OEE数据记录分析表格式
合集下载
车间OEE报表

14 3月14日 14 4000 2
32 56
13 6.58 692 100.0% 89% 87.8% 77.9% 0.0%
15 3月15日 12 4000 7
44 30
汇总
177 56174 708 R=d/[
M=X*60-
备注: (Nd=+Me+/[fX+*g6
XO*=610--
b/a
0-
1613
6 3月6日 10 3465 56
44 30
12
13 4.70 694 98.4% 89% 106.2% 93.0% 0.0%
7 3月7日 9 2345 67
4 454
13 4.23 322 97.1% 41% 172.2% 69.0% 0.0%
8 3月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
合格 率%
设备故
时间效 性能效 OEE 障停机
率% 率% 率
1 3月1日 14 4500 33
3 58
13 6.58 719 99.3% 92% 95.1% 87.0% 0.0%
2 3月2日 9 3000 56Fra bibliotek44 30
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
3 3月3日 12 3467 67
时间效率%
88.1%
89.9%
92.0%
89.3%
90.7%
性能效率%
OEE
90.8%
160.0% 140.0% 120.0% 100.0%
1起50始%日期:
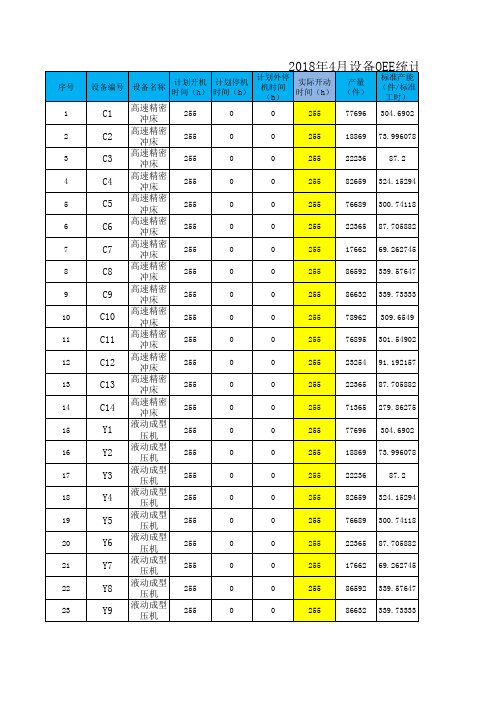
设备OEE统计表
25236
3
100.00% 88.11% 99.99% 88.10%
85659
2
100.00% 96.50% 100.00% 96.50%
79689
3
100.00% 96.24% 100.00% 96.23%
25365
2
100.00% 88.17% 99.99% 88.16%
20662
2
100.00% 85.48% 99.99% 85.47%
17
Y3
液动成型 压机
255
0
0
255
22236
87.2
18
Y4
液动成型 压机
255
0
0
255
82659 324.15294
19
Y5
液动成型 压机
255
0
0
255
76689 300.74118
20
Y6
液动成型 压机
255
0
0
255
22365 87.705882
21
Y7
液动成型 压机
255
0
0
255
17662 69.262745
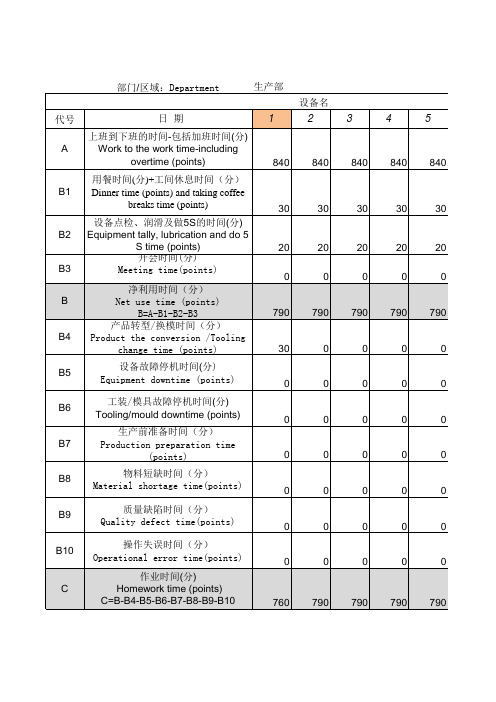
负荷时间:设备应该正常运转的时间,等于总投入时间(指出勤时间)-计划停机时间(如早会、休息等)。
停机时间:指计
备OEE统计表QR13-06
理论产量 不良数
件
(件)
时间开动 性能开动 率(%) 率(%)
良品率 (%)
OEE(%)
备注
80696
0
100.00% 96.28% 100.00% 96.28%
255
78962 309.6549
经典实用的OEE统计报表
LO0G.47O
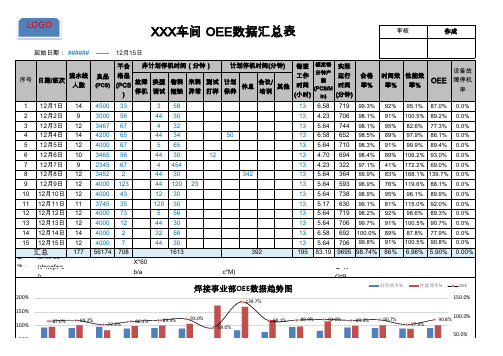
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
XXX车间 OEE数据汇总表
审核
作成
起始日期: ###### —— 12月15日
流水线 序号 日期/班次
人数
良品
(PCS)
不合 非计划停机时间(分钟)
格品 (PCS 故障 换型 物料 来料 测试
) 停机 调试 短缺 异常 打样
计划停机间(分钟) 每班 额定每 实际
工作 分钟产 运行
8 12月8日 12 3452 2
44 30
342
13 5.64 364 99.9% 83% 168.1% 139.7% 0.0%
9 12月9日 12 4000 123
44 120 23
13 5.64 593 96.9% 76% 119.6% 88.1% 0.0%
10 12月10日 12 4000 43
0%
0.0%
12月1日 12月2日 12月3日 12月4日 12月5日 12月6日 12月7日 12月8日 12月9日 12月10日 12月11日 12月12日 12月13日 12月14日 12月15日
注: (Nd=+Me+/[fX+*g6
0-
200%
4000 7
44 30
56174 708 R=d/[
1613
XO*=610-
b/a
13
392
195
P=a/(
c*M)
焊接事业部OEE数据趋势图
139.7%
5.64 706 99.8% 91% 100.5% 90.8% 0.0% 83.19 9695 98.74% 86% 6.96% 5.90% 0.00%
13 4.23 706 98.1% 91% 100.5% 89.2% 0.0%
OEE数据记录分析表格式
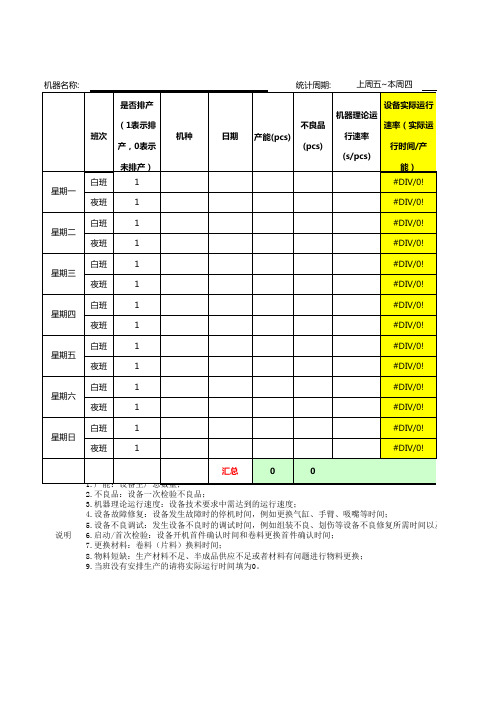
说明2.不良品:设备一次检验不良品;
3.机器理论运行速度:设备技术要求中需达到的运行速度;
4.设备故障修复:设备发生故障时的停机时间,例如更换气缸、手臂、吸嘴等时间;
5.设备不良调试:发生设备不良时的调试时间,例如组装不良、划伤等设备不良修复所需时间以及一些常规报警
6.启动/首次检验:设备开机首件确认时间和卷料更换首件确认时间;
7.更换材料:卷料(片料)换料时间;
8.物料短缺:生产材料不足、半成品供应不足或者材料有问题进行物料更换;
9.当班没有安排生产的请将实际运行时间填为0。
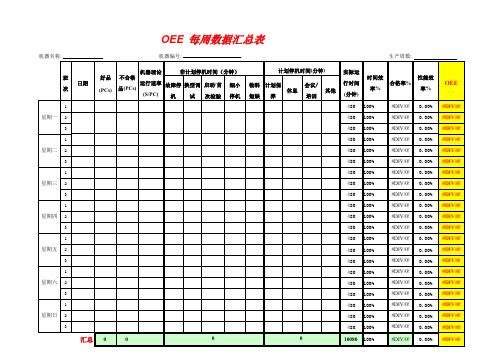
OEE 每周数据汇总表
;
复所需时间以及一些常规报警修复(如真空报警);。
TEEP和OEE的统计计算表格
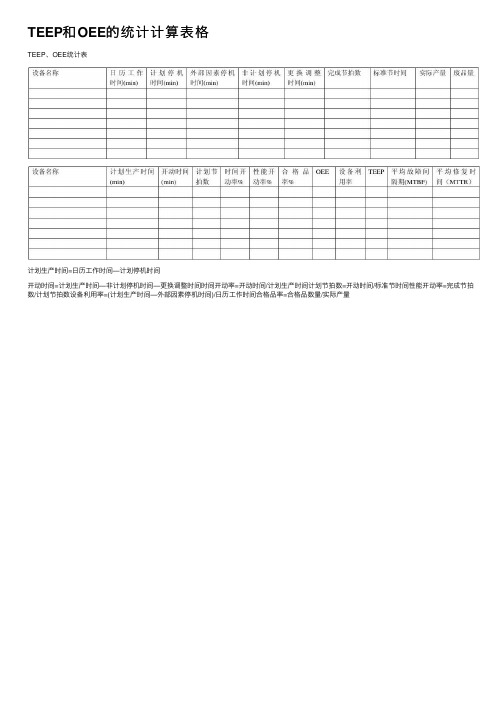
开动时间计划生产时间非计划停机时间更换调整时间时间开动率开动时间计划生产时间计划节拍数开动时间标准节时间性能开动率完成节拍数计划节拍数设备利用率计划生产时间外部因素停机时间日历工作时间合格品率合格品数量实际产量
TE=日历工作时间—计划停机时间 开动时间=计划生产时间—非计划停机时间—更换调整时间时间开动率=开动时间/计划生产时间计划节拍数=开动时间/标准节时间性能开动率=完成节拍 数/计划节拍数设备利用率=(计划生产时间—外部因素停机时间)/日历工作时间合格品率=合格品数量/实际产量
OEE计算表格
2008-12-9
制表
65.2%
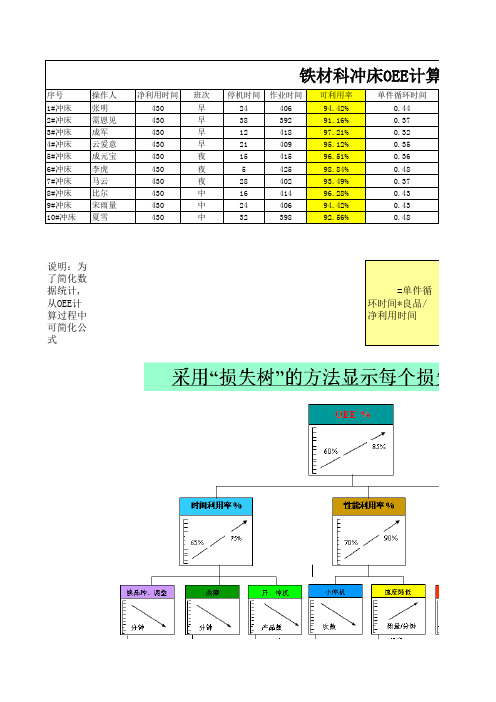
单件循环时间*良品/净计算过程中 可简化公式
=单件循环时间
计算
总零件数 700 700 700 700 700 700 700 700 700 700 性能效率 76% 67% 54% 61% 61% 79% 64% 73% 75% 84% 合格 698 697 696 695 694 693 692 691 690 689 质量率 99.71% 99.57% 99.43% 99.29% 99.14% 99.00% 98.86% 98.71% 98.57% 98.43% OEE 71.1% 60.4% 52.3% 57.3% 57.9% 77.7% 59.3% 69.6% 69.6% 76.8% 71.1% 60.4% 52.3% 57.3% 57.9% 77.7% 59.3% 69.6% 69.6% 76.8%
序号操作人净利用时间班次停机时间作业时间可利用率单件循环时间总零件数性能效率合格质量率oee244069442044700766989971711711383929116037700676979957604604124189721032700546969943523523云爱意430214099512035700616959929573573成元宝4301541596510367006169499145795794259884048700796939900777777284029349037700646929886593593比尔430164149628043700736919871696696宋雨量4302440694420437007569098576966963239892560487008468998437687682008129制表652铁材科冲床oee计算1冲床2冲床3冲床4冲床5冲床6冲床7冲床8冲床9冲床10冲床说明
OEE统计报表(1)
20.00%
30.00%
OEE
40.00%
可用性
平均节拍 0.1min/件
1440
1440
返修 报废 质量问题的停机 质量问题的变慢
质量损失
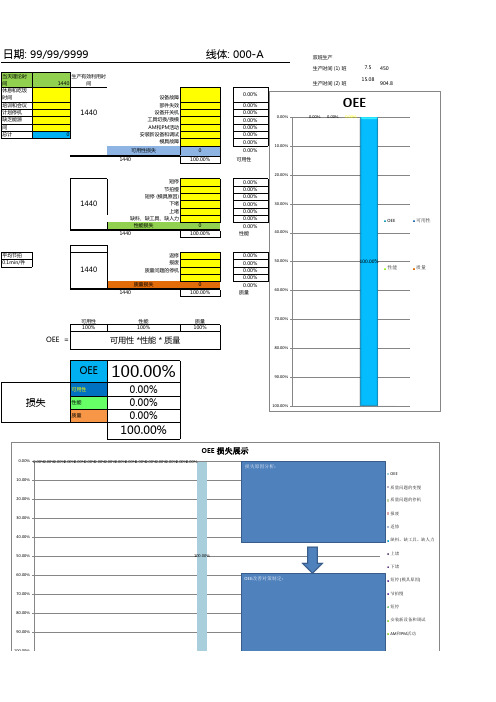
0.00% 0.00% 0.00% 0.00% 0 100.00% 0.00% 质量
50.00%
100.00%
性能
质量
60.00%
可用性 100%
性能 100%
日期: 99/99/9999
当天理论时间 休息和吃饭时间 培训和会议 计划停机 缺乏能源 计划降速时间 总计 1440 生产有效利用时间 设备故障 部件失效 设备开关机 工具切换/换模 AM和PM活动 安装新设备和调试 模具故障 可用性损失 1440 0
线体: 000-A
0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 0.00% 可用性 100.00%
100.00%
损失原因分析:
OEE
10.00% 质量问题的变慢 20.00% 质量问题的停机 报废 30.00% 返修 40.00% 缺料、缺工具、缺人力 上堵 下堵 60.00%
50.00%
100.00%
OEE改善对策制定:
短停 (模具原因) 节拍慢 短停
70.00%
80.00%
安装新设备和调试
90.00%
Байду номын сангаасAM和PM活动
双班生产 生产时间 (1) 班 生产时间 (2) 班 7.5 15.08 450 904.8
1440
0
OEE
0.00% 0.00% 0.00% 0.00% 10.00%
1440
短停 节拍慢 短停 (模具原因) 下堵 上堵 缺料、缺工具、缺人力 性能损失 1440
OEE报表(标准模板)
5 12.00 8.83 8.30 3.17
6 12.00 10.83 10.30 1.17
7 12.00 10.83 10.10 1.17
8 12.00 10.83 10.30 1.17
9 12.00 10.83 10.30 1.17
10 12.00 10.83 10.30 1.17
11 12.00 10.83 8.80 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
3.10 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.60
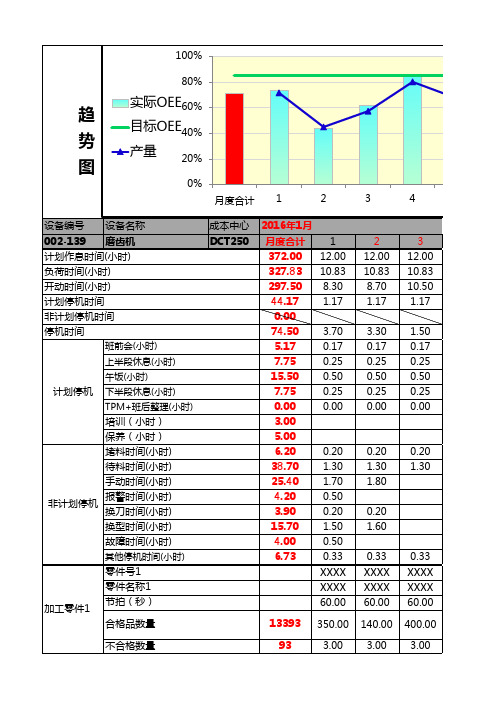
100%
80%
趋
实际OEE60%
势
目标OEE40%
图
产量
20%
0%
月度合计 1
2
3
4
设备编号 设备名称 002-139 磨齿机 计划作息时间(小时) 负荷时间(小时) 开动时间(小时) 计划停机时间 非计划停机时间 停机时间
班前会(小时) 上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
1.70 0.17 0.25 0.50 0.25 0.00
1.70 0.17 0.25 0.50 0.25 0.00
OEE报表(标准模板)
班前会(小时)
上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
22 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
23 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
8.72 520.00 51.49 93.2% 86.3% 99.4% 80.0% 85.0%
9.22 550.00 53.40 95.1% 89.5% 99.5% 84.6% 85.0%
6.38 380.00 36.89 95.1% 62.0% 99.2% 58.5% 85.0%
3.78 229.00 22.23 95.1% 36.7% 97.9% 34.1% 85.0%
24 12.00 10.83 8.80 1.17
3.20 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.70
0.20 1.50
0.33 XXXX XXXX 60.00
25 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
2.00 2.00
195
上半段休息(小时) 午饭(小时) 计划停机 下半段休息(小时) TPM+班后整理(小时) 培训(小时) 保养(小时) 堵料时间(小时) 待料时间(小时) 手动时间(小时) 报警时间(小时) 非计划停机 换刀时间(小时) 换型时间(小时) 故障时间(小时) 其他停机时间(小时) 零件号1 零件名称1 加工零件1 节拍(秒) 合格品数量
22 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
23 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
0.20 1.30
0.33 XXXX XXXX 60.00
8.72 520.00 51.49 93.2% 86.3% 99.4% 80.0% 85.0%
9.22 550.00 53.40 95.1% 89.5% 99.5% 84.6% 85.0%
6.38 380.00 36.89 95.1% 62.0% 99.2% 58.5% 85.0%
3.78 229.00 22.23 95.1% 36.7% 97.9% 34.1% 85.0%
24 12.00 10.83 8.80 1.17
3.20 0.17 0.25 0.50 0.25 0.00
0.20 1.30 1.70
0.20 1.50
0.33 XXXX XXXX 60.00
25 12.00 10.83 10.50 1.17
1.50 0.17 0.25 0.50 0.25 0.00
2.00 2.00
195
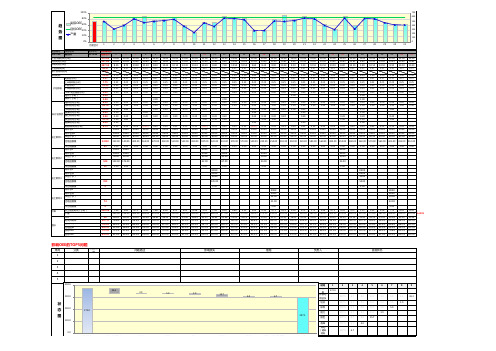
OEE记录表
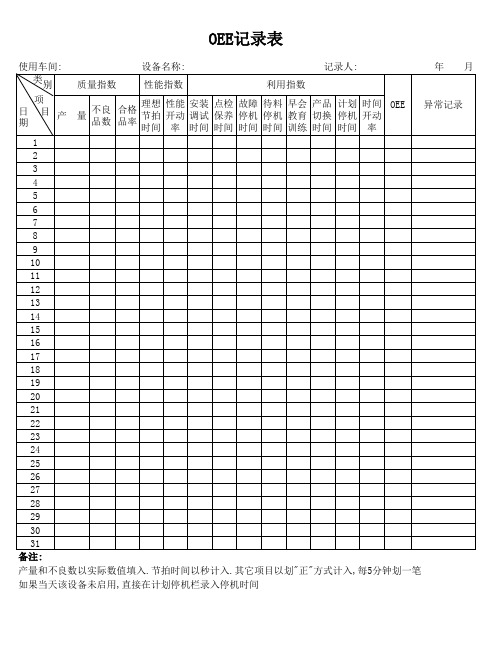
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 备注: 产量和不良数以实际数值填入.节拍时间以秒计入.其它项目以划"正"方式计入,每5分钟划一笔 如果当天该设备未启用,直接在计划停机栏录入停机时间
合格品率=合格品数/生产数量 性能开动率=生产数量/(60/理想节拍时间 X 实际生产时间) 时间开动率=实际生产时间/计划工作时间
OEE记录表
使用车间: 类别 项 设备 日 目 产 期 设备名称: 质量指数 性能指数 利用 待料 早会 产品 计划 时间 OEE 不良 合格 量 节拍 开动 调试 保养 停机 停机 教育 切换 停机 开动 品数 品率 时间 率 时间 时间 时间 时间 训练 时间 时间 率
OEE设备效率数据收集分析表
0
0
0
0
0
0
0
0
0
0
15
0
0
35
0
0
0
0
0
0
99.9% 100.0% 100.0% 99.7% 100.0% 100.0% 100.0% 100.0% #DIV/0! 100.0%
70% 70% 70% 70% 70% 70% 70% 70% 70% 70%
95.6% 80.9% 95.7% 68.2% 95.7% 97.5% 59.5% 96.8% #DIV/0! 97.0%
0
0
0
40
0
0
0
0
0
0
20
0
99.7% 100.0% 100.0% #DIV/0! 100.0% 100.0% 100.0% 99.9% 100.0%
70% 70%
70% 70% 70% 70% 70% 70% 70%
72.4% 92.1% 96.9% #DIV/0! 86.7% 94.5% 90.9% 95.9% 90.2%
0% 0% 0% 0% 0% 0%
0% 0% #DIV/0! 0%
0% 0% 0% 0% 0% 0% 35% 0% #DIV/0! 0% cal analysis, the countermeasures of important material),
审核 Examine
设备编
2016 年
号:Equi 125-26
0 0 0 0 0 0 0 790
5 840
30 20
0 790
0 0 0 0 0 0 0 790
设备利用率
D
Equipment utilization
OEE单品种及多品种数据统计分析修订后模板(多品种)
设备
日期:2011年 月 设备名称:
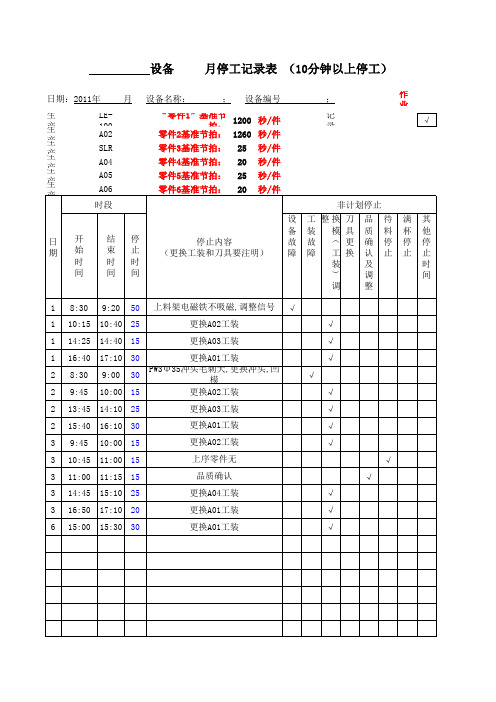
月停工记录表 (10分钟以上停工)
; 设备编号 ; 记录人: 作业现场 √
生产零件号:LE-100 生产零件号:A02 生产零件号:SLR 生产零件号:A04 生产零件号:A05 生产零件号:A06 时段
“零件1”基准节拍: 1200 秒/件 零件2基准节拍: 1260 秒/件 零件3基准节拍: 零件4基准节拍: 零件5基准节拍: 零件6基准节拍: 25 20 25 20 秒/件 秒/件 秒/件 秒/件
非计划停止 设 备 故 障 工 装 故 障 换 模 ( 工 装 ) 调 整 √ √ √ √ √ √ √ √ √ √ √ √ √ 刀 具 更 换 品 质 确 认 及 调 整 待 料 停 止 满 杯 停 止 其 他 停 止 时 间
日 期
开 始 时 间
结 束时 间
停 止 时 间
停止内容 (更换工装和刀具要注明)
√
10:40 25 14:40 15 17:10 30 9:00 30
10:00 15 14:10 25 16:10 30 10:00 15 11:00 15 11:15 15 15:10 25 17:10 20 15:30 30
340
1 1 1 1 2 2 2 2 3 3 3 3 3 6
8:30 10:15 14:25 16:40 8:30 9:45 13:45 15:40 9:45 10:45 11:00 14:45 16:50 15:00
9:20
50
上料架电磁铁不吸磁,调整信号 更换A02工装 更换A03工装 更换A01工装 PW3Φ 35冲头毛刺大,更换冲头,凹 模 更换A02工装 更换A03工装 更换A01工装 更换A02工装 上序零件无 品质确认 更换A04工装 更换A01工装 更换A01工装
日期:2011年 月 设备名称:
月停工记录表 (10分钟以上停工)
; 设备编号 ; 记录人: 作业现场 √
生产零件号:LE-100 生产零件号:A02 生产零件号:SLR 生产零件号:A04 生产零件号:A05 生产零件号:A06 时段
“零件1”基准节拍: 1200 秒/件 零件2基准节拍: 1260 秒/件 零件3基准节拍: 零件4基准节拍: 零件5基准节拍: 零件6基准节拍: 25 20 25 20 秒/件 秒/件 秒/件 秒/件
非计划停止 设 备 故 障 工 装 故 障 换 模 ( 工 装 ) 调 整 √ √ √ √ √ √ √ √ √ √ √ √ √ 刀 具 更 换 品 质 确 认 及 调 整 待 料 停 止 满 杯 停 止 其 他 停 止 时 间
日 期
开 始 时 间
结 束时 间
停 止 时 间
停止内容 (更换工装和刀具要注明)
√
10:40 25 14:40 15 17:10 30 9:00 30
10:00 15 14:10 25 16:10 30 10:00 15 11:00 15 11:15 15 15:10 25 17:10 20 15:30 30
340
1 1 1 1 2 2 2 2 3 3 3 3 3 6
8:30 10:15 14:25 16:40 8:30 9:45 13:45 15:40 9:45 10:45 11:00 14:45 16:50 15:00
9:20
50
上料架电磁铁不吸磁,调整信号 更换A02工装 更换A03工装 更换A01工装 PW3Φ 35冲头毛刺大,更换冲头,凹 模 更换A02工装 更换A03工装 更换A01工装 更换A02工装 上序零件无 品质确认 更换A04工装 更换A01工装 更换A01工装
【实用文档】2019年某知名品牌企业OEE数据记录分析表格式完整版完整版完整版
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
汇总 0
0
0
计划停机时间(分钟)
物料 计划保
会议/
休息
Hale Waihona Puke 其他短缺 养培训实际运 行时间 (分钟)
时间效
性能效
合格率%
率%
率%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
480 100%
#DIV/0! 0.00%
0
10080 100%
#DIV/0! 0.00%
OEE
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
OEE 每周数据汇总表
机器名称:
机器编号:
生产周数:
OEE报表范例(模板)
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
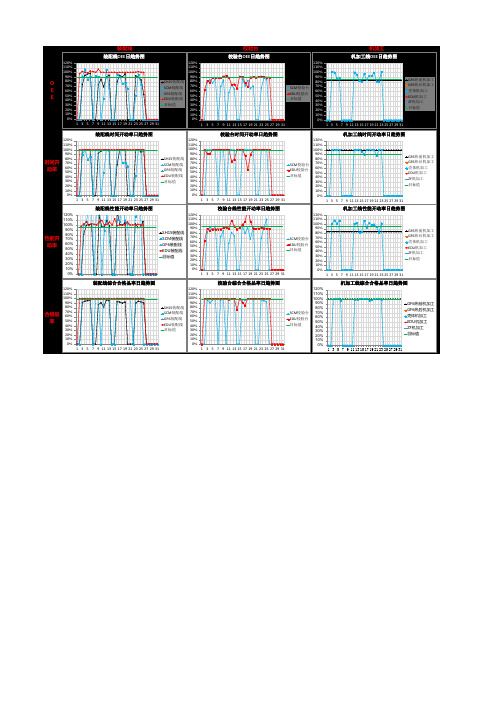
装配线时间开动率日趋势图
120%
110%
100%
90%
80%
时间开 70%
动率
60% 50%
40%
30%
20%
10%
0%
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
校验台时间开动率日趋势图
50% 40% 30% 20% 10%
0%
装配线性能开动率日趋势图
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
校验台线性能开动率日趋势图
120%
110%
100%
90% SH15装配线 80%
装配线
校验台
机加工
装配线OEE日趋势图
校验台OEE日趋势图
机加工线OEE日趋势图
120%
120%
120%
110%
110%
110%
100%
100%
100%
90%
O
80% 70%
E
60%
E
50% 40%
30%
20%
90%
SH15装配线 80%
SCM装配线 70%
GF6装配线
60% 50%
EDU装配线 40%
目标值
30%
20%
90%
80%
SCM校验台 70%
EDU校验台 目标值
60% 50% 40%
30%
ቤተ መጻሕፍቲ ባይዱ20%
OEE设备效率数据收集分析表

E2)/E
#DIV/0
#DIV/0
0.0% 99.7% 100.0% 99.8% 100.0% 99.7% 100.0% 100.0% ! 100.0% 100.0% 100.0% 99.9% 100.0% 99.9% 100.0% 100.0% 99.7% 100.0% 100.0% 100.0% 100.0% ! 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0% #DIV/0!
记录 Record:
检查 check up:
审核 Examine:
0 720 300 1320 1320 1320 1320 1320
0
10
10
10
10
10
10
10
0
10
10
10
10
10
10
10
0
0
0
0
0
0
0
0
0 700 280 1300 1300 1300 1300 1300
0 30540
0
720
0
350
0
10
0 29460
产品转型/换
模时间(分)
Product the
0.0% 83.4% 93.1% 77.7% 77.9% 72.4% 92.1% 96.9% ###### 86.7% 94.5% 90.9% 95.9% 90.2% 95.6% 80.9% 95.7% 68.2% 95.7% 97.5% 59.5% 96.8% ###### 97.0% 90.1% 67.3% 78.1% 67.3% 72.7% 61.9% ###### #DIV/0!