英国泰勒Duo粗糙度仪中英文操作指南
粗糙度仪用户使用手册

粗糙度仪用户使用手册介绍粗糙度仪用户使用手册的目的和重要性,以及该手册提供的基本信息和指导。
粗糙度仪是一种用于测量表面粗糙度的仪器。
它通过评估表面上的不规则性来确定材料的粗糙程度。
以下是对粗糙度仪的定义、功能和常见应用领域的解释:定义粗糙度仪是一种用于测量表面粗糙度的设备,能够提供有关表面质量和均匀程度的详细信息。
它通常使用一种称为平均粗糙度指数(Ra)的度量标准来表示表面的平均粗糙度。
功能粗糙度仪的主要功能是测量材料表面的粗糙度,并提供定量和定性数据以描述这种粗糙度。
它通过运用传感器和针尖来检测表面上的微小差异,并根据测量结果生成相应的数据报告。
常见应用领域粗糙度仪在许多不同的领域中都有广泛的应用。
以下是一些常见的应用领域:制造业:粗糙度仪可以用于衡量加工过程中的表面质量,并确保产品符合规范要求。
质量控制:粗糙度仪可以用于检测产品表面的不良情况,从而确保产品质量稳定。
环境科学:粗糙度仪可以用于研究土壤、岩石和其他自然表面的粗糙度,以了解地表和环境的特征。
建筑工程:粗糙度仪可以用于评估建筑表面的质量,例如墙壁、地板和铺设材料。
以上是对粗糙度仪的基本介绍和常见应用的解释。
使用粗糙度仪之前,请确保在用户使用手册中找到相应的操作说明和安全注意事项。
在使用粗糙度仪之前,需要进行以下准备工作:电源连接:确保粗糙度仪已正确连接到电源。
使用适配器将粗糙度仪插入电源插座,并确保电源线没有受损或过度拉伸。
设备校准:在开始使用粗糙度仪之前,必须对设备进行校准。
校准过程将确保粗糙度仪能够准确测量样品的粗糙度。
请参考粗糙度仪的用户手册,按照其中的说明进行校准。
样品准备:在开始测量之前,确保样品已被适当准备好。
清洁样品表面,清除表面上的杂质或污渍。
确保样品处于稳定的位置,并避免外界干扰,以确保测量结果的准确性。
完成以上准备工作后,你就可以开始使用粗糙度仪进行测量了。
请遵循粗糙度仪的使用说明,以获得准确的测量结果。
本手册提供使用粗糙度仪的具体步骤和注意事项,包括仪器的使用方法、参数设置、数据读取和解读等。
粗糙度仪的操作
1
2
4
3
校正片的公秤值为2.970um 校正测量结果:20970+/-0.005 um
粗糙度测量仪的使用
4 部品测量 4-1 设定测量条件
STEP1
单击电脑上方的测量条件或双击电脑菜单左下方或者双击页 面左下方测量条件处跳出测量条件
粗糙度测量仪的使用
STEP2
设定测量条件数据 基准长度=评价长度÷区间数 评价长度:为图纸指定需要测试范围的长度 区间数:一般为5最小不可以小于2
2 打开软件 电脑主页面上双击surfpak 软件
粗糙度测量仪的使用
3 校正测量 3-1 校正片放于测量平台进行仪器校正
校正片
摇杆控制方向器
校正片放于测定台面上,通过选择X,Y,Z, (红灯显示)来控制摇杆上下左右方向,设 定测定头测量位置
粗糙度测量仪的使用
3-2点击电脑界面测量菜单,下拉检测器校正测量 STEP
粗糙度测量仪的使用
4-2 参数的设定 STEP3
电脑上方单击设置 ,下拉设置参数条件
粗糙度测量仪的使用
STEP4
选择评价条件下的参数方框并选择Ra,Ramax,Rz,Ry栏里打勾确定 单击自动开始运行开始检测
粗糙度测量仪的使用
STEP5
得出的结果即部品表面粗糙度的实测值
粗糙度测量仪的使用
5 关机
粗糙度测量仪的使用
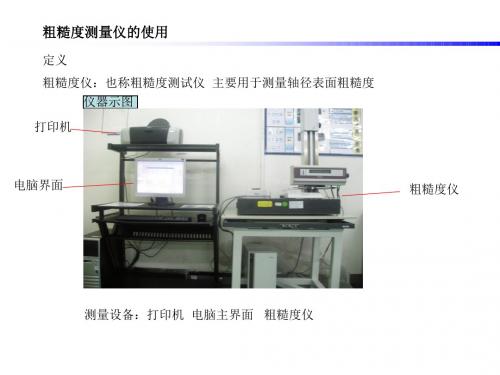
定义 粗糙度仪:也称粗糙度测试仪 主要用于测量轴径表面粗糙度
仪器示图 印机
电脑界面
粗糙度仪
测量设备:打印机 电脑主界面 粗糙度仪
粗糙度测量仪的使用
测量流程 (日常操作) 1 开机 2 打开软件 3 校正测量 4 部品测量 5关机
粗糙度测量仪的使用
粗糙度仪操作过程
粗糙度仪操作过程一、准备1、准备好待测产品和仪器,待测产品要求表面清洁无脏污,仪器表面无灰尘及异物;2、粗糙度仪放置在花岗岩平台上并保持水平位置;3、检测粗糙度仪器探头,要求探头无损伤,表面无异物。
二、操作1、插上电源,打开粗糙度仪开关;2、将校准片放置在倾斜工作台的V槽内,调整高度,保证传感器导头及测针与被测面接触良好,点击“样板测量”,传感器在样板表面滑行,样板的粗糙度波形及测量值显示在“实测Ra值”提示框中;观察被测波形,如果与所提供的样板相符合,则在“样板Ra”提示框中输入样板值,选择“校准确认”,则仪器的偏差会自动校准,如果被测波形与之不相符,则检查传感器安装是否正确。
(标准传感器用玻璃样板校准,曲面传感器用金属样板校准)3、测量分三种情况:基本测量,高级测量,曲面测量。
对于测量轨迹为直线的试件用基本测量档或高级测量档,对标准传感器来说,只能用基本测量档。
高级测量档与基本测量档的区别在于,高级测量档显示的参数比基本测量档的多,但在常规测量中,不推荐使用高级测量。
4、具体步奏:(1)将零件放置在倾斜工作台的V槽内,调低传感器与零件测量面平行且保证传感器导头及测针与被测面接触良好;(2)根据检测要求,选择截止波长和评定长度;(3)点击“测量开始”,仪器自动进行一次测量;(4)测量完毕,零件表面的粗糙度波形粗糙值显示在相应的提示框中;(5)测量结果(包括零件名称、测量人、测量日期、截止波长、测量长度、测量结果等)自动保存到当前测量日历时间。
三、结束1、关闭仪器电源,取出检测部分;2、收拾好实验品,摆放好仪器。
备注:1、Ra:轮廓算数平均偏差,在取样长度内轮廓偏距的算术平均值。
2、Rz:轮廓不平度十点高度,在取样长度内5各最大的轮廓峰值的平均值与5个最大的轮廓谷深的平均值之和。
3、Ry:轮廓最大高度,在取样长度内轮廓峰顶线和轮廓谷底线之间的距离。
4、λc:取样长度,0.25、0.8、2.5mm(实验中平面取2.5mm),评定长度1-5λc(实验中取4-5λc)5、tp:轮廓支承长度率:在取样长度内,一平行于中线与轮廓相截所得到的各线段截线长度之和bp与取样长度l之比。
2020年粗糙度仪操作规范翻译精品版
11 先决条件1.1 目的和指导书目标本操作指导书描述了根据ISO 4287、GB/T 3505-2000标准检测要求,进行产品表面粗糙度检测的操作步骤。
1.2 总则1.2.1 粗糙度仪的环境湿度范围40%〜60%。
1.2.2 粗糙度仪所处测量室温度要求10℃〜40℃范围内进行。
1.2.3 检测时工件应该保证稳妥可靠的固定于检测夹具上,如果松动则肯定影响测量结果1.2.4 每天工作开始前及结束以后,请用无水酒精清洁仪器的工作台面及测针。
1.2.5 零件在测量前必须清洗干净,无毛刺、外观无明显缺陷、无锈蚀情况。
1.2.7 出现以下情况时检测结果视为无效,应重新复检,以重新复检后的结果为最终结果。
A 检测过程中,测针缺失或松动。
B 工件需要检测的位置存在明显的铸造缺陷如气孔、黑斑等。
1.2.8 粗糙度仪每年应至少进行一次校准。
1.3工作指示启动(引发事件)控制计划中的时间节点,涉及粗糙度性能的产品检查,都可以引发本工作指示的启动。
至少应该按产品工程规范描述的频率对相应产品进行粗糙度性能的检测。
2 受本文件影响的行为和机构工厂QEHS3 术语及符号说明3.1术语3.2符号说明4.工作指示 4.1 检测设备图1-1 霍梅尔粗糙度仪大理石工作台打印机图1-2 轴类检测用夹具 图1-3 盘类检测用夹具4.2控件面板及说明1Waveline 20驱动器1、测针保护罩(Stylus protection ) 保护粗糙度测针意外损伤。
2、测针驱动器(Traverse unit ) 驱动粗糙度测针产生直线运动,采集测量数据。
3、测针角度调节旋钮(Tilt angle adjustment ) 此旋钮可以手动调节测针与水平方向的角度位置。
4、驱动器安装螺母(fixing screw ) 通过此两个螺母,可以把驱动器稳定、可靠的安装在Z 轴立柱上。
5、Z 轴锁紧螺母(fixing screw of z axis )当驱动器通过调节螺母调整到适当的高度位置即用此锁紧螺母来锁定驱动器的位置。
粗糙度仪的保养及使用是怎样的及操作规程
粗糙度仪的保养及使用是怎样的及操作规程粗糙度仪的保养及使用是怎样的?粗糙度仪是一种精密的无损检测仪,应正确保养,还可以延长其使用寿命呢!粗糙度仪的保养方法如下:1、表面粗糙度仪长期间使用(一星期)应校正标准片,及定期检查探针是否有磨损。
2、供应电源为稳压电源,若电压不稳定,须加稳压装置,必需接地线。
3、使用乙醇(或95%以上酒精)和无尘布清洁机器。
4、机器充电时,要注意掌控充电时间一般以10~15小时为宜。
要防止因超长时间的过充电而对电池造成损害。
5、感应头为精密部分应避开撞击,假如被测工件有凹槽或有台阶应阔别,以免弄断探针。
6、表面粗糙度仪避开碰撞、猛烈震动、重尘、潮湿、油污、强磁场等情况。
7、每次测量完毕要适时关掉电源,以保持电池电量,并应适时对电池进行充电。
8、表面粗糙度仪的标准片为精密校正片,不能用酒精及其它清洗液清洁,如有脏物吹风泵吹掉即可。
表面粗糙度测量仪属于精密型无损检测仪器,需要专人依照操作规程当心使用。
(1)严格避开碰撞、猛烈振动、重尘、潮湿、油污、强磁等。
(2)传感器用后请适时放入盒内保存。
(3)电池电压不足时应适时充电。
工作的同时允许插入电源适配器,但如测试Ra值较低的样块时将会影响测试精度。
假如充电数小时后,电压仍旧不足或充分后使用很短时间又发觉电压不足,则需更换电池。
a. 拧下电池仓盖上的两个螺钉,取下电池仓盖。
b. 取出电池组,拔下联接插头,快速换上备用电池组(选件)。
c. 将电池组放回电池仓,盖上电池仓盖,拧好螺钉。
※注意:更换电池时,会造成机内存储数据的丢失,所以应先将紧要的测量数据打印或记录下来。
(4)因传感器为特别精密的部件,拆装操作不慎会遭到损坏,故建议在测量中集中使用,尽量削减拆装次数。
(5)当测量误差超出±10%的范围,并且用户确认误差原因不是由于人为因素所导致.(如操作不当或测量方法错误)时,可接受本机特设的软件校准功能。
校准值是一个百分数,表示校准后测量结果相.对于未校按时增大(或削减)的百分比。
泰勒圆度仪说明书

相对与工件底部或选择的基准的高度。
全跳动
一系列测量所获得的最大跳动值。
什么是谐波分析
在圆形轮廓上谐波可以考虑为统一的波(正弦波)叠加在工件表面上。事实上,任意 圆度图形可由一系列正弦波叠加组成,举列如下:
A-一次谐波(偏心) B-二次谐波(椭圆) C-五次谐波 下面例子中的图形由3次谐波、7次谐波和50次谐波组成。
A=测量数据 B=圆柱轴线
最大内切参考圆柱(MICY)
对选定参于定义圆柱轴线的每个被测数据的选定数据点进行处理,拟合一个圆柱, 使其直径最大并使所有被测数据都在此圆柱之外。
A=测量数据 B=圆柱轴线
1–8
最小外接参考圆柱(MCCY)
对选定参于定义圆柱轴线的每个被测数据的选定个数的数据点进行处理,拟合一 个圆柱,使其直径最小并使其包容所有被测数据。
P=最高峰值 V=最低谷值
最小外接参考圆(MCCI)
计算得到的最小外接参考圆是完全将测量数据包容在内的最小圆。
V=圆度
1–2
最大内切参考圆(MICI)
计算得到的最大内切参考圆是完全被测量数据包容在内的最大圆。
P=圆度
倾斜纠正
当测量的圆柱轴线建立后,当它与主轴轴线不平行时,它与主轴轴线在空间某个 方向的倾斜将使测量数据发生椭圆畸变。本选项允许在相对于圆柱轴线进行进一 步计算之前,从单个圆度测量数据中去除该椭圆度。
最小二乘参考圆柱(LSCY)
‘最小二乘参考圆柱’是通过对选定参与轴线计算的每个被测圆的最小二乘圆的圆 心来计算的。 圆柱轴线是通过这些圆心的最小二乘直线。
A=测量数据 B=圆柱轴线 C=最小二乘圆中心
1–7
最小区域参考圆柱(MZCY)
最小区域参考圆柱是通过对选定参于定义圆柱轴线的每个被测圆的选定的数据点 进行处理来计算得到的。 用两个同轴圆柱来拟合被测数据。调解这两个圆柱的直径及方位使其完全包容被 测数据,并且两个圆柱之间的间隔最小。
轮廓仪详细操作方法讲解

第1章:使用者环境设定
管理者:注销
功能状态栏开启 File 点选 Logoff
fghijk
a division of
the best in form and surface measurement
第1章:使用者环境设定
a division of
the best in form and surface measurement
第1章:使用者环境设定
使用者登入 : 窗口开启与配置
fghijk
功能状态栏开启 Form Talysurf 点选 InstrumentToolbar (固定模式)
注意:如果需要,设备工具栏可在任何时候取消选择
a division of
the best in form and surface measurement
第1章:使用者环境设定
fghijk
管理者 - 登入及建立使用者
使用者 - 选择设备及密码设定
管理者 - 注销
使用者-设定工作环境 - 制作工作路径 -设定喜好
使用者设定
a division of
a division of
*注意:使用者名称 是依情况作审慎处理!
the best in form and surface measurement
第1章:使用者环境设定
使用者:选择设备
1.鼠标右键点选使用者 点选 SelectInstrument
fghijk
2.输入设备名称选择设备型式 点选OK
a division of
使用者 : 登入
输入用户名称及密码 点选 Logon登入
粗糙度测试仪操作说明
粗糙度测试仪操作说明
粗糙度测试仪使⽤说明
⼀、操作步骤:
1.打开仪器电源适配器开关,按下仪器启动按钮和计算机主机电源按钮;
2.等待计算机启动好后,打开Vision64软件,此时出现初始化界⾯,同时能听到仪器内部初始化运转声⾳。
待初始化完成后,软件进⼊操作界⾯;
3.在样品托盘上放置样品;
4.点击Open打开相应的测试模块Recipe;
5.在软件界⾯Z轴控制⾯板中进⾏对焦,直到视野中出现⼲涉条纹;
6.根据样品情况选择恰当的放⼤倍率,之后使⽤仪器左侧与前部的样品台倾斜调节旋钮调节视野中条纹数⽬,最终通过Z轴控制⾯板调节保持0级条纹(最亮条纹)处于视野中央;
7.调节光强Intensity,光强应尽可能⼤,但必须保证不使图像最亮区域发红即可,⼀般此处选⽤⾃动光强Auto;
8.根据所测量样品的粗糙程度(纵深)设置适当的扫描速度、回溯扫描⾼度(Backscan)、扫描深度(Length);
9.点击界⾯左上⾓Measurement按钮开始测试;
10.待测试完成后保存原始数据(Save > Save DataSet)或进⾏截图保存;
⼆、注意事项:
1.对焦时应遵循由下⾄上的对焦原则,即事先将镜头置于离样品较近的⾼度,然后向上移动镜头调焦,防⽌物镜在调焦过程中撞击样品⽽损坏;
2.为保证测量的准确性,对焦以及调节倾斜前请确认⽬前测量模块所采⽤的测量模式(VSI或PSI),可辨识条件下Tilt后应保证对应模式视野中条纹的数⽬:VSI模式0-15条,PSI模式<5条。
制订:张智畅 2013.03.02 审核:。
粗糙度仪操作规程
粗糙度仪操作规程
一、开机
依次接通驱动器单元的电源开关、电脑、打印机的电源开关,启动Tims软件。
二、测量
1、根据被测工件,设定相应的测量条件和输出参数。
2、使用预备的水平调整台及测量工件,调整好工件的水平位置,在整个测量范围内移动传感器(或工件),水平计一直为绿色显示。
2、按“测量”按钮、屏幕将实时显示形状,测量结束后,切换到“二维粗糙度分析”画面,同时显示测量结果.
3、对分析画面的测量结果进行保存、打印。
三、关机
依次关闭Tims软件、计算机、打印机电源开关、驱动器电源开关。
四、操作注意事项
1、在向下移动时,必须是测针首先接触物体,否则会把传感器或控制部内部驱动板损坏。
2、紧急情况(如自动测量时,驱动部向下移动时,测针没有首先接触物体)发生,必须使用紧急按钮。
3、为了安全不得不按紧急停机按扭,解除紧急停机恢复开机前,请务必先排除导致紧急停机的原因,并确认设备已处于安全状态。
4、每月至少对机器进行一次校正。
5、使用已磨损或崩损的探针,测量结果会有误差。
因此必须定期对探针进行检查。
6、定时用润滑油和润滑脂对驱动部和立柱润滑。
浙江明泰标准件有限公司
二00六年四月。
泰勒粗糙度仪使用方法
泰勒粗糙度仪使用方法以泰勒粗糙度仪使用方法为标题,写一篇文章。
泰勒粗糙度仪是一种常用的测量表面粗糙度的仪器。
它通过测量物体表面的起伏程度来判断其粗糙程度,并输出相应的数值。
下面将介绍泰勒粗糙度仪的使用方法。
使用泰勒粗糙度仪前需要做好准备工作。
将仪器放置在平稳的工作台上,并确保其与待测物体之间没有干扰物。
同时,确保仪器的电源充足,并根据需要连接相应的电缆。
接下来,打开泰勒粗糙度仪的电源开关,并等待一段时间,使其达到稳定工作状态。
在此过程中,可以通过观察仪器显示屏上的状态指示灯来确认仪器是否正常工作。
在确认仪器正常工作后,可以开始进行测量操作。
首先,将待测物体放置在仪器的测量台上,并调整仪器的位置,使其与物体表面保持平行。
确保仪器与物体表面接触牢固,避免产生误差。
然后,选择适当的测量模式和参数。
泰勒粗糙度仪通常提供多种测量模式,如Ra、Rz等,可以根据实际需求选择合适的模式。
在选择模式后,还需要设置相应的参数,如测量长度、滤波等级等。
设置好测量模式和参数后,可以开始进行测量。
按下开始测量的按钮,仪器将开始自动扫描待测物体表面,并实时显示测量结果。
在测量过程中,可以通过观察仪器显示屏上的数值变化来了解物体表面的粗糙度情况。
测量完成后,可以记录测量结果。
泰勒粗糙度仪通常会提供测量结果的输出方式,可以选择将结果保存在仪器内部存储器中,或通过连接电脑进行数据传输。
根据实际需求选择合适的输出方式,并按照相应的操作步骤进行。
进行仪器的后续处理工作。
根据需要,可以对测量结果进行统计分析、数据处理等操作。
同时,还需要对仪器进行清洁和保养,以确保其长期稳定的工作性能。
泰勒粗糙度仪的使用方法相对简单,但在实际操作中仍需注意一些细节。
例如,在测量过程中要保持仪器与物体表面的稳定接触,避免产生误差。
同时,还需注意仪器的使用环境,避免受到外界因素的干扰。
泰勒粗糙度仪是一种非常实用的测量仪器,可以广泛应用于各种领域。
通过正确使用泰勒粗糙度仪,可以准确快速地测量物体表面的粗糙度,为工程和科研提供有力的支持。
粗糙度仪操作规程

版本变更历史文件审批栏1.0目的为确保公司之仪器的有效操作,避免因操作方法、操作步骤等失误而造成仪器的损坏、或因仪器的维护不到位导致测试结果不精准,而产生产品的误测,特追溯至通用使用规程对本仪器制定正确的操作规则。
2.0范围适用于公司所生产的磨砂材料表面粗糙度测试。
3.0引用文献手持式粗糙度仪使用说明书(随机附)。
4.0仪器概述4.1工作原理测量工件表面粗糙度时,将感应器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而杂相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进行数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,可以存储,也可以在打印机上输出。
4.2仪器主体概述4.4显示屏使用界面5.0操作步骤5.1测量前准备将传感器插入仪器底部的传感器连结套中.提示: 1. 传感器的触针是本仪器的关键零件,应给予高度重视。
2. 在进行传感器装卸的过程中,应特别注意不要碰及触针,以免造成损坏,影响测量。
3.在安装传感器时,应特别注意连接要可靠.5.2测量步骤步骤图片说明1 传感器安装好开始测量时请参照触针位置刻线尺,将光标调整至最佳“0”位。
2 安装可调机脚及传感器护罩.3 将标准件(1.68μm)放置在传感器下,调高机脚,进行校准。
4 按启动键开始测量,传感器在被测表面上滑行,液晶屏的采样符号“----”动态逐级显示,表示当前仪器的传感器正在拾取信号。
当采样符号“----”变为快速变动时,表示采样结束,正在进行滤波及参数计算,测试完毕,本次测试结果显示在液晶屏上。
5校准完毕,本次测试结果显示在液晶屏上。
在测量状态时,除电源键外,按其余键无效。
6 将被测物放置在传感器下,按启动键进行测试,步骤与校准一致。
泰勒霍普森粗糙度仪安全操作及保养规程

泰勒霍普森粗糙度仪安全操作及保养规程1. 引言泰勒霍普森粗糙度仪是一种用于测量物体表面粗糙度的仪器。
为了确保操作人员的安全以及仪器的正常运行,本文档将提供泰勒霍普森粗糙度仪的安全操作规程和保养要点。
2. 安全操作规程2.1 工作环境在使用泰勒霍普森粗糙度仪之前,应确保工作环境符合以下要求:•确保工作台面平整、稳定,以避免仪器摇晃或倾斜。
•工作区域应明亮,确保光线充足,以便于操作人员能够清晰地观察仪器的显示屏。
•避免在潮湿、多尘或有腐蚀性气体的环境中使用粗糙度仪。
2.2 操作须知在操作泰勒霍普森粗糙度仪时,请遵循以下操作须知:•在开始操作前,确保仪器已经连接好电源,并处于待机状态。
•通过触摸屏或按键启动仪器,并等待仪器初始化完成。
•根据待测物体的要求选择适当的测试参数,并进行相应的设定。
•将粗糙度仪的探针轻触测量表面,并保持一定的压力使其与被测物体保持接触,然后进行测量。
2.3 安全注意事项为了确保操作人员的安全,使用泰勒霍普森粗糙度仪时需要注意以下事项:•在操作过程中,避免将手指或其他物体靠近探针部分,以避免发生意外伤害。
•不要强行旋转或扭曲探针,以免损坏仪器。
•在仪器工作时,不得随意拔掉电源线,以免引起电击或其他安全事故。
•在操作过程中,如发现任何异常情况(如异常噪音、异常震动等),应立即停止使用,并联系维修人员进行检修。
3. 保养规程3.1 仪器清洁定期对泰勒霍普森粗糙度仪进行清洁,以确保仪器的正常运行和精度。
•使用柔软的干布擦拭仪器的外壳,注意避免使用化学溶剂或重物刮擦仪器。
•清洁仪器的探针部分时,可以使用棉棒蘸取少量酒精轻擦,但不得使用湿布或浸泡于液体中清洁。
3.2 仪器保养泰勒霍普森粗糙度仪在日常使用中需要进行适当的保养,以延长仪器的使用寿命。
•定期检查仪器的电源线和接线是否良好,如发现破损或松动应及时更换或修复。
•定期对仪器进行标定,确保测量结果的准确性。
•如长时间不使用仪器,应将其存放在干燥、通风的地方,并避免阳光直射。
Surtronic Duo 肤深度测试仪说明书

Surtronic® DuoPortable surface roughness testers2USB Mini chargingThe mini USB port can be used for charging with the included mains charger (or with any standard USB charger).Bluetooth technology Quick, reliable communication between traverse and display/control unit.MeasureT actile measurement button great forchallenging orientationsLi-Poly batteryMost advanced rechargeable battery technology for unrivalled reliability and battery life.Surtronic ® DuoDiamond stylus and piezoelectric pick-upThe hard wearing, robust piezo-electric pick-up stylus withdiamond tip assures very reliable measurement.Profile graphClear detailed graph showingmeasurement area – excellentfor visually identifying defects.Rubberised mouldingEnhanced durability and improvedgrip provides unbeatable protectionin harsh shop floor environments.USB mini charging portCharge from mains or anystandard USB charging port.Simple 3-button navigationInstant access to menu optionsand settings.00262624Tough, fast and reliable handheld roughness testers…Durable roughness testers for shop floor, industrial & inspection room applicationsFast and reliableSimply press the measurement button and in a few seconds a full set of traceable measurement results including a detailed profile graph is displayed. Built to last, by design…Impact resistant rubberised mouldings surrounda recessed,Mylar protected high durability screen making the unit robust enough for even the most demanding industrial environments. InstantOnBy utilising InstantOn technology these instruments are ready to measure in less than 5 seconds from switching on!In situ measurementsMonitor wear and roughness changes in situ during product’s life.E.g.monitoring changes in turbine blade roughness as an early warning sign for defects and efficiency losses.User-friendly, not user-hostile!The Surtronic Duo are as simple and easy-to-use as any ers have the advantage of the intuitive quick access 3-button menu and its crisp 2.4" daylight readable industrial colour LCD screen Bluetooth connectivityThis next generation bluetooth technology boasts super efficient connectivity allowing wireless communication between the display unit and traverse unit.Built for power…Powered by heavy duty reliable Li-Poly technology, the Surtronic Duo operates 24/7 with over 2000measurements from a single charge.45ApplicationsSheet steelT urbinesMillingGrindingAerospaceFlooringT urning HoningGlass and constructionand many more...Technical specification6Surtronic®D uo dimensions7Amplitude parameters* M ost parameters are defined over one sample length,however in practice more than one sample length isassessed (usually five) and the mean calculated. Thisprovides a better statistical estimate of the parameter'smeasured value.8Surface finish fundamentalsThe surface of every component has some form of texture which varies according to its structure and the way it has been manufactured.These surfaces can be broken down into three main categories:Roughness,Waviness and Form.In order to control the manufacturing process or predict a component’s behaviour during use,it is necessary to quantify surface characteristics by using surface texture parameters.Surface texture parameters can be separated into three basic types:Amplitude parameters –Measurement of the vertical characteristics of the surface deviationsSpacing parameters –Measurement of the horizontal characteristics of the surface deviationsHybrid parameters –Combinations of spacing and amplitude parametersSample length – The profile is divided into sample lengths l,which are long enough to include a statistically reliable amount of data.For roughness and waviness analysis,the sample length is equal to the selected cut-off.Cut-off (Lc) – A cut-off is a filter that uses either electronic or mathematical means to remove or reduce unwanted data in order to look at wavelengths in the region of interest.The sample length is also known as the cut-off length. Evaluation length – The length in the direction of the X axis used for assessing the profile under evaluation.The evaluation length may contain one or more sample lengths.For the primary profiles the evaluation length is equal to the sample length.Standards – Where appropriate T aylor Hobson equipment follows procedures as determined in ISO 3274-1996,ISO 4287-1997,ISO 4288-1996, ISO 11 562 and other international standards. All parameters using either Roughness,Waviness or Primary Profiles conform to the following assumptions:T = T ype of profile,either R (Roughness) or W (Waviness) or P (Primary)n = Parameter suffix,e.g.q,t,p,v,etc.N = N umber of measured samplinglengthsWhen a parameter is displayed as Tn (e.g.Rp), then it is assumed that the value has been measured over 5 sampling lengths.If the number of measured sampling lengths is other than 5 sampling lengths,then the parameter shall display this number thus TnN,e.g.Rp2.Max rule – If a parameter also displays max (e.g.Rz1max) then the measured value shall not be greater than the specified tolerance value.If max is not displayed (e.g.Rp) then 16% of the measured values are allowed to be greater than the specified tolerance value.See ISO 4288-1996 for more details of the Max and 16% rules.910Accessories and sparesPortable power bank for charging on the go. Can be charged by USB, 5.81 μm (229 μin)Magnetic base*Lightweight compact base specially designed to allow for measurements in multiple orientations including upside down on metallic B chargerHard transport case**N ot supplied as standard with Surtronic Duo All accessories listed above are available for order. Please contact your local T aylor Hobson representative for additional or special requirements.11Surtronic ® product rangeSurtronic ® S100-series offers high speed roughness with a largedisplay and simple menu structure. Battery powered and offering total portability with a built-in memory for up to 100 readings.• U nique stylus lift for total flexibility • L ong traverse length & extended pick-up reach •Powerful PC software included*Centering attachment is supplied as standard with R-120 / R -125 models, or available to purchase as an accessory on other models.The Metrology ExpertsEstablished in 1886, Taylor Hobson is the world leader in surface and form metrology anddeveloped the first roundness and surface finish measuring instruments.Service departmentEmail: taylor-hobson.service @ T el: +44 (0) 116 246 2900• P reventative maintenance – protect your metrology investment with an AMECare support agreement.Sales departmentEmail: taylor-hobson.sales @ T el: +44 (0) 116 276 3771•D esign engineering – special purpose, dedicated metrology systems for demanding applications.•P recision manufacturing – contract machining services for high precision applications and industries.Centre of Excellence departmentEmail: t aylor-hobson.cofe @T el: +44(0) 116 276 3779• I nspection services – measurement of your productionparts by skilled technicians using industry leading instruments in accord with ISO standards.• M etrology training – practical, hands-on training courses for roundness and surface finish conducted by experienced metrologists.•O perator training – on-site instruction will lead to greater proficiency and higher productivity.• U KAS calibration and testing – certification for artifacts or instruments in our laboratory or at customer’s site.2624aylor Hobson China************************************T aylor Hobson SingaporeAMETEK singapore,No. 05-12 T echpoint,0026© T aylor Hobson Ltd. 2018。
泰勒圆度仪说明书
谐波的定义
轮廓图形可以用一傅立叶级数来表示。傅立叶定理表明任何周期的波形都可以用 各正弦波分量之和表示。圆度轮廓谐波定义为每周的波动数。
偏心度
E 偏心值是所选基准轴(点)到所分析参考圆中心的距离。
偏心角为主轴零度位置与参考圆中心和基准轴连线之间的夹角。
A=基准点 B=数据中心 E=偏心值 θ=偏心角(上图为 315˚)
1–3
角度
偏心角为主轴零度位置与参考圆中心和基准轴连线之间的夹角。
A=最小二乘中心 B=最小二乘参考圆 C=角度 θ E=偏心 D=回转中心
1–11
计算谐波
计算谐波 对于类似上面例子中的圆形轮廓,计算谐波数和测量谐波的幅值相对比较容易。 但是,对于由超过1次或两次谐波组成的轮廓,一般都由10到12种谐波组成,此时 计算机是非常必须的。 Talyrond圆度仪计算谐波采用了“快速傅立叶变换”算法。该算法将图形分离成一 系列要素波前并计算每一个谐波的幅值和位相角。屏幕上用直方图或表格形式显 示。位相角是指相当于主轴0度位置的角度。 结果 下图所示的工件有8个均匀分布的槽。如果我们在X-X截面测量,典型的谐波图形 如下图所示。
测量数据点距参考圆的最大值。峰值位置用角度显 示。仅适用LS参考圆。
8.3
测量数据点距参考圆的最小值。谷值位置用角度显
示。仅适用LS参考圆。
TH定义 TH定义 ISO 1101 ISO 1101 TH定义
表面粗糙度仪操作指南

一、概述OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。
该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。
测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。
适用于车间检定站、实验室、计量室等环境的检测。
1.1 主要特点●机电一体化设计,体积小,重量轻,使用方便;●采用 DSP 芯片进行控制和数据处理,速度快,功耗低;●大量程,多参数 Ra,Rz,Rq,Rt。
●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数;●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角;●显示信息丰富、直观、可显示全部参数及图形;●兼容 ISO、DIN、ANSI、JIS 多个国家标准;●内置锂离子充电电池及充电控制电路,容量高、无记忆效应;●有剩余电量指示图标,提示用户及时充电;●可显示充电过程指示,操作者可随时了解充电程度●连续工作时间大于 20 小时●超大容量数据存储,可存储 100 组原始数据及波形。
●实时时钟设置及显示,方便数据记录及存储。
●具有自动休眠、自动关机等节电功能●可靠防电机走死电路及软件设计- 1 -●显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息;●全金属壳体设计,坚固、小巧、便携、可靠性高。
●中/英文语言选择;●可连接电脑和打印机;●可打印全部参数或打印用户设定的任意参数。
●可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。
1.2 测量原理本仪器在测量工件表面粗糙度时,先将传感器搭放在工件被测表面上,然后启动仪器进行测量,由仪器内部的精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度会引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片对采集的数据进行数字滤波和参数计算,测量结果在显示器上给出,也可在打印机上输出,还可以与PC 机进行通讯。
(整理)多功能粗糙度轮廓仪使用说明
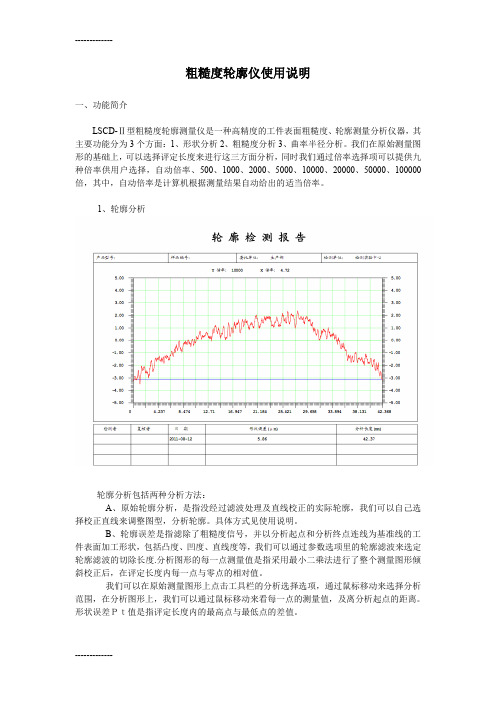
粗糙度轮廓仪使用说明一、功能简介LSCD-Ⅱ型粗糙度轮廓测量仪是一种高精度的工件表面粗糙度、轮廓测量分析仪器,其主要功能分为3个方面:1、形状分析2、粗糙度分析3、曲率半径分析。
我们在原始测量图形的基础上,可以选择评定长度来进行这三方面分析,同时我们通过倍率选择项可以提供九种倍率供用户选择,自动倍率、500、1000、2000、5000、10000、20000、50000、100000倍,其中,自动倍率是计算机根据测量结果自动给出的适当倍率。
1、轮廓分析轮廓分析包括两种分析方法:A、原始轮廓分析,是指没经过滤波处理及直线校正的实际轮廓,我们可以自己选择校正直线来调整图型,分析轮廓。
具体方式见使用说明。
B、轮廓误差是指滤除了粗糙度信号,并以分析起点和分析终点连线为基准线的工件表面加工形状,包括凸度、凹度、直线度等,我们可以通过参数选项里的轮廓滤波来选定轮廓滤波的切除长度.分析图形的每一点测量值是指采用最小二乘法进行了整个测量图形倾斜校正后,在评定长度内每一点与零点的相对值。
我们可以在原始测量图形上点击工具栏的分析选择选项,通过鼠标移动来选择分析范围,在分析图形上,我们可以通过鼠标移动来看每一点的测量值,及离分析起点的距离。
形状误差Pt值是指评定长度内的最高点与最低点的差值。
2、粗糙度分析粗糙度分析是用来分析选定范围内的粗糙度值的,共有5种取样长度可供选择,即0.08mm\0.25mm\0.8mm\2.5mm\8mm\25mm,一般情况下,当粗糙度Ra≥0.008~0.02um时,取样长度L取0.08mm,当Ra>0.02~0.1um时,取样长度L取0.25mm,当Ra>0.1~2.0um时,取样长度L取0.8mm,当Ra>2.0~10.0um时,取样长度L取2.5mm,当Ra>10.0~80.0um时,取样长度L取8.0mm,一般情况下是选5段取样长度作为评定长度,我们这里可以由用户自己选定评定长度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Operator’s Leaflet K505-54
Issue 1.1 January 2002Leicester, England
Manufacturer’s Name: Taylor Hobson Limited
Manufacturer’s Address: 2 New Star Road, Leicester, England, LE4 9JQ It is declared that the product: Surtronic Duo Conforms to all applicable requirements of BS EN 50081-1:1992, BS EN 50082-1:1998 and BS EN 61010:2001.
The above product complies with the requirements of the EMC Directive 89/336/EEC as amended.The above product complies with the requirements of the EMC Directive 73/23/EEC as amended.
Traverse Unit 偅
Control Unit
Parameter Selector 䗝
Mode selector 䗝
Start buttons 䪂
Stylus On button 䬂
IrDA windows 㑶 に
Marketing CHINA:TEL:86 (010) 82951585 82946733 FAX:86 010 ********
C
b
l
identical,
whether the system is in Connected or
Remote modes,
Position the
Traverse Unit on
the surface to be
measured. On the
Control Unit press
the Select
parameter button o select the parameter that is
required to be displayed upon completion of
measurement. Using the Select mode button
select either metric or imperial units as required.
To begin the
measurement press
either of the Start
buttons. The
‘measurement in
progress’ display is
as shown.
The measured
parameter is
displayed as shown.
If there is an error
the appropriate
error code is
displayed, see Error Codes.1)将驱动单元放置在
工件上,使测针接触被测表面
2)按模式选择键指示至um;
3)按开始键,仪器将执行测量
4)按参数选择键依次查看各参数结果
All parameters (not just the selected
parameter) are transmitted to the Control Unit
at the same time and temporarily stored. The
stored results may then be stepped through
using the select buttons.
lk。