中海石油宁波大榭石化有限公司MTBE裂解制异丁烯项目
炼化企业低压气柜开裂失效的原因及对策探索
20气柜是储存气体的设备,在炼化企业的燃料气调节中发挥了至关重要的作用。
炼化企业日常实践中,受气柜的长期交变应力作用影响,易因疲劳而产生裂纹。
随着使用时间增长,气柜开裂失效对气柜稳定性带来了极为不利的影响[1]。
受其刚度外导架、抗侧向能力、导轮脱轨、塔壁变形开裂等因素影响,直接有碍气柜的失稳[2]。
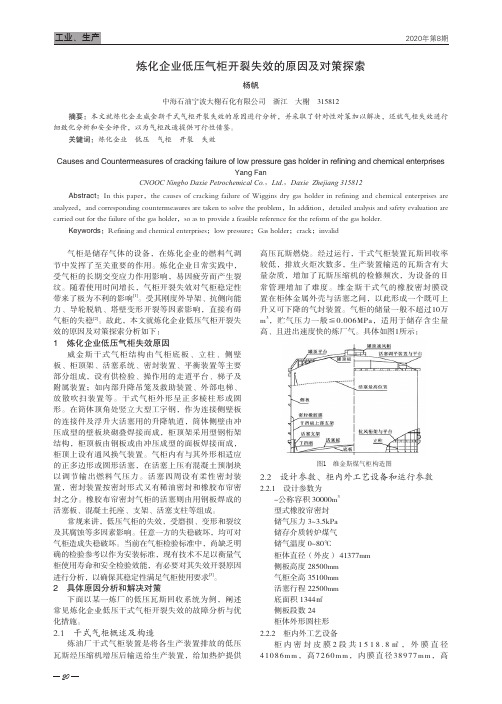
故此,本文就炼化企业低压气柜开裂失效的原因及对策探索分析如下:1 炼化企业低压气柜失效原因威金斯干式气柜结构由气柜底板、立柱、侧壁板、柜顶架、活塞系统、密封装置、平衡装置等主要部分组成,设有供检验、操作用的走道平台、梯子及附属装置;如内部升降吊笼及救助装置、外部电梯、放散吹扫装置等。
干式气柜外形呈正多棱柱形或圆形。
在筒体顶角处竖立大型工字钢,作为连接侧壁板的连接件及浮升大活塞用的升降轨道,筒体侧壁由冲压成型的壁板块砌叠焊接而成,柜顶架采用型钢桁架结构,柜顶板由钢板或由冲压成型的面板焊接而成,柜顶上设有通风换气装置。
气柜内有与其外形相适应的正多边形或圆形活塞,在活塞上压有混凝土预制块以调节输出燃料气压力。
活塞四周设有柔性密封装置,密封装置按密封形式又有稀油密封和橡胶布帘密封之分。
橡胶布帘密封气柜的活塞则由用钢板焊成的活塞板、混凝土托座、支架、活塞支柱等组成。
常规来讲,低压气柜的失效,受磨损、变形和裂纹及其腐蚀等多因素影响。
任意一方的失稳破坏,均可对气柜造成失稳破坏。
当前在气柜检验标准中,尚缺乏明确的检验参考以作为安装标准,现有技术不足以衡量气柜使用寿命和安全检验效能,有必要对其失效开裂原因进行分析,以确保其稳定性满足气柜使用要求[3]。
2 具体原因分析和解决对策下面以某一炼厂的低压瓦斯回收系统为例,阐述常见炼化企业低压干式气柜开裂失效的故障分析与优化措施。
2.1 干式气柜概述及构造炼油厂干式气柜装置是将各生产装置排放的低压瓦斯经压缩机增压后输送给生产装置,给加热炉提供高压瓦斯燃烧。
经过运行,干式气柜装置瓦斯回收率较低,排放火炬次数多,生产装置输送的瓦斯含有大量杂质,增加了瓦斯压缩机的检修频次,为设备的日常管理增加了难度。
浅析催化裂解装置丙烯收率下降的原因
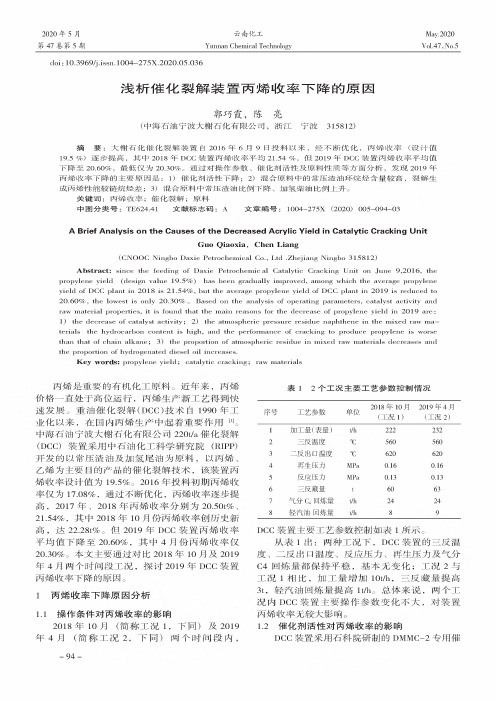
doi:10.3969/j.issn.l004-275X.2020.05.036浅析催化裂解装置丙烯收率下降的原因郭巧霞,陈亮(中海石油宁波大榭石化有限公司,浙江宁波315612)摘要:大榭石化催化裂解装置自2016年)月9日投料以来,经不断优化,丙烯收率(设计值19.57)逐步提高,其中2016年DCC装置丙烯收率平均21.547,但2019年DCC装置丙烯收率平均值下降至20.607,最低仅为20.307o通过对操作参数、催化剂活性及原料性质等方面分析,发现2019年丙烯收率下降的主要原因是:1)催化剂活性下降;2)混合原料中的常压渣油环烷~含高,裂解成丙烯性烷~;3)混合原料中常压渣油下降、油。
关键&:丙烯收率;催化裂解;原料中图分类号:TE624.41文献标志码:A文章编号:1004-275X(2020)005-094-03A Brief Analysis on the Causes of the Decreased Acrylic Yield in Catalytic Cracking UnitGuo Qiaoxia,Chen Liang(CNOOC Ningbo Daxie Petrochemical Co.,Ltd.Zhejiang Ningbo315612)Abstract:since the feeding of Daxie Petrochemic al Catalytic Cracking Unit on June9,2016,the propylene yield(design value19.57)has been gradually improved,among which the average propylene yield of DCC plant in2016is21.547,but the average propylene yield of DCC plant in2019is reduced to20.607,the lowest is only20.307%Based on the analysis of operating parameters,catalyst activity andraw material properties,it is found that the main reasons for the decrease of propylene yield in2019are: 1)the decrease of catalyst activity;2)the atmospheric pressure residue naphthene in the mixed raw ma—terials the hydrocarbon content is high,and the performance of cracking to produce propylene is worse than that of chain alkane;3)the proportion of atmospheric residue in mixed raw materials decreases and the proportion of hydrogenated diesel oil increases.K+y propylene yield;catalytic cracking;raw materials丙烯是重要的有机化工原料。
气分装置丙烯水含量高分析处理

气分装置丙烯水含量高分析处理魏万海1,郭 捷2(1.中海石油宁波大榭石化有限公司,浙江 宁波 315812;2.宁波世纪恒祥自控技术有限公司,浙江 宁波 315812) 摘要:本套装置为联合装置,其中产品精制装置设计年处理量为138万吨/年,MTBE装置15万吨/年,气体分馏装置设计年处理量为100万吨/年,气分装置产品为丙烯作为其主要产品。
正常生产中如何保证丙烯产品的质量,是装置操作的首要工作任务。
本文分析了中海石油宁波大榭石化有限公司气分装置2019年初丙烯产品带水的原因,并总结出几点操作调整。
关键词:气体分馏装置(气分);产品精制;丙烯;水含量1 概述工艺概述:自催化装置来的液化气经过产品精制装置除去硫化氢、硫醇后进入气分装置。
2018年底中海石油宁波大榭石化有限公司气分装置进行了大检修,2019年2月开工投产后,化验数据分析丙烯微量水持续超标,气分装置原料罐水包切水呈黄色,PH呈碱性。
由于丙烯水含量超标,影响产品出厂销售价格,同时原料中碱性游离水随混合碳四进入下游MTBE装置造成催化剂失活,所以如何保证原料带水及丙烯产品质量工作变得尤为重要。
为控制水含量,对产品精制及气体分馏装置采取相应操作调整,有效控制了原料,丙烯产品的水含量。
2 原因分析气分装置的操作压力高于循环水,低温热水,1.0MP蒸汽压力。
排除公用工程介质窜入可能。
分析导致丙烯产品水含量高原因如下。
2.1 气分原料含水精制液化气在经过液化气碱洗脱硫醇和液化气水洗时,液化气与水充分接触,造成液化气中溶解一部分水。
再生碱液温度越高,在碱洗脱硫醇过程中溶解于液化气中的水分越多。
水在丙烯中的溶解度高于丙烷,正丁烯,异丁烯等组分,因此溶解于液化气中的水导致丙烯产品水含量高。
2.2 水包脱水不及时检修前产品精制水顶液化气至罐区,液化气至罐区线内充满水,在检修结束,气分装置从罐区收液化去垫料时,罐线内的水随液化气进入气分装置原料罐。
开工初期气分原料罐,脱水不及时,造成丙烯产品水含量高。
柴油加氢裂化装置最大量生产重石脑油和喷气燃料改造总结

柴油加氢裂化装置最大量生产重石脑油和喷气燃料改造总结李志敏(中海石油宁波大榭石化有限公司,浙江省宁波市315812)摘要:2.0Mt/a工业加氢裂化装置设计原料为环烷基柴油,主要生产重石脑油和超低硫柴油。
受市场环境变化影响,对产品结构进行了调整,最大量生产重石脑油和喷气燃料。
通过调整产品切割点、增设分馏塔等措施实现了该目的。
工业运转结果表明,以柴油为原料,该装置生产的重石脑油和优质喷气燃料的收率分别为52.98%,29.35%,高价值产品收率超过82.3%,柴油收率仅3.63%。
各馏分产品性质优良,其中喷气燃料烟点30.2mm,硫、氮质量分数均小于0.5μg/g,冰点-53℃。
关键词:柴油加氢裂化装置 重石脑油 喷气燃料 改造方案 标定数据 国内炼油产品逐步走向产能过剩,柴汽比逐步降低[1 3]。
然而为了满足国内外非生产性税费一致性的要求,目前仍然暂缓征收喷气燃料产品消费税,对于有喷气燃料需求的企业,提高喷气燃料/柴油比例成为优化产品结构的重要手段,使柴油加氢装置增产喷气燃料成为现实选择。
通过将直馏柴油精制装置改为生产直馏喷气燃料、调整加氢裂化转化率和切割点等方式可以增产喷气燃料[4 6]。
中海石油宁波大榭石化有限公司2.0Mt/a工业燃料油加氢裂化装置上周期主要以环烷基直馏柴油为原料,生产超低硫柴油和重石脑油等,重石脑油收率达到50%以上。
该装置需要将未转化的柴油最大量地转化为喷气燃料。
GB6537—2018《3号喷气燃料》要求其闪点(闭口)不低于38℃,10%回收温度不高于205℃,50%回收温度不高于232℃。
另外市场上优质喷气燃料大多要求烟点高于25mm,冰点低于-50℃,闪点在40~50℃。
装置前期产品以柴油和石脑油为主,主分馏塔重馏分侧线抽出压力不高,如何在工业装置上满足侧线喷气燃料的产品质量要求也成为现实难题[7 8]。
结合装置实际运行情况,优选了中国石油化工股份有限公司大连石油化工研究院催化剂及工艺,依托中石化洛阳工程有限公司进行设计,在2018年底进行了装置改造建设。
150万吨年国产连续重整装置标定和运行总结

工业运转 比表面 采样时间
周期数 m2/g
Cl
Si
m% ppm
Fe ppm
Na ppm
Ca ppm
201607 12
197
1.13
58
280
13
15
201609 26
188
0.9
56
310
18
15
201611 37
184
1.11
50
340
11
17
201701 41
180
1.2
42
370
23
18
201703 55
国产150万吨/年连续重整装置 标定和运行总结
提纲
一 • 装置概况 二 • 标定情况 三 • 运行情况 四 • 结论
一、装置概况
中海石油宁波大榭石化有限公司(简称大榭石化)150万吨/ 年催化重整装置采用LPEC(洛阳石化工程公司)自行开发、具有自 主知识产权的超低压连续重整成套技术(SLCR),催化剂选用 石油化工科学研究院研究的高选择性、低积碳速率的PS-Ⅵ连续重 整催化剂。
(2)重整催化剂采用石科院开发、湖南建长石化股份有限公 司生产的PS-VI(工业牌号RC011)催化剂。标定期间,重整C5+ 液收平均值达到91.08 wt% 、重整纯氢产率平均值为4.15wt%、 催化剂比表面为188m2/g(连续运转4个月)。催化剂粉尘仅为攻 关目标的50 %,远远优于设计指标;其余各项指标均超过项目攻 关目标。
标定值t/h 177.9 13.7 0.4 192.00 1.4 0.1 11.9 2.4 16.3 159.8 192
产品收率
0.69% 0.06% 6.27% 1.30% 8.59% 83.09% 100%
大榭石化全厂高瓦、低瓦、氢气系统管控优化攻关

8 1 概述大榭石化馏分油项目开工后,按照全厂总流程设置,全厂产氢装置主要有重整和制氢装置,实际运行过程中制氢基本处于低负荷运行状态,因此日常氢气管网控制常用手段是调节重整装置负荷;全厂高瓦的生产大户是催化裂解装置,当高瓦富余时,常需通过下调催化裂解负荷来保持管网平衡。
按照系统流程设置,当管网氢气富余时将排往低瓦系统,并通过气柜和气柜气压缩机回收至高瓦系统;但当氢气富余量超出气柜气压缩机的回收能力或超出高瓦系统的接收能力,为了不排放火炬,常需通过降低重整装置负荷来降低产氢量;另一方面,当低瓦回收量较大时,为确保高瓦系统平衡,常需降低催化裂解装置负荷来减少高瓦产量。
大榭石化馏分油项目开工后,因全厂低瓦排放点、排放量不明确,氢气系统富余量较多,常需3台气柜气压缩机同时启用,气柜气回收量大且变化幅度较大,导致全厂高瓦、低瓦、氢气系统平衡十分脆弱,时常需要调整催化裂解、重整、加氢负荷,来平衡全厂高瓦、低瓦、氢气系统。
经过对全厂高瓦、低瓦、氢气系统进行全面细致的分析、调研,并多番组织开展专题讨论,决定从调整制氢原料方案、高瓦外供关联单位、低瓦排放点梳理及低瓦回收流程改造等方面对高低瓦和氢气系统实施优化,并进一步明确高低瓦、氢气系统的操作思路及相关控制指标,形成了“高瓦、低瓦、氢气系统”操作要点,从而有效解决氢气大量富余、高瓦富余制约催化裂解装置加工负荷提升、低瓦无序排放等问题,取得了较高的综合效益。
对全厂的安全生产和良好经营产生了巨大的间接经济效益,低瓦、氢气排放量减少,减少了不必要的浪费;同时催化裂解、重整、加氢装置稳定运行,且催化裂解、重整加工负荷得到一定程度的提升,更好的保障了丙烯、三苯等高附加值产品的产率;对保障全厂安全环保平稳生产起到了良好的促进作用。
2 优化调整制氢装置供料方案,解决氢气大量富余问题制氢装置投产后,为避免装置负荷过小导致转化炉炉管偏流而出现红斑,装置最低产氢负荷基本控制在32000Nm 3/h左右。
中海石油宁波大榭石化有限公司重蜡油裂解制烯烃项目
中海石油宁波大榭石化有限公司重蜡油裂解制烯烃项目环境影响评价第一次公告中海石油宁波大榭石化有限公司拟投资 2.9 亿美元,在大榭开发区实施重蜡油裂解制烯烃项目。
该项目的环境影响评价工作由宁波市环境保护科学研究设计院承担。
根据《环境影响评价公众参与暂行办法》有关精神,现将环境影响评价有关事项公告如下。
一、建设项目名称及概要项目名称:中海石油宁波大榭石化有限公司重蜡油裂解制烯烃项目。
项目概要:本项目总用地面积40.92 万平方米;新建内容包括:210 万吨/ 年原料加氢预处理装置、180 万吨/年重蜡油裂解制烯烃装置和配套50 万吨/年裂解芳烃加氢精制装置、100 万吨/年气分装置、20 万吨/年MTBE 装置、25 万吨/年乙苯-苯乙烯装置、1 万标米3/时PSA、6 万标米3/时制氢装置和2 万吨/年硫磺回收装置等,以及相应的配套公用工程设施。
二、环境影响评价的工作程序及主要工作内容工作程序:搜集资料、现场踏勘和调查、环境现状评价、工程分析、环境影响预测评价、综合分析(总量控制、环境风险、环境管理、环境监测、环保措施)、得出结论、编写报告书、专家评审、送环保部门审批。
主要工作内容:分析项目建设地与区域环境规划相容性,分析拟建项目达标排放的可行性;在工程分析的基础上进行水、大气、噪声等环境预测,并提出污染防治对策,为项目环境管理提供审批依据,为项目工程设计提供技术支持。
三、征求公众意见的主要事项为了广泛听取有关单位、专家和公众对本项目环境影响评价工作的意见和建议,恳请关心该项目的广大群众和相关人士,提出您宝贵的想法和建议。
主要事项包括:您对于该项目建设是否认可;该项目建设对周围环境及对您工作和生活的影响;您对该项目环境保护工作的意见和建议等。
公示时间:2011 年 1 月17 日~1 月31 日。
四、公众提出意见的主要方式公众可以通过电话、信函、电子邮件等,向建设单位或者其委托的环境影响评价单位提交书面意见,并提供详细的联系方式。
催化裂解装置回炼醚后C_(4)馏分增产甲基叔丁基醚

催化裂解装置回炼醚后C_(4)馏分增产甲基叔丁基醚
赵长斌;邓克林
【期刊名称】《石化技术与应用》
【年(卷),期】2024(42)2
【摘要】为了充分利用C_(4)资源增产甲基叔丁基醚(MTBE),在中海石油宁波大榭石化有限公司催化裂解(DCC)装置上通过回炼醚后C4馏分,考察回炼醚后C_(4)馏
分前后装置操作参数、物料平衡、产品分布、产品性质、能耗等的变化。
结果表明:DCC装置回炼醚后C4(6.88 t/h)和气分C_(4)(10.06 t/h)后,一部分异丁烷和正
丁烷组分在系统中循环,气分C4中异丁烯体积分数由31.48%降至29.83%,液化气、乙烯收率分别增加1.18,0.11个百分点,丙烯收率下降0.09个百分点,装置能耗(以
标准油计,下同)增加0.24 kg/t;MTBE装置加工负荷增加17.93个百分点,MTBE产量增加2.69 t/h,收率增加1.16个百分点,醚后C_(4)出装置量降低2.56 t/h,装置能耗降低4.78 kg/t。
【总页数】5页(P134-138)
【作者】赵长斌;邓克林
【作者单位】中海石油宁波大榭石化有限公司;中国石油兰州石化公司聚烯烃运行
二部
【正文语种】中文
【中图分类】TE624.41
【相关文献】
1.MIP装置柴油轻馏分回炼增产高辛烷值汽油的工业实践
2.催化裂化C4烃组合回炼催化裂解增产丙烯研究
3.催化裂解装置回炼不同模式碳四对丙烯及乙烯收率的影响
4.MIP装置回炼轻汽油馏分增产丙烯的实施方案及效果
5.催化裂解装置回炼苯乙烯焦油
因版权原因,仅展示原文概要,查看原文内容请购买。
MTBE丁烯-1装置工艺技术规程
MTBE丁烯-1装置工艺技术规程目录1 装置简要阐明错误!未定义书签。
1.1 概况错误!未定义书签。
1.2 术语、符号、代号错误!未定义书签。
1.3 主要工艺技术特点错误!未定义书签。
1.4 主要设计指标错误!未定义书签。
2 工艺过程简述及工艺原则流程图错误!未定义书签。
2.1 MTBE单元工艺描述错误!未定义书签。
2.2 丁烯-1单元工艺描述错误!未定义书签。
3 主要工艺指标(以现行工艺卡片为准) 错误!未定义书签。
4 主要动力指标错误!未定义书签。
4.1 公用工程设计消耗一览表错误!未定义书签。
4.2 公用工程介质规格错误!未定义书签。
5 产品、中间产品错误!未定义书签。
5.1 MTBE产品性质错误!未定义书签。
5.2 丁烯-1产品性质错误!未定义书签。
5.3 产品、中间产品设计构成及指标错误!未定义书签。
5.4 副产品错误!未定义书签。
6 主要原料及化工原材料质量指标错误!未定义书签。
6.1 主要原料错误!未定义书签。
6.2 化工原材料错误!未定义书签。
7 装置开、停工方案错误!未定义书签。
7.1 装置动工方案错误!未定义书签。
7.2 装置停工方案错误!未定义书签。
8 事故处理错误!未定义书签。
8.1 事故处理旳原则错误!未定义书签。
8.2 紧急停工错误!未定义书签。
8.3 事故处理错误!未定义书签。
9 仪表控制方案及主要仪表性能错误!未定义书签。
9.1 仪表控制方案错误!未定义书签。
9.2 装置联锁错误!未定义书签。
9.3 控制阀一览表错误!未定义书签。
10 主要设备一览表及主要设计参数错误!未定义书签。
10.1 塔器类错误!未定义书签。
10.2 反应器类错误!未定义书签。
10.3 容器类错误!未定义书签。
10.4 换热设备类错误!未定义书签。
10.5 泵类错误!未定义书签。
10.6 其他设备类错误!未定义书签。
1 装置简要阐明1.1 概况中国石化股份有限企业武汉分企业8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中旳一部分, 本装置采用来自乙烯裂解装置旳裂解液化气经丁二烯抽提后作为原料, 生产MTBE和丁烯-1产品。
中海石油宁波大榭石化公司重蜡油裂解制烯烃项目火

两支管交于一主管,且两支管间夹角较小,导致一部分重叠,此时按图3.2.3.2-1切坡口焊接。
图3.2.3.2-1两支管交于一主管
(2)钢管交叉焊
钢管交叉焊时主管连续,支管切割相贯线。焊接坡口及焊脚尺寸如图3.2.3.2-2,其焊缝分A、B、C三个区域,按下述要求进行坡口加工与焊接。
由于塔架分根散装到货,根据现场实际情况,结合大榭岛天气气候情况及现有资源、安装合同工期等因素,我公司拟将选用利勃海尔400T履带吊做为主吊机,160t汽车吊做为溜尾吊车,施工方法为:首先将第一段烟囱安装就位,后进行第一、第二段的拼装,拼装完毕时履带吊完成进场组装,后按第一段、第二段进行起吊,第三段、第四段拼装完毕后立即进行吊装组对。塔架组装时,其直爬梯、烟囱、火炬和火炬头等也同时安装就位。
(3)为保证收腰角度,采取框架尺寸严格控制、复查和加支撑柱预制的措施;
(4)为防止吊装时上下端口位置变形,在塔架上下两端加固定槽钢固定;
(5)吊装烟囱时,充分利用塔架平台的功能,必要时采用临时平台提供劳动保护作业,尽可能减少高空作业。
二、编制依据
1.《烟囱工程施工及验收规范》(GB50078-2008);
M24
Φ245X8
12-Φ24
247
320
430
20
92X250X10-12
M22
Φ219X8
12-Φ22
221
300
400
20
90X230X10-12
M20
Φ299X12
16-Φ26
301
400
580
16
140X300X12-12
M24
3.2.3构件焊接
3.2.3.1 一般要求
MTBE装置生产原理及工艺流程

顶部的萃余C4被萃取剂冷却至40℃以 下进入R207。底部含CH3OH 3~10%的水 溶液进入甲醇回收塔T203。塔顶气相经 H206冷凝、冷却到40℃进入回流罐R202, 不凝部分由罐顶放入大气,罐内物料用 B203升压后一部分送回T203塔顶作为回 流,一部分返回原料罐R101作原料循环使 用。
但是一个重要的判断依据是T101的操 作状况,一般来讲,当醇烯比过小时产品 中聚合物和叔丁醇含量增加,T101他釜温 度升高,醇烯比过大时T101中部温度首先 升高,继而顶部温度升高,为了控制顶部 温度降低蒸汽时顶部温度微降,中部温度 基本不降而另民办温度迅速降低。
醇烯比的计算基础是质量守恒定律和化 学方程式,MTBE合成反应方程式如下:
采用此操作参数的目的是因为甲醇与 催化剂间形成氢键,甲醇的脱附比较困难, 由于甲醇对催化活性中心的笼壁,反应进 行的比较困难,以上所作的一切调整都是 为了提高反应温度的,反应温度的提高加 速了甲醇的脱附,同时也提高了催化剂催 化活性,使得投料初期能够获得满意的转 化率。
☆二段反应器的调整
反应压力的选择与反应温度的关系不 很明显,但是降低操作压力仍然有利于反 应热的取出,所以压力一般不控制的太高, 压力也不能控制过低,压力控制的过低反 应器内气相含量增加,容易导致T202进料 量的不稳定,进而影响到T202的操作稳定, 引起界面的剧烈变化,并可能导致萃取液 中夹带碳四。
用0.3MPa蒸汽或SC0将物料预热到 55℃以后进入第一反应器F101,混合C4 中的异丁烯和甲醇在大孔径强酸性阳离子 交换树脂作用下,进行醚化反应生产 MTBE。 从第一反应器底部出来的反应物料进 入初馏塔进料换热器H104/1.2与初馏塔釜 液换热后进入初馏塔T101。初馏塔底含 MTBE的釜液经H104/1.2、H101/1.2冷却 到40℃左右进入MTBE中间罐R205,然后 经泵B209送至成品罐区。
mtbe装置首次试车方案

1.4.13开车流程已设置完毕,经班组、装置工程师会签确认。
1.4.14化验分析准备工作已就绪;分析项目、频率、方法已确定;采样点、器具、责任已落实。
1.4.15试车指导人员和专家按计划全部到齐。
1总则
1.1试车方案编制依据
1.1.1根据中国石化工程建设有限公司提供的设计开工技术参数及要求。
1.1.2根据中海石油宁波大榭石化有限公司生产技术部开工准备计划会议精神及文件。
1.1.3根据环保局文件。
1.1.4根据设备厂商提供的基础资料,大型设备操作规程,其它设备使用说明书。
1.1.5根据国家安全生产部门提供的安全标准和要求。
(3)安全、环保、消防和工业卫生措施不落实不开工。
(4)现场不完工、料未尽、场地未清、环境不整洁不开工。
1.4试车工作要求
投料试车必须高标准、严要求,按照批准的试车方案和程序进行,坚持应遵循的程序一步也不能减少,应达到的标准一点也不能降低,应争取的时间一分钟也不能放过的原则,力求安全可靠,一次成功。严格按照宁波大榭石化公司批准的首次开工方案进行,在投料前严格检查和确认下列应具备的条件:
1.4.1工程中间交接已完成。工程质量合格,管道、系统试压完成,动设备单机试车完成,“三查四定”的问题已整改完毕,现场达到工完料净场地清。
1.4.2设备联动试车已成功;DCS联校及工艺联锁、机组联锁调校、安全阀调试已完成并经确认;设备处于完好备用状态,岗位工器具已配齐;设备位号、管线介质名称和流向等标识工作已完成。
1.4.9润滑油已到现场,并分析合格,设备润滑点明确,加油工具到位,三级过滤制度已落实。备品配件齐全,可满足试车期间需要。
华东理工大学科技成果——MTBE裂解制高纯异丁烯的生产技术
华东理工大学科技成果——MTBE裂解制高纯异丁烯
的生产技术
项目简介
异丁烯是一种重要的有机化工原料,在用于合成丁基橡胶、聚异丁烯、甲基丙烯酸、抗氧剂、医药中间体和农药中间体等化工产品时,对其纯度的要求相当高,需要大量复杂的分离过程或酸萃取、吸附分离等得以实现。
由于异丁烯的下游产品很多,异丁烯在中国的需求量很大,市场竞争也十分激烈,主要来自于蒸汽裂解和催化裂化产品中的碳四馏分,工业上生产异丁烯的传统工艺有硫酸抽提、分子筛吸附、叔丁醇脱水等。
甲基叔丁基醚(MTBE)裂解生产异丁烯技术是一种技术先进和经济可行的工艺,与传统工艺相比,具有无污染、无腐蚀、产品纯度高、单程转化率高、装置独立性强等特点。
本生产技术具有反应温度低,在裂解过程中不需要添加水蒸汽等惰性物质,能耗低,设备利用率高等优点,同时还具有高的MTBE转化率、高的异丁烯选择性和甲醇选择性。
该生产技术的反应温度为150-180℃,反应压力为3.5-4atm,重量空速为1.5/h,转化率≥97%,异丁烯选择性≥99%,甲醇选择性≥98%,催化剂寿命超过8000小时。
所属领域化工
项目成熟度产业化
应用前景
异丁烯是一种重要的有机化工原料,可用于生产丁基橡胶、聚异丁烯、甲基丙烯酸、抗氧剂、医药中间体和农药中间体等化工产品,
已分别建设10kt/a和5kt/a的MTBE裂解装置各一套,稳定运行近10年。
知识产权及项目获奖情况
授权中国发明专利2项(ZL200610030973.5和ZL02151148.9)。
合作方式专利(实施)许可。
大榭石化馏分油项目无天然气开工替代方案探究
项目开工存在滞后风险。从开车面临的困难入手,采 用 外 购 丙 烷、自 产 液 化 气、DCC 自 产 丙 烷 作 为 天 然 气化器和 LPG 罐区至制氢装置供料流程,在重整装置和加氢装置处分别增设两台
和 一 台 气 化 能 力 为 5t/h 的 液 态 烃 汽 化 器 ,实 现 了 无 天 然 气 开 工 ,并 对 炼 油 企 业 燃 料 气 管 网 设 计 提 出 了 优 化 建 议 。
WangShiwen,HeShengru,ZhouYi,LiWei
(DaxiePetrochemicalCorporationLtd.,NingboZhejiang 315812,China) Abstract: Thenaturalgasprojectsupportedby CNOOC Ningbo DaxiePetrochemicalCo.,Ltd.distillatecomprehensive utilizationprojectwasnotsynchronizedwiththestartoftheprojectduetoexternalreasons,andtherewasariskoflagging behindthestartoftheproject.Starting withthedifficultiesfacedbythestart-upprocess,thisstudyusespropanepurchased from outside,self-producedliquefiedgas,DCC-producedpropaneasanalternativemediumfornaturalgasandraw materials forhydrogenproduction,andaddsvehiclepropaneasthecarburetorandLPGtankareatothehydrogensupplyprocess.Inthe reformingandwaxoilhydrogenationinstallations,2×5t/hand5t/hliquidhydrocarboncarburetorswereaddedseparatelyto achievethestartofnaturalgas-freeoperation,andoptimizationsuggestions were madeforthedesignofthefuelgaspipeline
加氢裂化装置在设计阶段的方案优化

加氢裂化装置在设计阶段的方案优化田野飞【摘要】中海石油宁波大榭石化有限公司馏分油综合利用项目(大榭三期)新建210万t/a原料加氢处理装置,在可研阶段采用的是常规螺纹锁紧环式换热器,为了减少占地面积、降低投资和装置能耗,经过调研后决定采取绕管式高压换热器,并辅以超声波防垢技术有效延长装置运转周期.通过热水回收低温热、两反应器中间增设换热器取出高温位的反应热,进一步降低装置能耗.【期刊名称】《化工设计通讯》【年(卷),期】2019(045)002【总页数】2页(P108-109)【关键词】加氢裂化;缠绕管式换热器;节能【作者】田野飞【作者单位】中海石油宁波大榭石化有限公司,浙江宁波 315812【正文语种】中文【中图分类】TE961 前言中海石油宁波大榭石化有限公司馏分油综合利用项目(大榭三期),按照走差别化道路,以生产化工产品为主、少量煤柴油、不出汽油的目标,制定全厂产品方案和工艺总流程。
本项目加工原油800万t/a,主要产品为:丙烯、苯乙烯、芳烃、丙烷、液化气、MTBE、柴油、船用燃料油、重交道路沥青,副产碳五、己烷、导热油、航空煤油、硫磺等。
其中新建210万t/a原料加氢处理装置以大榭石化生产的直馏蜡油、焦化蜡油为原料,主要生产加氢尾油(DCC装置原料),并副产LPG、航煤、石脑油(重整装置原料)、国4柴油和导热油等产品。
原料加氢处理技术来源RIPP (中国石化石油化工科学研究院),由LPEC(中石化洛阳工程公司)承担装置工程设计工作。
根据全厂总流程的安排,原料加氢处理装置在可研阶段与同类装置相比,能耗和投资处于中等水平,因此在总体和基础设计阶段对该装置进行了大量的优化工作,力求装置进入能耗和投资较低的先进行列。
2 采用缠绕管式高压换热器我公司210万t/a原料加氢处理装置(加氢裂化),受原料品质差,产品要求高,投资受限,用地紧张等方面的影响。
根据装置的实际情况在国内相关兄弟企业进行调研。
在调研中石化镇海炼化公司150万t/a加氢裂化装置时发现,其使用的高压换热器采用了由镇海炼化检修安装公司设计制造的新型缠绕管式换热器。
中海石油宁波大榭石化有限公司介绍企业发展分析报告
Enterprise Development专业品质权威Analysis Report企业发展分析报告中海石油宁波大榭石化有限公司免责声明:本报告通过对该企业公开数据进行分析生成,并不完全代表我方对该企业的意见,如有错误请及时联系;本报告出于对企业发展研究目的产生,仅供参考,在任何情况下,使用本报告所引起的一切后果,我方不承担任何责任:本报告不得用于一切商业用途,如需引用或合作,请与我方联系:中海石油宁波大榭石化有限公司1企业发展分析结果1.1 企业发展指数得分企业发展指数得分中海石油宁波大榭石化有限公司综合得分说明:企业发展指数根据企业规模、企业创新、企业风险、企业活力四个维度对企业发展情况进行评价。
该企业的综合评价得分需要您得到该公司授权后,我们将协助您分析给出。
1.2 企业画像类别内容行业空资质增值税一般纳税人产品服务路沥青及其他沥青制品、衍生的低附加值的副产1.3 发展历程2工商2.1工商信息2.2工商变更2.3股东结构2.4主要人员2.5分支机构2.6对外投资2.7企业年报2.8股权出质2.9动产抵押2.10司法协助2.11清算2.12注销3投融资3.1融资历史3.2投资事件3.3核心团队3.4企业业务4企业信用4.1企业信用4.2行政许可-工商局4.3行政处罚-信用中国4.5税务评级4.6税务处罚4.7经营异常4.8经营异常-工商局4.9采购不良行为4.10产品抽查4.12欠税公告4.13环保处罚4.14被执行人5司法文书5.1法律诉讼(当事人)5.2法律诉讼(相关人)5.3开庭公告5.4被执行人5.5法院公告5.6破产暂无破产数据6企业资质6.1资质许可6.2人员资质6.3产品许可6.4特殊许可7知识产权7.1商标7.2专利7.3软件著作权7.4作品著作权7.5网站备案7.6应用APP7.7微信公众号8招标中标8.1政府招标8.2政府中标8.3央企招标8.4央企中标9标准9.1国家标准9.2行业标准9.3团体标准9.4地方标准10成果奖励10.1国家奖励10.2省部奖励10.3社会奖励10.4科技成果11 土地11.1大块土地出让11.2出让公告11.3土地抵押11.4地块公示11.5大企业购地11.6土地出租11.7土地结果11.8土地转让12基金12.1国家自然基金12.2国家自然基金成果12.3国家社科基金13招聘13.1招聘信息感谢阅读:感谢您耐心地阅读这份企业调查分析报告。
以技术创新开辟工程公司发展新赛道

nno ation e elopment改革·发展□ 韩卫国以技术创新开辟工程公司发展新赛道习近平总书记在党的二十大报告中指出,“高质量发展是全面建设社会主义现代化国家的首要任务”,要“坚持创新在我国现代化建设全局中的核心地位”。
作为一家创新型工程公司,我们将紧紧围绕集团公司党组关于“加快建设世界一流企业”战略部署,积极投身以着力提升战略支撑力、民生保障力、精神感召力为主要内涵的高质量发展行动,以技术创新开辟新领域新赛道,在谱写中国式现代化石化新篇章中作出新贡献。
当好新技术工程转化的“桥梁”作为创新型工程公司,在产学研设创新体系中发挥着承上启下的桥梁纽带作用。
工程公司既可以把生产一线最迫切的需要反馈给科研单位,使研发课题更贴近市场、更符合企业技术迭代升级和产品结构调整急需;同时又将助推科研单位的新技术从实验室走向市场,通过工程化开发与设计,使新技术找到新的应用场景、实现科技成果转化为生产力。
2022年,公司坚持深化“产学研设”合作,不断加大与科研院所技术交流与合作的广度、深度,先后签署技术合作开发协议近40份,全年共开展技术开发项目195项,通过省部级及以上立项课题46项,获国家授权专利113项。
茂名石化燃料电池供氢中心、洛阳红山综合加能站等氢能项目的建成投用,既是“燃料车用氢气纯化及供应技术研发和应用”“油氢合建站及配套供应链构建和应用”等“十条龙”科技攻关成果的推广应用,更是公司与科研、生产单位融合创新的结晶。
今年,公司将全力以赴推进新疆库车绿氢、天津高端新材料、镇海高端新材料等重点工程建设,加快LCO加氢-催化耦合路线生产BTX、LCO加氢裂化2023年1月11日,广州工程公司采用自主创新技术设计的中海油宁波大榭石化有限公司340万吨/年歧化装置在浙江宁波建成投产,成为国内规模最大的同类装置。
蒋波 摄622023 / 06 中国石化nno ation e elopment改革·发展路线生产BTX、高硫石油焦制备柱状活性炭等“油转化”“油产化”“油转特”等技术开发与应用,力争为集团公司提质增效、转型发展、打造国内第一氢能公司再立新功。
中海石油宁波大榭石化有限公司MTBE裂解制异丁烯项目

中海石油宁波大榭石化有限公司 MTBE 裂解制异丁烯项目第二次环境影响评价公示一、项目建设情况简述1、项目名称:中海石油宁波大榭石化有限公司 MTBE 裂解制异丁烯项目2、建设单位:中海石油宁波大榭石化有限公司3、建设地点:中海石油宁波大榭石化有限公司太平村厂区预留用地内4、建设规模及内容:建设一套7万吨/年MTBE裂解制异丁烯装置及系统配套工程,其中系统配套工程为与外部系统相对接的总图、消防、给排水、电气、外网管和辅助生产设施等内容。
该项目以大榭石化在建的15万吨/年MTBE装置生产的MTBE为原料,采用裂解工艺生产高纯度异丁烯,其副产品甲醇可作为MBTE装置的原料。
异丁烯装置公称规模为7万吨/年,年开工时数8400小时。
5、项目总投资:本项目总投资为9756万美元。
二、污染物产生、排放情况及治理对策措施:本装置不设加热炉,开停工、检修及生产有波动时各安全阀及防控系统产生的含烃气体送往火炬系统。
主要废气污染源为甲醇精馏塔塔后回流罐尾气,主要为二甲醚、C4烃、MTBE等,进入燃料气管网以回收燃料,另外,装置内阀门、法兰、泵等密封点处会产生少量无组织排放废气。
装置区废水来自甲醇精馏塔排出的水洗废水、塔后回流罐水包析水以及机泵污水、地面冲洗水、装置区初期雨水,去在建的含油污水场处理,部分回用,部分排海;另外,由于该项目建设增加循环水用量,导致循环水系统排污增加,循环水排污进入在建的含盐污水处理场处理,再经反渗透设施处理回用,反渗透设施排出的浓排水纳管进入榭西污水处理厂处理排海。
固废主要为废催化剂、废瓷球及生活垃圾等,废催化剂和废瓷球委托北仑工业固废处置有限公司填埋处置;噪声主要为机泵噪声,。
三、项目可能对环境造成的影响1、经预测,周围敏感点处的各污染物浓度均能达标。
项目设置100m的卫生防护距离。
2、该项目装置区污水产生量较少(约2m2/h),进入大榭石化在建的含油污水处理场处理,大部分回用,少部分经现有排海管线排海,新增排水量极小,对海域水质COD和石油类的贡献影响较小;循环水系统排污经含盐污水处理场处理后再经反渗透处理回用,浓排水纳管进入榭西污水处理厂处理排海,该项目新增排污约1.3m3/h,所占榭西污水处理厂设计负荷的0.78‰,影响不大。
中海油130亿元馏分油综合利用项目投产
中海油130亿元馏分油综合利用项目投产
钱伯章
【期刊名称】《石油炼制与化工》
【年(卷),期】2016(47)10
【摘要】2016年7月4日中海油总投资达130亿元的大榭石化馏分油综合利用项目在浙江宁波正式投产.该项目投产后,每年可生产近20种化工产品及柴油、喷气燃料等油品,可满足浙江省及周边地区石油化工品市场的增长需求,带动地方石化产业转型升级,向多元化、精细化、一体化发展.大榭石化馏分油综合利用项目拥有15套国内领先的生产装置,年产量达7Mt.其中,芳烃类产品1.5Mt、丙烷80kt、丙烯420kt.
【总页数】1页(P102-102)
【关键词】综合利用;馏分油;投产;化工产品;生产装置;一体化发展;喷气燃料;周边地区
【作者】钱伯章
【作者单位】
【正文语种】中文
【中图分类】TE624.41
【相关文献】
1.中海油大榭石化馏分油综合利用项目开工 [J],
2.中海油馏分油项目管道试压包的编制分析 [J], 蒋新花
3.中海油宣布印尼的KE7-3探井获得成功/兰成渝输油管特大盗油案主犯被判死刑/中海油60万t甲醇项目进展顺利/亚洲最大焦化联合装置在扬子石化建成投产/中原文305井喜获高产油气流/国际能源机构认为油价仍将维持高位/伊拉克恢复北方油田原油出口 [J],
4.宁波馏分油综合利用/馏分油改扩建等项目投产/开工建设 [J],
5.中国海油馏分油综合利用项目投产 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中海石油宁波大榭石化有限公司 MTBE 裂解制异丁烯项目
第二次环境影响评价公示
一、项目建设情况简述
1、项目名称:中海石油宁波大榭石化有限公司 MTBE 裂解制异丁烯项目
2、建设单位:中海石油宁波大榭石化有限公司
3、建设地点:中海石油宁波大榭石化有限公司太平村厂区预留用地内
4、建设规模及内容:建设一套7万吨/年MTBE裂解制异丁烯装置及系统配套工程,其中系统配套工程为与外部系统相对接的总图、消防、给排水、电气、外网管和辅助生产设施等内容。
该项目以大榭石化在建的15万吨/年MTBE装置生产的MTBE为原料,采用裂解工艺生产高纯度异丁烯,其副产品甲醇可作为MBTE装置的原料。
异丁烯装置公称规模为7万吨/年,年开工时数8400小时。
5、项目总投资:本项目总投资为9756万美元。
二、污染物产生、排放情况及治理对策措施:
本装置不设加热炉,开停工、检修及生产有波动时各安全阀及防控系统产生的含烃气体送往火炬系统。
主要废气污染源为甲醇精馏塔塔后回流罐尾气,主要为二甲醚、C4烃、MTBE等,进入燃料气管网以回收燃料,另外,装置内阀门、法兰、泵等密封点处会产生少量无组织排放废气。
装置区废水来自甲醇精馏塔排出的水洗废水、塔后回流罐水包析水以及机泵污水、地面冲洗水、装置区初期雨水,去在建的含油污水场处理,部分回用,部分排海;另外,由于该项目建设增加循环水用量,导致循环水系统排污增加,循环水排污进入在建的含盐污水处理场处理,再经反渗透设施处理回用,反渗透设施排出的浓排水纳管进入榭西污水处理厂处理排海。
固废主要为废催化剂、废瓷球及生活垃圾等,废催化剂和废瓷球委托北仑工业固废处置有限公司填埋处置;噪声主要为机泵噪声,。
三、项目可能对环境造成的影响
1、经预测,周围敏感点处的各污染物浓度均能达标。
项目设置100m的卫
生防护距离。
2、该项目装置区污水产生量较少(约2m2/h),进入大榭石化在建的含油污水处理场处理,大部分回用,少部分经现有排海管线排海,新增排水量极小,对海域水质COD和石油类的贡献影响较小;循环水系统排污经含盐污水处理场处理后再经反渗透处理回用,浓排水纳管进入榭西污水处理厂处理排海,该项目新增排污约1.3m3/h,所占榭西污水处理厂设计负荷的0.78‰,影响不大。
3、该项目产生的噪声对厂界的贡献值基本能满足《工业企业厂界环境噪声排放标准》(GB12348-2008)中的3类标准。
4、项目固废经无害化处置和合理利用后,可达相关规范要求,对环境影响较小。
四、项目环境影响的主要环保结论:
该项目可深化大榭石化在建装置的产业链,提升产品附加值,项目符合国家、地方产业政策和选址规划要求,项目所选生产工艺较先进,清洁生产水平
较高,装置总体较清洁,污染治理设施配套较完善,环境风险水平在可接收范
围内,可做到环境效益和经济效益的统一。
因此,该项目从环境保护的角度上考虑是可行的。
五、公众查阅环境影响报告书简本的方式和期限,以及公众认为必要时向建设
单位或者其委托的环境影响评价机构索取补充信息的方式和期限
1、自公告之日起十个工作日内,公众如需进一步了解项目信息及评价情况可直接向环评单位或建设单位咨询。
2、公众对建设项目有环境保护方面意见的,可于公告之日起十个工作日内,向当地环保主管部门、建设单位或环境影响报告编制单位提出,也可将书面意
见另外抄送负责该建设项目审批的环境保护行政主管部门。
建设单位:中海石油宁波大榭石化有限公司姚万贺
环评单位:宁波市环境保护科学研究设计院胡自伟
当地环保主管部门:大榭开发区环保局
六、征求公众意见的主要事项
为了广泛听取有关单位、专家和公众对本项目环境影响评价工作的意见和
建议,恳请见此公示并关心此项目的广大群众和相关人士,提出您宝贵的想法
和建议。
征求公众意见的主要事项如下:⑴您是否知道/了解在该地区建设的项目;
⑵对项目建设所持的态度;⑶项目建成后对当地经济、社会发展的影响;⑷项
目建成后对个人生活质量的影响;⑸工程建成后对环境的影响;⑹个人利益受
项目影响的程度;⑺对所受影响的基本态度;⑻对项目建设有何建议与要求。
七、公众提出意见的起止时间
2014 年 3 月 11 日~2014 年 3 月 24 日。
公告发布单位:中海石油宁波大榭石化有限公司
宁波市环境保护科学研究设计院
公告发布时间:2014 年3 月11 日。