 版本控制,明确图纸的版本控制制度,确保每一份图纸都能够清晰标注版本号和修改记录。
2. 存档管理,建立完善的图纸存档管理制度,确保图纸能够长期保存并便于查阅。
3. 使用权限,对于图纸的使用权限进行明确规定,确保图纸的使用符合规定和要求。
以上就是关于QC工程图标准模板的详细介绍,希望能够对广大工程设计人员有所帮助。
通过制定标准的QC工程图标准模板,可以有效提高工程设计的质量和效率,为工程建设提供可靠的技术支持。
QC工程图(质量控制计划)
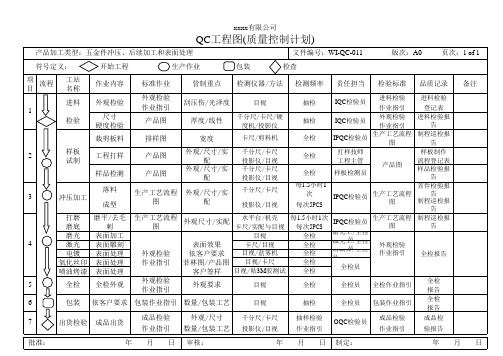
QC工程图(质量控制计划)
产品加工类型:五金件冲压、后续加工和表面处理
文件编号:WI-QC-011
版次:A0
页次:1 of 1
符号定义:
开始工程
生产作业
包装
检查
项 目
流程
工站 名称
作业内容
标准作业
管制重点 检测仪器/方法 检测频率 责任担当 检验标准 品质记录
1
进料 外观检验
外观检验 刮压伤/光泽度 作业指引
目视
抽检
IQC检验员
进料检验 作业指引
进料检验 登记表
检验
尺寸 硬度检验
产品图
厚度/线性
千分尺/卡尺/硬 度机/投影仪
抽检
IQC检验员
外观检验 作业指引
进料检验报 告
裁剪板料
排样图
宽度
卡尺/剪料机
全检
IPQC检验员
生产工艺流程 图
制程巡检报 告
2
样板 试制
工程打样 样品检测
产品图 产品图
外观/尺寸/实 配
成品检验
外观/尺寸
千分尺/卡尺
抽样检验
成品检验
OQC检验员
成品检
作业指引 数量/包装工艺 投影仪/目视
作业指引
作业指引
验报告
备注
批准:
年 月 日 审核:
年 月 日 制定:
年月日
IPQC检验员
生产工艺流程 图
磨光工/全检
激光工员/全检 测试员员/全检 员
外观检验 作业指引
全检员
制程巡检报 告
全检报告
5
全检 全检外观
外观检验 作业指引
外观要求
QC工程图范本
页 次
1/2
文件编号
PG-GW-01-A
制定日期
2004-2-20
修订日期
流程图
工程站别
参考文件
管制重点
规格值
抽验数
频率
量测法
责任单位
检验单位
剪脚
操作指导书
脚过长/过短
依PCBA检验规范
10pcs
2H
目检/量测
DIP
IPQC
NG
零件面检查
操作指导书
位置/极性/平贴/缺件/
错件
依PCBA检验规范
10pcs
NG
首件检查
BOM表/ECN
位置/极性/平贴/缺件/
错件
依样板/BOM表
1/班
1/班
目检
DIP
IPQC
终检
操作指导书
外观
依PCBA检验规范
10pcs
2H
目检
DIP
IPQC
包装
操作指导书
包装方式
依客户要求
10pcs
2H
目检
DIP
IPQC
成品检验
FQA作业流程
外观/包装
依PCBA检验规范
依MIL-
STD-105E
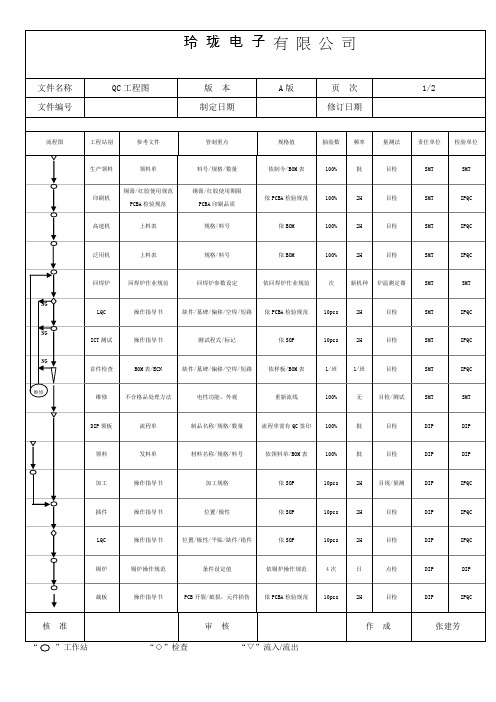
依PCBA检验规范
100%
2H
目检
SMT
IPQC
高速机
上料表
规格/料号
依BOM
100%
2H
目检
SMT
IPQC
泛用机
上料表
规格/料号
依BOM
100%
2H
目检
SMT
IPQC
回焊炉
回焊炉作业规范
回焊炉参数设定
(完整版)QC工程图范本

员 1PC/每批 目视/3M胶纸 PQC
②外观 ③颜色
符合检验指引外观之要求 符合BOM文件之要求
√√ √ √ 1次/2H
目视 目视
PQC 作业
员
④附着力测试 符合附着力测试指引之要求
①首件
符合检验标准之要求
②外观
符合检验指引外观之要求
③结构
与样板一致
④颜色 ⑤尺寸
符合BOM文件之要求 与首件样板一致
⑥成品样板
⑦BOM文件
⑧生产工作单
①外观
符合成品检验基准书外观之要求
②游水功能 符合游水测试指引之要求
③尺寸
与工程样板相符合
④装配
符合装配检验之指引
⑤可靠性测试 符合可靠性测试之指引
⑥包装
符合包装检验指引要求
目视
鱼杆/水池
依《AQL抽 直尺/卡尺
样计划》抽
OQC 成品检验记录表
样
目视
拉力/落地测试
目视
√
1PC/每批 目视 PQC
PQC
①装眼睛作业指导书
②外观
符合检验指引外观之要求
√√
目视 作业
16
②IPQC检验指引 装眼睛 ③抽样计划
④BOM文件
镊子 介子刀 ③颜色
符合工程样板或BOM文件
√√ 1次/2H
目视
P员QC 生产日报表 作业 PQC巡检记录表
员
⑤工程样板
④装配
符合检验指引装配之要求
√√
Q-WI-0008
版次 A1
适用范围 ****
页次 4/5
The
shortest
way 设备
to
do
many
QC工程图(范本)
目视检查
包裝,打包
出货检验 (OQ程名称 NO 工程名 进料验收 (IQC) 工程图 测量设备
1.电子数显卡尺 2.LCR表 3.万用表 5.其它
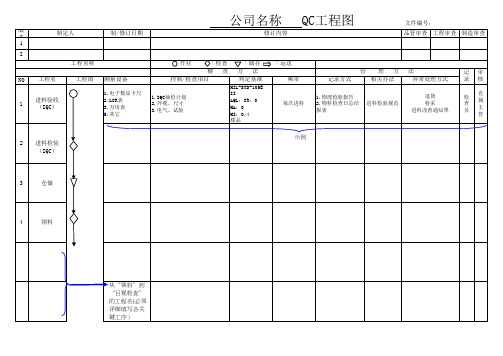
QC工程图
文件编号: 品管审查 工程审查 制造审查
制定人
制/修订日期
修订内容
:检查 檢 查 控制/检查項目
1.IQC抽检计划 2.外观、尺寸 3.电气、试验
:作业
:储存 方 法 判定基准
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序)
工程名称 NO 工程名 工程图 测量设备 键工序)
:检查 檢 查 控制/检查項目
:作业
:储存 方 法 判定基准
:运送 管 频率 记录方式 理 方 相关办法 法 异常处理方式 记 录 审 核
从“领料”到 “目视检查” 的工程名(必须 详细填写各关 键工序名)
MIL-STD-105E II AQL:CR:0 MA:0 MI:0.4 樣品
:运送 管 频率 记录方式
1.物理检验报告 2.物料检查日总结 报表
理 方 相关办法
法 异常处理方式
退貨 特采 进料改善通知單
记 录
检 查 员
审 核
直 属 主 管
1
每次进料
进料检验规范
2
进料检验 (IQC)
示例
3
仓储
4
领料
QC工程图(模板)

压片厚度
参照工艺标准
√ 5pcs/20min
千分尺
《首件产品确认表》 《极片辊压厚度记录 表》
√√
反馈上级/PE处理
千分尺
使用前归零
使用前
目视
√√
反馈计量
车间湿度
3
负极片
辊压 ★
对辊速度
晴天:25-40RH% 雨天:25-50RH%
30Hz/s
1次/h
湿度计
《温湿度记录表》
√
《首件产品确认表》 √ 1次/h 查看显示值 《制片IPQC巡检记录 √
记录形式 产品转交单
责任部门 生品 产质 √√
√√
异常处理方式
反馈QE、PE 反馈计量
车间湿度
2
正极片
辊压 对辊速度 ★
晴天:25-40RH% 雨天:25-50RH%
辊压机:30HZ
1次/h
湿度计
《温湿度记录表》
√
《首件产品确认表》 √ 1次/h 查看显示值 《制片IPQC巡检记录 √
表》
反馈技术部 生产调机
标识
烘烤温度
冷却温度
烘烤时间
真空度 换气频率
标识
冷却温度
审核:
手工检测是否虚焊 参照工艺标准
≤35mm的7个有效点 >35mm的7-9个有效点
80±5℃
8h
-0.08mpa±0.005mpa 1次/1h
参照此工序SOP ≤45℃ 40±5℃
不烘烤,真空箱结存
-0.08mpa±0.005mpa 1次/1h
5
7
291
铝带/高温胶纸 镍带/高温 胶纸
负极 裁大片
极片长度 极片间隙尺
寸 外观
QC工程图(品质保证体系图)

100﹪原材料,名称,数量确认 叉车 材料100%原材料; 干燥条件:120℃/4~6H 金型温度,成型条件 成型机:25T
目视
资材课 成形课
仓库 生产车间 生产车间 生产车间
物料申请单
1-2
1Hale Waihona Puke 3 2目视 温度计成形课 成形课
成型条件表 成型条件表, 成型日报表, 点检记录表
首件检验指导书 产品检查指导书
5 6
捆包 搬运
胶箱等包材 叉车 1.外观、包装确认检查 2.叉车
成形课 成形课
7
入库
8
☆
出货检查
1.外观检查: 1.品检 课 AQL0.1 目视 2.包装:捆包 2.资材 课 仕样书 1.外观: 1.寸法/结构/外观:同《产品检 AQL0.1 测量用工具 OQC 查标准书》内容; 2.寸法/核对 /目视 2.包装确认:参照捆包仕样书 样办: N>1啤/LOT 出荷捆包,现品票, 数量,包装方式 目视 全数 资材课
货仓
产品检查标准书 捆包仕样书 成形入库抽查表
部品出货检查基准书
生产车间 测定室
产品检查标准书 捆包仕样书 出货检查成绩表 出货明细表, 出货检查成绩表, 材料证明书, 成型条件表
9 备 注
▽
出荷
货仓
◇表示入库 ▽表示出库
□表示运输 ○表示加工过程
☆表示检查过程
TOUSOU/WI-品管-28/AO
N=1啤
IPQC
生产车间 测定室
标准样品 限度样品 部品成形首检表
4
☆ ○ □ ☆ ◇
过程检查
1.外观: N>3啤/2H 外观/寸法 目视/ 2.寸法/核对样 (同《产品检查标准书》内容) 测量用工具 办: N>1啤/4H
QC工程图模版
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片 每100片抽检10片
全检 每100片抽检20片
巡线记录日报表 生产异常单 FQA检验报表 8D单
按检验和试验状态控 制文件/不合格控制程
序 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书,包装
作业指书
BOM表,出货标准
每100片抽检10片
温度测试记录表单 巡线记录日报表
生产异常单
按检验和试验状态控 制文件/不合格控制程
序
BOM表,外观标准 作业指导书
每100片抽检10片 每100片抽检10片
测试不良记录表单 巡线记录日报表
按检验和试验状态控 制文件/不合格控制程 按检验和试验状态控 制文件/不合格控制程
BOM表,外观标准 作业指导书
温度,外观 胶量,外观
外观 温度,外观 胶量,外观 温度,外观
外观 外观
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件
IPQC
岗位工艺文件 岗位工艺文件
IPQC QC
16 包装 17 质检
封箱机 NA
目测
外观,重量
岗位工艺文件
目测 测试,外观,数量 质量检验文件
QC工程图格式
IQC受入检查记录 表 原材料进料检查 报告
品质部
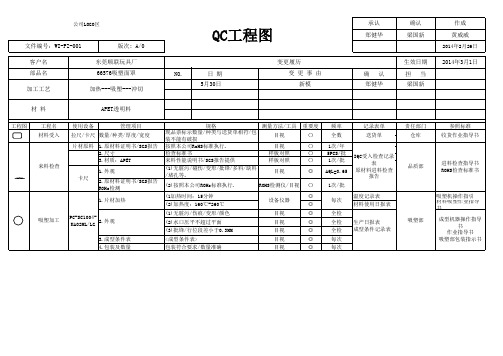
吸塑加工
作成 黄威威
2014年2月26日
2014年3月1日
参照标准 收货作业指导书
进料检查指导书 ROHS检查标准书
吸塑机操作指引 材料吸塑作业指导书 成型机器操作指导 书 作业指导书 吸塑部包装指示书
变更履历 NO. 日 期 5月30日 变 更 事 由 新模 确 认
生效日期 担 当
郑健华
梁国新
拉尺/卡尺 数量/种类/厚度/宽度 片材原料 1.原材料证明书/SGS报告 2.尺寸 3.材质:APET
来料检查 卡尺
1.外观 2.原材料证明书/SGS报告 ROHs检测 1.片材加热 PC-SC1004KA02ML/LG 2.外观
公司LOGO区
承认
确认 梁国新
QC工程图
文件编号:WI-PZ-001 客户名 部品名 加工工艺 材 料
工程图 工程名 材料受入莞顺联玩具厂 66576吸塑面罩 加热---吸塑---冲切 APET透明料
管理项目 规格 现品票标示数量/种类与送货单相符/包 装不能有破损 按照本公司RoHS标准执行. 检查标准书 来料性能说明书/SGS报告提供 (1)无脏污/碰伤/变形/批锋/多料/缺料 /堵孔等。 (2)按照本公司ROHs标准执行. (1加热时间:15分钟 (2)加热度:160℃-260℃ (1)无脏污/伤痕/变形/颜色 (2)水口压平不超过平面 (3)批锋/行位段差小于0.3MM 3.成型条件表 4.包装及数量 <成型条件表> 包装符合要求/数量准确 测量方法/工具 目视 目视 样板对照 样板对照 目视 ROHS检测仪/目视 设备仪器 目视 目视 目视 目视 目视 重要度 〇 〇 〇 〇 ◎ 〇 ◎ ◎ ◎ ◎ ◎ ◎ ◎ 频率 全数 1次/年 5PCS/批 1次/批 AQL=0.65 1次/批 每次 全检 全检 全检 每次 每次 生产日报表 成型条件记录表 吸塑部 温度记录表 材料使用日报表 记录表单 送货单 责任部门 仓库