全尺寸和性能检验报告
瓦楞纸箱全尺寸检验报告

上摇盖
90*30mm
210
90*30mm
209
90m
210
72*10mm
60
72*10mm
60
72*10mm
60
72*10mm
60
68*60mm 68*60mm 68*60mm 68*60mm
合格 合格 合格 合格 合格
下摇盖
把手规格
第
90*30mm 0mm 0mm
5四 唛
合格
1mm 0mm
1mm 0mm
下摇盖
把手规格
第
90*30mm 0mm 0mm
3二
把手位置
距上边缘210mm 1mm 1mm
唛
侧面胶带规格
72*10mm 0mm 0mm
侧面胶带位置 距上下边缘60mm 1mm 1mm
第 4三
唛
限制框大小 上摇盖 下摇盖
68*60mm
0mm 0mm 1mm 0mm 1mm 0mm
把手位置
距上边缘210mm 1mm 1mm
侧面胶带规格
72*10mm 0mm 0mm
侧面胶带位置 距上下边缘60mm 1mm 1mm
限制框大小
68*60mm 0mm 0mm
90*30mm
210
90*30mm
209
90*30mm
210
90*30mm
210
72*10mm
60
72*10mm
60
72*10mm
公差
尺寸要求
上下
1
检验结果
2
3
判定 备注 4
1
压 线
第 2一
唛
长 宽 高 结舌 上摇盖 下摇盖 上摇盖
全尺寸检验报告范本

全尺寸检验报告范本
尊敬的客户,
感谢您选择我们的全尺寸检验服务。
根据您的要求,我们为您提供了一份全尺寸检验报告。
以下是报告的范本内容:
日期:
检验单位:
项目名称:
检验标准:
1. 总结
在本次全尺寸检验中,我们对您的产品进行了详细的检验评估。
总体来说,产品在多个指标上达到了预期要求,并符合相关的标准和规定。
2. 检验细节
2.1 外观检验
我们对产品的外观进行了仔细检查,包括表面光洁度、颜色一致性、物体形状等。
结果显示产品外观完好无损,颜色一致且符合预期。
2.2 尺寸测量
通过使用精确的测量工具,我们对产品的各个尺寸进行了测量。
结果表明产品尺寸在允许的公差范围内,并没有超出预期要求。
2.3 功能性测试
我们对产品的功能进行了测试,并确保符合相关的功能要求。
测试结果显示产品各项功能正常有效。
2.4 压力测试
通过在一定的压力下对产品进行测试,我们确认产品具备足够的强度以满足工作条件下的应用要求。
3. 结论
基于全尺寸检验的结果,我们可以得出以下结论:
(1)产品的外观完好且颜色一致。
(2)产品尺寸符合预期且在允许的公差范围内。
(3)产品的功能正常有效。
(4)产品具备足够的强度以满足工作条件下的应用要求。
我们希望以上报告内容对您有所帮助。
如果您有任何疑问或需要进一步的信息,请随时联系我们。
再次感谢您选择我们的全尺寸检验服务。
此致,
检验单位。
全尺寸检验及功能试验报告(二)2024
全尺寸检验及功能试验报告(二)引言概述:本文是《全尺寸检验及功能试验报告(二)》的正文部分,旨在详细介绍全尺寸检验及功能试验的相关内容。
全尺寸检验及功能试验是一项重要的评估工作,为确保产品的质量和性能达到预期标准提供了有效的依据。
本文将从五个大点进行阐述,包括:样品准备、尺寸测量、材料性能测试、机械性能测试和环境适应性试验。
通过对这些大点的详细描述和分析,提供了全面的检验报告。
正文:一、样品准备:1. 确定样品选择的标准和数量。
2. 按照标准要求采集样品,并保证样品的完整性和一致性。
3. 对样品进行清洗和处理,确保其表面无污染和无损伤。
4. 进行样品编号和记录,方便后续的跟踪和管理。
二、尺寸测量:1. 使用合适的工具和设备进行尺寸测量,包括长度、宽度、高度等方面的参数。
2. 确保测量的准确性和重复性,避免人为操作误差。
3. 记录每个样品的尺寸数据,并进行统计和分析,评估其一致性和符合性。
4. 排除异常数据,并对其原因进行分析和解释。
三、材料性能测试:1. 确定材料性能测试的项目和方法,如拉伸强度、硬度等。
2. 进行相应的实验操作,采集数据,并进行数据分析和结果评估。
3. 评估材料的性能参数,如强度、韧性等,确保其满足设计要求。
4. 对不合格的样品进行重新测试或淘汰,并记录原因和处理措施。
四、机械性能测试:1. 确定机械性能测试的项目和方法,如耐磨性、抗冲击性等。
2. 进行相应的实验操作,采集数据,并进行数据分析和结果评估。
3. 评估样品的机械性能,确保其能够满足使用要求和环境条件。
4. 根据测试结果,对样品进行等级划分,指导后续的产品改进和优化。
五、环境适应性试验:1. 确定环境适应性试验的项目和条件,如温度、湿度等。
2. 进行相应的实验操作,模拟真实环境条件下的使用情况。
3. 评估样品在不同环境下的表现和性能变化,如腐蚀、老化等。
4. 根据试验结果,评估样品的可靠性和耐久性,并提出相应的改进建议。
产品全尺寸检验报告(一)
产品全尺寸检验报告(一)引言概述:
本文档是针对产品全尺寸检验的报告,通过对产品进行详细的检测和评估,旨在确保产品的质量和性能达到预期标准。
全尺寸检验是一项重要的质量控制活动,对于保证产品的可靠性和安全性具有重要意义。
正文:
1. 产品外观检验
- 检查产品的外观是否符合设计要求
- 检查产品的颜色、光泽度、表面平整度等方面是否达标
- 检查产品是否存在任何外观缺陷或损伤
2. 产品尺寸测量
- 使用精确的测量工具对产品尺寸进行测量
- 比较测量结果与设计图纸中规定的尺寸标准进行对比
- 确保产品的尺寸精度符合要求,并排除尺寸超差的情况
3. 产品功能性测试
- 对产品的各项功能进行全面测试
- 检验产品是否能够正常运作并满足设计要求
- 测试产品在不同条件下的可靠性和稳定性
4. 产品耐久性评估
- 对产品的材料及制造工艺进行评估
- 使用适合的试验方法模拟产品在长期使用中的情况
- 评估产品的耐久性和寿命,并采取相应的措施进行改进
5. 产品安全性检查
- 检查产品是否符合相关的安全标准和法规
- 检验产品是否存在任何安全隐患
- 确保产品在正常使用过程中不会给用户带来任何安全风险
总结:
综上所述,通过全尺寸检验,我们对产品的外观、尺寸、功能性、耐久性和安全性进行了全面评估。
在检验过程中,我们发现并解决了一些尺寸超差、功能缺陷以及材料问题。
经过改进和调整后,产品达到了预期的质量和性能标准。
我们将继续进行产品的全尺寸检验,并持续改进,以确保产品始终满足客户的需求和期望。
FAIR全尺寸检验报告
徐维施耐德bbv53683水印纸盒20000检测项目材料外观2192962822以下空白抽样数量订单号检验标准200依客户提供图纸不合格数0检验日期保存期限判定结果20139301年ok判定okokokokok样本1批样本2批样本3批样本4批样本5批检测仪器okok2190960820okok2190960820okok2190960820okok2190960820okok2190960820目视目视盒尺盒尺盒尺
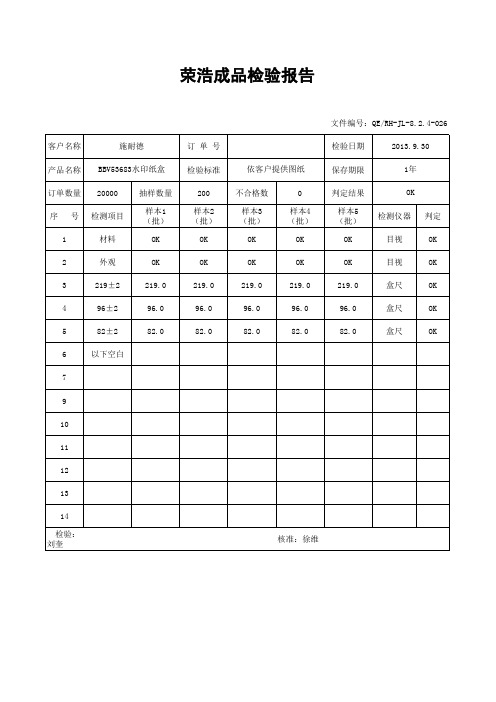
荣浩成品检验报告
文件编号:QE/RH-JL-8.2.4-026 客户名称 产品名称 订单数量 序 1 2 3 4 5 6 7 9 10 11 12 13 14 检验:刘奎 核准:徐维 号 施耐德 BBV53683水印纸盒 20000 检测项目 材料 外观 219±2 96±2 82±2 以下空白 抽样数量 订 单 号 检验标准 200 依客户提供图纸 不合格数 0 检验日期 保存期限 判定结果 2013.9.30 1年 OK 判定 OK OK OK 3(批) 样本4(批) 样本5(批) 检测仪器 OK OK 219.0 96.0 82.0 OK OK 219.0 96.0 82.0 OK OK 219.0 96.0 82.0 OK OK 219.0 96.0 82.0 OK OK 219.0 96.0 82.0 目视 目视 盒尺 盒尺 盒尺
全尺寸检验报告

PPAP
供方名称 : 哈尔滨天烨轴承有限公司 供方代码:
乙方检验结论:合格 (盖检验章) 注:。 检验: 审核:
甲方检验结论:
检验日期:
天烨轴承ห้องสมุดไป่ตู้限公司
全尺寸检验报告 手工样件 工装样件
零件编号: 54RCT3502 零件名称: 汽车离合器轴承 图纸更改日期: 检验机构名称:哈尔滨天烨轴承有限公司质检部 尺寸序号 Number 尺寸要求 Characteristic Dimension 01 02 03 04 05 06 07 08 09 10 11 12 轴承单元内径尺寸φ35.05~φ35.30 接触圆直径φ54 单总高44.5±05 单元配合高34±0.5 拨叉宽度43.5±0.5 内外圈硬度HRC60~64 旋转灵活性 手感无噪音 外观无锈蚀、划伤 型号标识清楚 调心力50~200N 调心量1.2-1.7 是否KPC KPC Yes/No Y N N Y Y Y N N N N N Y 检测方法 inspection method 专用止通规 游标卡尺 游标卡尺 游标卡尺 游标卡尺 硬度计 转动 转动 目测 目测 测力计 游标卡尺 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 63 合格 合格 合格 合格 100N 1.4 序列号 Serial No Sφ35.10 φ54 44.15 34 43.86 62 合格 合格 合格 合格 100N 1.5 序列号 Serial No S序列号 Serial No S序列号 Serial No S-
全尺寸检验及功能试验报告
全尺寸检验及功能试验报告报告日期:2024年10月10日一、引言二、测试目标本次测试的目标是验证产品在真实使用环境中的性能,包括尺寸、结构强度、安全性和功能等方面,以确保产品的质量和可靠性。
三、测试方法1.全尺寸检验:根据产品的设计图纸,使用测量工具对产品的尺寸进行测量,包括长度、宽度、高度等。
将测量结果与设计规格进行对比,检查是否符合要求。
2.结构强度测试:对产品的各个部件进行强度测试,包括承载能力、抗压能力等。
使用标准化的测试设备对产品进行载荷测试,记录变形和破坏情况,并根据测试结果分析产品的结构强度是否满足设计要求。
3.安全性测试:对产品进行安全性测试,包括电气安全、防火性能、防护性能等。
通过电气安全测试仪器对产品的电气参数进行测试,确保产品在正常使用过程中没有电气安全隐患。
通过防火实验和防护性能测试,验证产品的防火能力和保护能力。
4.功能试验:根据产品的设计要求和规范,对产品的功能进行测试。
通过连接电源、接口设备等,激活产品的各项功能,并记录测试结果,验证产品的功能是否正常。
四、测试结果1.全尺寸检验结果:通过对产品的尺寸进行测量,结果与设计规格完全符合,产品的尺寸满足要求。
2.结构强度测试结果:产品在最大负荷下未出现明显变形和破坏,结构强度满足设计要求。
3.安全性测试结果:产品在电气安全测试中通过了所有参数的检测,符合电气安全标准。
防火实验和防护性能测试中,产品表现出良好的防火能力和保护能力。
4.功能试验结果:产品的所有功能测试都正常工作,包括开关、调节、显示等功能,符合设计要求。
五、结论根据全尺寸检验及功能试验的结果,产品在尺寸、结构强度、安全性和功能等方面均满足设计要求。
产品具有良好的性能和可靠性,可投入市场销售和使用。
六、建议在后续生产中,建议继续强化全尺寸检验和功能试验,确保产品的质量和安全性。
同时,建议对产品的外观和包装进行进一步优化,提升产品的竞争力和用户满意度。
全尺寸检验报告模板
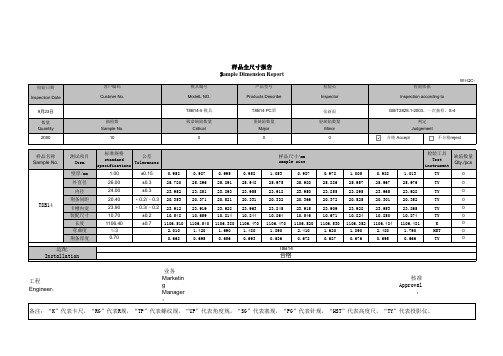
WI-QC-检验日期Inspection Date9月23日数量Quantity 2000样品名称Sample No.测试项目Item 标准规格standardspecifications公差Tolerances检验工具Testinstrument缺陷数量Qty./pcs壁厚/mm 1.00±0.150.9580.9870.9950.958 1.0530.9870.978 1.0050.988 1.013TY 0外直径26.00±0.325.78025.89625.89125.94825.97525.98025.88625.95725.96725.976TY 0内径24.00±0.323.95223.85123.89323.95523.91823.95023.85523.89523.96523.928TY 0荆条间距20.40﹢0.2/﹣0.320.35320.37120.52120.33120.33220.36620.37220.52520.30120.352TY 0卡槽内宽23.90﹢0.3/﹣0.223.91223.91923.92823.96323.84523.91523.90923.92823.95323.865TY 0装配尺寸10.70±0.210.54810.65910.81410.84410.86410.54610.67110.82410.85010.874TY 0长度1106.40±0.71106.5101106.5401106.3801106.4701106.4701106.5201106.5301106.3521106.4841106.481K 0弯曲度≤3 2.010 1.420 1.690 1.480 1.890 2.410 1.620 1.890 2.480 1.790HST 0荆条厚度0.700.6680.6950.6560.6930.6360.6780.6870.6760.6950.666TY工程Engineer :业务Marketin gManager :核准Approval:判定JudgementInspector 检验员张新雨轻缺陷数量Minor 检验依据Inspection according to GB/T2828.1-2003,一次抽样,S-4Sample No.适配InstallationT8B14T8B14Critical 样品尺寸/mm sample size 不合格rejectMajor 0合格 Accept抽检数致命缺陷数量Products Describe 产品型号T8B14 PC 罩重缺陷数量样品全尺寸报告S ample Dimension Report模具编号ModelL NO.T8B14-5 模具客户编码Custmer No.备注:“K”代表卡尺,“RG”代表R规,“TP”代表螺纹规,“UP”代表角度规,“SG”代表塞规,“PG”代表针规,“HST”代表高度尺,“TY”代表投影仪。
全尺寸检测检验报告
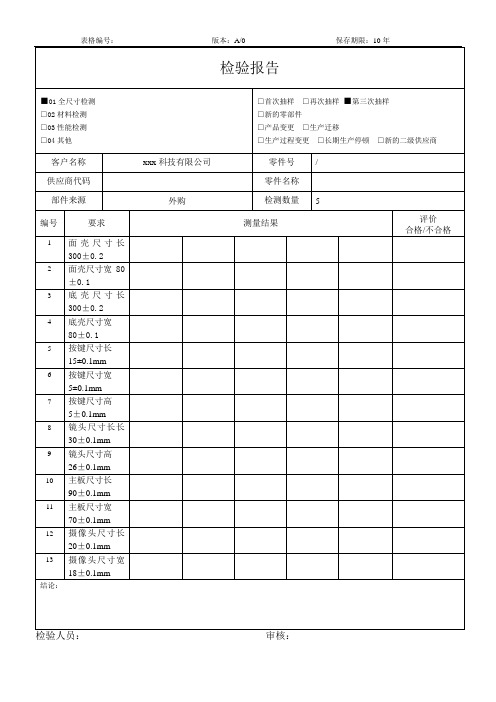
摄像头尺寸宽18±0.1mm
结论:
检验人员:审核:
检验报告
■01全尺寸检测
□02材料检测
□03性能检测
□04其他
□首次抽样□再次抽样■第三次抽样
□新的零部件
□产品变更 □生产迁移
□生产过程变更 □长期生产停顿 □新的二级供应商
客户名称
xxx科技有限公司
零件号
/
供应商代码
零件名称
部件来源
外购
检测数量
5
编号
要求
测量结果
评价
合格/不合格
1
面壳尺寸长300±0.2
2
面壳尺寸宽80±0.1
3
底壳尺寸长300±0.2
4
底壳尺寸宽
80±0.1
5
按键尺寸长15±0.1mm
6
按键尺寸宽5±0.1mm
7Hale Waihona Puke 按键尺寸高5±0.1mm
8
镜头尺寸长长30±0.1mm
9
镜头尺寸高
26±0.1mm
10
主板尺寸长
90±0.1mm
11
主板尺寸宽
70±0.1mm
12
摄像头尺寸长20±0.1mm
全尺寸检验及功能试验报告(一)

全尺寸检验及功能试验报告(一)引言概述:本报告旨在对产品进行全尺寸检验及功能试验,以确保其在设计规格要求下的可靠性和性能。
本文档将系统地介绍了全尺寸检验及功能试验的过程和结果,为产品的质量保证和最终交付提供了依据。
正文:一、全尺寸检验1.外观检验-检查产品外观是否完整无损,是否符合设计要求。
-确认产品颜色、标识和包装是否符合规格。
2.尺寸测量-测量产品长、宽、高及其他特定尺寸参数,与设计图纸进行对比。
-判断产品是否符合尺寸要求,以保证后续的功能试验可行性。
3.重量检验-测量产品重量,与设计规格进行比对。
-确保产品的重量在合理范围内,不超出承重能力。
4.材料检验-检验产品所采用的材料,确认是否符合设计规范。
-验证产品所使用的材料的质量和可靠性。
5.表面处理检验-检查产品表面处理是否符合要求。
-评估表面处理的质量和耐久性。
二、功能试验1.性能测试-对产品的各项性能指标进行测试,如电气性能、机械性能等。
-确保产品在正常工作情况下能够满足设计要求。
2.耐久性试验-通过模拟产品长时间使用情况,检验其耐久性和可靠性。
-评估产品在长期使用中是否会出现性能下降或故障。
3.环境适应性试验-将产品暴露于各种恶劣环境下,如高温、低温、湿度等。
-检验产品在各种环境条件下的工作性能和稳定性。
4.安全性测试-对产品的安全性能进行测试,确保其符合相关安全标准。
-评估产品在正常使用过程中是否存在安全隐患。
5.可靠性试验-对产品进行全面的可靠性测试,包括寿命测试、可靠性增长测试等。
-验证产品的可靠性指标,为产品质量保证提供依据。
总结:通过本次全尺寸检验及功能试验,产品在外观、尺寸、重量、材料、表面处理等方面均符合设计规范要求。
功能试验的结果表明产品的性能、耐久性、环境适应性、安全性和可靠性均满足预期要求。
在质量保证和最终交付环节,本报告为产品提供了可靠的数据支持,保证了产品的质量和性能。
全尺寸测量报告(二)2024
全尺寸测量报告(二)引言概述:在本文档中,将会详细介绍全尺寸测量报告的第二部分内容。
全尺寸测量报告是一种评估和分析产品尺寸精度的重要工具。
本报告将围绕着五个主要的大点展开,涵盖了多个小点,以便提供一个全面而系统的分析。
通过本文档,读者将了解到全尺寸测量报告的具体内容和使用方法。
正文内容:一、测量仪器及方法1.选择合适的测量仪器:考虑到需求和产品特性,选择合适的测量仪器是确保准确性的关键。
2.建立测量过程:确定测量标准和流程,包括测量初始状态、测量位置和测量方向等。
3.校准检验:定期对测量仪器进行校准检验,确保其准确性和可靠性。
二、尺寸测量数据收集1.数据采集方法:选择合适的数据采集方法,如手动输入、自动记录或图像采集等。
2.数据准确性控制:确保在数据采集过程中采取适当的措施,如避免人为误差和设备漂移等,以提高数据准确性。
3.数据处理与存储:对采集到的数据进行处理和分析,并进行适当的存储,以支持后续的数据解释和报告生成。
三、全尺寸测量报告分析1.数据可视化:使用合适的图表、图像和图形工具,对全尺寸测量数据进行可视化展示,以便于数据分析和评估。
2.尺寸精度评估:对测量数据进行尺寸精度评估,包括计算尺寸误差、标准差和可重复性等指标。
3.异常数据处理:识别和处理异常数据,将其排除在分析范围之外,以确保分析结果的准确性。
四、尺寸精度改进措施1.问题原因分析:对尺寸精度不符合要求的原因进行深入分析,并确定不同因素的影响程度。
2.改进方案设计:根据问题原因分析,设计合理的改进方案,包括工艺优化、设备调整和操作培训等。
3.改进效果验证:实施改进方案后,对尺寸精度进行再次测量和评估,验证改进效果是否满足要求。
五、全尺寸测量报告总结通过全尺寸测量报告的详细分析,可以清楚地了解产品尺寸精度的状况和存在的问题。
同时,通过合理的改进措施,可以有效提升产品尺寸精度,提高产品质量和客户满意度。
全尺寸测量报告的准确性和可靠性对于产品的研发和生产过程至关重要,必须严格按照标准操作,确保测量数据的准确性和可靠性。
全尺寸检验报告

序号No 项目Item 标准(带公差)spec(include tolerance)标准下限upper limit 标准上限lower limit 测量工具measurement tool样件1sample1样件2sample2样件3sample31尺寸7.56±0.107.467.662D 7.5207.5107.5302尺寸 4.0±0.10 3.90 4.10卡尺 4.500 4.500 4.5003尺寸 3.0±0.10 2.90 3.10卡尺 3.000 3.020 3.010456789101112131415161718192021222324252627282930天宝机型Toppower Model:XXXX 设计记录日期/版本/编号:XXXX检测结果:NG检验员:XXX 日期:XXX 批准:XXX 日期:XXX全尺寸检验报告Total dimensional inspection report供应商Supplier:XXXX 报告编号Report No:XXXX天宝编码Toppower Part No:XXXX 物料名称Part Name:XXXX 备注:1、单线流程最少取5件产品进行100%尺寸测量;2、测量数据小数点后的位数不能少于标准公差小数点后的位数且同组数据小数点后位数必须相同;3、如果每个模具有2个穴, 每个穴最少取5件产品进行100%尺寸测量 ;如果每个模具有3个, 4个或5个穴, 每个穴最少取3件产品进 可在本表样件列增加列数。
ection report须相同;。
产品全尺寸检验报告
引言概述产品全尺寸检验报告的目的是对产品的尺寸进行全面的检验和评估,确保产品符合设计要求和质量标准。
本报告旨在对产品的尺寸检验过程、测试方法、检验结果等方面进行详细介绍,为产品的研发、生产和质量控制提供参考依据。
正文内容一、尺寸检验的重要性1.1尺寸检验在产品质量控制中的作用1.2尺寸检验对产品性能和可靠性的影响二、尺寸检验的方法和流程2.1尺寸检验的基本原则2.2尺寸检验的常用仪器设备和工具2.3尺寸检验的具体流程和步骤三、尺寸检验的技术要点3.1尺寸检验的准确性和精确度要求3.2尺寸检验的可重复性和稳定性要求3.3尺寸检验的合格标准和判定方法四、尺寸检验的常见问题及对策4.1尺寸偏差过大或过小的原因及解决方法4.2尺寸测量误差的来源及纠正措施4.3尺寸检验过程中可能出现的误判和漏检问题五、尺寸检验的优化与改进5.1尺寸检验过程中的测量技术优化5.2尺寸检验过程中的自动化和智能化改进5.3尺寸检验的数据处理与分析方法小点详细阐述一、尺寸检验的重要性1.1尺寸检验在产品质量控制中的作用介绍产品质量控制的重要性,尺寸检验在其中的地位和作用解释尺寸检验对于确保产品性能、可靠性和持久性的重要性1.2尺寸检验对产品性能和可靠性的影响分析尺寸不合格对产品性能和可靠性的影响举例说明尺寸合格性与产品质量之间的关系二、尺寸检验的方法和流程2.1尺寸检验的基本原则介绍尺寸检验的基本原则,如准确性、可重复性、稳定性等强调尺寸检验的科学性和标准化要求2.2尺寸检验的常用仪器设备和工具介绍常用的尺寸检验仪器设备,如千分尺、千分尺、光学投影仪等说明每种仪器设备的适用范围和操作方法2.3尺寸检验的具体流程和步骤详细描述尺寸检验的具体流程,包括准备工作、测量操作、数据记录等强调每个步骤的重要性和操作规范三、尺寸检验的技术要点3.1尺寸检验的准确性和精确度要求解释准确性和精确度的概念,以及在尺寸检验中的应用强调准确性和精确度对尺寸检验结果的影响和要求3.2尺寸检验的可重复性和稳定性要求解释可重复性和稳定性的概念,以及在尺寸检验中的应用分析可重复性和稳定性对尺寸检验结果的影响和要求3.3尺寸检验的合格标准和判定方法介绍尺寸检验的合格标准,如允许偏差、公差等解释尺寸检验的判定方法,如一致性判定、比较法等四、尺寸检验的常见问题及对策4.1尺寸偏差过大或过小的原因及解决方法分析尺寸偏差过大或过小的可能原因,如生产工艺、测量误差等提出针对性的解决方法,如优化工艺、提高仪器精度等4.2尺寸测量误差的来源及纠正措施详细解释尺寸测量误差的来源,如人为误差、仪器误差等提出纠正措施,如培训操作人员、校准仪器设备等4.3尺寸检验过程中可能出现的误判和漏检问题分析尺寸检验过程中可能出现的误判和漏检问题的原因提出防止误判和漏检的措施,如增加复检环节、加强工序监控等五、尺寸检验的优化与改进5.1尺寸检验过程中的测量技术优化探讨尺寸检验过程中的测量技术优化方法,如精度改进、方法改进等强调测量技术优化对提高尺寸检验效率和准确性的作用5.2尺寸检验过程中的自动化和智能化改进介绍尺寸检验过程中的自动化和智能化改进方法,如自动测量系统、智能判定系统等分析自动化和智能化改进对尺寸检验效率和准确性的影响5.3尺寸检验的数据处理与分析方法提出尺寸检验的数据处理与分析方法,如统计分析、异常分析等说明数据处理与分析方法对尺寸检验结果的评估和判定的重要性总结本文对产品全尺寸检验的过程、方法、要点以及常见问题进行了详细阐述。
零件全尺寸检验报告下载(两篇)2024
引言概述:本文旨在为读者提供关于零件全尺寸检验报告的相关信息。
全尺寸检验是一项必要的工作,用于确保零件制造的精度和质量。
通过全尺寸检验报告,我们可以获得关于零件尺寸和几何特征的详细信息,从而评估其是否符合设计要求和客户需求。
本文将介绍如何获取零件全尺寸检验报告的,以及报告中的主要内容和意义。
正文内容:一、的获取1.在制造公司官方网站上的客户服务页面查找相关信息。
2.联系制造公司的销售代表或客户服务代表,索要报告的。
3.在零件制造行业的在线论坛或社交媒体群组中寻求相关信息,或者向其他行业专家咨询。
二、报告中的主要内容1.零件的详细尺寸:包括长度、宽度、高度等基本尺寸数据。
2.几何特征:例如轮廓、平行度、垂直度、圆度等。
3.表面质量:如粗糙度、平整度、挠曲度等。
4.角度和倾斜度:包括不同面之间的角度和倾斜度。
5.配合尺寸:用于确保零件与其他零件的配合性。
三、报告的意义1.质量控制:全尺寸检验报告是确保零件质量符合标准的关键工具。
2.设计验证:通过对零件进行全尺寸检验,可以验证设计是否满足需求。
3.供应链管理:供应商可以使用全尺寸检验报告来监测和改进其生产过程,提高零件质量。
4.客户满意度:提供全尺寸检验报告可以增加客户对制造公司的信任和满意度。
5.故障分析:当零件在使用过程中出现问题时,全尺寸检验报告可以作为故障分析的依据。
四、小点详细阐述:1.零件尺寸的详细测量方法和工具,如千分尺、高度规、投影仪等。
2.几何特征的测量原理和相关标准,如ISO1101等。
3.表面质量测量的方法和仪器,如光学仪器、表面粗糙度仪等。
4.角度和倾斜度的测量方法和设备,如角度测量仪、转角仪等。
5.配合尺寸测量的步骤和相关工具,如卡规、块规等。
五、总结:在零件制造过程中,全尺寸检验是不可或缺的质量控制步骤。
通过全尺寸检验报告的,我们可以获取关于零件尺寸和几何特征的详细信息,从而评估其质量和符合程度。
全尺寸检验报告对于制造公司、设计验证、供应链管理、客户满意度和故障分析都具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
33
垂直度
0.04
三坐标
0.01、0.02、0.01、0.01、0.01
合格
34
尺寸
Ø44
卡尺
44.1、44.18、44.12、44.14、44.16
合格
35
尺寸
R6
R规
合格、合格、合格、合格、合格
合格
36
尺寸
12.5
卡尺
12.54、12.6、12.56、12.52、12.5
合格
37
尺寸
6.5
卡尺
合格
12
尺寸
Φ23
卡尺
Φ22.98、Φ22.96、Φ22.96、Φ22.96、Φ22.98
合格
13
尺寸
18.5
深度尺
18.5、18.48、18.48、18.46、18.48
合格
14
尺寸
7.5
卡尺
7.48、7.5、7.54、7.5、7.48、7.52
合格
15
尺寸
3
卡尺
3.02、3、3、3.04、3.02
合格
16
尺寸
Φ29.5
塞规
合格、合格、合格、合格、合格
合格
17
尺寸
3.5±0.05
卡尺
3.52、3.52、3.5、3.48、3.5
合格
18
尺寸
22.5
卡尺
22.52、22.48、22.5、22.48、22.54
合格
19
尺寸
20
深度尺
20.06、20.1、20.08、20.06、20.04
合格
20
尺寸
尺寸
38±0.1
深度尺
38、38.02、38.04、37.96、38
合格
3
尺寸
27
深度尺
27、27.02、27.02、27、26.98
合格4Leabharlann 尺寸1.8带深度游标卡尺
1.82、1.8、1.84、1.86、1.8
合格
5
尺寸
3.5
深度尺
3.56、3.54、3.54、3.56、3.54
合格
6
尺寸
19.5±0.05
深度尺
19.5、19.52、19.52、19.5、19.5
合格
7
尺寸
φ64
塞规
合格、合格、合格、合格、合格
合格
8
尺寸
Φ24
塞规
合格、合格、合格、合格、合格
合格
9
尺寸
φ19
塞规
合格、合格、合格、合格、合格
合格
10
尺寸
Φ30
卡规
合格、合格、合格、合格、合格
合格
11
尺寸
Φ25
卡规
合格、合格、合格、合格、合格
24
尺寸
1×30°
卡尺、角度尺
合格、合格、合格、合格、合格
合格
25
尺寸
Ø15.5
卡尺
15.6、15.58、15.56、15.56、15.6
合格
26
尺寸
0.8×45°
卡尺、角度尺
合格、合格、合格、合格、合格
合格
27
同轴度
Ø0.05
偏摆仪
0.04、0.05、0.05、0.04、0.05
合格
28
尺寸
R1
R规
合格
42
尺寸
2-R8
R规
合格、合格、合格、合格、合格
合格
43
尺寸
M5
螺纹规
合格、合格、合格、合格、合格
合格
44
尺寸
0.5×45°
卡尺、角度尺
合格、合格、合格、合格、合格
合格
45
材质
ADC12
委外检测
合格
合格
46
检验
李忠莲
批准
王群
15.5
卡尺
15.52、15.56、15.5、15.54、15.52
合格
21
尺寸
1×45°
卡尺、角度尺
合格、合格、合格、合格、合格
合格
22
尺寸
75±0.15
卡尺
75.48、75.1、75.02、75.12、74.94
合格
23
尺寸
Φ61.5
卡尺
61.62、61.58、61.66、61.7、61.68
合格
6.52、6.56、6.5、6.52、6.52
合格
38
尺寸
Ø50
卡尺
50.1、50.08、50.06、50.02、50.08
合格
39
尺寸
3
卡尺
3.02、3、3.04、3.02、3.06
合格
40
尺寸
Ø28
卡尺
28.1、28.06、28.12、28.06、28.02
合格
41
尺寸
Φ68
卡尺
67.94、67.86、67.88、67.9、67.84
合格、合格、合格、合格、合格
合格
29
尺寸
R3
R规
合格、合格、合格、合格、合格
合格
30
同轴度
Ø0.04
三坐标
0.01、0.02、0.01、0.02、0.01
合格
31
尺寸
Ø40
卡尺
40.02、40.06、40.04、40.02、40.06
合格
32
对准度
0.2
三坐标
0.12、0.16、0.1、0.12、0.14
全尺寸和性能检验报告
检验日期:编号:
产品名称
106-J机壳
顾客名称
南京奥特佳冷机有限公司
产品件号
WXH106-J
生产日期
2013.3.10
检验数量
5
检验员
李忠莲
序
号
检验项目
产品质量/技术要求
检验
方法
检验数据
判定
1
尺寸
42.5±0.1
深度尺
42.46、42.52、42.48、42.48、42.5
合格
2