加工中心全部的报警说明
加工中心报警列表

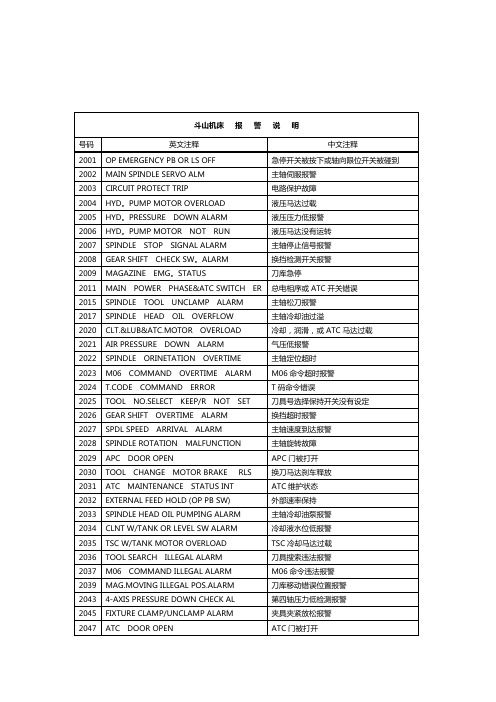
加工中心报警列表文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]加工中心报警说明2020冷却润滑ATC马达报2021气压低报警2022主轴定位报警2023M6命令超时报警2024T码命令错误2025刀具选择开关未设2026换挡超时报警2027主轴速度到达报警2028主轴旋转故障2029APC门被打开2030换刀马达刹车释放2031ATC维护状态2032外部速度保持2033主轴冷却油泵报警2034冷却液水位低报警2035TSC冷却马达过载2036刀具搜索违法报警2037M06命令报警2039刀库移动错误报警2043第四轴压力低报警2045夹具夹紧放松报警2047ATC门被打开2048操作门被打开2050润滑油压低报警2051油温冷却器报警2052冷却过滤器转换保2053冷却液压力低报警2054刀具寿命结束报警2060主轴夹紧报警2064刀库等待刀具报警2065换刀臂位置检查保2066必须指定一个刀号2068ATC门开关报警2074ATC超时报警2075ATC旋转超时报警2077第四轴夹紧放松保2079刀库同步故障2080ATC互锁报警2081ATC刀库门开报警2082刀库刀杯出来保警2083ATC维护状态2084APC安装站门开2085热补偿错误2087挡位丢失2088刀具破损2089刀具磨损检测2090工作台放松中2098排销机报警2101必须返回原点2102夹具放松循环启动2103ATC必须循环一次2104主轴刀号为0 2105ATC手动模式2106APC手动模式2107进给选择开关为0 2108自动电源关准备中2109机床锁定中2110辅助机能2111APC设定按2112手动轴移动互锁2113切销模式主轴停2114复位命令报警。
哈斯加工中心报警列表

圆盘传动装置或刀臂被启动,而且以下的不正确条件中有一个或多个条件存在:
刀具圆盘传动装置已在运动中,已检测到1号刀具标记,但朝向芯轴的当前护套不在护套1的位置,或者当前护套是在护套1的位置但没有检测到刀具1标记。
变换器臂正从原始位置向CLAMP(夹紧)位置移动并已滑过MOTOR STOP(电动机停止)点或无法抵达CLAMP(夹紧)点。
变换器臂正从CLAMP(夹紧)位置向UNCLAMP(松开)位置移动并已滑过MOTOR STOP(电动机停止)点或无法抵达UNCLAMP(松开)点(与夹紧点为同一物理点)。
变换器臂正移回ORIGIN(原始)点并已滑过MOTOR STOP(电动机停止)点或无法抵达ORIGIN(原始)点。
海天加工中心报警吗

海天报警吗1000:气压低1001:主轴换挡异常1002:主轴报警1003:刀库报警1004:松刀。
锁刀开关异常报警1005:恒温油箱报警1006:自动换刀异常1007:机械手异常报警1008:换刀位刀套开关异常1009:换挡错误1010:刀库操作错误1011:刀库电机不能旋转1012:换刀臂电机不能旋转1013:刀库的停止位置不对1014:换刀点错误1015:换刀臂位置错误1024:刀夹开关异常1025第4轴松刀检测开关异常1026:第4轴互锁1027:机床过载1031:ZF油箱缺油报警1028:A代码指令错误1029:A轴运行错误1030:A轴检测开关全部为[ON]1033:4TH轴开关异常2000:门联锁2001:润滑报警2002:刀具没有找到2003:操作方式错误2004:没有回零2007:主轴中心冷却异常2009:无效的M代码2010:不能指令T代码2011:不能指令B代码2013:操作错误12014:操作错误22015:板式滤油器异常2017冷却异常复位解除2019平衡压力报警2020:水枪泵水箱夜位低2021:润滑压力报警2022:A轴需要返回参考点2023:冷却箱夜位低2024:ZF油箱缺油2025:ZF箱油液位低2026:液压站压力低2027:液压站液位低2028:X轴齿轮润滑需要加油2106:单步换刀2107:断电前,主轴是刀具松刀状态2018:刀库回零完成2100:下一步:输入M262101:下一步:输入M102102:下一步:输入M272103:下一步:输入M112104:下一步:输入M252105: 下一步:输入M21。
加工中心全部的报警说明

2007/2/1Page:1/2007/2/12 MITSUBISHI刀臂式机器警报讯息Page:2/52007/2/1Page:3/FANUC0i-TC 车床警报讯息说明2007/2/12 FANUCOi-TC车床警报讯息说明page^ 警报说明:FANUC0i-TC 车床警报讯息说明2007/2/12 Page:5/5警报说明:FANUCLH警报讯息说明2008/01/17卧式原点校正卧式ATCPMMGEARPARAMETER 设定PMM 参数P105=0,P179=36000,P141=36000P106=?EXAMPLE:刀库总刀数P68=40,60刀库齿轮转一圈刀库位移十(九)把刀,BT50每位移一把刀,马达所需转速,速比1:120(1:108)位移一把120/10=12(108/9=12), P106=(刀库总刀数40)X12(位移一把=12)=480(刀库总刀数60)X12=720 BT40每位移一把刀,马达所需转速,速比1:90位移一把90/9=10, P106=(刀库总刀数60)X10(位移一把=10)=600若P106 值太大则P179=360000,P141=360000(PMM417Alarm),刀库总刀数P68=60,P31=-111P11#0=1APC,P12#1=0Automaticparametersett in g,P125=Motortype272P40=100x10,P41=80x10,P43=200x10(刀库总刀数=60)P1#4=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000(刀库总刀数=40)P1#4=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.开机1077MAGMOTORALARM1078MAGBATTERYALARMPMM->MSG000319350用手轮移动一个以上刀套(P9989#1=1PMM,MPGFUN.)MAG-KEY 在Manual 位置关机再开目前用此方式K13.2=1JOGMode,X5.2=1(MAGKey=manual), 用X5.3(MAGCW)X5.4(MAGCCW) 移动一个以上刀套MAG-KEY 在Manual 位置关机再开用JOG 移动校正OK(JOG 速度P41=5~10)PMMPARAMETER->11#0 设1关机再开K13.2=0 正常MAGJOGOnepitch 移动每位移一把刀,马达所需转速,BT40 速比1:100位移一把100/10=10 (刀库总刀数60)X10=600->P106 值=100P105 值=0,P179 值=3600003.ALARM1078 消失用手轮移动校正OKPMMPARAMETER->11#0 设1关机再开4.ALARM1077 消失K13.0=05.PMM950alarmDC24V 由ON/OFFRELAY 控制AC220V 由K1A 控制1. A.Function=2Data=1Y72=33Mode=AutoY70=001Start=ST(T-code)B.Function=2Data=4Y72=36Mode=JogY70=101Start=+x,-x(Jogonepitch)K2.1=0 押Mag.CW-keyRun, 放开Mag.CW-keyMag.Stopin-correctPOS.( 连续运转)K2.1=1 押Mag.CW-keyRun, 放开Mag.CW-keyMag.Stopin-nocorrectPOS.(onepitchstepbystep)C.Function=4Data=1Y72=65Mode=JogY70=101Start=STK13.2=1,K15.4=1JogMag.key-inManual, 押主轴停止键1sec後放开Mag.Returnto1POS.D2=1D.Function=4Data=15Y72=79Mode=JogY70=101Start=STK13.2=1,K15.5=1JogMag.key-inManual,押主轴停止键1sec後放开Mag.PMM000alarmP11#0=1 settingHOMEOK E.Function=0Data=0xxxxY72=0Mode=JogY70=101Start=+x,-xK13.2=1 押Mag.CW-keyRun, 押W-keyStop 错误修正K13.2=1 押Mag.CW-keyRun, 放开Mag.CW-keyMag.Stop (注意D2 不会更动)+XK13.2=1 押W-keyRun, 放开W-keyMag.Stop (注意D2 不会更动)-X用PMM#41=5JOG 移动刀库取代MPGD0=SpindleNO.,D1=WaittoolNO.D2=Mag.currentNO.D3=T-commandcodeNO卧式APC手动找寻O9000 程式号码,且自动跳至自动执行G7.2(ST)=1P6300#4(ESR)=1P3202#6(PSR)=1D100=90D101=00P6071=6(M6ARM 换刀)O9001P6072=100(M100APC 自动更换)O9002 P6073=101(M101APCPA-IN 更换)O9003 P6074=102(M102APCPB-IN 更换)O9004 O9000(APC-MAN.)(D100=90,D101=00) #3003=1G4IF[1013EQ1]GOTO99(MLK)M98P9002N99#3003=0M30O9001(M6-ATC)(P6071=6)#3003=1G4IF[#1008EQ1]GOTO99(TF=SP)IF[#1013EQ1]GOTO99(MLK)#130=#4003#131=#4006G91G30Z0G30X0Y0M6M88(DOORCLOSE)G#130G#131M05(M05取消M03记忆)N99#3003=0M99O9002(M100-APC)(P6072=100) #3001=1G4IF[#1013EQ1]GOTO99(MLK)M71(APCCHECK)#130=#4003#131=#4006G91G30Z0IF[#1011EQ1]GOTO2(ZP4OK)IF[#1012NE1]GOTO1(1=0.001Degree)M41G91G28B0M40GOTO2N1G91G28B0N2M40M72(PALLETUNCLAMP)G4X2.M74(PALLETUP)G4X1.IF[#1009EQ1]GOTO3(PANOWIN)M76(PA->IN)G4X1.GOTO4N3M77(PB->IN)G4X1.N4M75(PALLETDOWN)G4X1.M73(PALLETCLAMP)G#130G#131N99#3003=0M99O9003(M101-PA-in)(P6073=101)#3003=1G4IF[#1013EQ1]GOTO99IF[#1009EQ1]GOTO99M98P9002N99#3003=0M99O9004(M102-PB-in)(P6074=102)#3003=1G4IF[#1013EQ1]GOTO99IF[#1010EQ1]GOTO99M98P9002N99#3003=0M99EXEM100 若停在M74(APC-UP)因APC-UP(X11.2)APC-DOWN(X11.3)同时为1把K11.0=1(解除APC-SOL 自保)K14.0=1(解除APC-NOTREADY)K14.7=1(解除APC-OKENABLE)关电再开使APC 回位OK 後K11.0=0,K14.0=0,K14.7=0X12.1=0 M72APCUNCLAMPX12.1=1 M73APCCLAMPX12.1(接1.2NO)X12.1=0 M72APCUNCLAMPY7.6=1AIRCLEANX11.7(接1.3NO)气密检知K14.1=1X12.1=0 M72APCUNCLAMPY7.6=1AIRCLEANONX11.7=1(有风)X12.1=1 M73APCCLAMPY7.6=0AIRCLEANOFFX11.7=0(无风)若X11.7 没有0->1->0 则AL1048AIRTIGHTALARMK14.0=1(解除APC-NOTREADY)不可设1 否则AL1048AIRTIGHTALARM不会出现X11.7 有风无1 则AL1048AIRTIGHTALARMY7.6=1AIRCLEANONK14.2=1 解除AL1048AIRTIGHTDATABCD,BIN 选择由PMCRPM 设定D0~D1024Bit 可作断电自保COUNTERBCD,BIN 选择由Ladder3 设定卧式位置开关保护K15.2=1 取消位置开关保护3-AXIS 皆入设定范围则保护+X.-X,-Y,-ZG132.0,G134.0,G134.1,G134.2=1 不保护+Y,+ZG132.1,G132.2=0 P6930,P6950=X(0,-700000)P6931,P6951=Y(-500000,-650000)P6932,P6952=Z(-400000,-650000)。
加工中心报警信息表

PLEASE SELECT MAGAZINE AUTO MODE
PER0230
The manual operation mode has been selected on the magazine operation panel when T-code command has been given. Selected the automatic operation mode.
PER0135
An empty pot does not exist even if the spindle tool data is not "0". Check the setting data again.的ATC命令是指定在美国;的工具是不在的主轴或的待机位置
EX0139
ATC CANNOT POERATE WITHOUT TOOL IN SPINDLE OR STANDBY
Number of tools is not properly set in the parameter.
EX0256
MAGAZINE INDEX TIME OVER
PER0256
Magazine indexing cycle time has been over.
EX0296
SERVO ALARM MAGAZINE
EX0035
切断不完全
PER0035
切断还没有完成..
EX0068
互锁释放超时
MER0068
门互锁取消状态已经失效..
EX0069
门互锁超时
MER0069
在定时器中所设定的经过时间之后;就已经接通了门锁紧完成信号..
EX0097
面板I/O报警
加工中心常见报警及解决方法

会存在其他报警因素,请根据该报警内容进行处理
。
T01 0103报警 复位中
关闭复位输入信号。
检查复位开关是否由于故障原因一直停留在打开位置上。
检查PLC程序。
T01 0104报警 进给信号打开
调整进给保持开关。
进给保持开关B接点
检查进给保持信号线是否破损。
检查PLC程序。
T01 0105报警 超过硬件行程极限
若轴端发生超过行程极限,通过手动操作使轴移动。
检查超过行程极限信号线是否破损。
检查超过行程极限开关是否有故障。
T01 0106报警 超过软件行程极限
用手动使轴移动。若不是轴端,则确认参数内容。2013,2014
T01 0107报警 无法运转类型
选择自动运转类型。
,1222BIT3位设定为0,在此情况下准备参数区域的参数可以自由设定;②,R1896
设定为0,1222BIT3位设定为1,此时准备参数中的参数被锁定,不能更改.
〈四〉传输问题
P460纸带输出错误读带机发生报警
检查电缆线焊接是否正确
接头是否有松动
COM1端口
电脑主机插头是否为
机床参数及电脑传输软件参数 否为标准值参考(参考下图)
100
9107
3
9115
0
9108
3
9116
10
8109
0
电脑软件传输速度
19200BIT
电脑端口
COM1
,P462纸带输出错误
检查电缆线焊接是否正确
接头是否有松动
COM1端口
电脑主机插头是否为
机床参数及电脑传输软件参数是否为标准值参考(参考上图)
加工中心常见报警及解决方法

旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题LUB LOW (油量过少)检查润滑油泵的油位检查油位传感器是否正常检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUBLOW)1.2 COOLANT OVERLOAD (切削液马达过载)检查动力线是否有缺 ,检查电源电压是否为额定电压过载保护器的过载系数是否设定过小,正常为马达是否为反转或者有烧毁将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V电源输入(号码管为COOLANT OVERLOAD)AXIS NOT HOME (3轴未归零)在原点复归模式下分别将三轴归零,归完成报警信号即完成零ATC NOT READY 刀库未准备好刀库记数信号未到位,检查COUNTER信号刀杯原位信号错误,检查TOOL CUP UP 信号刀臂持刀点位置不正确,检查121点信号THE CLAMP SIGNAL ERROR (夹刀信号错误)检查夹刀到位信号线是否有异常检查打刀缸夹刀开关是否正常检查I/F诊断中X4的信号是否为1AIR PRESSURE LOW (空气压力低)检查空气压力是否5MP以上检查空气压力输入信号的线路是否有DC24VV电压ATCCOUNTERSINGALERROR (刀库记数信号错误)检查是否为记数信号接再刀库的144点上。
检查DC24电源144点与0V点之间电压是否为24V,确定I/F诊断中的X1E点信号是否正常!THE SP-MOTOR OVERLOAD (主轴马达过载)主轴马达过载,检查回升电阻AL1与AL2间是否为通路检查PLC输入信号是否有24VPLC计时器不能工作参数被锁住将6449BIT0位参数设定为0PLC计数器不能工作参数被锁住将6449BIT1位参数设定为0PLC报警无法显示为用户定义形式参数锁住将6550BIT0位和BIT2位设定为1主轴无法转动(无信号显示)如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
加工中心报警信息表

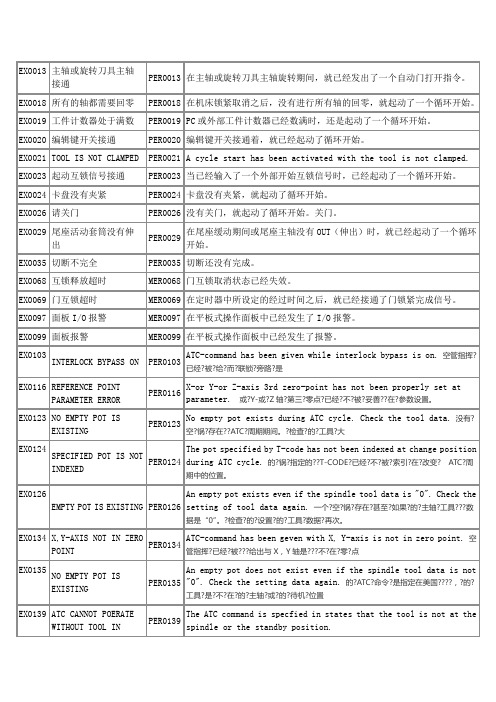
SPECIFIED POT IS NOT INDEXED
PER0124
The pot specified by T-code has not been indexed at change position during ATC cycle.的?锅?指定的??T-CODE?已经?不?被?索引?在?改变? ATC?周期中的位置。
EX0256
MAGAZINE INDEX TIME OVER
PER0256
Magazine indexing cycle time has been over.
EX0296
SERVO ALARM (MAGAZINE)
PER0296
Alarm of servo motor(magazine).
EX0298
EX0013
主轴或旋转刀具主轴接通
PER0013
在主轴或旋转刀具主轴旋转期间,就已经发出了一个自动门打开指令。
EX0018
所有的轴都需要回零
PER0018
在机床锁紧取消之后,没有进行所有轴的回零,就起动了一个循环开始。
EX0019
工件计数器处于满数
PER0019
PC或外部工件计数器已经数满时,还是起动了一个循环开始。
EX0240
EMPTY POT HAS TOOL DATA
PER0240
Tool data is set for the empty pot during ATC cycle. Tool data is not properly set.
EX0243
ERROR
PER0243
Number of tools is not properly set in the parameter.
加工中心常见报警及解决方法

旺磐加工中心的常见报警解决方法序号报警内容V—> PlC报警问题1.1 LUB LOW1.11检查润滑油泵的油位含义(油量过少)解决方法1.12检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2 COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有电源输入(号码管为COOLANT OVERLOAD)24V1.3 AXlS NOT HOME (3 轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER 信号1.34 刀杯原位信号错误,检查TooL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SlGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与OV点之间电压是否为24V,I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BITo位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1 位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
加工中心常见报警及解决方法
旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2 COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺 ,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V 电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
斗山卧式加工中心机床报警一览表
M00:程序停止当机床在自动运转模式(MDI和MEM)时指定M00在执行完包含有M00的单节后自动操作停止当机床用M00停止后,模式选择开关在JOG位置可手动操作机床对再启动循环,将模式开关选择预先的自动运转模式,然后按CYCLE START按钮注:在执行完M00后,主轴停止,可以手动进行卡盘的张开/锁紧而不用变换模式M01:选择停止此指令通过使用“/”使机床临时停止,在每把道具加工时来检查工件,用OPTIONAL STOP 开关(选择停止开关)来选择这种模式M02:程序结束此M码用于卡盘所夹工件的程序的最后一个单节当机床在自动运转时使用此M码,程序在执行完有M02的单节的其他指令后返回到开头,控制复位,自动运转模式结束且机床停止M03:主轴正向旋转(逆时针)M04:主轴反向旋转(顺时针)M05:主轴停止M07:高压COOLANT开M08:COOLANT开M09:COOLANT关M10:接料器1前进M11:接料器1返回M13:刀塔吹气M14:主轴吹气M15:吹气停止M13M14都用M15停止M17:机床锁定开指定机床锁定开此代码只能在MDI模式下指定M18:机床锁定关指定机床锁定关(解除)此代码只能在MDI模式下指定M19:主轴定向主轴停止在固定位置M19 S**:主轴多重定位(ORIENTATION"B")当在同一单节指定M19和S码时,主轴停止位置有S码决定M24:排屑器启动M25: 排屑器停止M30:程序停止并返回(连续运转)用M30指令返回记忆的开头,复位并停止用CYCLE START进行再启动在最后一个单节指定M30M31:互锁跳过(主轴和尾座)此代码用于主轴未锁紧时循环启动和在主轴旋转时尾座顶尖的操作M32:主轴旋转式中心架的锁紧和松开当使用中心架时主轴旋转的互锁跳过代码在主轴是有M66旋转式中心架锁紧(M38或M58)和松开(M39或M59)有效M33:动力头正向旋转M34:动力头反向旋转M35:动力头停止M38:中心架锁紧(右侧)M39:中心架松开(右侧)M40:齿轮换成空挡M41:齿轮换成低挡M42:齿轮换成中档M43:齿轮换成高档M46:同时启动可编程尾座体松开且导引杆前进M47:同时启动可编程尾座体锁紧且导引杆退回M50:棒料进给M52:自动门开M53:自动门关M54:工件计数M61:切换低速(仅用于@P60)当使用@P60主轴时,主轴的输出扭矩和速度范围由于动力线的切换而不同,M61用于低转速rpm(Y型)400-500rpm(18.5KW)M62:切换高档(仅用于@P60)M62用于高速rpm(△型)750-4500rpm(22KW)M63:主轴正向旋转且COOLANT开(AUTO档)M64:主轴反向旋转且COOLANT开(AUTO档)M65:主轴停止且COOLANT关(AUTO档)M66:双重卡盘低压锁紧主卡盘用低压卡紧M67:双重卡盘高压锁紧主卡盘用高压卡紧M68:卡爪锁紧,自动锁紧主卡盘便于棒料进出M69:卡爪松开,自动放松主卡盘便于棒料进出M70:双重尾座低压前进,用低压使尾座前进M74:误差检出开当M74有效时,控制处理下一单节在直线和圆弧插补时单节之间的延迟脉冲,G00定位除外时机床在单节之间移动更平滑不管怎样,工作的棱角可能不会太尖M74为模态代码指令,它在遇到M75之前一直有效M75:误差检出关解除误差检出开的状态当卡机后M75有效直到M74被指令M76:倒角开在螺纹加工循环(G76或G92)之前指定M76 切削螺纹刀具在螺纹终点部分倒角M77:倒角关取消M76状态M78:尾座顶尖前进M79:尾座顶尖返回M80:快速对刀仪手臂下降M81:快速对刀仪手臂收回M82:镜像开M83:镜像关M84:刀塔正向旋转此M码用于设定在自动模式下打开刀塔正向旋转此码为非模态码,用于有T码的单节中M85:刀塔反向旋转M86:扭矩跳跃动作用于移动轴的扭矩跳跃例:G00 B-500.0;M86;G98 G31 P99 V-20.0 F100.0;G01 B-500.0;M87;M87:扭矩跳跃动作取消M88:C轴低压锁紧,只用于有C轴控制的情况M89:C轴高压锁紧,只用于有C轴控制的情况M90:C轴松开M91M92M93M94:外部M码备用M98:子程序调用用于进入子程序M99:子程序结束返回主程序M103:副主轴正向旋转指定副主轴逆时针方向旋转,S码在同一单节或预先指定当副卡盘张开时指定M103码发生顺序报警M104:副主轴反向旋转M105::副主轴停止M110:接料器2前进M111:接料器2 返回M114:副主轴吹气M119:副主轴定位M131:副主轴互锁跳过,副主轴未锁紧时循环启动M163:副主轴正转COOLANT开M164:副主轴反转COOLANT开M165:副主轴停止COOLANT关M168:副主轴卡盘锁紧M169:副主轴卡盘松开M203:正向同步指令主轴和副主轴同时正向旋转主轴和副主轴同步同时正向旋转M204:反向同步指令M205:同步停止主轴和副主轴旋转停止M206:主轴同步指令旋转指令解除指定解除主轴和副主轴的速度控制如果你想要主轴和副主轴不同的转速在S码之前指定M206操作面板主轴超驰在最后选择有效例:M03 S1000;M206;M103 S500;。
加工中心报警信息表

ATC CYCLE TIME OVER PER0158 PER0160
EX0160 ATC NOT IN HOME POSITION
EX0161 ATC ARM NOT IN HOME ATC-command or T-command has been given when ATC is not in PER0161 POSITION home position. EX0165 TOOL CLAMP SIGNAL OFF EX0166 EX0167 PER0165 Tool clamp check signal has been turned off while spindle is rotating. M03. M04 M319. M436. M437 or rigid-tap command has been given while tool is unclamped. ATC-command or T-command has been given while tool is unclamped.
PER0035 切断还没有完成。 MER0068 门互锁取消状态已经失效。 MER0069 在定时器中所设定的经过时间之后,就已经接通了门锁紧完成信 号。
EX0097 面板 I/O 报警 EX0099 面板报警 EX0103
MER0097 在平板式操作面板中已经发生了 I/O 报警。 MER0099 在平板式操作面板中已经发生了报警。 ATC-command has been given while interlock bypass is on. 空
error. EX0230 PLEASE SELECT MAGAZINE AUTO MODE The manual operation mode has been selected on the magazine PER0230 operation panel when T-code command has been given. Selected the automatic operation mode. PER0231 The magazine door has been opened. Close the magazine door. PER0233 Press the cycle start button. T-cycle is started. PER0240 Tool data is set for the empty pot during ATC cycle. Tool data is not properly set.
加工中心常见报警和解决方法

加⼯中⼼常见报警和解决⽅法旺磐加⼯中⼼的常见报警解决⽅法序号报警内容含义解决⽅法<⼀> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输⼊电路是否正常(号码管为DC24V及LUB LOW)1.2 COOLANT OVERLOAD (切削液马达过载)1.21 检查动⼒线是否有缺 ,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过⼩,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V 电源输⼊(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY ⼑库未准备好1.33 ⼑库记数信号未到位,检查COUNTER信号1.34 ⼑杯原位信号错误,检查TOOL CUP UP 信号1.35 ⼑臂持⼑点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹⼑信号错误)1.41 检查夹⼑到位信号线是否有异常1.42 检查打⼑缸夹⼑开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空⽓压⼒低)1.51 检查空⽓压⼒是否5MP以上1.52 检查空⽓压⼒输⼊信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (⼑库记数信号错误)1.61 检查是否为记数信号接再⼑库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输⼊信号是否有24V1.8 PLC计时器不能⼯作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能⼯作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警⽆法显⽰为⽤户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴⽆法转动(⽆信号显⽰)1.111 如果是使⽤⾯板启动主轴正转时,则检查是否是在⼿轮⽅式,然后检查打⼑缸上⾯的紧⼑信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是⽆法转动,则检查报警界⾯是否有伺服报警。
加工中心报警信息表
X,Y-AXIS NOT IN ZERO POINT
PER0134
ATC-command has been geven with X, Y-axis is not in zero point.空管指挥?已经?被???给出与X,Y轴是???不?在?零?点
EX0135
NO EMPTY POT IS EXISTING
EX0299
POT IS NOT EXITING IN MAGAZINE
PER0299
The pot has been held at indexed position of magaizine during receive cycle. Spindle or next tool data may be missetting in the parameter.
EX0139
ATC CANNOT POERATE WITHOUT TOOL INSPINDLE OR STANDBY
PER0139
The ATC command is specfied in states that the tool is not at the spindle or the standby position.
PER0296
Alarm of servo motor(magazine).
EX0298
POT STAY ON MAGAZINE
PER0298
The pot has been held at indexed position of magazine during returning cycle. Spindle or next tool data may be missetting in the parameter.
兄弟加工中心报警【大全】
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0064(conv)
5064(nc)
* servo(***)
*司服问题(***)
发生在第5轴,原因视乎(***)
0066(conv)
5066(nc)
* servo(***)
*司服问题(***)
发生在M轴,原因视乎(***)
警报号码
讯识
原因
解决方法
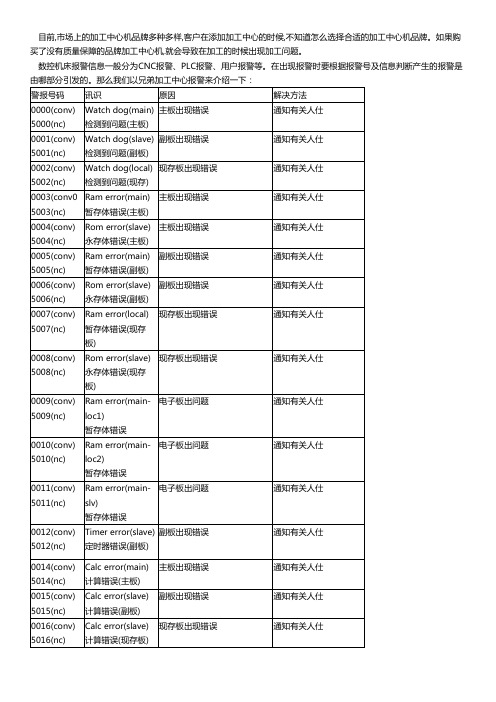
0000(conv)
5000(nc)
Watch dog(main)
检测到问题(主板)
主板出现错误
通知有关人仕
0001(conv)
5001(nc)
Watch dog(slave)
检测到问题(副板)
副板出现错误
通知有关人仕
0002(conv)
5002(nc)
Watch dog(local)
0055(conv)
5055(nc)
Ram error(main-loc3)
缓存器问题
电子板问题
0056(conv)
5056(nc)
Servo relay1 error
司服relay1问题
1/司服电源供应relay1激活
2/司服电源供应relay1只关了一半
0057(conv)
5057(nc)
Servo relay2 error
目前,市场上的加工中心机品牌多种多样,客户在添加加工中心的时候,不知道怎么选择合适的加工中心机品牌。如果购买了没有质量保障的品牌加工中心机,就会导致在加工的时候出现加工问题。
数控机床报警信息一般分为CNC报警、PLC报警、用户报警等。在出现报警时要根据报警号及信息判断产生的报警是由哪部分引发的。那么我们以兄弟加工中心报警来介绍一下:
加工中心常见报警及解决方法

旺磐加工中心的常见报警解决方法序号报警内容含义解决方法<一> plc报警问题1.1 LUB LOW (油量过少)1.11 检查润滑油泵的油位1.12 检查油位传感器是否正常1.13检查油位报警线路电源及输入电路是否正常(号码管为DC24V及LUB LOW)1.2COOLANT OVERLOAD (切削液马达过载)1.21 检查动力线是否有缺,1.22 检查电源电压是否为额定电压1.23 过载保护器的过载系数是否设定过小,正常为2.51.24 马达是否为反转或者有烧毁1.25 将上序问题排除后,将过载保护器上的复位按钮按下,再确定信号线是否有24V 电源输入(号码管为COOLANT OVERLOAD)1.3 AXIS NOT HOME (3轴未归零)1.31 在原点复归模式下分别将三轴归零,归完成报警信号即完成零1.32 ATC NOT READY 刀库未准备好1.33 刀库记数信号未到位,检查COUNTER信号1.34 刀杯原位信号错误,检查TOOL CUP UP 信号1.35 刀臂持刀点位置不正确,检查121点信号1.4 THE CLAMP SIGNAL ERROR (夹刀信号错误)1.41 检查夹刀到位信号线是否有异常1.42 检查打刀缸夹刀开关是否正常1.43 检查I/F诊断中X4的信号是否为11.5 AIR PRESSURE LOW (空气压力低)1.51 检查空气压力是否5MP以上1.52 检查空气压力输入信号的线路是否有DC24VV电压1.6 ATC COUNTER SINGAL ERROR (刀库记数信号错误)1.61 检查是否为记数信号接再刀库的144点上。
1.62 检查DC24电源144点与0V点之间电压是否为24V,1.63确定I/F诊断中的X1E点信号是否正常!1.7 THE SP-MOTOR OVERLOAD (主轴马达过载)1.71 主轴马达过载,检查回升电阻AL1与AL2间是否为通路1.72 检查PLC输入信号是否有24V1.8 PLC计时器不能工作参数被锁住1.81将6449BIT0位参数设定为01.9 PLC计数器不能工作参数被锁住1.91将6449BIT1位参数设定为01.10 PLC报警无法显示为用户定义形式参数锁住1.101将6550BIT0位和BIT2位设定为11.11 主轴无法转动(无信号显示)1.111 如果是使用面板启动主轴正转时,则检查是否是在手轮方式,然后检查打刀缸上面的紧刀信号是否到位(即I/F诊断中的点X4是否为1),如果此两点信号全部到位,主轴还是无法转动,则检查报警界面是否有伺服报警。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 警报讯息说明MITSUBISHI 刀臂式机器警报讯息2007/2/12 Page:2/5FANUC 0i-TC车床警报讯息说明FANUC 0i-TC车床警报讯息说明FANUC 0i-TC车床警报讯息说明FANUC LH 警報訊息說明臥式ATC原點校正臥式ATC PMM GEAR PARAMETER設定PMM參數P105=0,P179=36000,P141=36000P106=?EXAMPLE:刀庫總刀數P68=40,60刀庫齒輪轉一圈刀庫位移十(九)把刀,BT50每位移一把刀,馬達所需轉速,速比1:120(1:108)位移一把120/10=12(108/9=12), P106=(刀庫總刀數40 )X 12(位移一把=12)=480 (刀庫總刀數60 )X 12=720BT40每位移一把刀,馬達所需轉速,速比1:90位移一把90/9=10, P106=(刀庫總刀數60 )X 10(位移一把=10)=600若P106值太大則P179=360000,P141=360000(PMM417Alarm), 刀庫總刀數P68=60,P31=-111P11#0=1 APC,P12#1=0 Automatic parameter setting,P125=Motor type 272P40=100x10,P41=80x10,P43=200x10(刀庫總刀數=60 )P1#4=1,P40=700,P41=500,P43=2000,P68=60,P106=720,P141=360000,P179=360000(刀庫總刀數=40 )P1#4=1,P40=80,P41=50,P43=200,P68=40,P106=480,P141=36000,P179=360001.開機 1077 MAG MOTOR ALARM1078 MAG BATTERY ALARMPMM->MSG 000 319 3502.K13.0=1用手輪移動一個以上刀套(P9989#1=1 PMM,MPG FUN.)MAG-KEY 在Manual位置關機再開目前用此方式K13.2=1 JOG Mode,X5.2=1(MAG Key=manual),用X5.3(MAG CW)X5.4(MAG CCW)移動一個以上刀套MAG-KEY 在Manual位置關機再開用JOG移動校正OK(JOG速度P41=5~10)PMM PARAMETER->11#0設1關機再開K13.2=0正常MAG JOG One pitch移動每位移一把刀,馬達所需轉速,BT40速比1:100位移一把100/10=10(刀庫總刀數60 )X 10=600->P106值=100P105值=0, P179值=3600003.ALARM 1078消失用手輪移動校正OKPMM PARAMETER->11#0設1關機再開DC24V由ON/OFF RELAY 控制AC220V由K1A 控制1. A.Function=2 Data=1 Y72=33 Mode=Auto Y70=001 Start=ST(T-code)B.Function=2 Data=4 Y72=36 Mode=Jog Y70=101 Start=+x,-x(Jog one pitch)K2.1=0押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop in-correct POS.(連續運轉)K2.1=1押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop in-nocorrect POS.(one pitch step by step)C.Function=4 Data=1 Y72=65 Mode=Jog Y70=101 Start= STK13.2=1,K15.4=1 Jog Mag.key-in Manual,押主軸停止鍵1sec後放開 Mag. Return to 1 POS. D2=1D.Function=4 Data=15 Y72=79 Mode=Jog Y70=101 Start= STK13.2=1,K15.5=1 Jog Mag.key-in Manual,押主軸停止鍵1sec後放開 Mag. PMM 000 alarm P11#0=1setting HOME OKE.Function=0 Data=0xxxx Y72=0 Mode=Jog Y70=101 Start=+x,-xK13.2=1押Mag.CW-key Run, 押W-key Stop錯誤修正K13.2=1押Mag.CW-key Run, 放開Mag.CW-key Mag. Stop(注意D2不會更動)+XK13.2=1押W-key Run, 放開W-key Mag. Stop(注意D2不會更動)-X 用PMM#41=5 JOG移動刀庫取代MPGD0=Spindle NO., D1=Wait tool NO. D2=Mag. current NO. D3=T-command code NO臥式APC手動找尋O9000程式號碼,且自動跳至自動執行G7.2(ST)=1P6300#4(ESR)=1P3202#6(PSR)=1D100=90D101=00P6071=6(M6 ARM換刀)O9001P6072=100(M100 APC自動更換)O9002P6073=101(M101 APC PA-IN更換)O9003P6074=102(M102 APC PB-IN更換)O9004O9000(APC-MAN.)(D100=90,D101=00)#3003=1G4IF[1013EQ1]GOTO99(MLK)M98P9002N99#3003=0M30O9001(M6-ATC)(P6071=6)#3003=1IF[#1008EQ1]GOTO99 (TF=SP)IF[#1013EQ1]GOTO99 (MLK)#130=#4003#131=#4006G91G30Z0G30X0Y0M6M88(DOOR CLOSE)G#130G#131M05(M05取消M03記憶)N99#3003=0M99O9002(M100-APC)(P6072=100)#3001=1G4IF[#1013EQ1]GOTO99 (MLK)M71(APC CHECK)#130=#4003#131=#4006G91G30Z0IF[#1011EQ1]GOTO2(ZP4 OK)IF[#1012NE1]GOTO1(1=0.001 Degree) M41G91G28B0M40GOTO2N1G91G28B0N2M40M72(PALLET UNCLAMP)G4X2.M74(PALLET UP)G4X1.IF[#1009EQ1]GOTO3(PA NOW IN)M76(PA->IN)G4X1.GOTO4N3M77(PB->IN)G4X1.N4M75(PALLET DOWN)M73(PALLET CLAMP)G#130G#131N99#3003=0M99O9003(M101-PA-in)(P6073=101)#3003=1G4IF[#1013EQ1]GOTO99IF[#1009EQ1]GOTO99M98P9002N99#3003=0M99O9004(M102-PB-in)(P6074=102)#3003=1G4IF[#1013EQ1]GOTO99IF[#1010EQ1]GOTO99M98P9002N99#3003=0M99EXE M100若停在M74(APC-UP)因APC-UP(X11.2)APC-DOWN(X11.3)同時為1把K11.0=1(解除APC-SOL自保)K14.0=1(解除APC-NOT READY)K14.7=1(解除APC-OK ENABLE)關電再開使APC回位OK後K11.0=0,K14.0=0,K14.7=0X12.1=0 M72 APC UNCLAMPX12.1=1 M73 APC CLAMPX12.1(接1.2 NO)X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEANX11.7(接1.3 NO)氣密檢知K14.1=1X12.1=0 M72 APC UNCLAMP Y7.6=1 AIR CLEAN ON X11.7=1(有風)X12.1=1 M73 APC CLAMP Y7.6=0 AIR CLEAN OFF X11.7=0(無風)若X11.7沒有0->1->0則AL1048 AIR TIGHT ALARMK14.0=1(解除APC-NOT READY)不可設1否則AL1048 AIR TIGHT ALARM不會出現X11.7有風無1則AL1048 AIR TIGHT ALARM Y7.6=1 AIR CLEAN ONK14.2=1解除AL1048 AIR TIGHTDATA BCD,BIN選擇由PMCRPM設定 D0~D1024 Bit可作斷電自保COUNTER BCD,BIN選擇由Ladder3設定臥式位置開關保護K15.2=1取消位置開關保護3-AXIS 皆入設定範圍則保護+X.-X,-Y,-Z G132.0,G134.0,G134.1,G134.2=1 不保護+Y,+Z G132.1,G132.2=0P6930,P6950=X(0,-700000)P6931,P6951=Y(-500000,-650000)P6932,P6952=Z(-400000,-650000)。